

ISSN 1004-132X
CN 42-1294/TH
CN 42-1294/TH
China Mechanical Engineering ›› 2026, Vol. 37 ›› Issue (2): 416-427.DOI: 10.3969/j.issn.1004-132X.2026.02.017
DENG Xiaoqiang, ZHAN Taoyang, XIANG Wei( ), LIN Wenwen, YU Junhe, ZHENG Zhipeng
), LIN Wenwen, YU Junhe, ZHENG Zhipeng
Received:2024-11-29
Online:2026-02-25
Published:2026-03-13
Contact:
XIANG Wei
邓晓强, 战韬阳, 项薇(), 林文文, 余军合, 郑志鹏
通讯作者:
项薇
作者简介:邓晓强,男,1999年生,硕士研究生。研究方向为制造系统工程基金资助:CLC Number:
DENG Xiaoqiang, ZHAN Taoyang, XIANG Wei, LIN Wenwen, YU Junhe, ZHENG Zhipeng. Injection Molding Quality Prediction Method Based on Two-stage Feature Extraction and Multi-feature Fusion Using TCN-BiGRU-SE Model[J]. China Mechanical Engineering, 2026, 37(2): 416-427.
邓晓强, 战韬阳, 项薇, 林文文, 余军合, 郑志鹏. 基于TCN-BiGRU-SE两阶段特征提取与多特征融合的注塑质量预测方法[J]. 中国机械工程, 2026, 37(2): 416-427.
Add to citation manager EndNote|Ris|BibTeX
URL: https://www.cmemo.org.cn/EN/10.3969/j.issn.1004-132X.2026.02.017
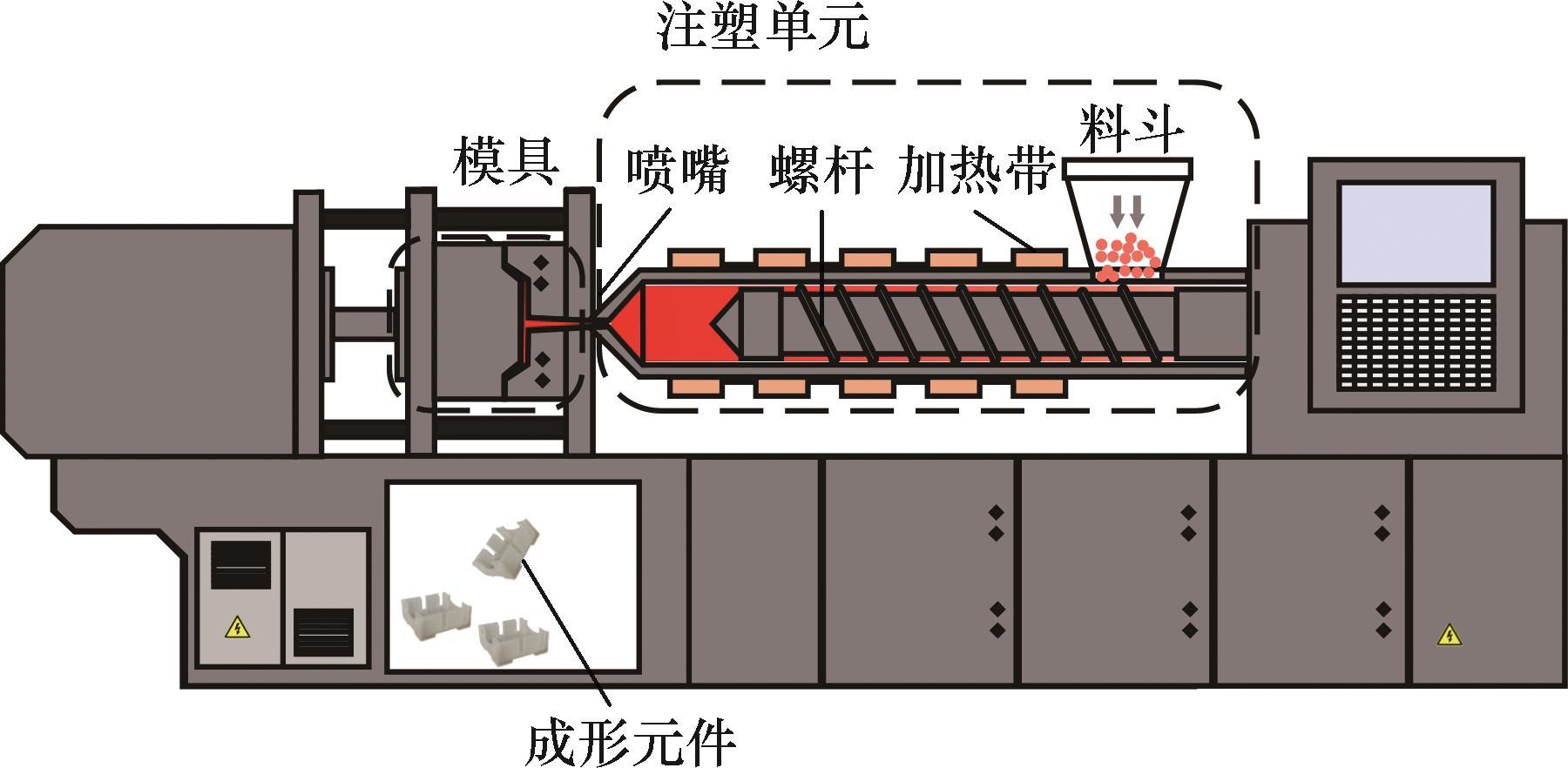
Fig.1 Main structure of the injection molding machine
特征 类型 | 变量 名称 | 符 号 | 数值范围 | 单位 | 说明 |
|---|---|---|---|---|---|
高频 时序 数据 | 模内 压力 | p | 5~40 | MPa | 反映熔体填充模腔 时模具内部的压力 |
模内 温度 | T | 90~240 | ℃ | 模腔内部的温度 | |
实际 螺杆 位置 | D | 32~105 | mm | 螺杆在注射筒中的实际物理位置 | |
冷却 水流量 | Q | 12~20 | L/min | 冷却系统中循环水的流动速率 | |
| … | … | … | … | … | |
机器 状态 | 保压 时间 | Tb | 11~13.5 | s | 保压阶段的持续时间 |
熔胶 背压 | Pb | 5~11 | MPa | 液压系统施加在螺杆上的反向压力 | |
| … | … | … | … | … | |
质量 标签 | 尺寸(Size) | S | … | mm | 成形制品某个部位的尺寸 |
Tab.1 Description of partial features in the injection molding process
特征 类型 | 变量 名称 | 符 号 | 数值范围 | 单位 | 说明 |
|---|---|---|---|---|---|
高频 时序 数据 | 模内 压力 | p | 5~40 | MPa | 反映熔体填充模腔 时模具内部的压力 |
模内 温度 | T | 90~240 | ℃ | 模腔内部的温度 | |
实际 螺杆 位置 | D | 32~105 | mm | 螺杆在注射筒中的实际物理位置 | |
冷却 水流量 | Q | 12~20 | L/min | 冷却系统中循环水的流动速率 | |
| … | … | … | … | … | |
机器 状态 | 保压 时间 | Tb | 11~13.5 | s | 保压阶段的持续时间 |
熔胶 背压 | Pb | 5~11 | MPa | 液压系统施加在螺杆上的反向压力 | |
| … | … | … | … | … | |
质量 标签 | 尺寸(Size) | S | … | mm | 成形制品某个部位的尺寸 |
| 尺寸名称 | 尺寸及上下偏差/mm | 公差范围T/mm |
|---|---|---|
| Size1 | 300±0.150 | 0.30 |
| Size2 | 200±0.075 | 0.15 |
| Size3 | 200±0.075 | 0.15 |
Tab.2 Dimensions and tolerance range of injection parts
| 尺寸名称 | 尺寸及上下偏差/mm | 公差范围T/mm |
|---|---|---|
| Size1 | 300±0.150 | 0.30 |
| Size2 | 200±0.075 | 0.15 |
| Size3 | 200±0.075 | 0.15 |
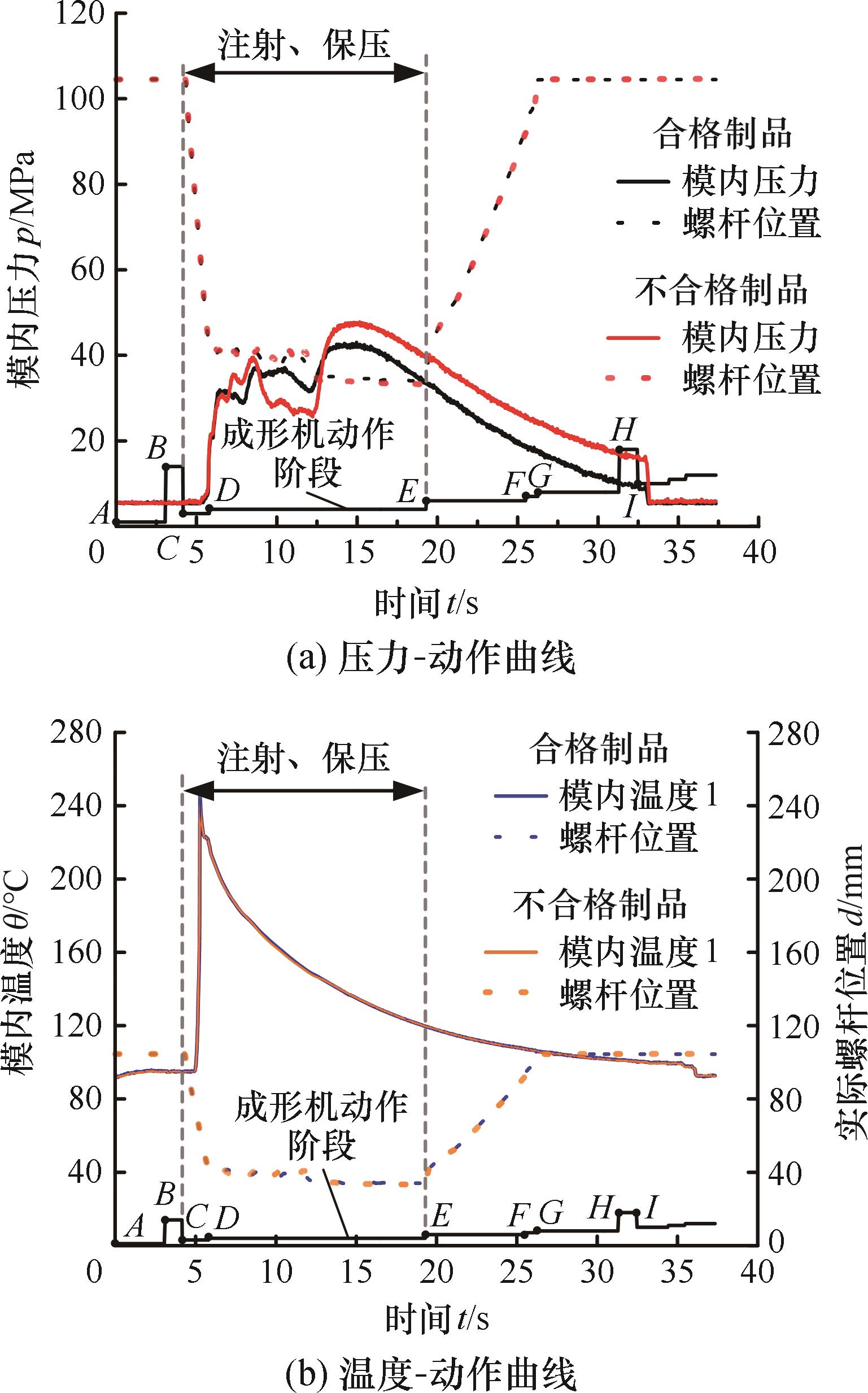
Fig.2 Comparison of temperature and pressure action curves between qualified and unqualified products
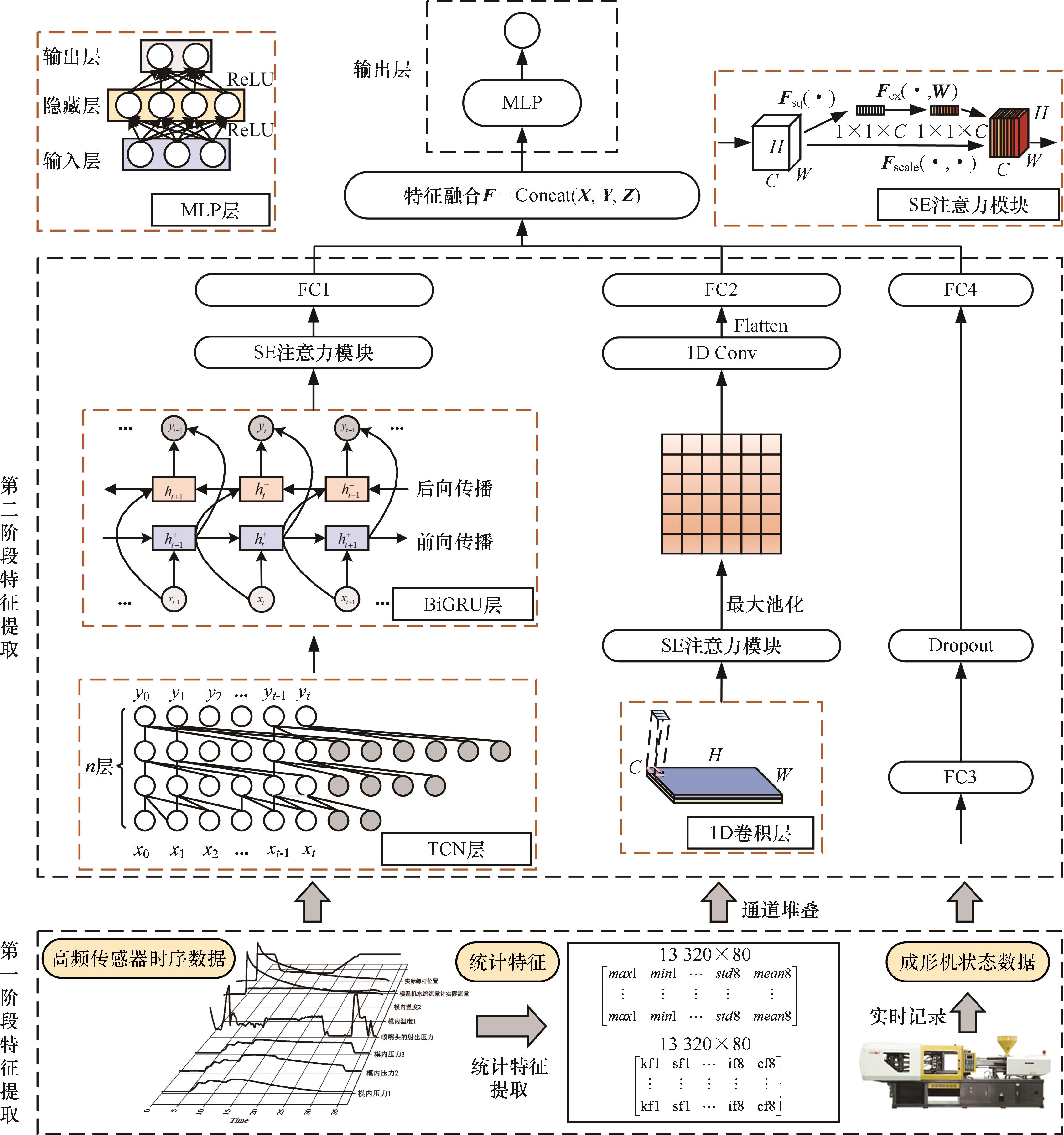
