

ISSN 1004-132X
CN 42-1294/TH
CN 42-1294/TH
China Mechanical Engineering ›› 2025, Vol. 36 ›› Issue (12): 2927-2935.DOI: 10.3969/j.issn.1004-132X.2025.12.015
Previous Articles Next Articles
LUO Min( ), HUANG Congjian, LI Qiaozheng(), XU Tingting, FU Yanbo
), HUANG Congjian, LI Qiaozheng(), XU Tingting, FU Yanbo
Received:2025-02-04
Online:2025-12-25
Published:2025-12-31
Contact:
LI Qiaozheng
罗敏(), 黄聪剑, 李巧珍(), 徐亭亭, 付彦博
通讯作者:
李巧珍
作者简介:罗敏,女,1968年生,教授、博士研究生导师。研究方向为杆管柱力学分析。E-mail:jiayin5@sina.com基金资助:CLC Number:
LUO Min, HUANG Congjian, LI Qiaozheng, XU Tingting, FU Yanbo. Investigation of Factors Influencing Expandable Tubes Milling Based on SPH-FEM Coupling Algorithms[J]. China Mechanical Engineering, 2025, 36(12): 2927-2935.
罗敏, 黄聪剑, 李巧珍, 徐亭亭, 付彦博. 基于光滑粒子流体动力学-有限元法耦合算法的膨胀管磨铣效果影响因素研究[J]. 中国机械工程, 2025, 36(12): 2927-2935.
Add to citation manager EndNote|Ris|BibTeX
URL: https://www.cmemo.org.cn/EN/10.3969/j.issn.1004-132X.2025.12.015
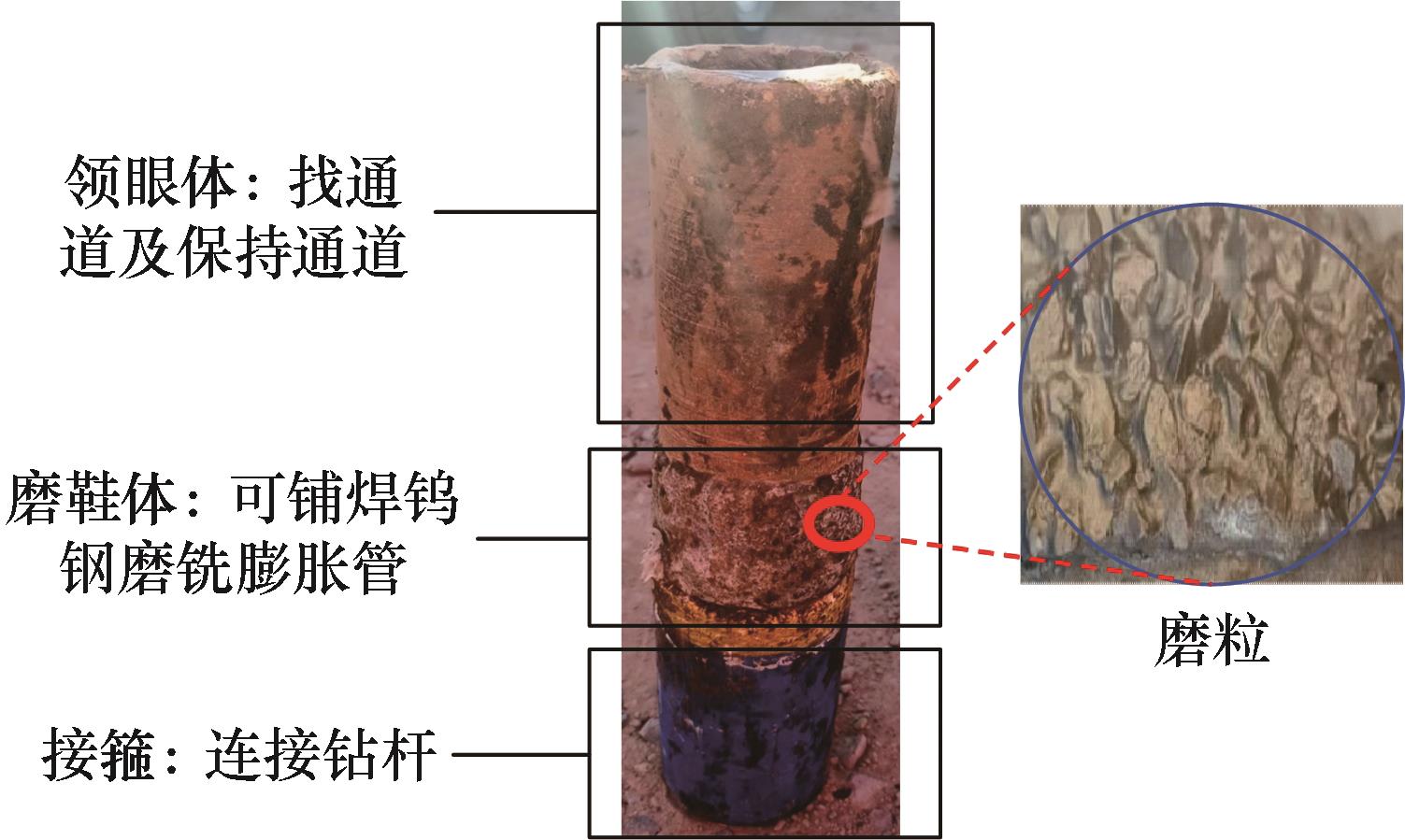
Fig.1 Eccentric collar eye grinding shoe actual photo
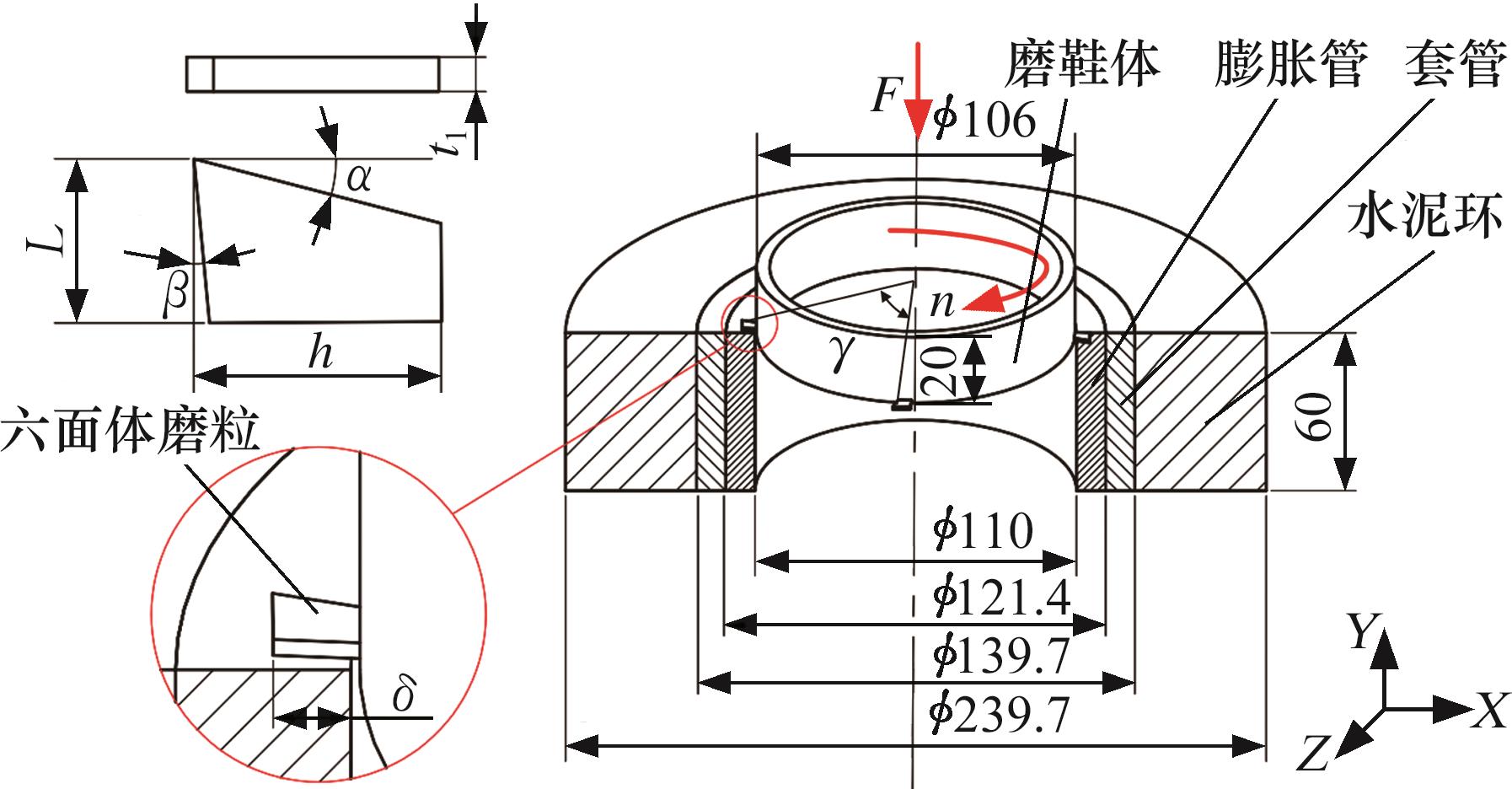
Fig.2 Schematic diagram of the structure of the expansion tube grinding and milling system
| 部件 | 参数 | 数值 |
|---|---|---|
| 磨鞋体 | 高度/mm | 20 |
| 直径×壁厚/mm | ||
| 磨粒 | 前角 | 15 |
| 后角 | 5 | |
| 长度L/mm | 2 | |
| 高度h/mm | 1 | |
| 厚度 | 0.2~1.0 | |
| 膨胀管 | 长度/mm | 60 |
| 直径×壁厚/mm | ||
| 套管 | 长度/mm | 60 |
| 直径×壁厚/mm | ||
| 水泥环 | 长度/mm | 60 |
| 直径×壁厚/mm | ||
| 磨削参数 | 磨削深度 | 0.2~1.0 |
| 磨削厚度 | 0.2~1.0 |
Tab.1 Dimensions of each component
| 部件 | 参数 | 数值 |
|---|---|---|
| 磨鞋体 | 高度/mm | 20 |
| 直径×壁厚/mm | ||
| 磨粒 | 前角 | 15 |
| 后角 | 5 | |
| 长度L/mm | 2 | |
| 高度h/mm | 1 | |
| 厚度 | 0.2~1.0 | |
