


ISSN 1004-132X
CN 42-1294/TH
CN 42-1294/TH
中国机械工程 ›› 2026, Vol. 37 ›› Issue (4): 929-938.DOI: 10.3969/j.issn.1004-132X.2026.04.017
张雷( ), 张振, 刘润泽
), 张振, 刘润泽
收稿日期:2025-10-28
出版日期:2026-04-25
发布日期:2026-05-11
通讯作者:
张雷
作者简介:张雷*(通信作者),男,1978年生,教授、博士研究生导师。研究方向为产品生命周期评价、环境意识下的产品设计、绿色制造。E-mail:zhlei@hfut.edu.con。
基金资助:
ZHANG Lei(), ZHANG Zhen, LIU Runze
Received:2025-10-28
Online:2026-04-25
Published:2026-05-11
Contact:
ZHANG Lei
摘要:
针对零件设计模型与制造阶段的碳排放评估之间因缺乏有效关联与映射而导致低碳工艺优化困难的问题,提出了一种结构化特征解析与智能映射驱动的零件低碳工艺优化方法。首先通过解析STEP文件提取几何与拓扑信息,构建扩展属性邻接图及其对应的矩阵表示,并利用特征子矩阵匹配特征库实现典型制造特征识别;然后依据识别结果触发对应的参数提取规则,获取特征几何尺寸实现制造信息结构化表达;最后构建制造环节碳排放与加工时间的协同量化模型,以低碳高效为目标构建多目标工艺优化框架,通过NSGA-Ⅱ算法求解帕累托最优解集,为零件的低碳制造工艺规划提供决策支持。
中图分类号:
张雷, 张振, 刘润泽. 制造特征智能解析驱动的零件低碳工艺优化方法[J]. 中国机械工程, 2026, 37(4): 929-938.
ZHANG Lei, ZHANG Zhen, LIU Runze. A Low-carbon Process Optimization Method for Parts Driven by Intelligent Parsing of Manufacturing Features[J]. China Mechanical Engineering, 2026, 37(4): 929-938.
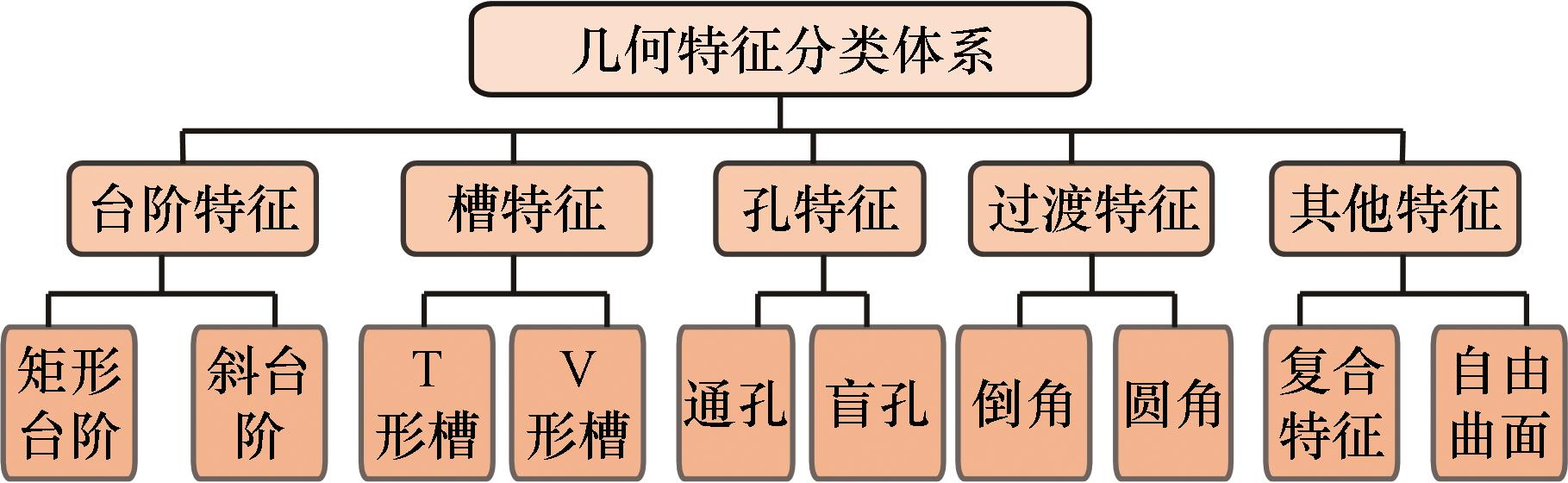
图1 制造特征分类
Fig.1 Classification of manufacturing features
| 特征类型 | 属性参数 |
|---|---|
| 外圆面 | 半径、长度 |
| 轴端面 | 半径 |
| 凹槽 | 槽深、槽长、槽宽 |
| 台阶 | 阶高、底长、底宽 |
| 盲孔 | 半径、孔深 |
| 通孔 | 半径、孔深 |
| 倒角 | 角度、边长 |
| 圆角 | 圆角半径、边长 |
| … | … |
表1 零件制造特征属性参数
Tab.1 Part manufacturing characteristic attribute parameter
| 特征类型 | 属性参数 |
|---|---|
| 外圆面 | 半径、长度 |
| 轴端面 | 半径 |
| 凹槽 | 槽深、槽长、槽宽 |
| 台阶 | 阶高、底长、底宽 |
| 盲孔 | 半径、孔深 |
| 通孔 | 半径、孔深 |
| 倒角 | 角度、边长 |
| 圆角 | 圆角半径、边长 |
| … | … |
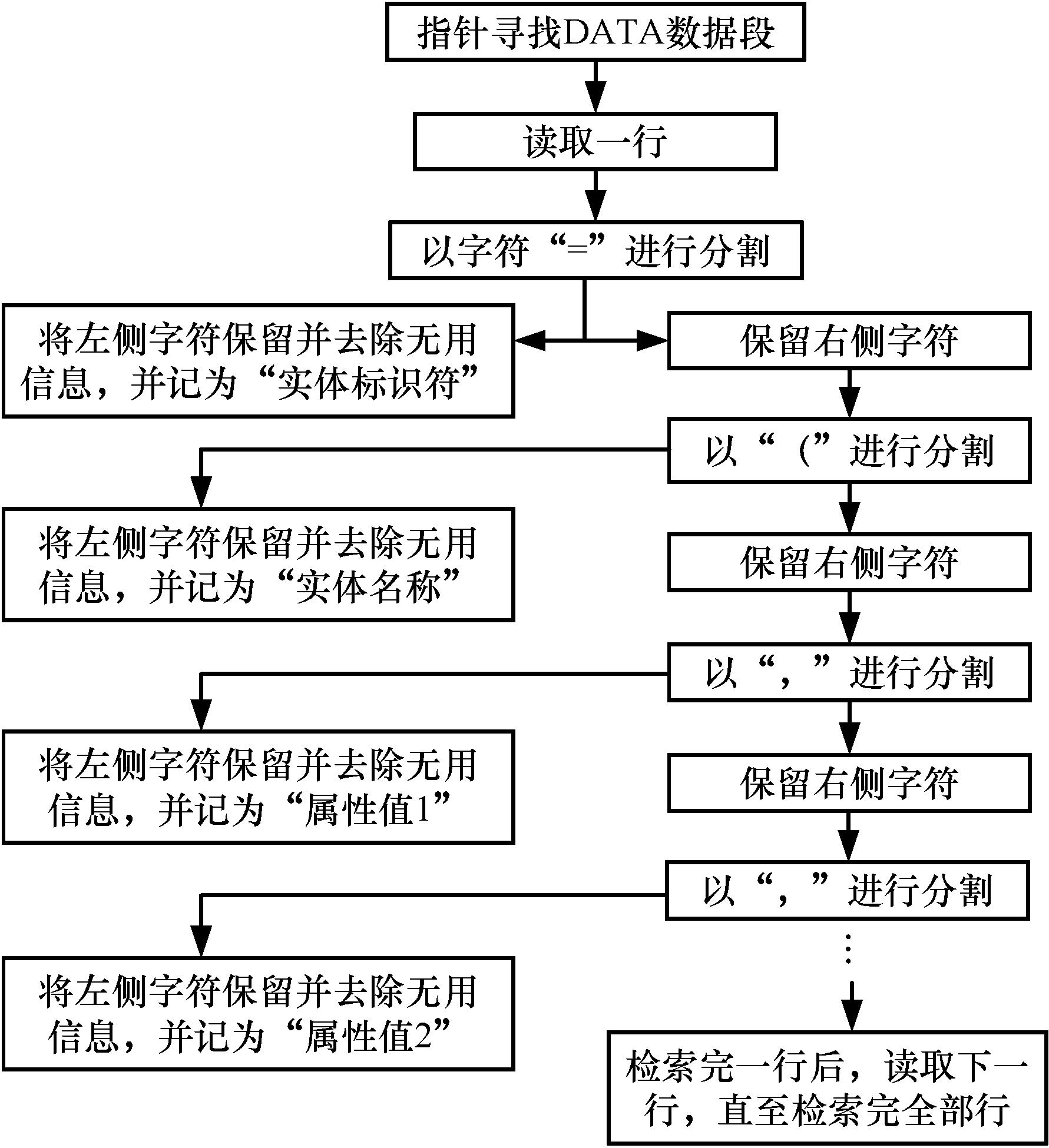
图2 STEP文件信息解析流程
Fig.2 STEP file information extraction process
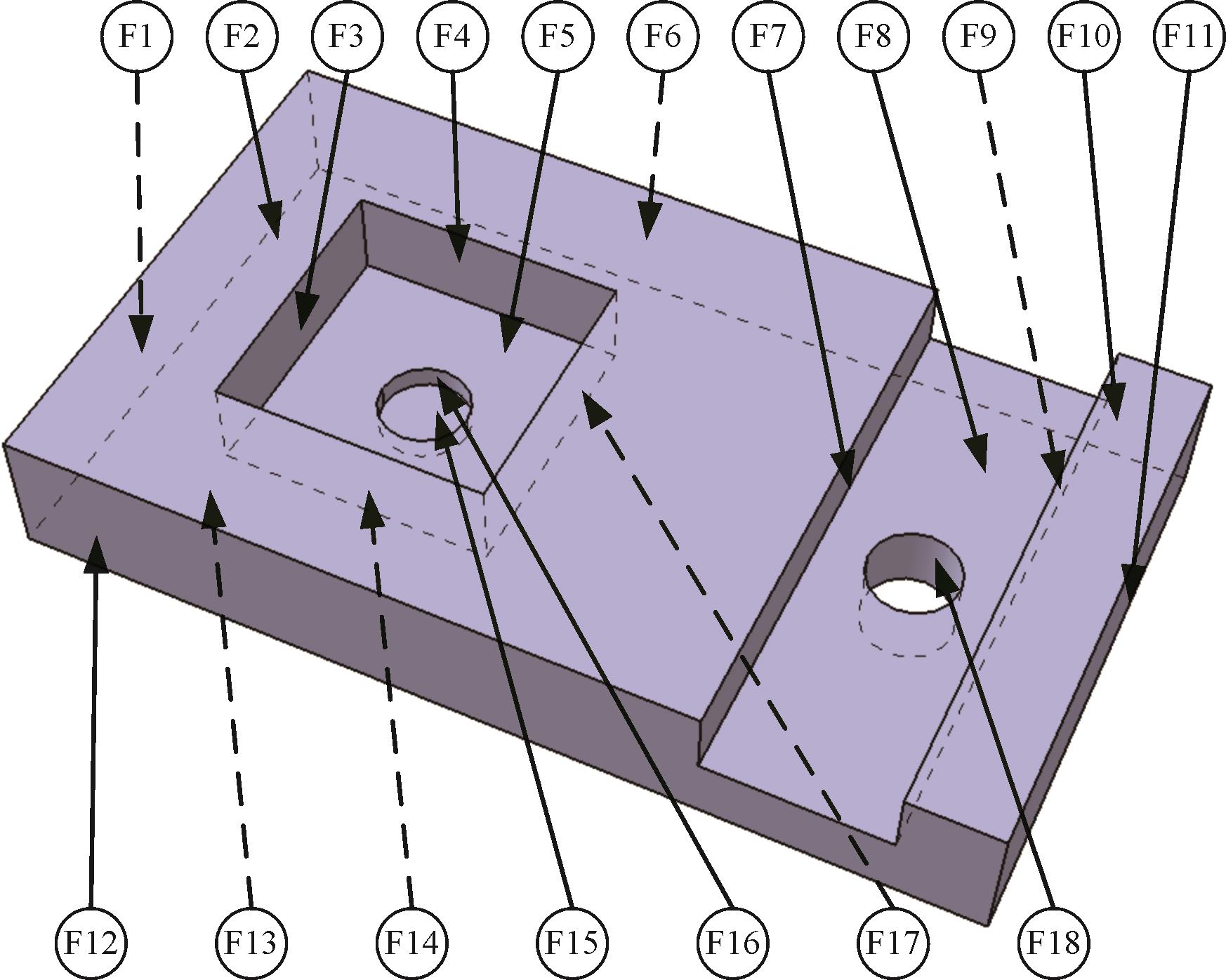