Fig.3 Injection quality prediction model based on TCN-BiGRU-SE multi-feature fusion
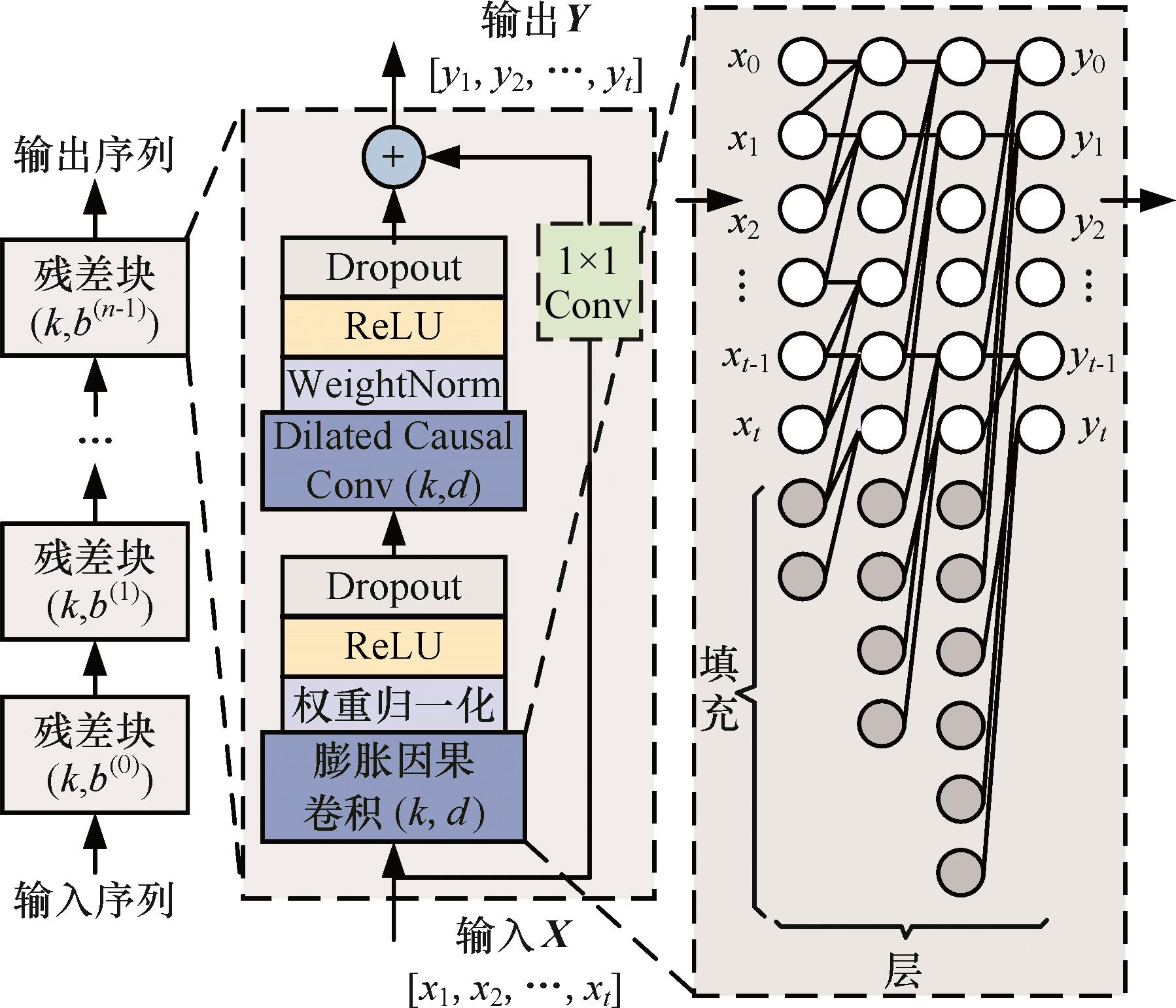
Fig.4 TCN network
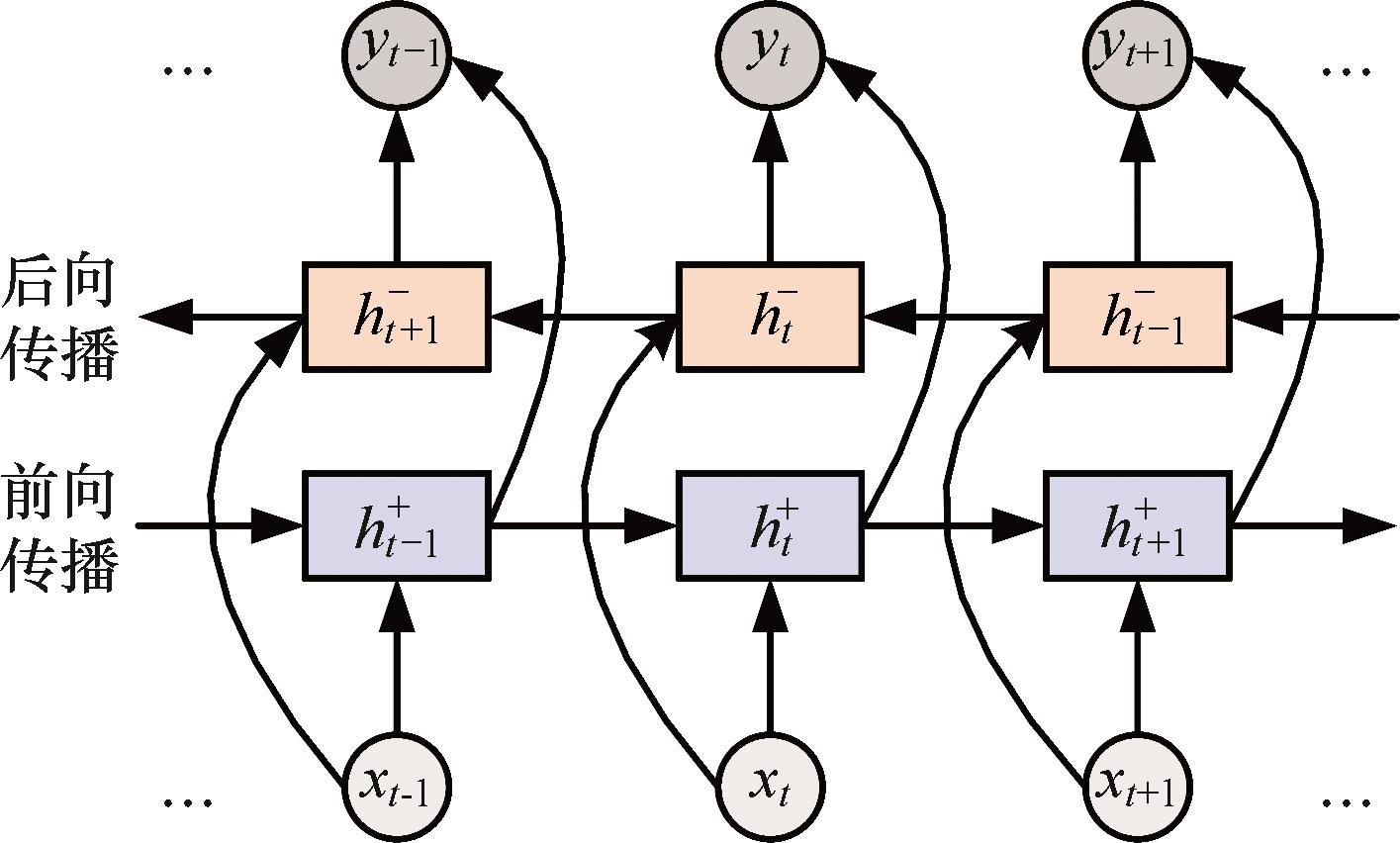
Fig.5 BiGRU structure
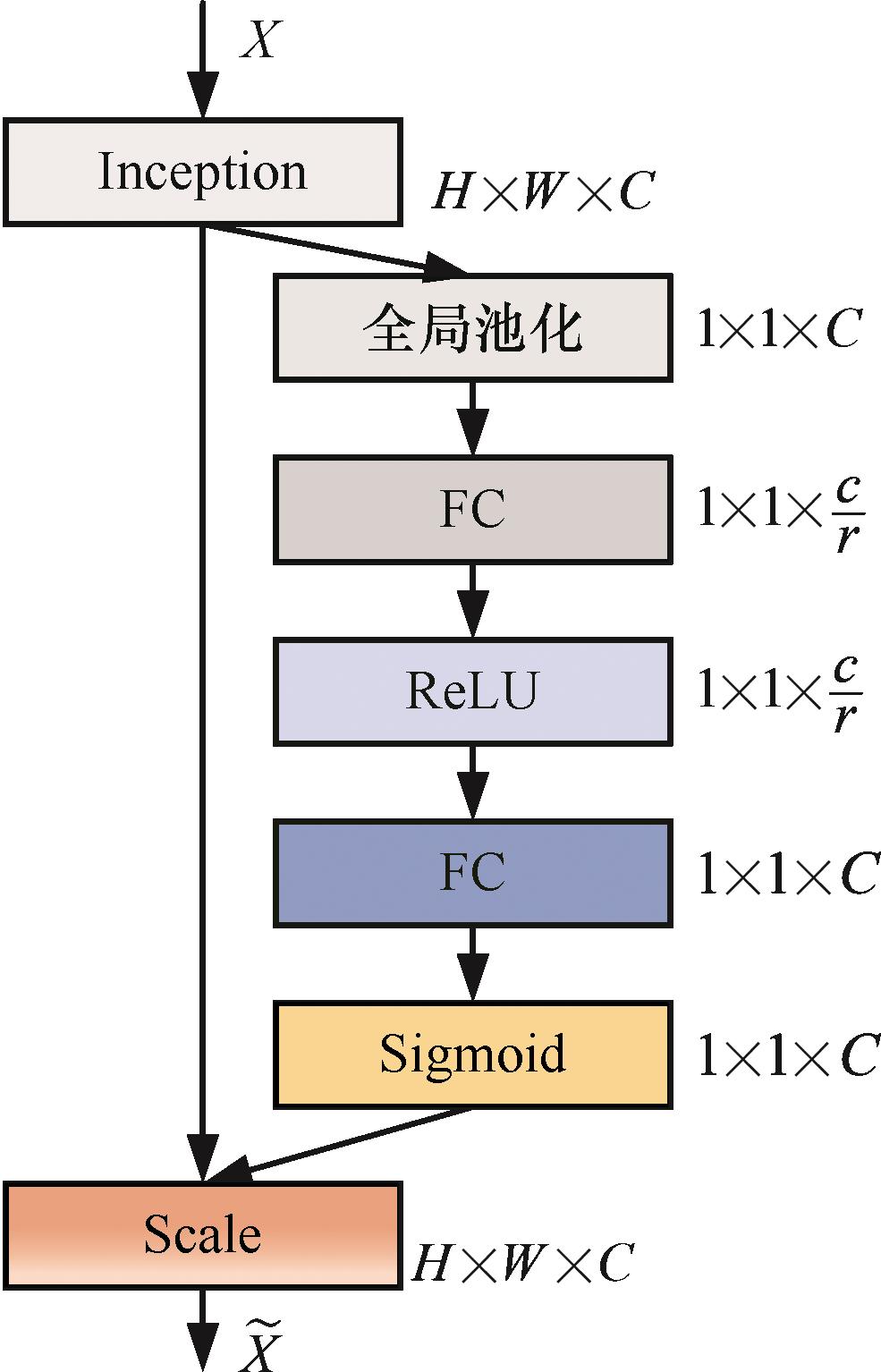
Fig.6 SE attention mechanism structure
| 输入特征 | 网络层名称 | 设置参数 | 输出维度 |
|---|---|---|---|
| 传感器时序数据 | Input(sensor_input) | (128,8) | (None,128,8) |
| TCN | (filters=64,kernel=3,dilation_rate=[ | (None,128,64) | |
| BiGRU | (units=64,return_sequences=True) | (None,128,128) | |
| SE Block | (reduction_ratio=16) | (None,1,128) | |
| FC1 | (units=512,activation='relu') | (None,512) | |
| 统计特征 | Input(tj_input) | (2,80) | (None,2,80) |
| Conv1D | (filters=64,kernel=3,padding='same',activation='relu') | (None,2,64) | |
| SE Block | (reduction_ratio=16)MaxPooling1D(pool_size=2) | (None,1,64) | |
| Conv1D | (filters=64,kernel=3,activation='relu',padding='same')Flatten | (None,64) | |
| FC2 | (units=160,activation='relu') | (None,160) | |
| 成形机状态数据 | Input(state_input) | (,41) | (None,41) |
| FC3,4 | (units=41,activation='relu')*2,dropout_rate=0.2 | (None,41) | |
| 输出层MLP | Concatenate | - | (None,713) |
| FC5,6 | (units=512,activation='relu')*2,dropout_rate=0.2 | (None,512) | |
| Out | units=1 | (None,1) |
Tab.3 Parameter settings of each network layer
| 输入特征 | 网络层名称 | 设置参数 | 输出维度 |
|---|---|---|---|
| 传感器时序数据 | Input(sensor_input) | (128,8) | (None,128,8) |
| TCN | (filters=64,kernel=3,dilation_rate=[ | (None,128,64) | |
| BiGRU | (units=64,return_sequences=True) | (None,128,128) | |
| SE Block | (reduction_ratio=16) | (None,1,128) | |
| FC1 | (units=512,activation='relu') | (None,512) | |
| 统计特征 | Input(tj_input) | (2,80) | (None,2,80) |
| Conv1D | (filters=64,kernel=3,padding='same',activation='relu') | (None,2,64) | |
| SE Block | (reduction_ratio=16)MaxPooling1D(pool_size=2) | (None,1,64) | |
| Conv1D | (filters=64,kernel=3,activation='relu',padding='same')Flatten | (None,64) | |
| FC2 | (units=160,activation='relu') | (None,160) | |
| 成形机状态数据 | Input(state_input) | (,41) | (None,41) |
| FC3,4 | (units=41,activation='relu')*2,dropout_rate=0.2 | (None,41) | |
| 输出层MLP | Concatenate | - | (None,713) |
| FC5,6 | (units=512,activation='relu')*2,dropout_rate=0.2 | (None,512) | |
| Out | units=1 | (None,1) |
| 模型 | Size1 | Size2 | Size3 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| R2 | MSE值 | MAE值 | R2 | MSE值 | MAE值 | R2 | MSE值 | MAE值 | |