| 膨胀管 | 长度/mm | 60 |
| 直径×壁厚/mm | ||
| 套管 | 长度/mm | 60 |
| 直径×壁厚/mm | ||
| 水泥环 | 长度/mm | 60 |
| 直径×壁厚/mm | ||
| 磨削参数 | 磨削深度 | 0.2~1.0 |
| 磨削厚度 | 0.2~1.0 |
| 力学性能 | 膨胀管 | 磨粒 | 水泥环 |
|---|---|---|---|
| 密度/(kg·m | 8000 | 14 500 | 2300 |
| 弹性模量/GPa | 193 | 640 | 40 |
| 泊松比 | 0.27 | 0.22 | 0.23 |
Tab.2 Mechanical properties of various components materials
| 力学性能 | 膨胀管 | 磨粒 | 水泥环 |
|---|---|---|---|
| 密度/(kg·m | 8000 | 14 500 | 2300 |
| 弹性模量/GPa | 193 | 640 | 40 |
| 泊松比 | 0.27 | 0.22 | 0.23 |
| A/MPa | B/MPa | n | C | m | d1 | d2 | d3 | d4 | d5 |
|---|---|---|---|---|---|---|---|---|---|
| 514 | 514 | 0.0417 | 0.508 | 0.533 | 0.55 | 3.44 | -2.12 | 0.002 | 0.61 |
Tab.3 Johnson-Cook constitutive model of expanding casing material
| A/MPa | B/MPa | n | C | m | d1 | d2 | d3 | d4 | d5 |
|---|---|---|---|---|---|---|---|---|---|
| 514 | 514 | 0.0417 | 0.508 | 0.533 | 0.55 | 3.44 | -2.12 | 0.002 | 0.61 |
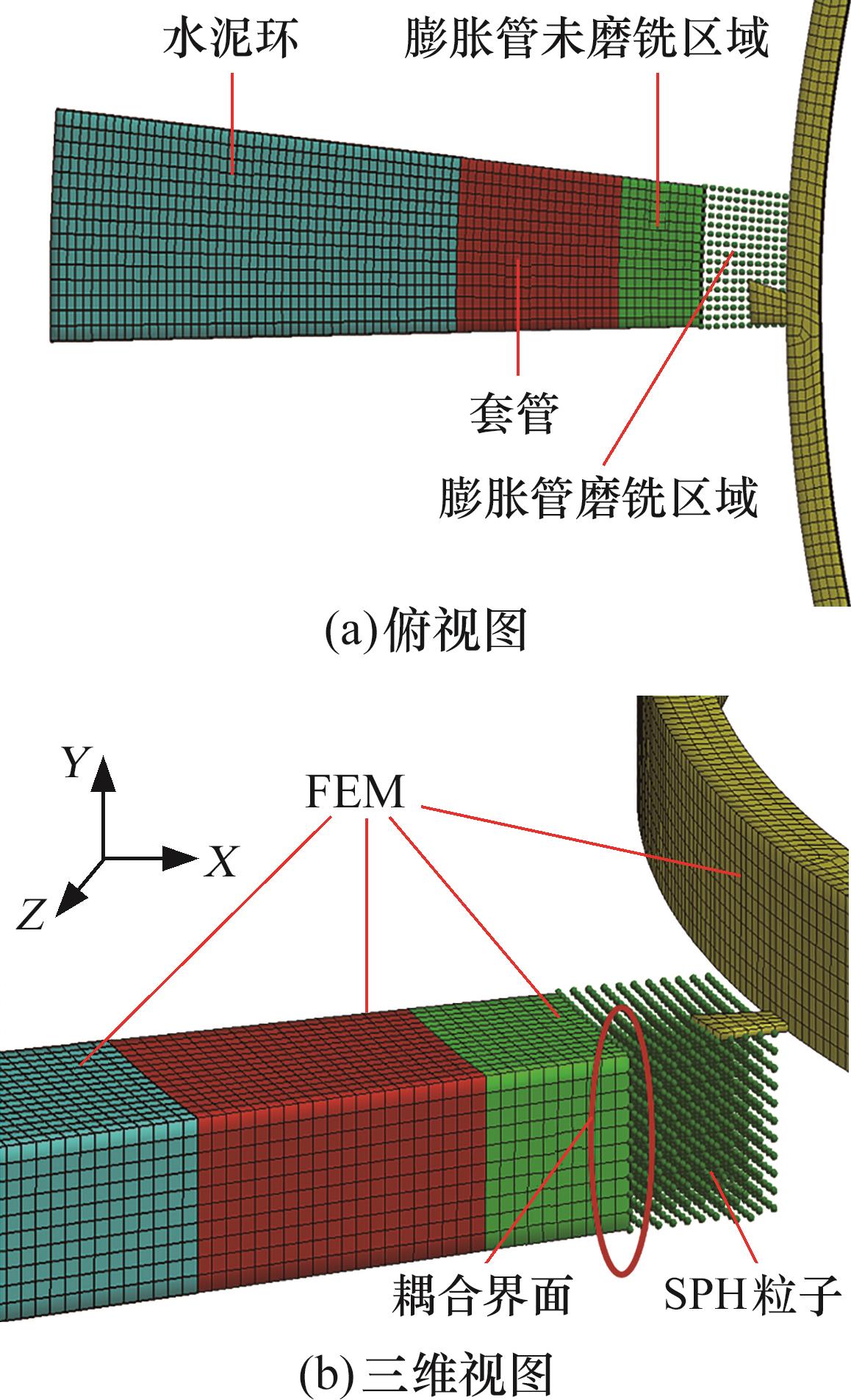
Fig.3 Coupled finite element model of SPH-FEM for grinding and milling expansion tubes
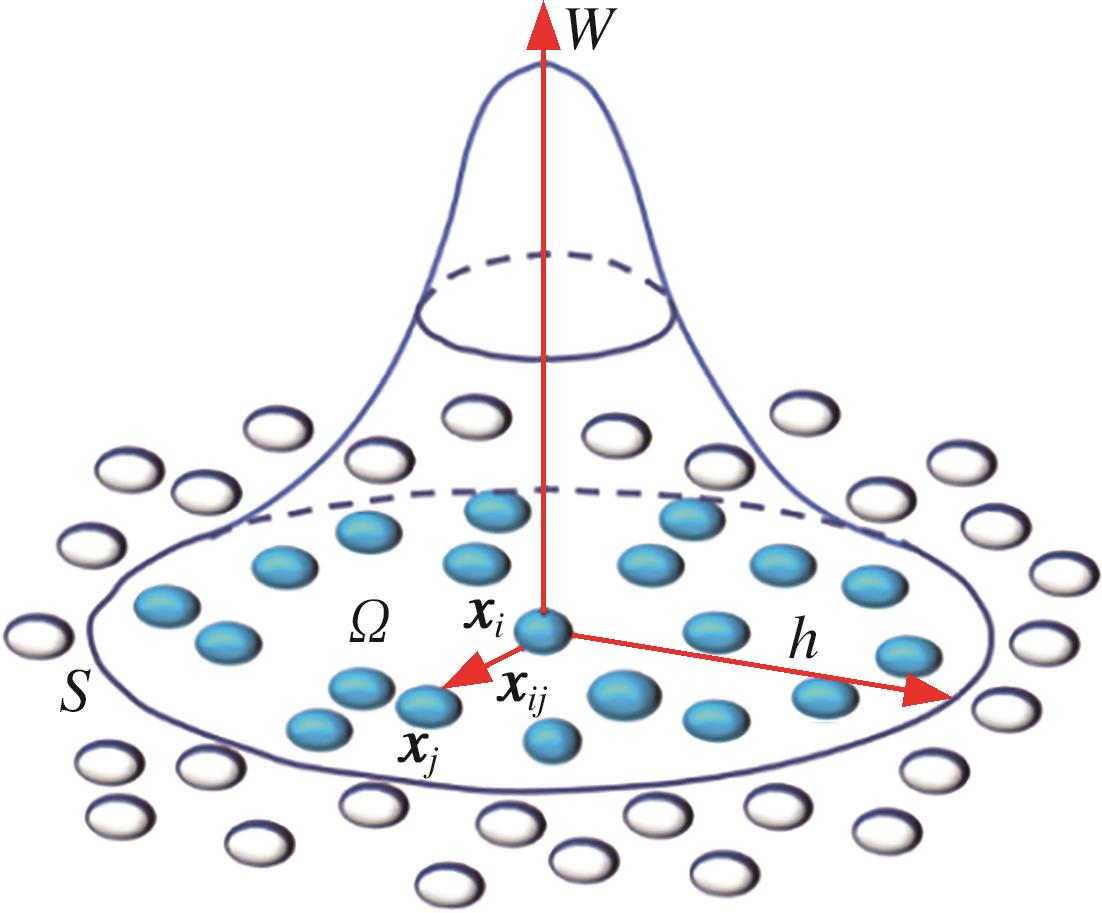
Fig.4 Schematic diagram of kernel function estimation
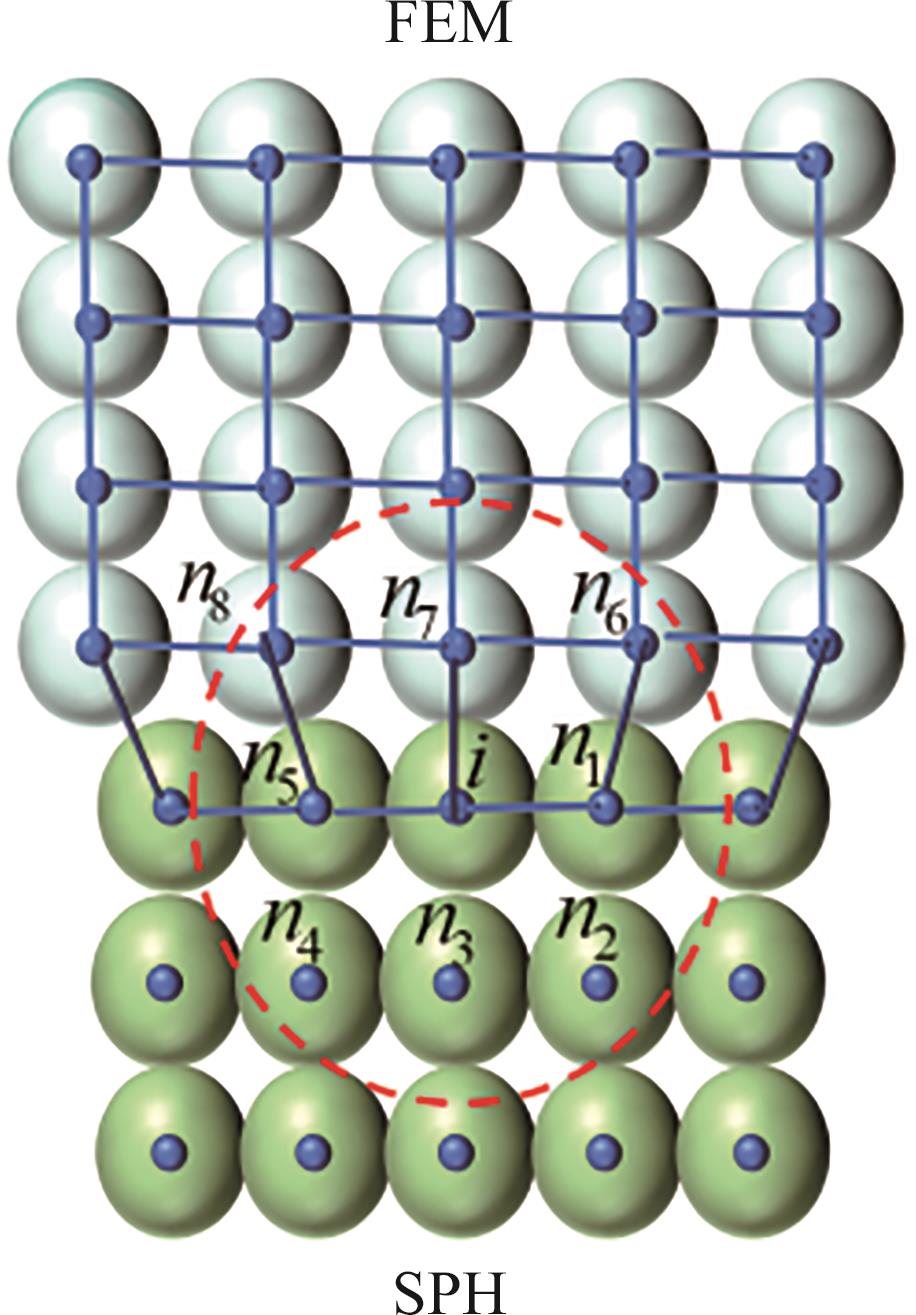
Fig.5 Schematic diagram of SPH-FEM coupling
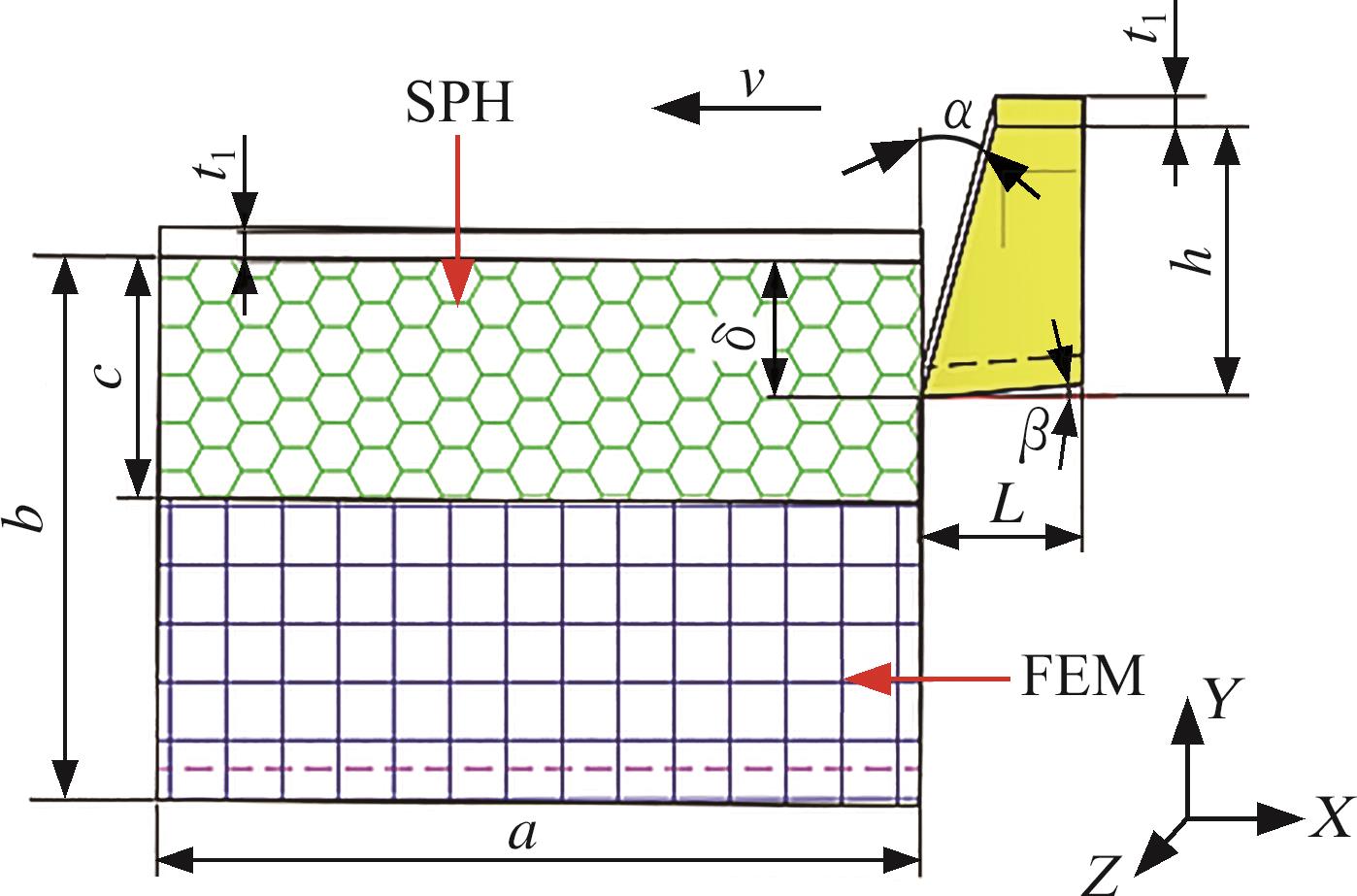
Fig.6 Schematic diagram of the cutting model using the SPH-FEM coupling method
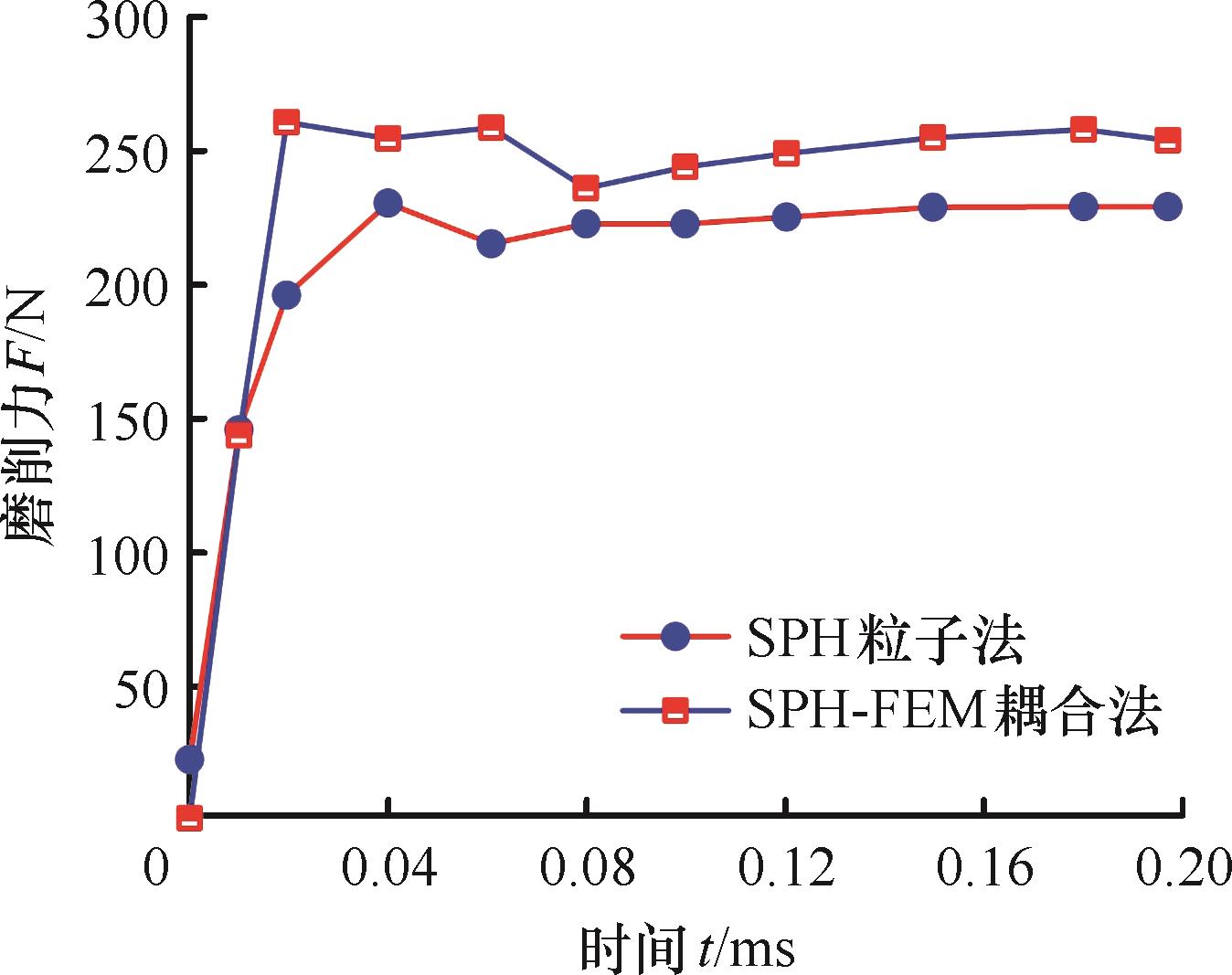
Fig.7 Grinding force variation curve over time
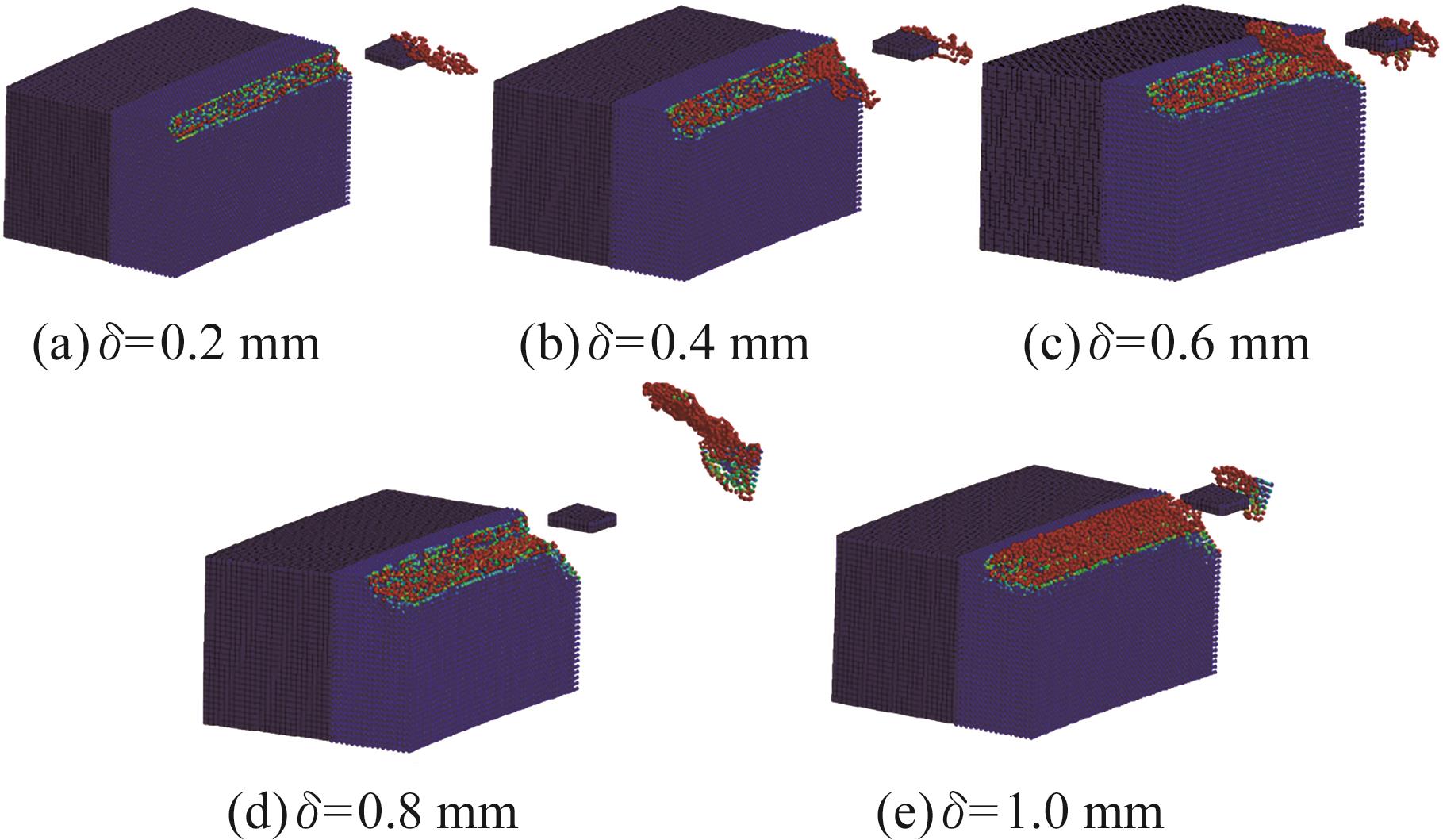
Fig.8 Morphology of grinding chips at different grinding depths
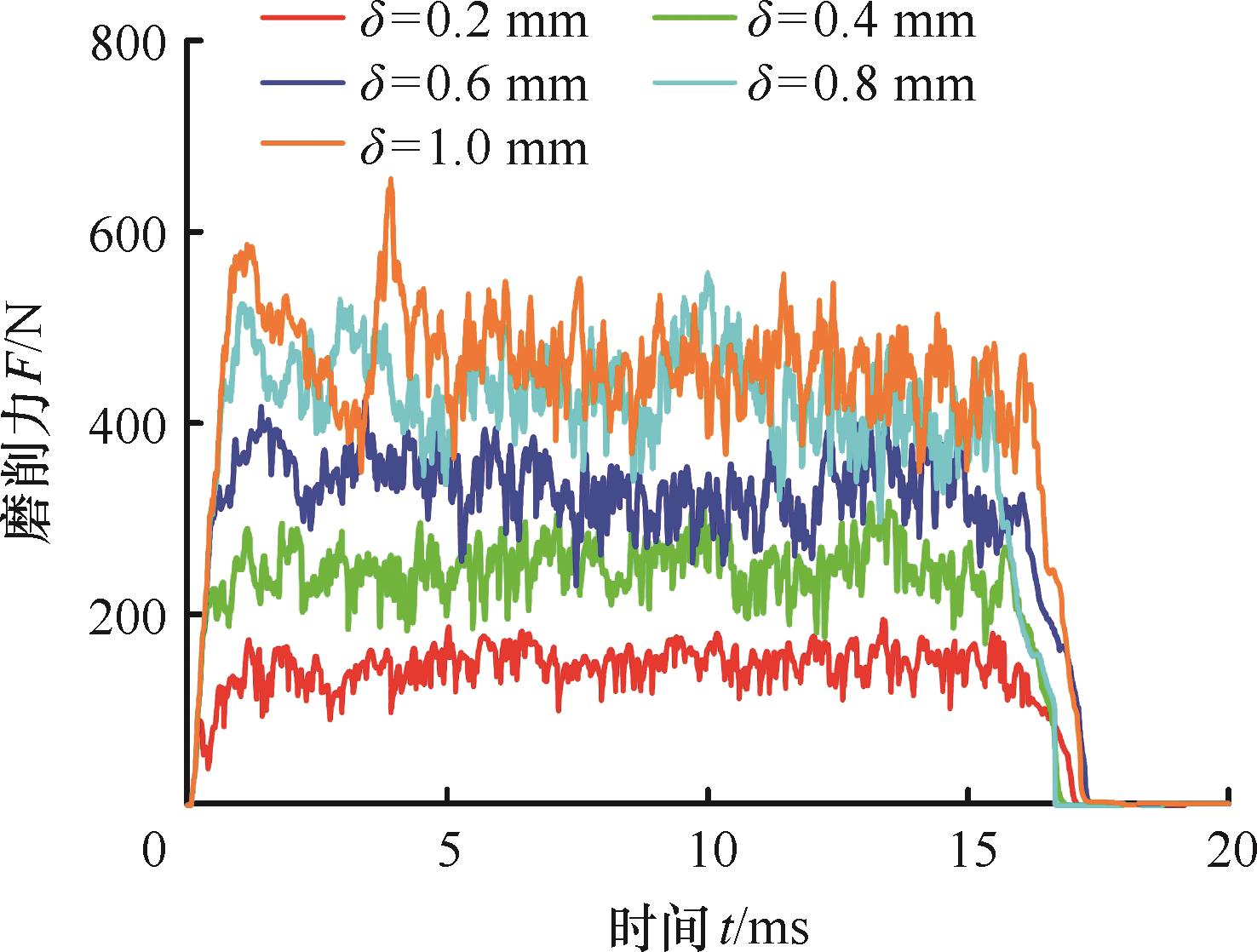
Fig.9 Curve of grinding force variation with time at different grinding depths
| 磨削深度δ/mm | 磨削单元数量 | 材料去除率/% | |