图3 示例零件模型
Fig.3 Sample part model
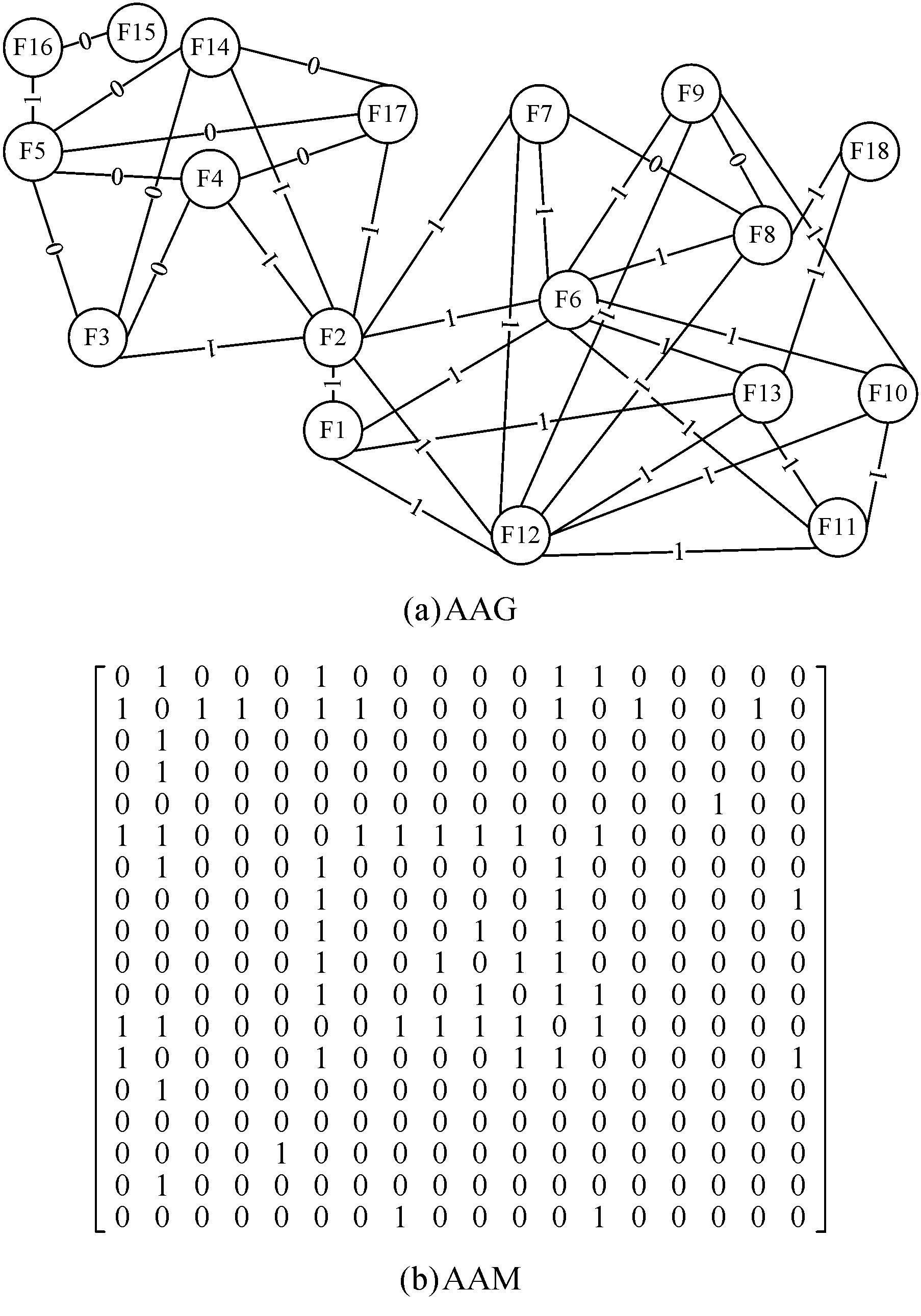
图4 示例零件的AAG与AAM
Fig.4 Example parts AAG vs AAM
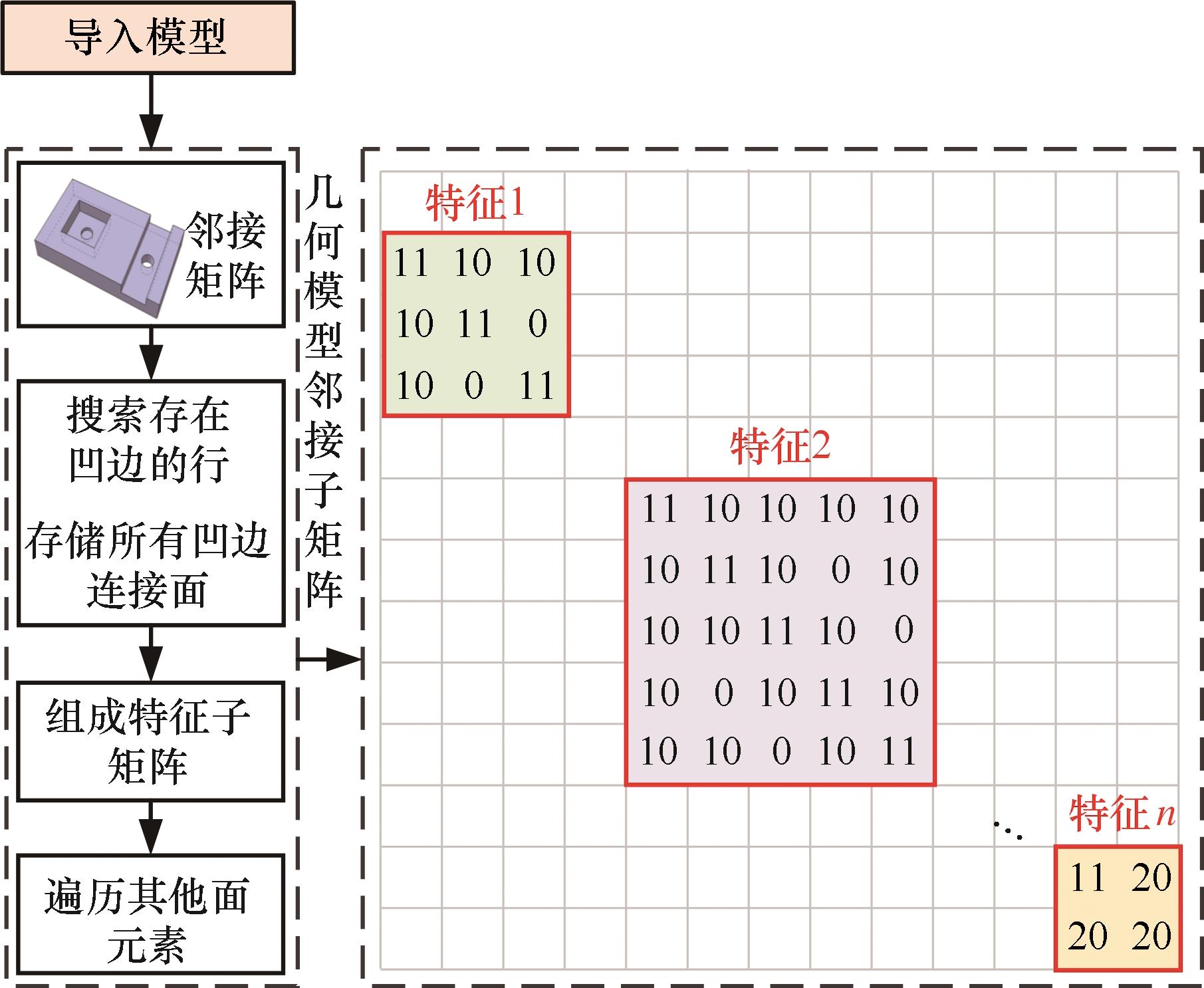
图5 特征识别与匹配
Fig.5 Feature recognition and matching
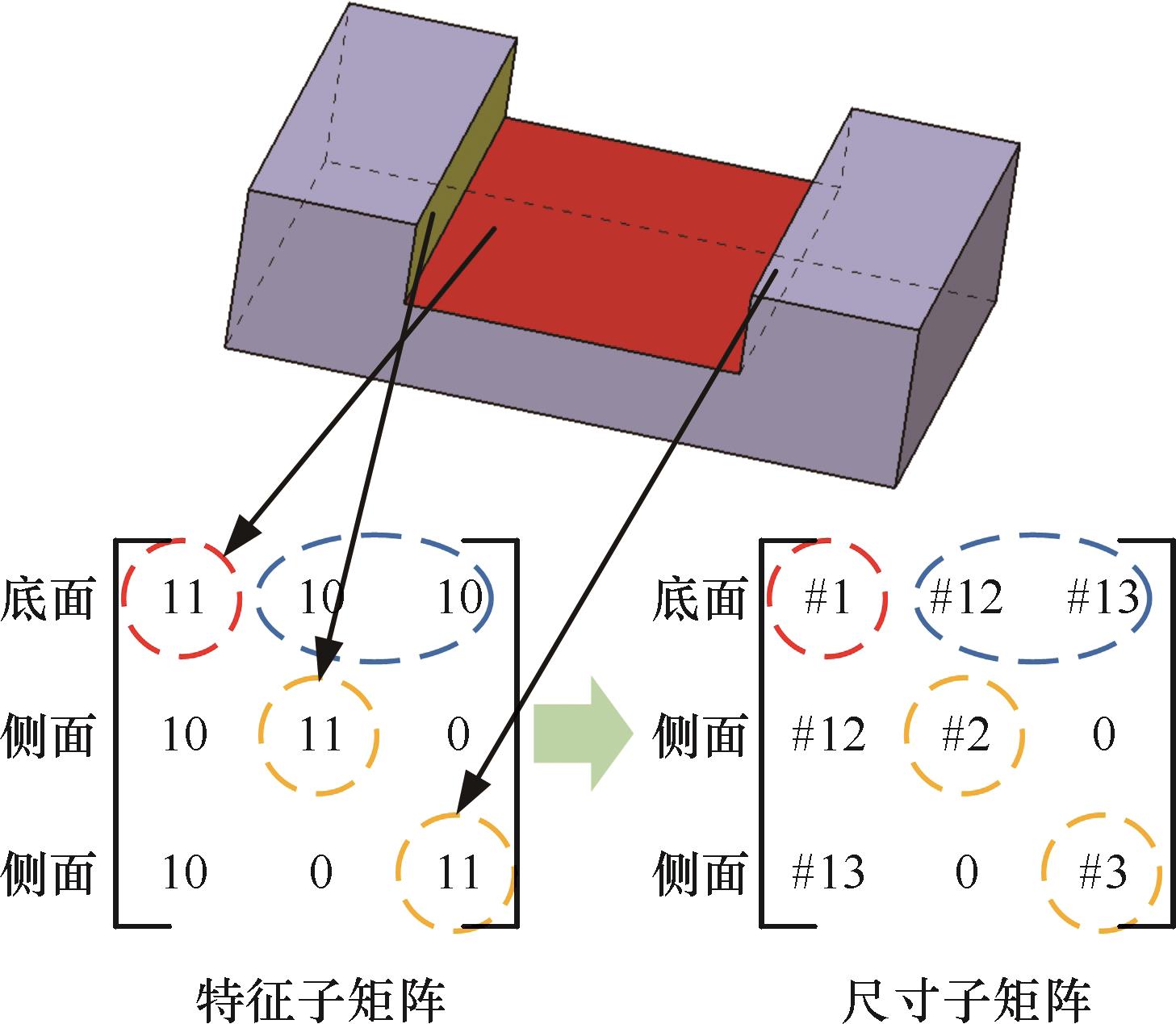
图6 特征尺寸提取示意图
Fig.6 Schematic diagram of feature size extraction
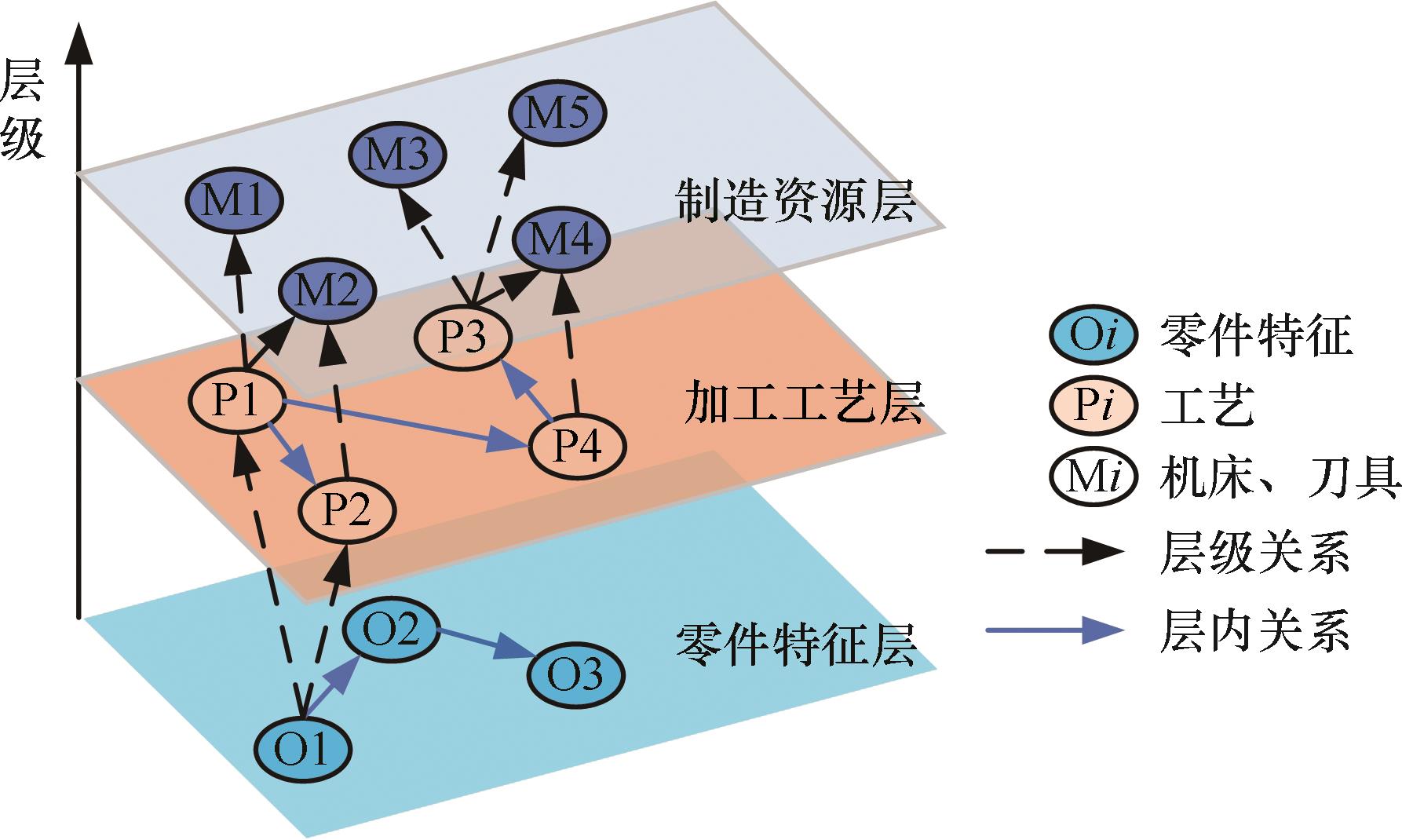
图7 面向零件制造特征的加工过程层级表达
Fig.7 Hierarchical expression of the processing process for part manufacturing features
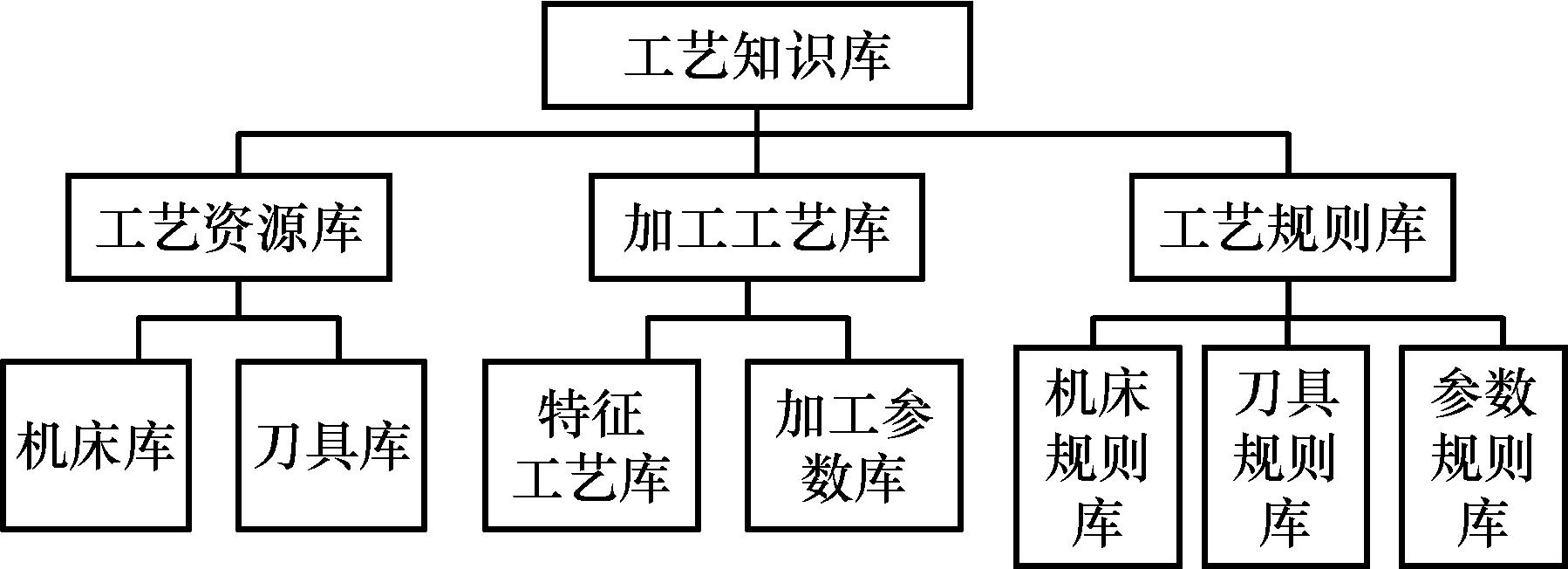
图8 工艺知识库结构
Fig.8 The structure of the process knowledge base
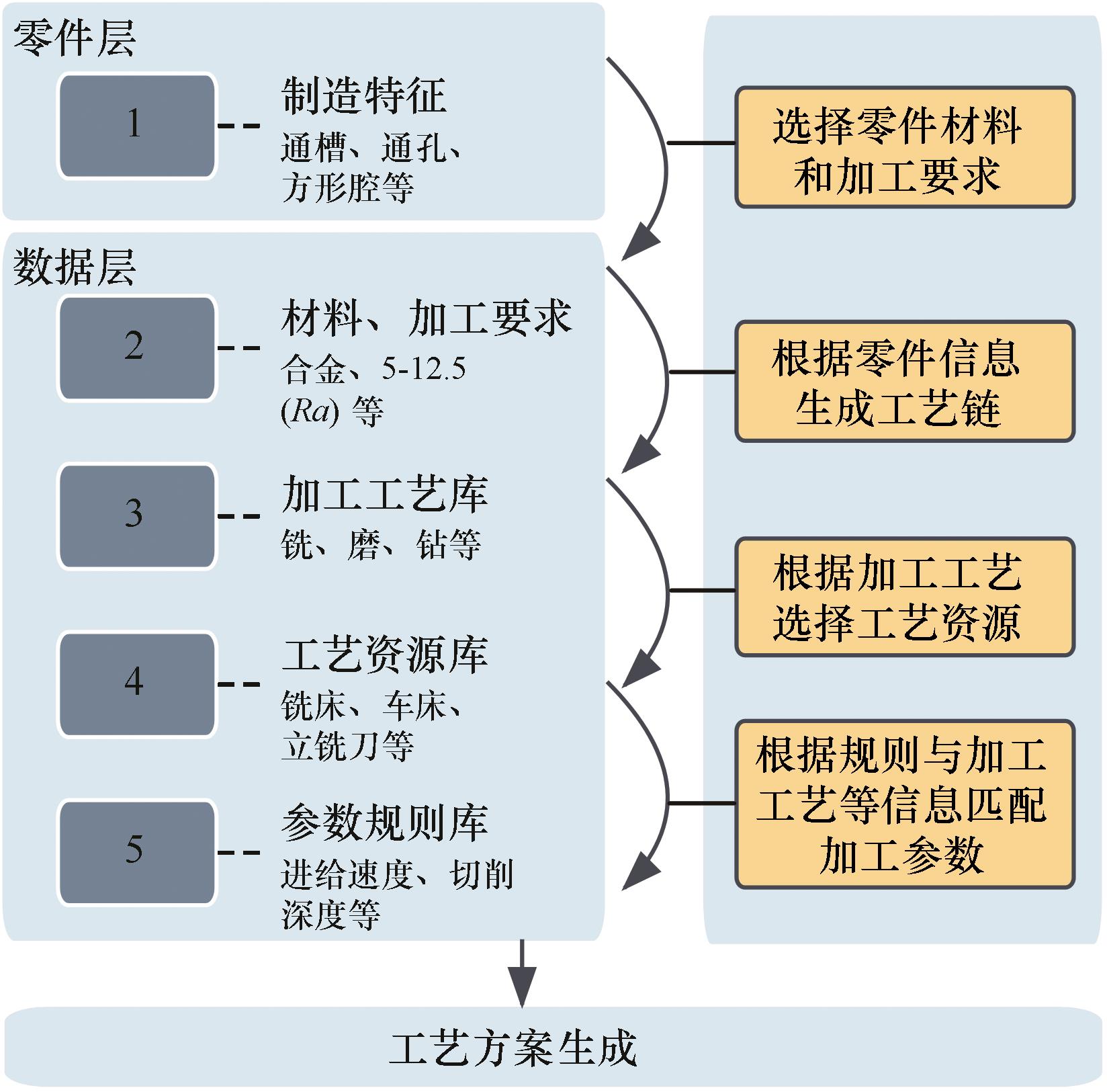
图9 工艺方案生成匹配过程
Fig.9 The process of generating and matching process plans
| IF(条件) | THEN(结论:推荐工艺链) |
|---|---|
加工特征=孔 材料∈{车用铝合金、金属铝} Ra∈[6.3,25] μm | 钻孔 |
加工特征=孔 材料∈{车用铝合金、金属铝} Ra∈[ | 钻孔→扩孔 |
加工特征=槽 材料∈{车用铝合金、金属铝} Ra∈[2.5,10] μm | 粗车→半精车 |
加工特征=槽 材料∈{车用铝合金、金属铝} Ra∈[0.63,2.5] μm | 粗车→半精车→精车 |
| … | … |
表2 基于产生式规则的工艺匹配规则库
Tab.2 Production rule-based process matching rule base
| IF(条件) | THEN(结论:推荐工艺链) |
|---|---|
加工特征=孔 材料∈{车用铝合金、金属铝} Ra∈[6.3,25] μm | 钻孔 |
加工特征=孔 材料∈{车用铝合金、金属铝} Ra∈[ | 钻孔→扩孔 |
加工特征=槽 材料∈{车用铝合金、金属铝} Ra∈[2.5,10] μm | 粗车→半精车 |
加工特征=槽 材料∈{车用铝合金、金属铝} Ra∈[0.63,2.5] μm | 粗车→半精车→精车 |
| … | … |
| IF(条件) | THEN(推荐切削参数) |
|---|---|
刀具材料=硬质合金 工件材料=低碳钢 切削深度=1 mm | 切削速度275 m/min 进给量0.18 mm/r |
刀具材料=硬质合金 工件材料=低碳钢 切削深度=4 mm | 切削速度180 m/min 进给量0.4 mm/r |
刀具材料=硬质合金 工件材料=低碳钢 切削深度=8 mm | 切削速度140 m/min 进给量0.5 mm/r |
刀具材料=陶瓷 工件材料=低碳钢 切削深度=1 mm | 切削速度520 m/min 进给量0.18 mm/r |
| … | … |
表3 典型切削参数产生式规则
Tab.3 Typical cutting parameter generation rules
| IF(条件) | THEN(推荐切削参数) |