| SVR | 0.53 | 0.000 825 | 0.023 123 | 0.81 | 0.000 509 | 0.017 658 | 0.69 | 0.000 406 | 0.015 551 |
| XGBoost | 0.70 | 0.000 519 | 0.017 469 | 0.81 | 0.000 507 | 0.017 422 | 0.68 | 0.000 415 | 0.015 847 |
| LightGBM | 0.60 | 0.000 719 | 0.020 475 | 0.70 | 0.000 800 | 0.022 579 | 0.56 | 0.000 566 | 0.018 641 |
| MLP | 0.58 | 0.000 728 | 0.020 926 | 0.73 | 0.000 729 | 0.021 019 | 0.61 | 0.000 507 | 0.017 850 |
| LSTM | 0.69 | 0.000 552 | 0.018527 | 0.73 | 0.000 752 | 0.021 378 | 0.67 | 0.000 430 | 0.016 478 |
| GRU | 0.66 | 0.000 604 | 0.018 805 | 0.78 | 0.000 580 | 0.018 711 | 0.70 | 0.000 389 | 0.015 510 |
| Transformer | 0.74 | 0.000 454 | 0.016 421 | 0.83 | 0.000 464 | 0.016 628 | 0.72 | 0.000 363 | 0.014 904 |
| CNN-GRU | 0.75 | 0.000 440 | 0.015 839 | 0.79 | 0.000 580 | 0.018 447 | 0.72 | 0.000 366 | 0.014 663 |
| CNN-LSTM | 0.75 | 0.000 434 | 0.015 640 | 0.79 | 0.000 562 | 0.018 172 | 0.72 | 0.000 364 | 0.014 595 |
| TCN-BiLSTM-SE | 0.76 | 0.000 420 | 0.015 388 | 0.83 | 0.000 457 | 0.016 202 | 0.72 | 0.000 359 | 0.014 527 |
| TCN-BiGRU-SE | 0.77 | 0.000 415 | 0.014 983 | 0.83 | 0.000 450 | 0.015 973 | 0.74 | 0.000 335 | 0.014 078 |
Tab.4 Comparison of prediction performance of different models
| 模型 | Size1 | Size2 | Size3 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| R2 | MSE值 | MAE值 | R2 | MSE值 | MAE值 | R2 | MSE值 | MAE值 | |
| SVR | 0.53 | 0.000 825 | 0.023 123 | 0.81 | 0.000 509 | 0.017 658 | 0.69 | 0.000 406 | 0.015 551 |
| XGBoost | 0.70 | 0.000 519 | 0.017 469 | 0.81 | 0.000 507 | 0.017 422 | 0.68 | 0.000 415 | 0.015 847 |
| LightGBM | 0.60 | 0.000 719 | 0.020 475 | 0.70 | 0.000 800 | 0.022 579 | 0.56 | 0.000 566 | 0.018 641 |
| MLP | 0.58 | 0.000 728 | 0.020 926 | 0.73 | 0.000 729 | 0.021 019 | 0.61 | 0.000 507 | 0.017 850 |
| LSTM | 0.69 | 0.000 552 | 0.018527 | 0.73 | 0.000 752 | 0.021 378 | 0.67 | 0.000 430 | 0.016 478 |
| GRU | 0.66 | 0.000 604 | 0.018 805 | 0.78 | 0.000 580 | 0.018 711 | 0.70 | 0.000 389 | 0.015 510 |
| Transformer | 0.74 | 0.000 454 | 0.016 421 | 0.83 | 0.000 464 | 0.016 628 | 0.72 | 0.000 363 | 0.014 904 |
| CNN-GRU | 0.75 | 0.000 440 | 0.015 839 | 0.79 | 0.000 580 | 0.018 447 | 0.72 | 0.000 366 | 0.014 663 |
| CNN-LSTM | 0.75 | 0.000 434 | 0.015 640 | 0.79 | 0.000 562 | 0.018 172 | 0.72 | 0.000 364 | 0.014 595 |
| TCN-BiLSTM-SE | 0.76 | 0.000 420 | 0.015 388 | 0.83 | 0.000 457 | 0.016 202 | 0.72 | 0.000 359 | 0.014 527 |
| TCN-BiGRU-SE | 0.77 | 0.000 415 | 0.014 983 | 0.83 | 0.000 450 | 0.015 973 | 0.74 | 0.000 335 | 0.014 078 |