|---|---|---|---|
| 理论 | 数值模拟 | ||
| 0.2 | 995 | 942 | 94.67 |
| 0.4 | 1849 | 1718 | 92.92 |
| 0.6 | 2778 | 2416 | 86.97 |
| 0.8 | 3711 | 3136 | 84.51 |
| 1.0 | 4647 | 3603 | 77.53 |
Tab.4 Material removal at different grinding depths
| 磨削深度δ/mm | 磨削单元数量 | 材料去除率/% | |
|---|---|---|---|
| 理论 | 数值模拟 | ||
| 0.2 | 995 | 942 | 94.67 |
| 0.4 | 1849 | 1718 | 92.92 |
| 0.6 | 2778 | 2416 | 86.97 |
| 0.8 | 3711 | 3136 | 84.51 |
| 1.0 | 4647 | 3603 | 77.53 |
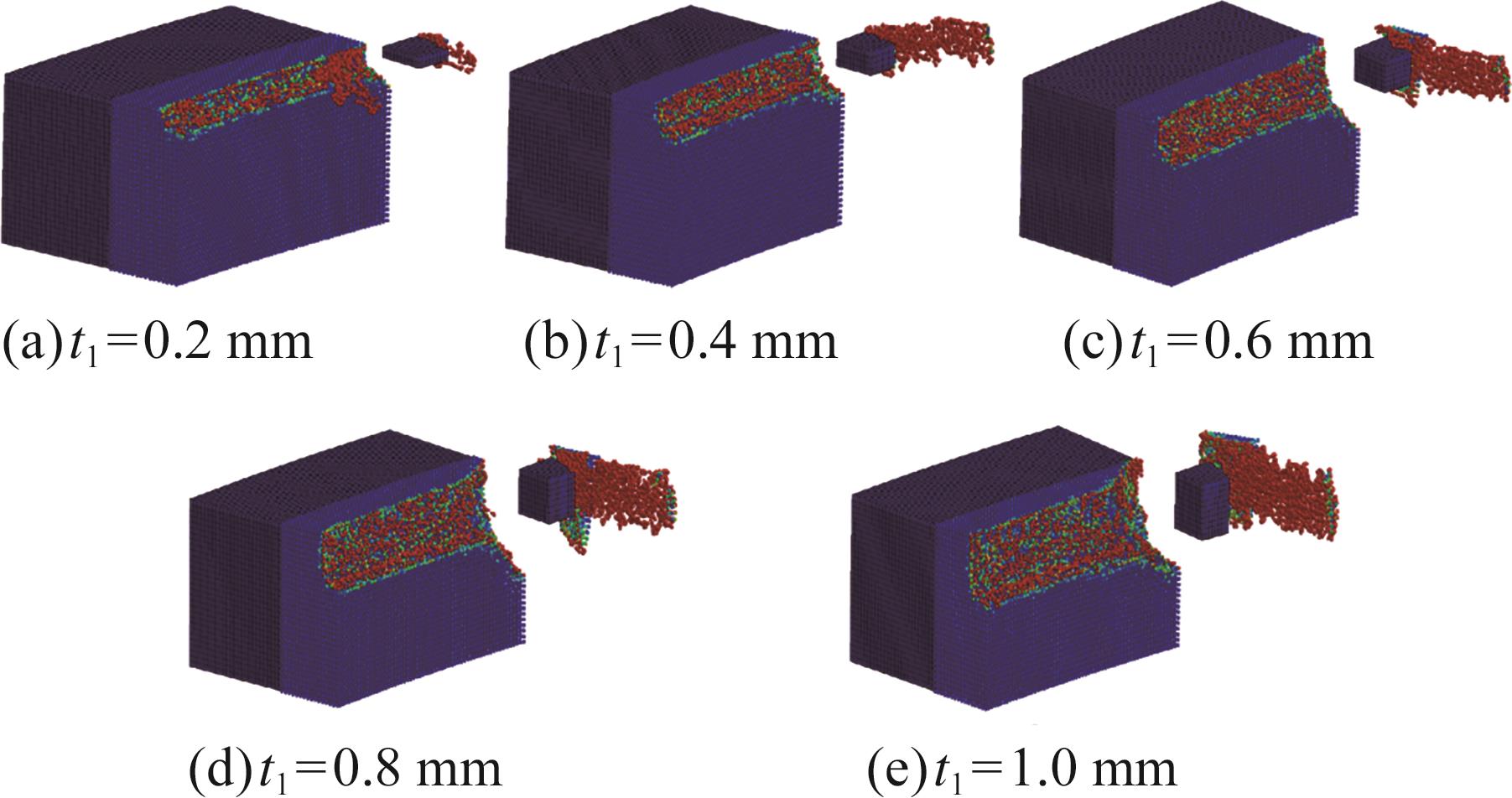
Fig.10 Morphology of grinding chips at different grinding thicknesses
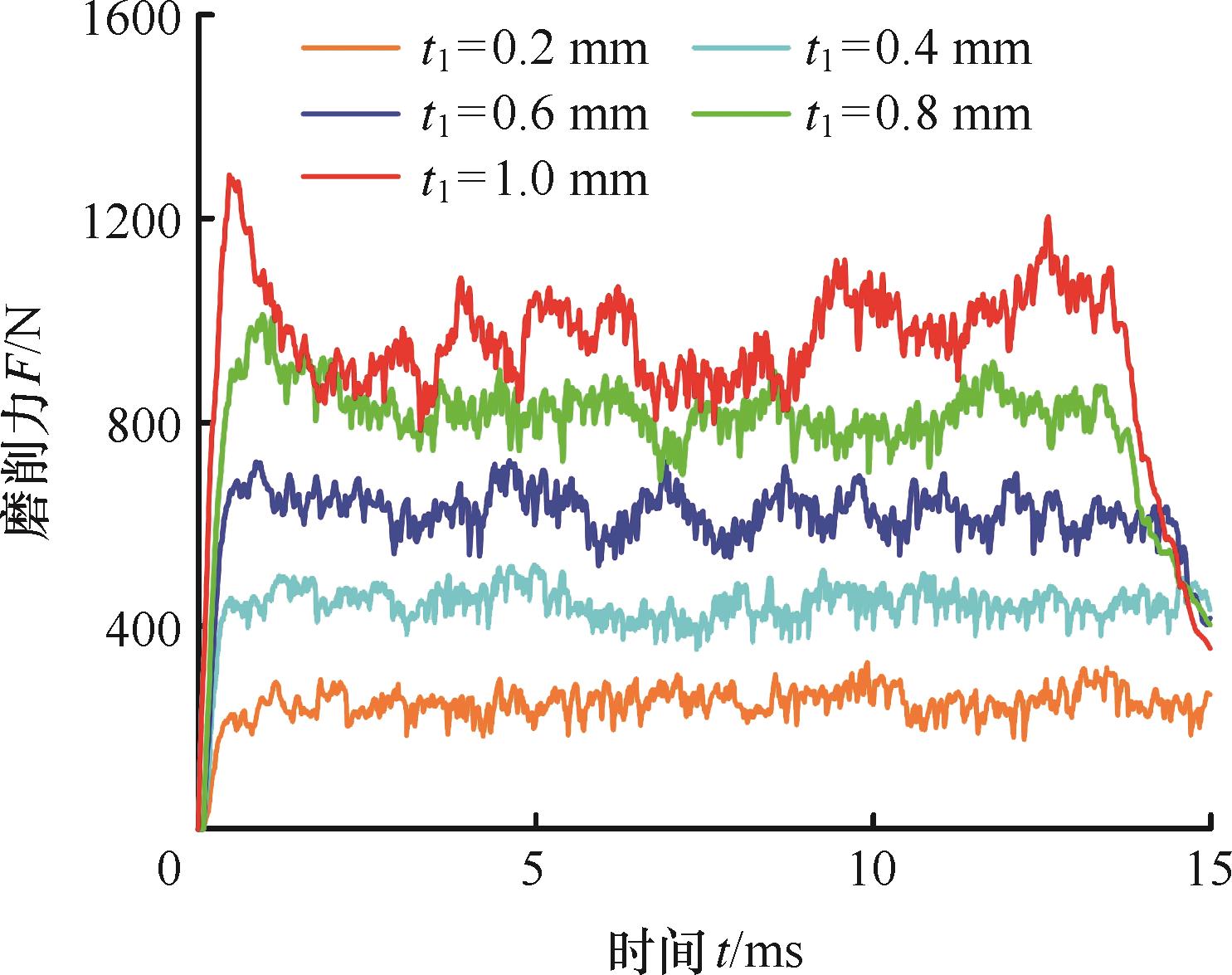
Fig.11 Curve of grinding force variation with time at different grinding thicknesses
| 磨削厚度t1/mm | 磨削单元数量 | 材料去除率/% | |
|---|---|---|---|
| 理论 | 数值模拟 | ||
| 0.2 | 1849 | 1718 | 92.92 |
| 0.4 | 3698 | 3345 | 90.45 |
| 0.6 | 5546 | 4966 | 89.54 |
| 0.8 | 7395 | 6243 | 84.42 |
| 1.0 | 9244 | 7459 | 80.69 |
Tab.5 Material removal at different grinding thicknesses
| 磨削厚度t1/mm | 磨削单元数量 | 材料去除率/% | |
|---|---|---|---|
| 理论 | 数值模拟 | ||
| 0.2 | 1849 | 1718 | 92.92 |
| 0.4 | 3698 | 3345 | 90.45 |
| 0.6 | 5546 | 4966 | 89.54 |
| 0.8 | 7395 | 6243 | 84.42 |
| 1.0 | 9244 | 7459 | 80.69 |
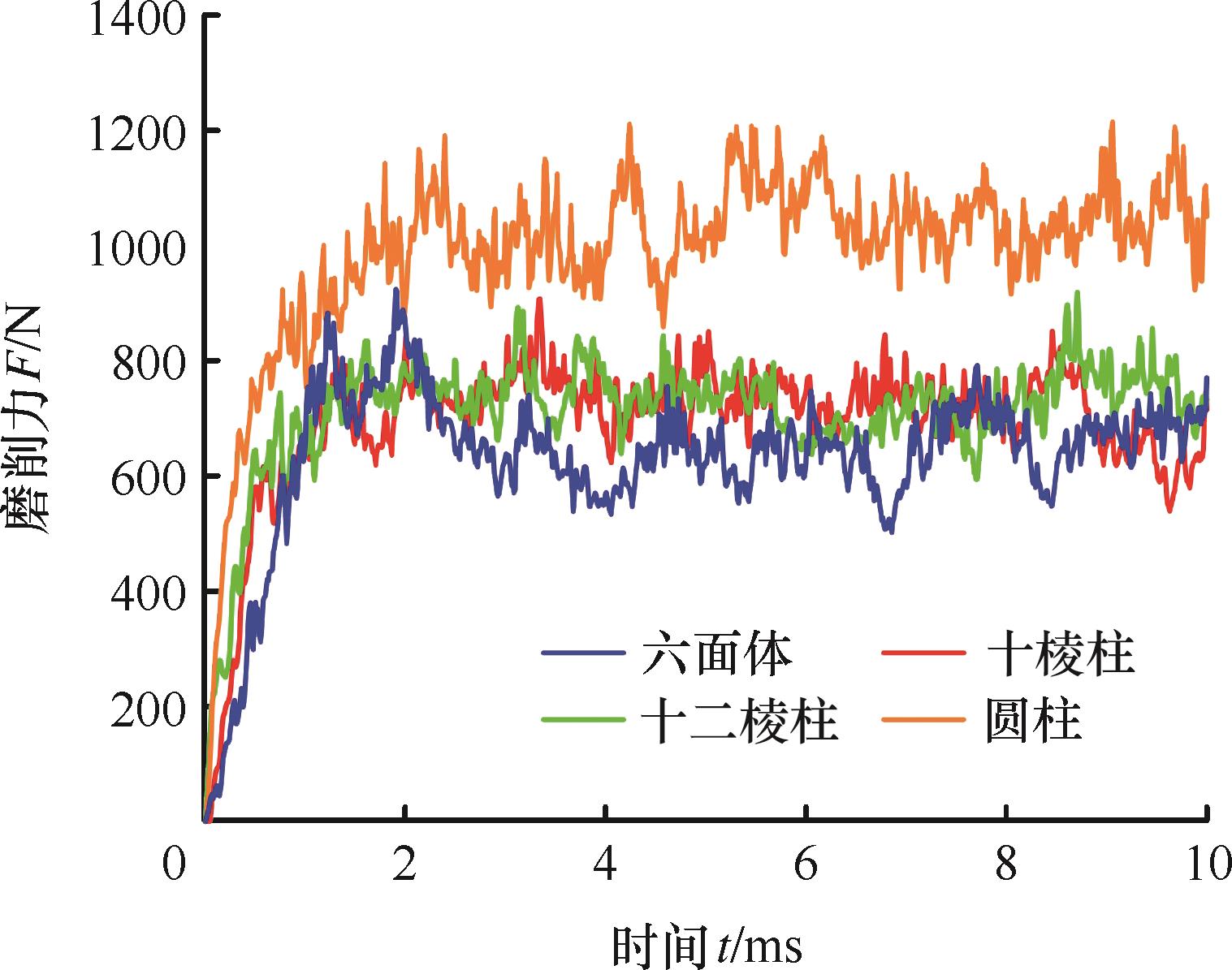
Fig.12 Variation curves of grinding forces with different grain shapes over time
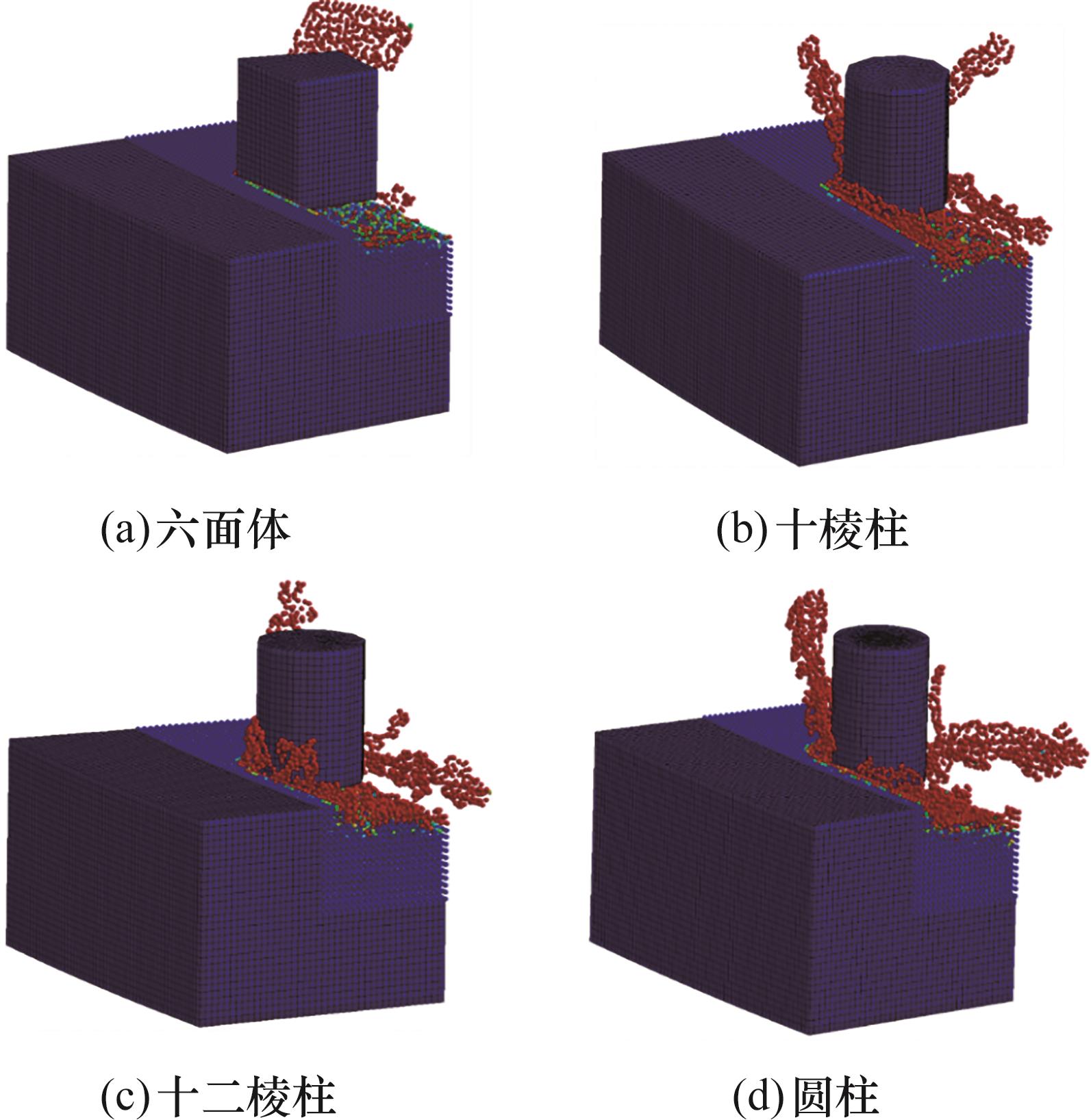
Fig.13 The morphology of grinding chips of expandable tubulars in grinding milling with abrasive grains of different shape
| 几何形状 | 磨削单元数量 | 材料去除率/% | |
|---|---|---|---|
| 理论 | 数值模拟 | ||
| 六面体 | 3363 | 2856 | 84.92 |
| 十棱柱 | 2995 | 89.06 | |
| 十二棱柱 | 3115 | 92.63 | |
| 圆柱 | 4081 | 121.35 | |