|---|---|
刀具材料=硬质合金 工件材料=低碳钢 切削深度=1 mm | 切削速度275 m/min 进给量0.18 mm/r |
刀具材料=硬质合金 工件材料=低碳钢 切削深度=4 mm | 切削速度180 m/min 进给量0.4 mm/r |
刀具材料=硬质合金 工件材料=低碳钢 切削深度=8 mm | 切削速度140 m/min 进给量0.5 mm/r |
刀具材料=陶瓷 工件材料=低碳钢 切削深度=1 mm | 切削速度520 m/min 进给量0.18 mm/r |
| … | … |
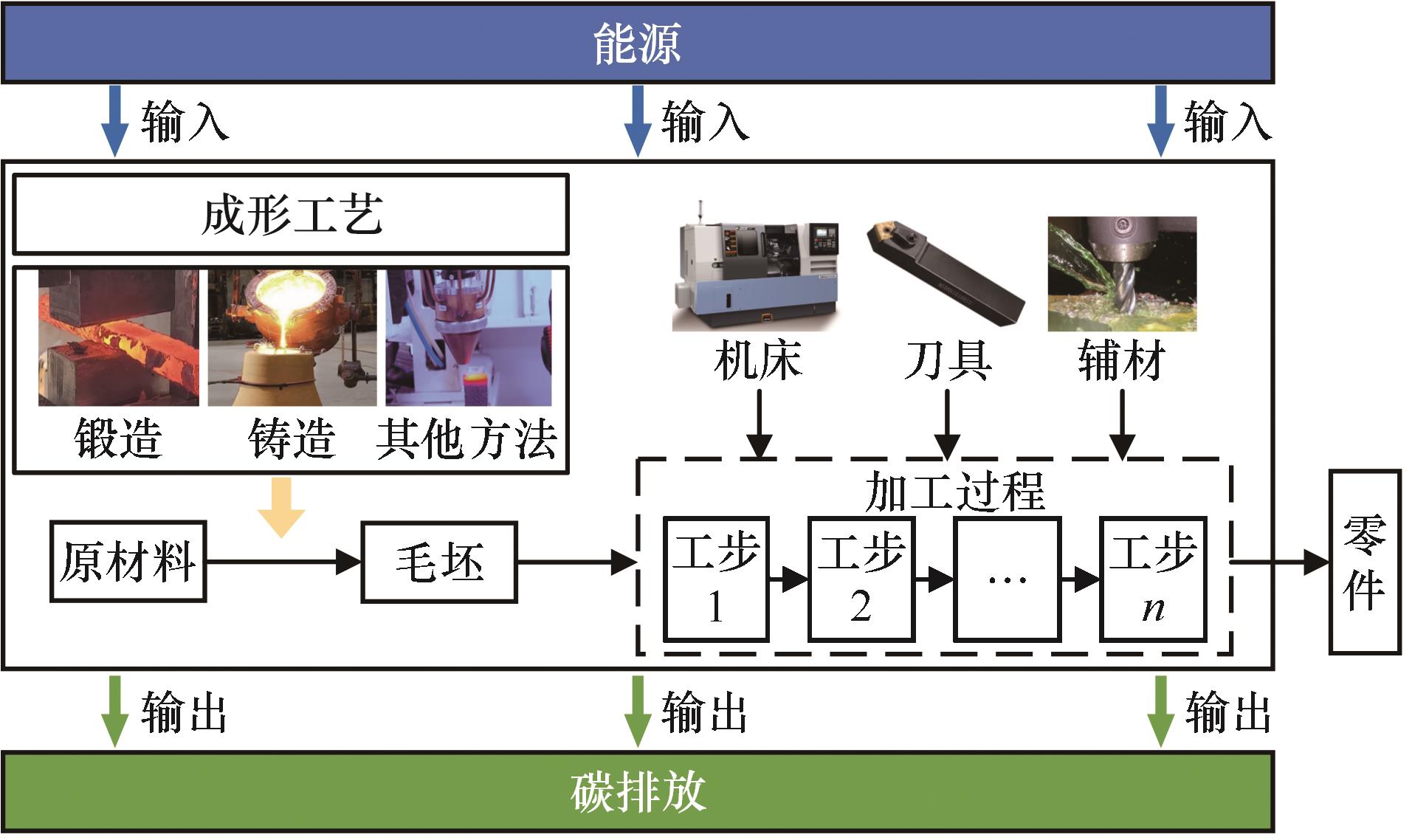
图10 零件碳排放评估边界
Fig.10 Boundary for carbon emission assessment of parts
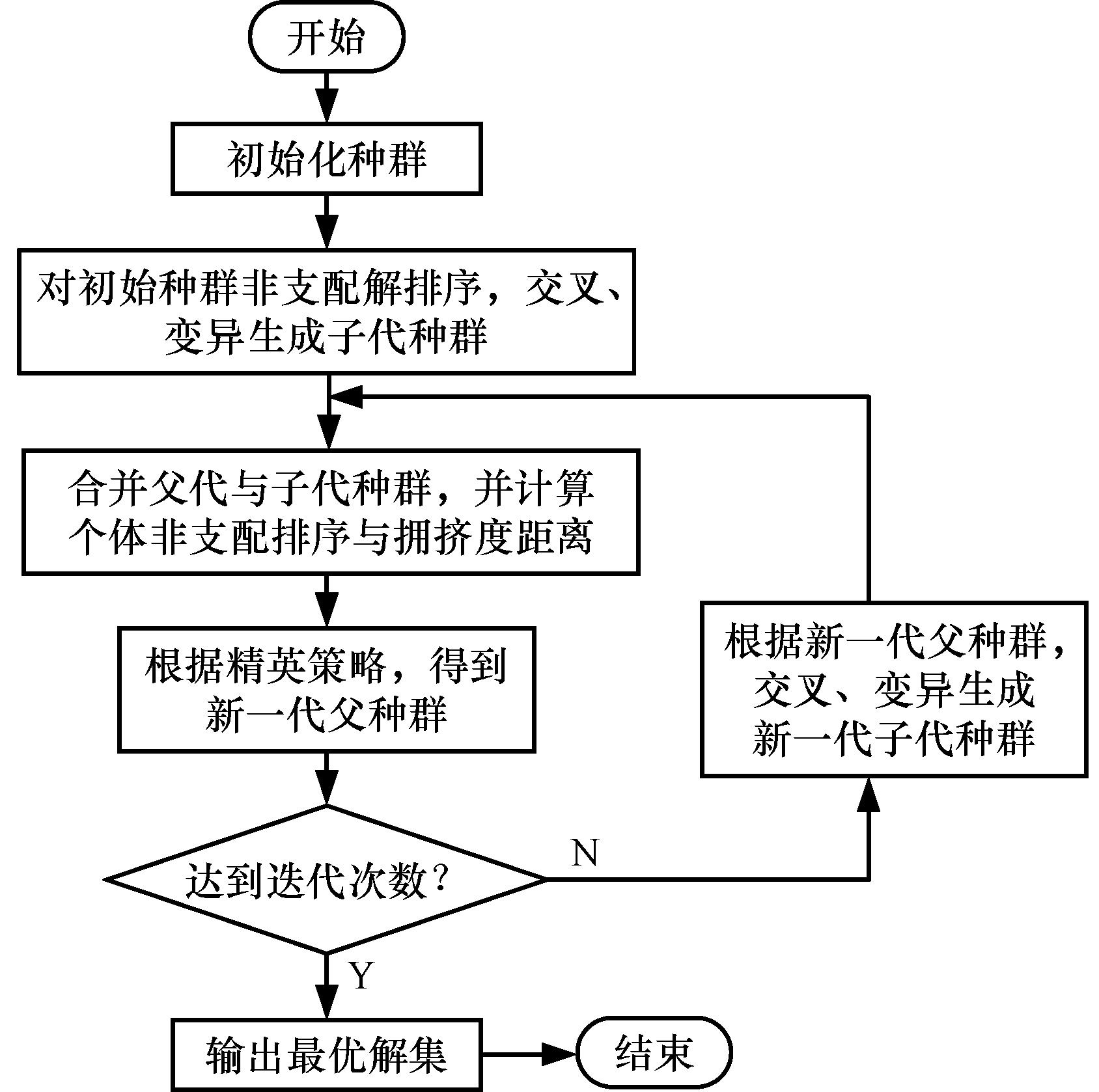
图11 NSGA-Ⅱ算法步骤
Fig.11 Steps of the NSGA-Ⅱ algorithm
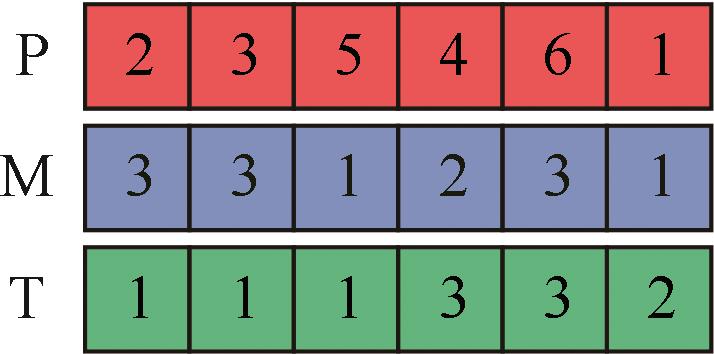
图12 编码示意图
Fig.12 Coding diagram
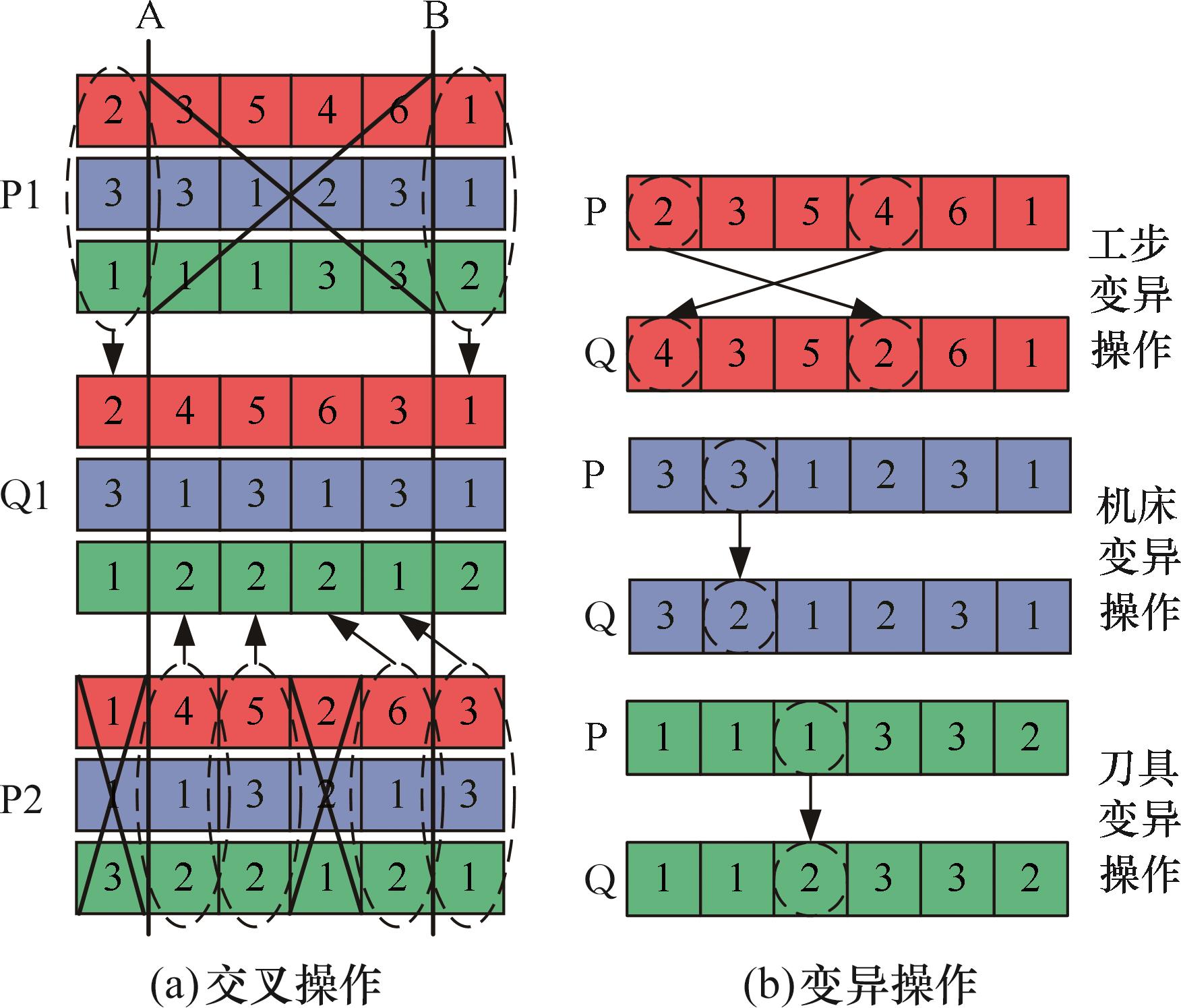
图13 交叉操作和变异操作
Fig.13 Cross operation and mutation operation
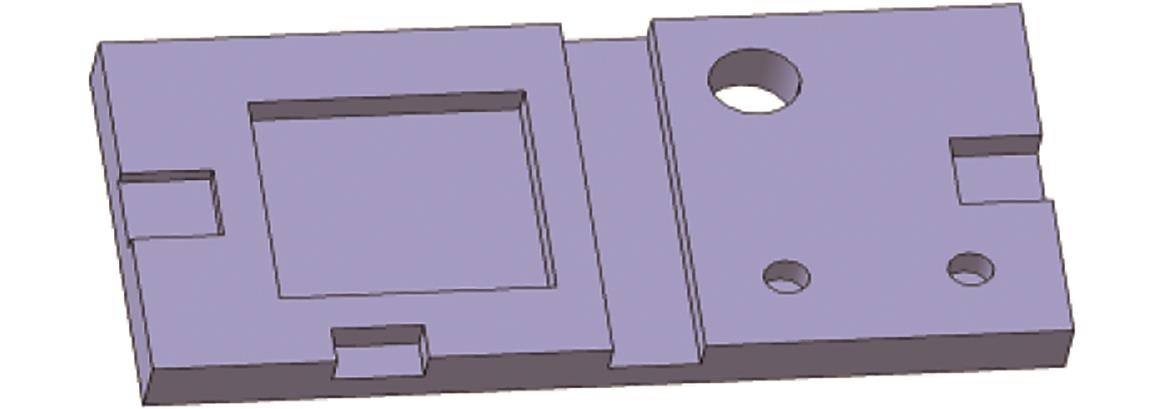
图14 夹板模型
Fig.14 Splint model
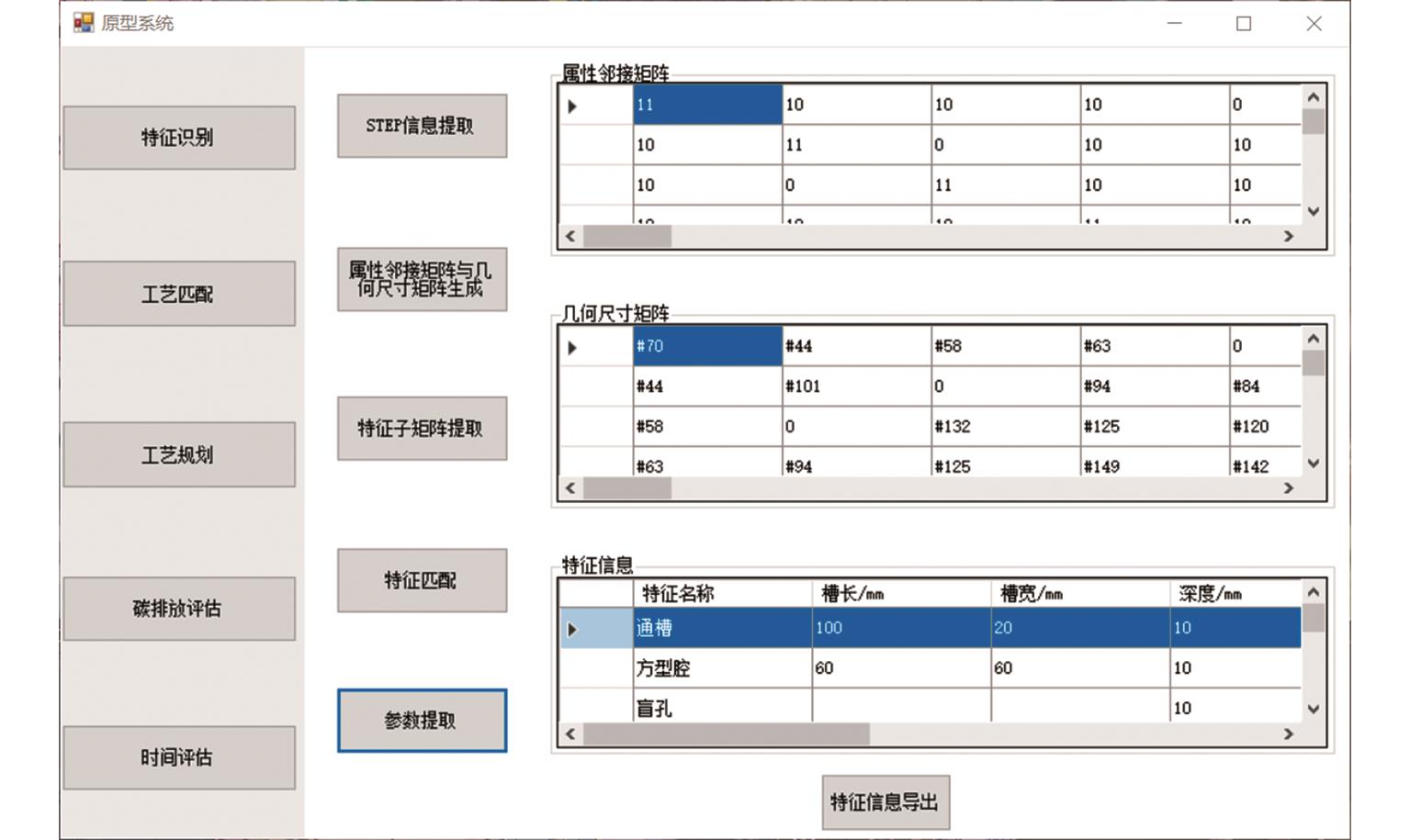
图15 制造特征识别模块
Fig.15 Manufacturing feature recognition module
| 制造特征 | 参数名称 | 参数值 |
|---|---|---|
| 通槽 | 槽长 | 100 mm |
| 槽宽 | 20 mm | |
| 槽深 | 10 mm | |
| 方形型腔 | 槽长 | 60 mm |
| 槽宽 | 60 mm | |
| 槽深 | 10 mm | |
| 盲孔 | 半径 | 5 mm |
| 孔深 | 10 mm | |
| 盲孔 | 半径 | 5 mm |
| 孔深 | 10 mm | |
| 通孔 | 半径 | 10 mm |
| 孔深 | 20 mm | |
| 盲阶槽 | 槽长 | 20 mm |
| 槽宽 | 20 mm | |
| 槽深 | 10 mm | |
| 盲阶槽 | 槽长 | 20 mm |
| 槽宽 | 10 mm | |
| 槽深 | 10 mm | |
| 盲阶槽 | 槽长 | 20 mm |
| 槽宽 | 20 mm | |
| 槽深 | 5 mm |
表4 制造特征识别结果
Tab.4 Manufacturing feature recognition result
| 制造特征 | 参数名称 | 参数值 |
|---|---|---|
| 通槽 | 槽长 | 100 mm |
| 槽宽 | 20 mm | |
| 槽深 | 10 mm | |
| 方形型腔 | 槽长 | 60 mm |
| 槽宽 | 60 mm | |
| 槽深 | 10 mm | |
| 盲孔 | 半径 | 5 mm |
| 孔深 | 10 mm | |
| 盲孔 | 半径 | 5 mm |
| 孔深 | 10 mm | |
| 通孔 | 半径 | 10 mm |
| 孔深 | 20 mm | |
| 盲阶槽 | 槽长 | 20 mm |
| 槽宽 | 20 mm | |