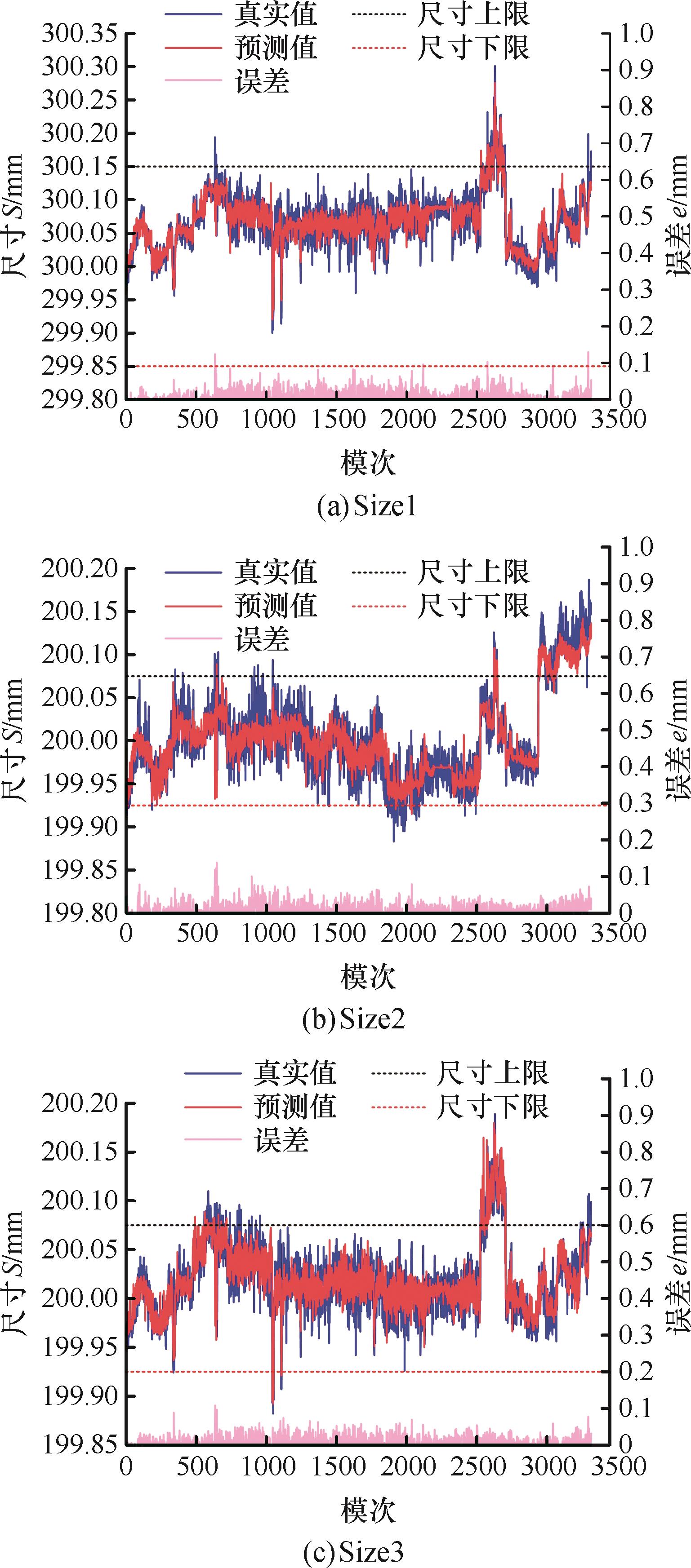
Fig.7 Prediction performance of the TCN-BiGRU-SE model
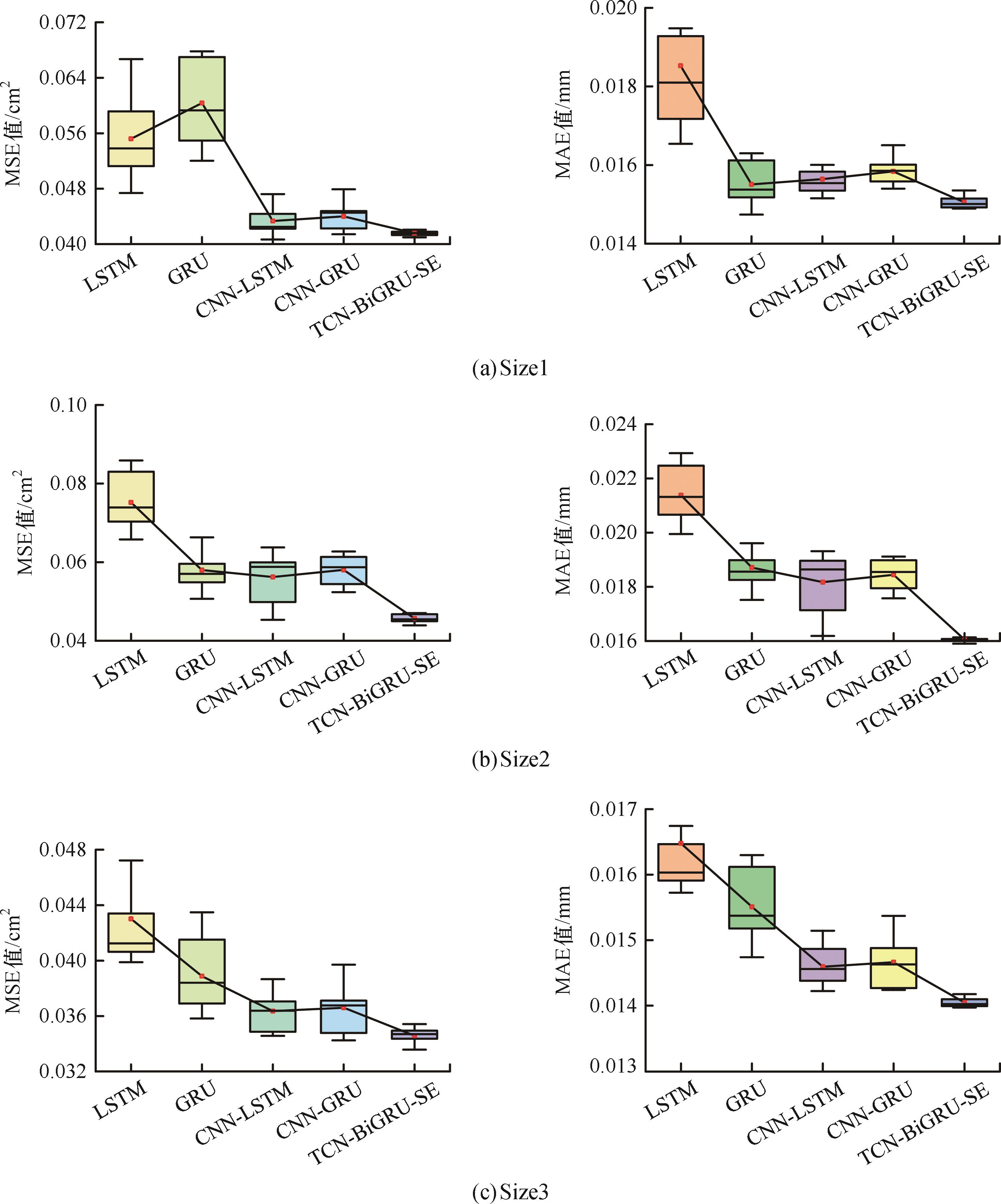
Fig.8 Box plot of model stability
| 使用的特征组合 | Size1 | Size2 | Size3 | |||
|---|---|---|---|---|---|---|
| MSE | MAE | MSE | MAE | MSE | MAE | |
| 统计 | 0.005 135 | 0.036 829 | 0.002 384 | 0.031 139 | 0.001 437 | 0.024 214 |
| 高频 | 0.002 273 | 0.030 285 | 0.002 503 | 0.031 555 | 0.000 656 | 0.019 644 |
| 机器状态 | 0.001 961 | 0.029 203 | 0.001 759 | 0.029 362 | 0.002 351 | 0.033 088 |
| 统计+机器状态 | 0.004 637 | 0.037 401 | 0.003 282 | 0.034 318 | 0.001 315 | 0.023 194 |
| 高频+统计 | 0.003 726 | 0.034 728 | 0.001 016 | 0.023 633 | 0.001 450 | 0.023 932 |
| 高频+机器状态 | 0.001 025 | 0.023 320 | 0.001 360 | 0.026 253 | 0.002 147 | 0.029 931 |
| 高频+统计+机器状态 | 0.000 415 | 0.015 034 | 0.000 450 | 0.015 973 | 0.000 335 | 0.014 078 |
Tab.5 Impact of different feature combinations on model prediction performance
| 使用的特征组合 | Size1 | Size2 | Size3 | |||
|---|---|---|---|---|---|---|
| MSE | MAE | MSE | MAE | MSE | MAE | |
| 统计 | 0.005 135 | 0.036 829 | 0.002 384 | 0.031 139 | 0.001 437 | 0.024 214 |
| 高频 | 0.002 273 | 0.030 285 | 0.002 503 | 0.031 555 | 0.000 656 | 0.019 644 |
| 机器状态 | 0.001 961 | 0.029 203 | 0.001 759 | 0.029 362 | 0.002 351 | 0.033 088 |
| 统计+机器状态 | 0.004 637 | 0.037 401 | 0.003 282 | 0.034 318 | 0.001 315 | 0.023 194 |
| 高频+统计 | 0.003 726 | 0.034 728 | 0.001 016 | 0.023 633 | 0.001 450 | 0.023 932 |
| 高频+机器状态 | 0.001 025 | 0.023 320 | 0.001 360 | 0.026 253 | 0.002 147 | 0.029 931 |
| 高频+统计+机器状态 | 0.000 415 | 0.015 034 | 0.000 450 | 0.015 973 | 0.000 335 | 0.014 078 |
不同特征使用的模块 (时序,统计,机器状态) | Size1 | Size2 | Size3 | |||
|---|---|---|---|---|---|---|
| MSE | MAE | MSE | MAE | MSE | MAE | |
| (TCN, CNN, FC) | 0.000 427 | 0.015 352 | 0.000 452 | 0.016 157 | 0.000 367 | 0.014 370 |
| (BiGRU, CNN, FC) | 0.000 438 | 0.015 703 | 0.000 482 | 0.016 759 | 0.000 366 | 0.014 383 |
| (TCN-SE, CNN, FC) | 0.000 430 | 0.015 411 | 0.000 508 | 0.016 943 | 0.000 365 | 0.014 653 |
| (TCN-BiGRU, CNN, FC) | 0.000 418 | 0.015 350 | 0.000 470 | 0.016 404 | 0.000 377 | 0.014 749 |
| (BiGRU-SE, CNN,FC) | 0.000 421 | 0.015 234 | 0.000 455 | 0.016 283 | 0.000 351 | 0.014 250 |
| (TCN-BiGRU-SE, FC, FC) | 0.000 426 | 0.015 642 | 0.000 452 | 0.016 444 | 0.000 370 | 0.015 117 |
| (TCN-BiGRU-SE, CNN, FC) | 0.000 415 | 0.015 034 | 0.000 450 | 0.015 973 | 0.000 335 | 0.014 078 |
Tab.6 Impact of ablation different modules on model prediction performance