Tab. 6 Removal of grinding and milling materials with different geometries
| 几何形状 | 磨削单元数量 | 材料去除率/% | |
|---|---|---|---|
| 理论 | 数值模拟 | ||
| 六面体 | 3363 | 2856 | 84.92 |
| 十棱柱 | 2995 | 89.06 | |
| 十二棱柱 | 3115 | 92.63 | |
| 圆柱 | 4081 | 121.35 | |
| 铺焊材料 | YG8合金 | YT15合金 | YG6X合金 |
|---|---|---|---|
| 密度/(kg·m | 14 500 | 11 900 | 14 850 |
| 弹性模量/GPa | 650 | 534 | 640 |
| 泊松比 | 0.25 | 0.22 | 0.22 |
Tab.7 Mechanical properties of surfacing materials
| 铺焊材料 | YG8合金 | YT15合金 | YG6X合金 |
|---|---|---|---|
| 密度/(kg·m | 14 500 | 11 900 | 14 850 |
| 弹性模量/GPa | 650 | 534 | 640 |
| 泊松比 | 0.25 | 0.22 | 0.22 |
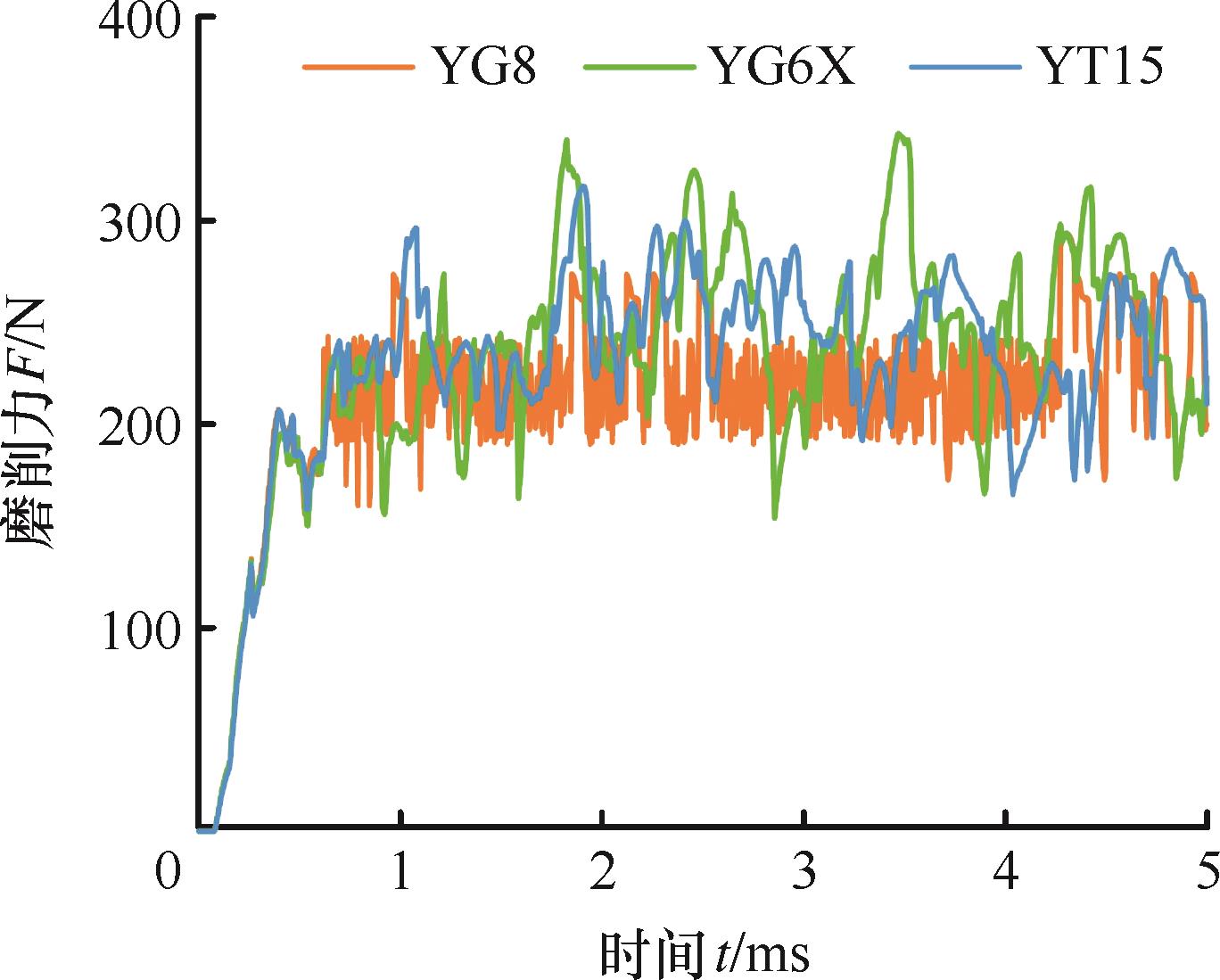
Fig.14 Curves of grinding force with time under different welding materials
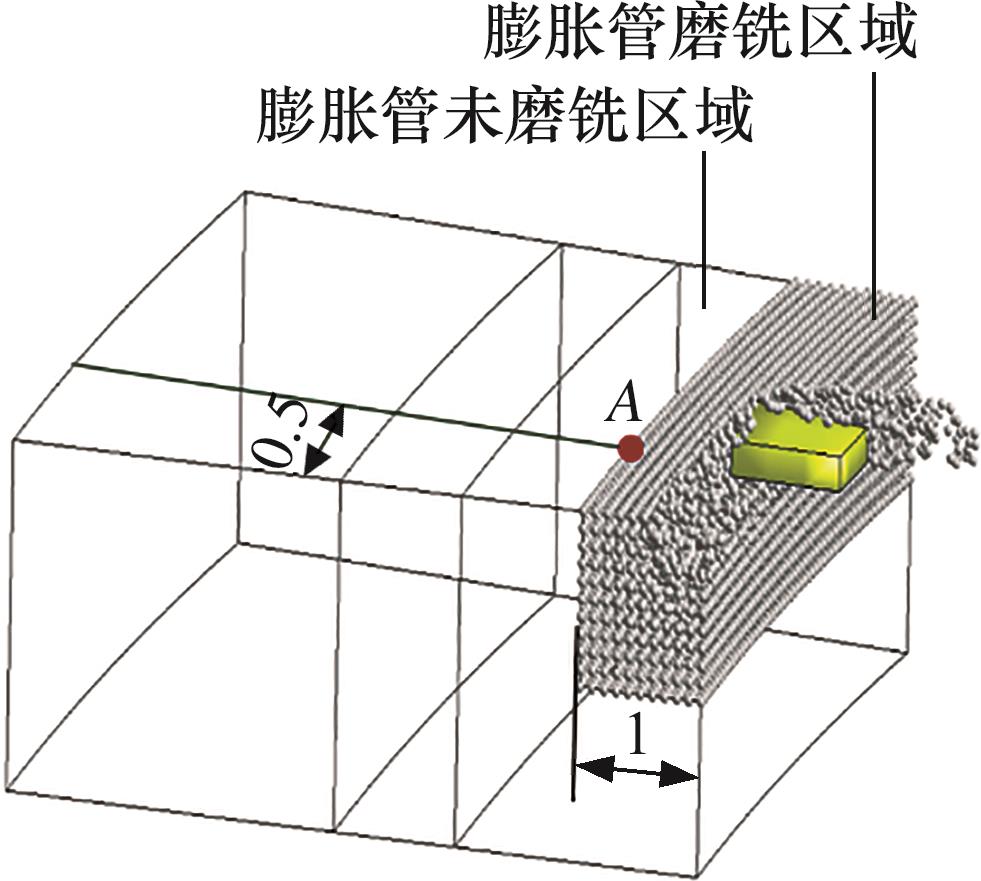
Fig.15 Location of point A
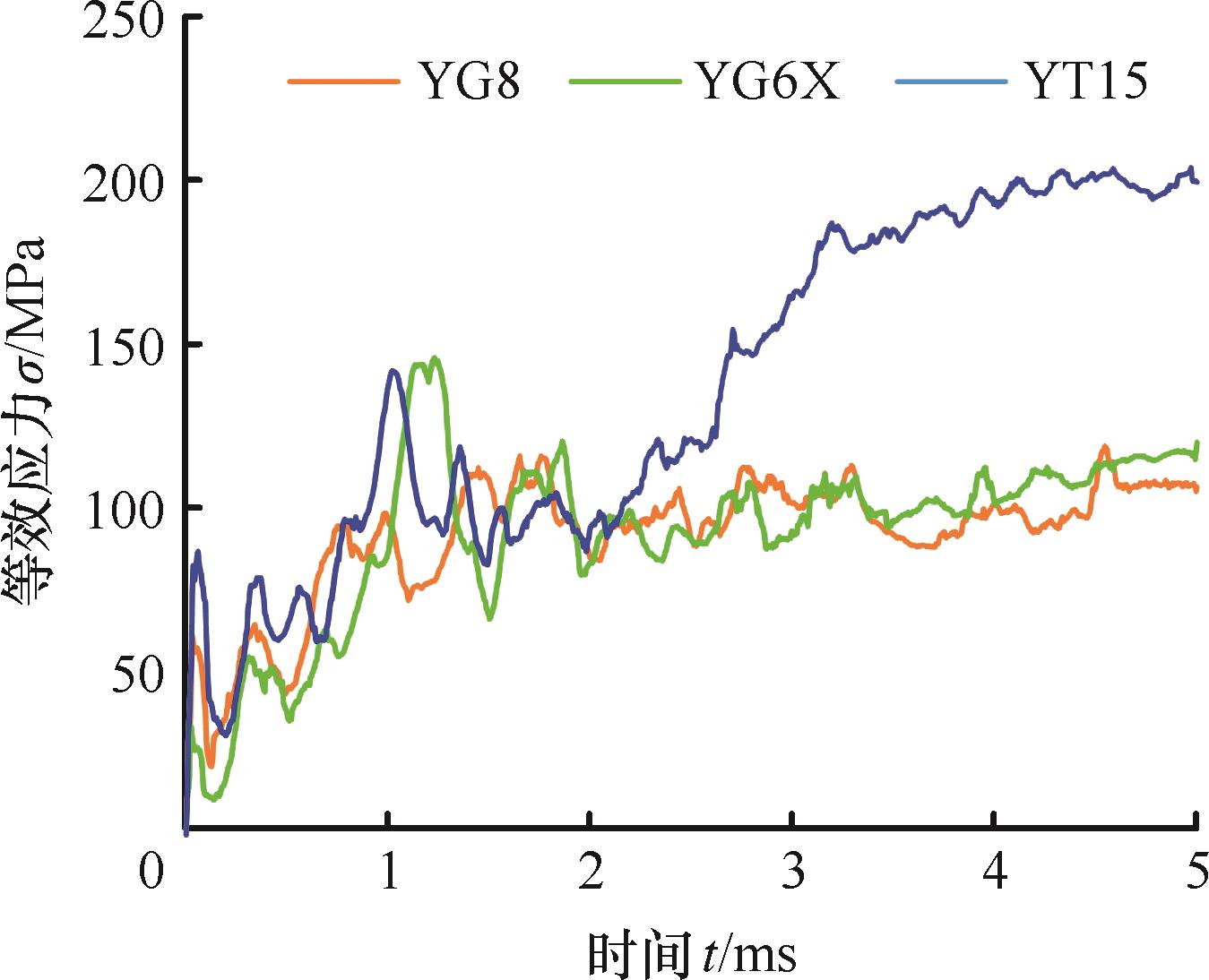
Fig.16 Curve of equivalent stress at point A as a function of time
| [1] | 强杰,齐月魁,刘雪光,等.膨胀管补贴技术在大港油田的应用研究 [J]. 石油机械,2021,49(9):105-112. |
| QIANG Jie, QI Yuekui, LIU Xueguang, et al. Research on the Application of Expansion Pipe Patch Technology in Dagang Oilfield [J]. China Petroleum Machinery, 2021, 49(9): 105-112. | |
| [2] | KHAN R. Design and Optimization of Multistage Tubular-mandrel System for Down-hole Expandable Tubular [J]. Arabian Journal for Science and Engineering, 2021, 46(3): 2083-2095. |
| [3] | 蒋海,林铁军,宋琳,等.反向水眼磨鞋数值模拟研究及结构设计 [J]. 石油机械,2022,50(9):52-58. |
| JIANG Hai, LIN Tiejun, SONG Lin, et al. Numerical Simulation and Structural Design of Reverse Nozzle Milling Shoe [J]. China Petroleum Machinery, 2022, 50(9): 52-58. | |
| [4] | 孙林平,伍世云,潘刚,等.磨鞋单齿正交切削三维力学模型分析 [J]. 工具技术,2018,52(11):118-121. |