| 槽深 | 10 mm | |
| 盲阶槽 | 槽长 | 20 mm |
| 槽宽 | 10 mm | |
| 槽深 | 10 mm | |
| 盲阶槽 | 槽长 | 20 mm |
| 槽宽 | 20 mm | |
| 槽深 | 5 mm |
| 机床编号 | M1 | M2 | M3 | M4 | M5 |
|---|---|---|---|---|---|
| 机床种类 | 铣床1 | 铣床2 | 钻床1 | 钻床2 | 磨床 |
表5 加工机床
Tab.5 Machine tool
| 机床编号 | M1 | M2 | M3 | M4 | M5 |
|---|---|---|---|---|---|
| 机床种类 | 铣床1 | 铣床2 | 钻床1 | 钻床2 | 磨床 |
| 刀具编号 | 刀具种类 | 质量/g | 使用寿命/s |
|---|---|---|---|
| T1 | 铣刀1 | 369 | 9000 |
| T2 | 铣刀2 | 384 | 9500 |
| T3 | 钻头1 | 67 | 4800 |
| T4 | 钻头2 | 70 | 5500 |
| T5 | 扩孔钻1 | 67 | 5500 |
| T6 | 扩孔钻2 | 64 | 6000 |
| T7 | 铰刀1 | 56 | 4800 |
| T8 | 铰刀2 | 60 | 5300 |
| T9 | 砂轮 | - | - |
| T10 | 铣刀3 | 70 | 6000 |
| T11 | 铣刀4 | 80 | 7200 |
| T12 | 钻头3 | 400 | 8500 |
| T13 | 钻头4 | 410 | 9000 |
表6 加工刀具
Tab.6 Cutting tool
| 刀具编号 | 刀具种类 | 质量/g | 使用寿命/s |
|---|---|---|---|
| T1 | 铣刀1 | 369 | 9000 |
| T2 | 铣刀2 | 384 | 9500 |
| T3 | 钻头1 | 67 | 4800 |
| T4 | 钻头2 | 70 | 5500 |
| T5 | 扩孔钻1 | 67 | 5500 |
| T6 | 扩孔钻2 | 64 | 6000 |
| T7 | 铰刀1 | 56 | 4800 |
| T8 | 铰刀2 | 60 | 5300 |
| T9 | 砂轮 | - | - |
| T10 | 铣刀3 | 70 | 6000 |
| T11 | 铣刀4 | 80 | 7200 |
| T12 | 钻头3 | 400 | 8500 |
| T13 | 钻头4 | 410 | 9000 |
| 制造特征 | 编号 | 名称 | 工艺资源 |
|---|---|---|---|
| 通槽 | A1 | 粗铣 | M1T10/M1T11/M2T10/M2T11 |
| A2 | 精铣 | M1T10/M1T11/M2T10/M2T11 | |
| A3 | 磨削 | M5T9 | |
| 方形型腔 | B1 | 粗铣 | M1T1/M1T2/M2T1/M2T2 |
| B2 | 精铣 | M1T1/M1T2/M2T1/M2T2 | |
| 盲孔 | C1 | 钻孔 | M3T3/M3T4/M4T3/M4T4 |
| C2 | 扩孔 | M3T5/M3T6/M4T5/M4T6 | |
| C3 | 铰孔 | M3T7/M3T8/M4T7/M4T8 | |
| 通孔 | D1 | 钻孔 | M3T12/M3T13/M4T12/M4T13 |
| 盲阶槽 | E1 | 粗铣 | M1T10/M1T11/M2T10/M2T11 |
| E2 | 精铣 | M1T10/M1T11/M2T10/M2T11 | |