不同特征使用的模块 (时序,统计,机器状态) | Size1 | Size2 | Size3 | |||
|---|---|---|---|---|---|---|
| MSE | MAE | MSE | MAE | MSE | MAE | |
| (TCN, CNN, FC) | 0.000 427 | 0.015 352 | 0.000 452 | 0.016 157 | 0.000 367 | 0.014 370 |
| (BiGRU, CNN, FC) | 0.000 438 | 0.015 703 | 0.000 482 | 0.016 759 | 0.000 366 | 0.014 383 |
| (TCN-SE, CNN, FC) | 0.000 430 | 0.015 411 | 0.000 508 | 0.016 943 | 0.000 365 | 0.014 653 |
| (TCN-BiGRU, CNN, FC) | 0.000 418 | 0.015 350 | 0.000 470 | 0.016 404 | 0.000 377 | 0.014 749 |
| (BiGRU-SE, CNN,FC) | 0.000 421 | 0.015 234 | 0.000 455 | 0.016 283 | 0.000 351 | 0.014 250 |
| (TCN-BiGRU-SE, FC, FC) | 0.000 426 | 0.015 642 | 0.000 452 | 0.016 444 | 0.000 370 | 0.015 117 |
| (TCN-BiGRU-SE, CNN, FC) | 0.000 415 | 0.015 034 | 0.000 450 | 0.015 973 | 0.000 335 | 0.014 078 |
| 模型 | Dataset1 | Dataset2 | Dataset3 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| R2 | MSE | MAE | R2 | MSE | MAE | R2 | MSE | MAE | |
| LR | 0.35 | 0.000 608 | 0.018 520 | 0.72 | 0.001 798 | 0.033 474 | 0.81 | 0.002 897 | 0.031 546 |
| SVR | 0.52 | 0.000 455 | 0.016 998 | 0.69 | 0.001 975 | 0.033 688 | 0.74 | 0.004 123 | 0.029 324 |
| KNN | 0.48 | 0.000 490 | 0.017 588 | 0.78 | 0.001 380 | 0.028 473 | 0.85 | 0.002 392 | 0.027 357 |
| XGBoost | 0.51 | 0.000 460 | 0.017 041 | 0.77 | 0.001 512 | 0.029 644 | 0.87 | 0.001 957 | 0.025 745 |
| TCN-BiGRU-SE | 0.54 | 0.000 435 | 0.016 753 | 0.80 | 0.001 249 | 0.028 315 | 0.83 | 0.002 756 | 0.027 607 |
Tab.7 Performance of the proposed model on three types of injection molding experimental datasets
| 模型 | Dataset1 | Dataset2 | Dataset3 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| R2 | MSE | MAE | R2 | MSE | MAE | R2 | MSE | MAE | |
| LR | 0.35 | 0.000 608 | 0.018 520 | 0.72 | 0.001 798 | 0.033 474 | 0.81 | 0.002 897 | 0.031 546 |
| SVR | 0.52 | 0.000 455 | 0.016 998 | 0.69 | 0.001 975 | 0.033 688 | 0.74 | 0.004 123 | 0.029 324 |
| KNN | 0.48 | 0.000 490 | 0.017 588 | 0.78 | 0.001 380 | 0.028 473 | 0.85 | 0.002 392 | 0.027 357 |
| XGBoost | 0.51 | 0.000 460 | 0.017 041 | 0.77 | 0.001 512 | 0.029 644 | 0.87 | 0.001 957 | 0.025 745 |
| TCN-BiGRU-SE | 0.54 | 0.000 435 | 0.016 753 | 0.80 | 0.001 249 | 0.028 315 | 0.83 | 0.002 756 | 0.027 607 |
| [1] | 王新铭, 党开放, 马艺涛, 等. 注塑机故障诊断技术进展[J]. 塑料工业, 2023, 51(11): 15-20. |
| WANG Xinming, DANG Kaifang, MA Yitao, et al. Development of Fault Diagnosis Technology for Injection Molding Machines[J]. China Plastics Industry, 2023, 51(11): 15-20. | |