| SUN Linping, WU Shiyun, PAN Gang, et al. Analysis of Three-dimensional Mechanical Model of Single-tooth Orthogonal Cutting of Grinding Shoe [J]. Tool Engineering, 2018, 52(11): 118-121. | |
| [5] | 车家琪,王旱祥,张砚雯,等.油气井磨铣工具的性能评价及工作参数优选[J].天然气工业,2021,41(2):140-148. |
| CHE Jiaqi, WANG Hanxiang, ZHANG Yanwen, et al. Performance Evaluation and Working Parameter Optimization of Milling Tools for Oil and Gas Wells[J]. Natural Gas Industry, 2021, 41(2):140-148. | |
| [6] | 车家琪,王旱祥,张砚雯,等.磨粒布齿角度对旋进式修井磨鞋工作特性影响规律[J].石油学报,2023,44(10):1727-1738. |
| CHE Jiaqi, WANG Hanxiang, ZHANG Yanwen, et al. Influence Law of Abrasive Grain Cutting Angle on the Working Characteristics of Slope Milling Tool for Workover [J]. Acta Petrolei Sinica, 2023, 44(10): 1727-1738. | |
| [7] | 车家琪,王旱祥,张砚雯,等.热力耦合作用下修井磨鞋产热规律与控温方法 [J]. 中国石油大学学报(自然科学版),2023,47(3):132-141. |
| CHE Jiaqi, WANG Hanxiang, ZHANG Yanwen, et al. Heat Production Law and Temperature Control Method of Milling Tools for Workover under the Action of Thermo-mechanical Coupling [J]. Journal of China University of Petroleum (Edition of Natural Science), 2023, 47(3): 132-141. | |
| [8] | 贾晨曦.单磨粒磨铣工具磨削机理及工作参数影响分析 [D]. 青岛:中国石油大学(华东),2020. |
| JIA Chenxi. Impact Analysis of Single Grain Milling Tool Grinding Mechanism and Working Parameters [D]. Qingdao:China University of Petroleum (East China), 2020. | |
| [9] | 杜宇超,梁志强,王飞,等. PCD微细铣磨刀具切削力建模与加工性能研究 [J]机械工程学报, 2024, 60(19): 298-309. |
| DU Yucao, LIAN Zhiqiang, WANG Fei, et al. Research on Cutting Force Modeling and Cutting Performance of PCD Micro Milling-grinding Combined Machining Tool [J]. Journal of Mechanical Engineering, 2024, 60(19): 298-309. | |