| 盲阶槽 | F1 | 粗铣 | M1T10/M1T11/M2T10/M2T11 |
| F2 | 半精铣 | M1T10/M1T11/M2T10/M2T11 | |
| F3 | 精铣 | M1T10/M1T11/M2T10/M2T11 | |
| 盲阶槽 | G1 | 粗铣 | M1T10/M1T11/M2T10/M2T11 |
| G2 | 半精铣 | M1T10/M1T11/M2T10/M2T11 | |
| G3 | 精铣 | M1T10/M1T11/M2T10/M2T11 | |
| 盲孔 | H1 | 钻孔 | M3T3/M3T4/M4T3/M4T4 |
| H2 | 扩孔 | M3T5/M3T6/M4T5/M4T6 |
表7 工艺规划信息表
Tab.7 Process planning information form
| 制造特征 | 编号 | 名称 | 工艺资源 |
|---|---|---|---|
| 通槽 | A1 | 粗铣 | M1T10/M1T11/M2T10/M2T11 |
| A2 | 精铣 | M1T10/M1T11/M2T10/M2T11 | |
| A3 | 磨削 | M5T9 | |
| 方形型腔 | B1 | 粗铣 | M1T1/M1T2/M2T1/M2T2 |
| B2 | 精铣 | M1T1/M1T2/M2T1/M2T2 | |
| 盲孔 | C1 | 钻孔 | M3T3/M3T4/M4T3/M4T4 |
| C2 | 扩孔 | M3T5/M3T6/M4T5/M4T6 | |
| C3 | 铰孔 | M3T7/M3T8/M4T7/M4T8 | |
| 通孔 | D1 | 钻孔 | M3T12/M3T13/M4T12/M4T13 |
| 盲阶槽 | E1 | 粗铣 | M1T10/M1T11/M2T10/M2T11 |
| E2 | 精铣 | M1T10/M1T11/M2T10/M2T11 | |
| 盲阶槽 | F1 | 粗铣 | M1T10/M1T11/M2T10/M2T11 |
| F2 | 半精铣 | M1T10/M1T11/M2T10/M2T11 | |
| F3 | 精铣 | M1T10/M1T11/M2T10/M2T11 | |
| 盲阶槽 | G1 | 粗铣 | M1T10/M1T11/M2T10/M2T11 |
| G2 | 半精铣 | M1T10/M1T11/M2T10/M2T11 | |
| G3 | 精铣 | M1T10/M1T11/M2T10/M2T11 | |
| 盲孔 | H1 | 钻孔 | M3T3/M3T4/M4T3/M4T4 |
| H2 | 扩孔 | M3T5/M3T6/M4T5/M4T6 |
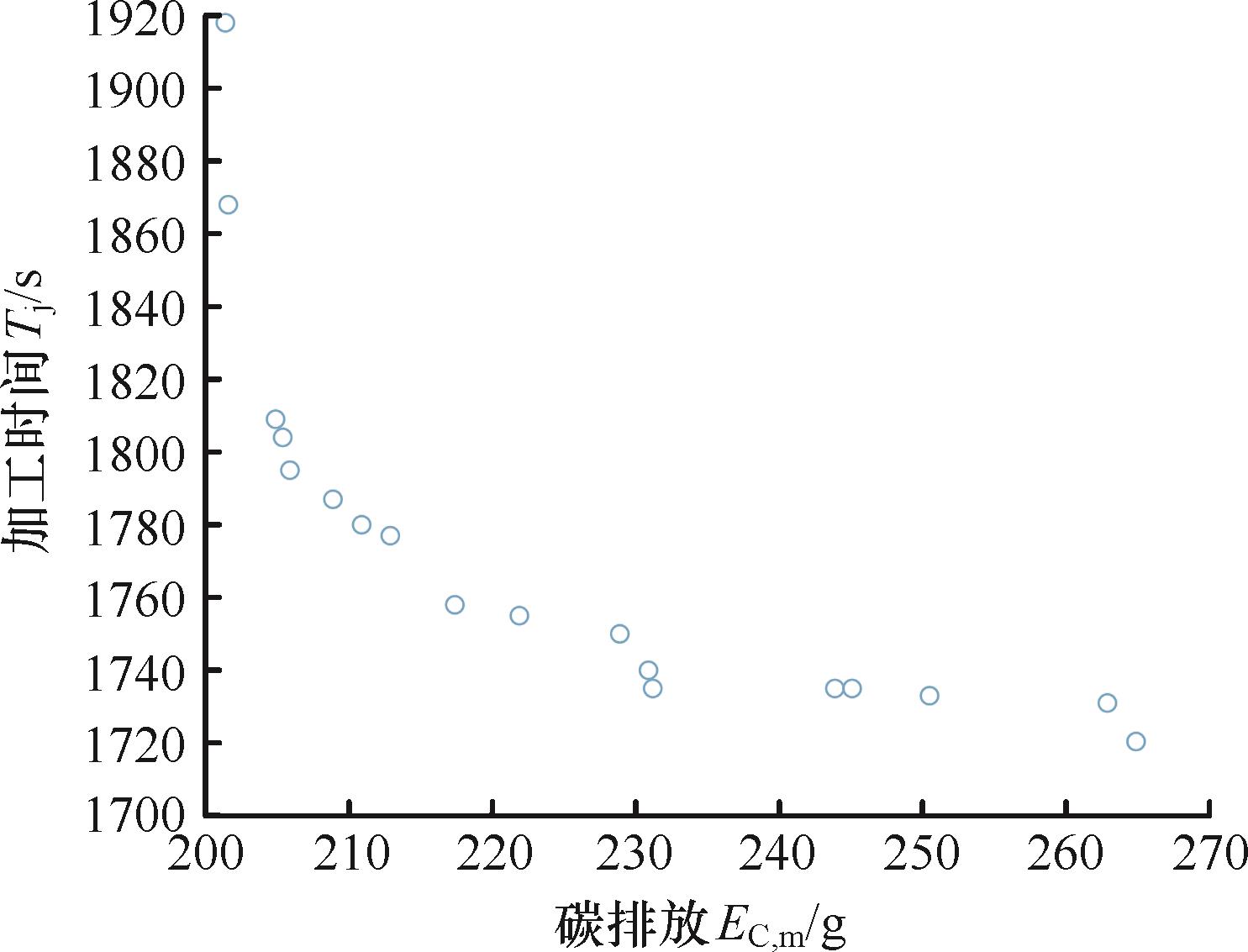
图16 Pareto前沿分布
Fig.16 Pareto frontier distribution
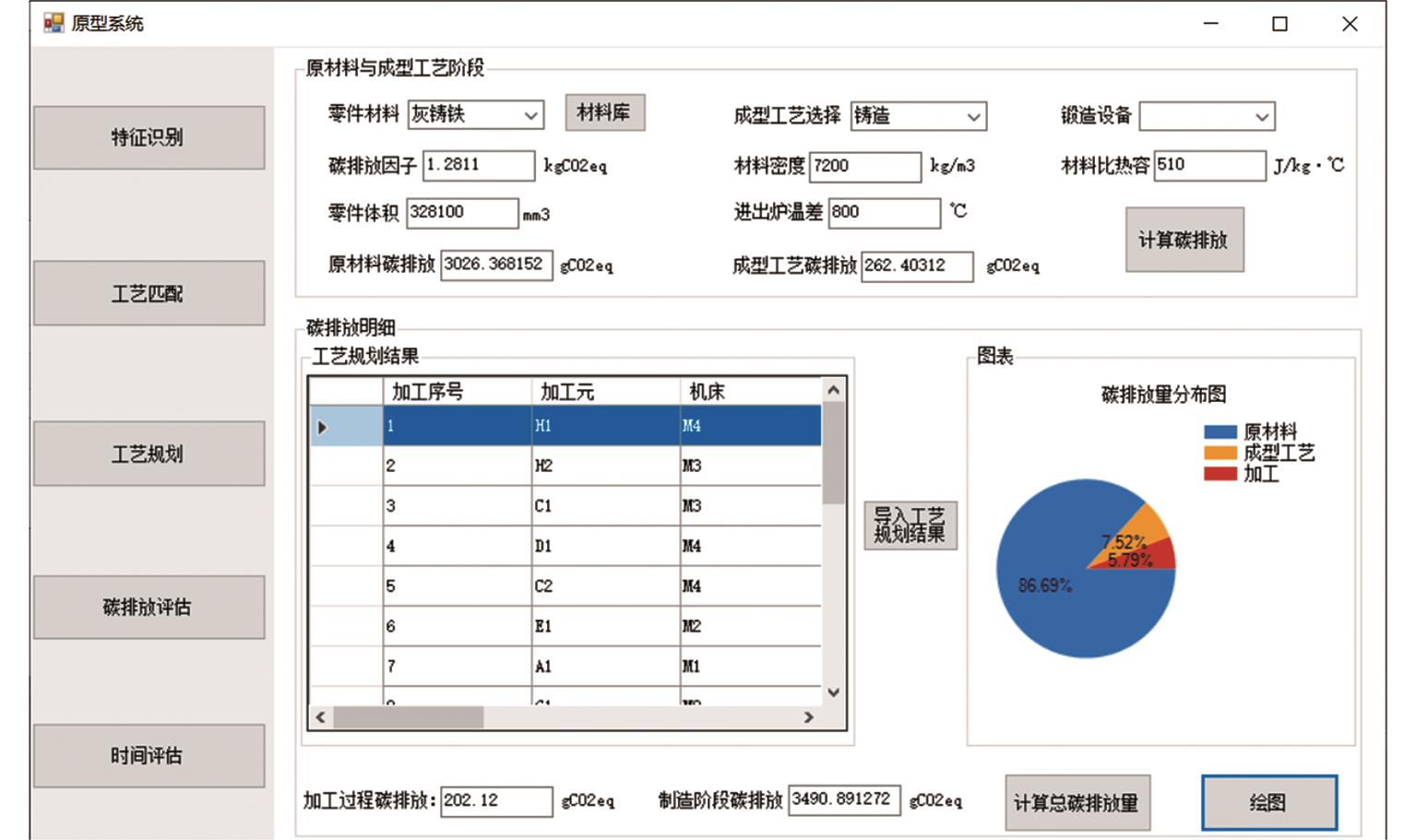
图17 碳排放评估结果展示
Fig.17 Carbon emission assessment results presentation
| [1] | ZHOU G, ZHOU C, LU Q, et al. Feature-based Carbon Emission Quantitation Strategy for the Part Machining Process[J]. International Journal of Computer Integrated Manufacturing, 2018, 31(4/5): 406-425. |