| [2] | KHOSRAVANI M R, NASIRI S. Injection Molding Manufacturing Process: Review of Case-based Reasoning Applications[J]. Journal of Intelligent Manufacturing, 2020, 31(4): 847-864. |
| [3] | 刘永兴, 唐小琦, 钟靖龙, 等. 基于轻量级梯度提升机的非对称风险注塑成形产品尺寸预测模型[J]. 中国机械工程, 2022, 33(8): 965-969. |
| LIU Yongxing, TANG Xiaoqi, ZHONG Jinglong, et al. Asymmetric Risk Injection Molding Product Size Prediction Model Based on LightGBM[J]. China Mechanical Engineering, 2022, 33(8): 965-969. | |
| [4] | LOCKNER Y, HOPMANN C, ZHAO Weibo. Transfer Learning with Artificial Neural Networks between Injection Molding Processes and Different Polymer Materials[J]. Journal of Manufacturing Processes, 2022, 73: 395-408. |
| [5] | 陈昱, 项薇, 龚川. 基于数据挖掘的注塑产品质量在线故障检测及预测[J]. 中国机械工程, 2023, 34(14): 1749-1755. |
| CHEN Yu, XIANG Wei, GONG Chuan. Online Diagnostic Inspection and Prediction of Product Quality in Injection Molding Intelligent Factories Based on Data Mining[J]. China Mechanical Engineering, 2023, 34(14): 1749-1755. | |
| [6] | LU Fanlei, GUI Weihua, QIN Liyang, et al. A Novel Semi-supervised Prediction Modeling Method Based on Deep Learning for Flotation Process with Large Drift of Working Conditions[J]. Advanced Engineering Informatics, 2024, 62: 102934. |
| [7] | SOBRIE L, VERSCHELDE M, HENNEBEL V, et al. Capturing Complexity over Space and Time via Deep Learning: an Application to Real-time Delay Prediction in Railways[J]. European Journal of Operational Research, 2023, 310(3): 1201-1217. |
| [8] | ZHOU Jingtao, ZHAO Xu, GAO Jing. Tool Remaining Useful Life Prediction Method Based on LSTM under Variable Working Conditions[J]. The International Journal of Advanced Manufacturing Technology, 2019, 104(9): 4715-4726. |
| [9] | HUA Liang. Comprehensive Early Warning of Power Quality in Distribution Network Based on Deep Learning[J]. Wireless Networks, 2024, 30(7): 6371-6384. |
| [10] | MUAZ M, YU Hanxin, SUNG W L, et al. A Multitask Encoder–Decoder Model for Quality Prediction in Injection Moulding[J]. Journal of Manufacturing Processes, 2023, 103: 238-247. |
| [11] | XIE Tingli, HUANG Xufeng, CHOI S K. Intelligent Mechanical Fault Diagnosis Using Multisensor Fusion and Convolution Neural Network[J]. IEEE Transactions on Industrial Informatics, 2022, 18(5): 3213-3223. |
| [12] | DUAN Xiaoyan, XUE Linlin, LEI Chunli, et al. Rolling Bearing Fault Diagnosis Method Based on Multi-information Fusion Characteristics under Complex Working Conditions[J]. Applied Acoustics, 2023, 214: 109685. |