| [10] | 范梓良.单颗磨粒高速磨削AISI 1045钢磨削机理的仿真与实验研究 [D]. 太原:太原理工大学,2018. |
| FAN Ziliang. Simulation and Experimental Study on Grinding Mechanism of High-speed Grinding AISI 1045 Steel with Single Abrasive Grain [D]. Taiyuan: Taiyuan University of Technology, 2018. | |
| [11] | MAZEN A Z, MUJTABA I M, HASSUNPOUR A, et al. Mathematical Modelling of Performance and Wear Prediction of PDC Drill Bits: Impact of Bit Profile, Bit Hydraulic, and Rock Strength [J]. Journal of Petroleum Science and Engineering, 2020, 188: 106849. |
| [12] | LUCY L B. A Numerical Approach to the Testing of the Fission Hypothesis [J]. Astronomical Journal, 1977, 82: 1013-1024. |
| [13] | 张志春,强洪夫,高巍然,等.一种新型SPH-FEM耦合算法及其在冲击动力学问题中的应用 [J]. 爆炸与冲击,2011,31(3):243-249. |
| ZHANG Zhichun, QIANG Hongfu, GAO Weiran, et al. a New SPH-FEM Coupling Algorithm and Its Application in Impact Dynamics Problems [J]. Explosion and Shock Waves, 2011, 31(3): 243-249. | |
| [14] | 葛涛涛,赵展,牛晓峰,等.基于SPH-FEM耦合方法的挤压铸造数值模拟 [J]. 特种铸造及有色合金,2024,44(7):909-916. |
| GE Taotao, ZHAO Zhan, Niu Xiaofeng, et al. Numerical Simulation of Squeeze Casting Based on SPH-FEM Coupling Method [J]. Special Casting and Nonferrous Alloys, 2024, 44(7): 909-916. | |
| [15] | 段念,王文珊,于怡青,等.基于FEM与SPH耦合算法的单颗磨粒切削玻璃的动态过程仿真 [J]. 中国机械工程, 2013, 24(20): 2716-2721. |
| DUAN Nian, WANG Wenshan, YU Yiqing, et al. Dynamic Process Simulation of Single Abrasive Grain Cutting Glass Based on the Coupling Algorithm of FEM and SPH [J]. China Mechanical Engineering, 2013, 24(20): 2716-2721. | |
| [16] | GENG X, DOU W, DENG J, et al. Simulation of the Cutting Sequence of AISI 316L Steel Based on the Smoothed Particle Hydrodynamics Method [J]. The International Journal of Advanced Manufacturing Technology, 2017, 89: 643-650. |