| [2] | LI C, GE W, HUANG Z, et al. Digital Twin-driven Modeling and Application of Carbon Emission for Machine Tool[J]. The International Journal of Advanced Manufacturing Technology, 2024, 133(11): 5595-5609. |
| [3] | WU T, LI J, BAO J, et al. CarbonKG: Industrial Carbon Emission Knowledge Graph-based Modeling and Application for Carbon Traceability of Complex Manufacturing Process[J]. Journal of Computing and Information Science in Engineering, 2024, 24(8): 081001. |
| [4] | MA Y, LI F, WANG L, et al. Multidimensional Evaluation Method and Application Based on Life Cycle Carbon Efficiency Considering Carbon Emission, Cost, and Function[J]. Environmental Science and Pollution Research, 2023, 30(27): 70918-70936. |
| [5] | DENG Z, LYU L, LI S, et al. Study on the Model of High Efficiency and Low Carbon for Grinding Parameters Optimization and Its Application[J]. Journal of Cleaner Production, 2016, 137: 1672-1681. |
| [6] | JIANG Z, GAO D, LU Y, et al. Quantitative Analysis of Carbon Emissions in Precision Turning Processes and Industrial Case Study[J]. International Journal of Precision Engineering and Manufacturing-Green Technology, 2021, 8(1): 205-216. |
| [7] | HE B, QIAN S, LI T. Modeling Product Carbon Footprint for Manufacturing Process[J]. Journal of Cleaner Production, 2023, 402: 136805. |
| [8] | ZHOU G, YUAN S, LU Q, et al. A Carbon Emission Quantitation Model and Experimental Evaluation for Machining Process Considering Tool Wear Condition[J]. The International Journal of Advanced Manufacturing Technology, 2018, 98(1): 565-577. |
| [9] | 李先广, 李聪波, 刘飞, 等. 基于Petri网的机床制造过程碳排放建模与量化方法[J]. 计算机集成制造系统, 2012, 18(12): 2723-2735. |