| [13] | MA Tianchi, SHEN Junxian, SONG Di, et al. Multi-sensor and Multi-level Information Fusion Model for Compressor Blade Crack Detection[J]. Measurement, 2023, 222: 113622. |
| [14] | 钱庆杰, 余军合, 战洪飞, 等. 基于DL-BiGRU多特征融合的注塑件尺寸预测方法[J]. 浙江大学学报(工学版), 2024, 58(3): 646-654. |
| QIAN Qingjie, YU Junhe, ZHAN Hongfei, et al. Dimension Prediction Method of Injection Molded Parts Based on Multi-feature Fusion of DL-BiGRU[J]. Journal of Zhejiang University (Engineering Science), 2024, 58(3): 646-654. | |
| [15] | CHEN Jianyu, ZHUANG Jiaxiang, HUANG M S. Enhancing the Quality Stability of Injection Molded Parts by Adjusting V/P Switchover Point and Holding Pressure[J]. Polymer, 2021, 213: 123332. |
| [16] | LÓPEZ A, AISA J, MARTINEZ A, et al. Injection Moulding Parameters Influence on Weight Quality of Complex Parts by Means of DOE Application: Case Study[J]. Measurement, 2016, 90: 349-356. |
| [17] | BAI S, KOLTER J Z, KOLTUN V. An Empirical Evaluation of Generic Convolutional and Recurrent Networks for Sequence Modeling [J]. Arxiv Preprint Arxiv:, 2018. |
| [18] | CHUNG J, GULCEHRE C, CHO K H, et al. Empirical Evaluation of Gated Recurrent Neural Networks on Sequence Modeling [J]. Arxiv Preprint Arxiv:, 2014. |
| [19] | HU Jie, SHEN Li, SUN Gang. Squeeze-and-excitation Networks[C]∥2018 IEEE/CVF Conference on Computer Vision and Pattern Recognition. Salt Lake City, 2018: 7132-7141. |
| [20] | BOGEDALE L, DOERFEL S, SCHRODT A, et al. Online Prediction of Molded Part Quality in the Injection Molding Process Using High-resolution Time Series[J]. Polymers, 2023, 15(4): 978. |
| [1] | WANG Hao, LUO Haodong, SHI Yazhong, WANG Liwen, ZHANG Wei, WANG Zhong. A Topology Optimization Method Based on End-to-end Deep Learning Framework TOPO-U-Net [J]. China Mechanical Engineering, 2026, 37(1): 174-183. |
| [2] | Zulong YAN, Qilong PANG, Jianlong XIONG. Prediction of Three-dimensional Machined Surface Topography of KDP Crystals Based on Deep Learning [J]. China Mechanical Engineering, 2025, 36(10): 2329-2334. |
| [3] | ZHAO Yunjie, HE Yansong, ZHANG Zhifei, XU Zhongming. 3D Beamforming Map Compression Method Based on Generative Model [J]. China Mechanical Engineering, 2025, 36(07): 1520-1529. |
| [4] | LIAO Qiansheng1, 3, LIU Hesheng2, KUANG Tangqing2, LIU Jiahao2, ZHANG Wei2. Effects of Glass Fiber Mass Fraction on W-PACIM Pipes of Long Glass Fiber Reinforced Polypropylene [J]. China Mechanical Engineering, 2025, 36(06): 1329-1337. |