| [1] |
LU Kai-Jiang, SHI Dun-Beng, ZHANG Feng-Chao.
Dynamics Optimization Design of Planar 3-DOF Parallel Mechanism
[J]. J4, 201016, 21(16): 1926-1931.
|
| [2] | ZHU Xiao, SHEN Huiping, LI Ju, LI Tao, YE Pengda, ZHU Wei. Topological Design and Performance Analysis of 3-DOF Parallel Mechanisms with Alternately Used Moving Platforms [J]. China Mechanical Engineering, 2026, 37(1): 114-125. |
| [3] | DANG Xu, LIU Tao, YAN Min, XU Zhiwei. Multi-objective Optimization of Precision Milling Parameters for Variable Cross-section Scrolls [J]. China Mechanical Engineering, 2025, 36(12): 2854-2861. |
| [4] | NI Tao, ZHAO Yahui, ZHAO Zeren, YANG Kaiqiang. Dynamics Modeling and Base Dynamics Parameter Determination of 6-UPRU Parallel Manipulators [J]. China Mechanical Engineering, 2025, 36(12): 2911-2919. |
| [5] | LYU Qian, LIU Weiwei. Molecular Dynamics Simulation and Parameter Optimization Research for Abrasive Flow Finishing of Additive Manufactured Nozzle Convergent and Divergent Sections [J]. China Mechanical Engineering, 2025, 36(12): 3017-3022. |
| [6] | MO Shuai, ZHANG Yanchen, LI Yaxin, LI Beibei, CHEN Sujiao, PENG Nanjiang, ZHANG Wei. Nonlinear Vibration of Friction Stir Welding System of Aluminum Alloys [J]. China Mechanical Engineering, 2025, 36(12): 3023-3029. |
| [7] | Shuai MO, Xuan HUANG, Wenbin LIU, Wei ZHANG. Nonlinear Dynamics of Continuously Tunable Planetary Gear Metamaterial [J]. China Mechanical Engineering, 2025, 36(11): 2509-2516. |
| [8] | Bo ZHANG, Mingxia CHENG, Yunfan SHI, Li CHEN. Dynamics Response of Super-harmonic Resonance of a Pre-deformed Jeffcott Cracked Rotor [J]. China Mechanical Engineering, 2025, 36(11): 2554-2562. |