| LI Xianguang, LI Congbo, LIU Fei, et al. Modeling and Quantification Methods for Carbon Emission in Machine Tools Manufacturing Processes Based on Petri Nets[J]. Computer Integrated Manufacturing Systems, 2012, 18(12): 2723-2735. | |
| [10] | 尹瑞雪, 曹华军, 李洪丞, 等. 砂型铸造生产系统碳排放量化方法及应用[J]. 计算机集成制造系统, 2012, 18(5): 1071-1076. |
| YIN Ruixue, CAO Huajun, LI Hongcheng, et al. Carbon Emission Quantification Method of Sand Casting Process and Its Application[J]. Computer Integrated Manufacturing Systems, 2012, 18(5): 1071-1076. | |
| [11] | TAO J, LI L, YU S. An Innovative Eco-design Approach Based on Integration of LCA, CAD/CAE and Optimization Tools, and Its Implementation Perspectives[J]. Journal of Cleaner Production, 2018, 187: 839-851. |
| [12] | WU T, LI J, BAO J, et al. Process Carbon Agent: a Large Language Models-empowered Autonomous Agent for Decision-making in Manufacturing Carbon Emission Management[J]. Journal of Manufacturing Systems, 2024, 76: 429-442. |
| [13] | FILLETI R A P, SILVA D A L, SILVA E J, et al. Dynamic System for Life Cycle Inventory and Impact Assessment of Manufacturing Processes[J]. Procedia CIRP, 2014, 15: 531-536. |
| [14] | JESWIET J, KARA S. Carbon Emissions and CES™ in Manufacturing[J]. CIRP Annals, 2008, 57(1): 17-20. |
| [15] | KAPANOGLU M, ALIKALFA M. Learning IF–THEN Priority Rules for Dynamic Job Shops Using Genetic Algorithms[J]. Robotics and Computer-Integrated Manufacturing, 2011, 27(1): 47-55. |
| [16] | 杨广林. 基于生命周期的钢锻件产品碳足迹核算[J]. 锻压技术, 2024, 49(12): 176-179. |