| [5] | ZENG Hao, CAO Huajun, DONG Jianxiong. Tool Wear Prediction Method Based on ISABO-IBiLSTM Model [J]. China Mechanical Engineering, 2024, 35(11): 1995-2006. |
| [6] | LI Yue1, 2, XIE Heng1, ZHOU Gongbo1, 2, ZHOU Ping1, 2, LI Menggang1, 2. Soft Sensor Modeling and Uncertainty Analysis Approach of Tool Wear Based on Semi-supervised Bayesian Transformer [J]. China Mechanical Engineering, 2024, 35(11): 2015-2025. |
| [7] | LIU Ying, CHEN Yue, ZHAO Xueli, YU Tongmin, ZHU Tieli, . Study on Properties of Ultrasonic-assisted Injection Molding of Carbon Fiber-reinforced Polypropylene Parts [J]. China Mechanical Engineering, 2023, 34(16): 1975-1981. |
| [8] | NIE Xin, TAN Tian, SHEN Danfeng. Research on Stamping Springback of Automobile Beam Parts Based on Deep Learning [J]. China Mechanical Engineering, 2023, 34(07): 838-846. |
| [9] | TANG Donglin, YANG Zhou, CHENG Heng, LIU Mingxuan, ZHOU Li, DING Chao. Metal Defect Image Recognition Method Based on Shallow CNN Fusion Transformer [J]. China Mechanical Engineering, 2022, 33(19): 2298-2305,2316. |
| [10] | YU Hao, HUANG Huagui, ZHENG Jiali, ZHAO Tielin, ZHOU Xinliang. Non-contact On-line Inspection Method for Surface Defects of Cross-rolling Piercing Plugs for Seamless Steel Tubes [J]. China Mechanical Engineering, 2022, 33(14): 1717-1724. |
| [11] | YANG Guangyou, LIU Lang, XI Chenbo. Bearing Fault Diagnosis Based on SA-ACGAN Data Generation Model [J]. China Mechanical Engineering, 2022, 33(13): 1613-1621. |
| [12] | QIAN Yingping, XUE Hang, MEI Jianliang. Research on On-line Quality Monitoring Method for Injection Molding Products of Crystalline Plastic [J]. China Mechanical Engineering, 2022, 33(09): 1073-1076,1083. |
| [13] | LIU Yongxing, TANG Xiaoqi, ZHONG Jinglong, ZHONG Zhenyu, ZHOU Xiangdong. Asymmetric Risk Injection Molding Product Size Prediction Model Based on LightGBM#br# [J]. China Mechanical Engineering, 2022, 33(08): 965-969. |
| [14] | AI Qingbo, ZHANG Jie, CHENG Hui, LYU Youlong, ZUO Liling, HU Lan. Analysis for Roll-bending Forming Quality of Spaceflight Thin-walled Cylindrical Workpieces Based on PointCPP-LSF Method#br# [J]. China Mechanical Engineering, 2022, 33(08): 977-985. |
| [15] | HE Yan, XIAO Zhen, LI Yufeng, WU Pengcheng, LIU Degao, DU Jiang. An Assembly Quality Prediction Method for Automotive Instrument Clusters Using CNN-SVR [J]. China Mechanical Engineering, 2022, 33(07): 825-833. |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||