| [9] | Weiwei LIU, Kuo LI, Hongji WANG, Xi YU. Research on Stochastic Nonlinear Optimal Control of Maglev Trains [J]. China Mechanical Engineering, 2025, 36(11): 2583-2592. |
| [10] | Song ZHANG, Chaoyong ZHANG, Chuanjun ZHU, Saixiyalatu BAO. In-situ Monitoring Method of Milling Cutter Wear Based on Spatial Attention Mechanism U-Net [J]. China Mechanical Engineering, 2025, 36(11): 2720-2727. |
| [11] | Tianyu MA, Gu GONG, Hongrui CAO, Jianghai SHI, Xunkai WEI, Lijun ZHANG. Molecular Dynamics Simulation of Microscopic Crack Initiation and Extension Mechanism in 8Cr4Mo4V Bearing Steels [J]. China Mechanical Engineering, 2025, 36(10): 2179-2189. |
| [12] | Zhaobo PENG, Jinxing KONG, Dongxing DU, Hankun LUO, Hen YUE. Experimental and Molecular Dynamics Simulation for Mechanics Properties of 45 Steel Treated by Plasma [J]. China Mechanical Engineering, 2025, 36(10): 2190-2197. |
| [13] | Zuqing YU, Tingyu QI, Zhuo LIU, Qinglong TIAN. Deformation/Attitude Coupling Dynamics and Control of Space Membrane Antennas [J]. China Mechanical Engineering, 2025, 36(10): 2284-2291. |
| [14] | Jingjing CHEN, Sha CHEN, Haiyan ZHU, Junjun YUAN, Zeyu LUO. Mechanism Analysis of Material Remove and Subsurface Layer Damages for SiC during Nanocutting Processes [J]. China Mechanical Engineering, 2025, 36(10): 2312-2321. |
| [15] | Yingjie QI, Wei LI, Zenghua LIU, Yabo ZHOU, Zefeng WEN. Sensitive Wavelength Analyses of Track Geometryic Irregularities for Metro Vehicle Swayings [J]. China Mechanical Engineering, 2025, 36(09): 1925-1933. |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||