| YANG Guanglin. Carbon Footprint Accounting of Steel Forgings Product Based on Life Cycle[J]. Forging & Stamping Technology, 2024, 49(12): 176-179. |
| [1] | 李明磊, 贾育秦, 张学良, 刘丽琴, 杜娟, 温淑花, 兰国生. 基于多目标差异演化算法的并联机构结构优化 [J]. J4, 201016, 21(16): 1915-1920. |
| [2] | 曹卫东, 汪袁烁, 李闽榕, 陈富祺, 陈行政, 吴电建, 胡可心. 滚齿刀具和控制参数超启发优化与决策[J]. 中国机械工程, 2026, 37(4): 846-854. |
| [3] | 赵丁选, 郭瑞, 王硕, 闫长长, 王子鹤, 张天赐. 复杂地形环境下无人步履式挖掘机的车身姿态规划方法[J]. 中国机械工程, 2026, 37(1): 233-242. |
| [4] | 党旭, 刘涛, 闫敏, 徐智为. 变截面涡旋盘精密铣削参数多目标优化[J]. 中国机械工程, 2025, 36(12): 2854-2861. |
| [5] | 刘建林, 黄海松, 范青松, 马驰, 张浪浪. 基于改进樽海鞘群算法的机械臂多目标轨迹规划研究[J]. 中国机械工程, 2025, 36(09): 2047-2056. |
| [6] | 顾世民1, 刘金锋1, 钱天龙2, 景旭文1, 王学敏2, 毛包晨1, 沈阳2, 陈宇1. 船舶大构件几何特征建模及装配干涉检测方法[J]. 中国机械工程, 2025, 36(07): 1636-1649. |
| [7] | 林述温, 陆哲, 危世佳, 陈剑雄, 顾天奇, 谢钰. 挖掘机工作过程动力特性仿真及主构件参数多目标优化设计方法[J]. 中国机械工程, 2025, 36(06): 1371-1379. |
| [8] | 饶远1, 孙见君1, 闻兰2. 扩压式自泵送机械密封端面的液膜汽化及其结构优化研究[J]. 中国机械工程, 2025, 36(05): 933-941,953. |
| [9] | 张道德, 卢子健, 赵坤, 杨智勇. 非平坦环境下履带机器人多目标路径规划方法研究[J]. 中国机械工程, 2025, 36(02): 305-314. |
| [10] | 刘桂源1, 王曾2, 杨子艺2, 胡明珠1, 刘怀举1. 航空发动机附件机匣齿轮传动设计分析软件开发与应用[J]. 中国机械工程, 2024, 35(11): 1938-1947. |
| [11] | 胡福清, 孙江宏, 孙英杰, 孙雨彤, 马超, 周福强, . 基于新型旋转直线往复机构的切片机设计分析及参数优化[J]. 中国机械工程, 2024, 35(04): 614-623,635. |
| [12] | 魏书鹏, 唐红涛, 李西兴, 杨冠宇, 张健. 考虑双资源约束的柔性机械加工车间逆调度问题研究[J]. 中国机械工程, 2024, 35(03): 457-471. |
| [13] | 荣誉, 陈刚, 豆天赐, . 一种多指标综合最优的抗冲击轨迹规划方法[J]. 中国机械工程, 2024, 35(02): 305-316. |
| [14] | 刘毅, 易旺民, 姚建涛, 王兴达, 余鹏, 赵永生. 狭长空间内重载调姿装配机器人的设计与研究[J]. 中国机械工程, 2024, 35(02): 324-336. |
| [15] | 张宇航, 孙玉文, 徐金亭. 航空发动机机匣加工特征的混合式分割识别算法[J]. 中国机械工程, 2023, 34(20): 2475-2481. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||