

ISSN 1004-132X
CN 42-1294/TH
CN 42-1294/TH
China Mechanical Engineering ›› 2025, Vol. 36 ›› Issue (12): 3017-3022.DOI: 10.3969/j.issn.1004-132X.2025.12.026
Previous Articles Next Articles
LYU Qian1( ), LIU Weiwei2
), LIU Weiwei2
Received:2025-07-08
Online:2025-12-25
Published:2025-12-31
Contact:
LYU Qian
吕谦1(), 刘维伟2
通讯作者:
吕谦
作者简介:吕谦*(通信作者),女,1996年生,工程师。研究方向为航空机电产品结构设计。E-mail:lvqian1006@126.com。
CLC Number:
LYU Qian, LIU Weiwei. Molecular Dynamics Simulation and Parameter Optimization Research for Abrasive Flow Finishing of Additive Manufactured Nozzle Convergent and Divergent Sections[J]. China Mechanical Engineering, 2025, 36(12): 3017-3022.
吕谦, 刘维伟. 增材喷管收扩段磨粒流光整分子动力学仿真与参数优化研究[J]. 中国机械工程, 2025, 36(12): 3017-3022.
Add to citation manager EndNote|Ris|BibTeX
URL: https://www.cmemo.org.cn/EN/10.3969/j.issn.1004-132X.2025.12.026

Fig.1 Basic simulation process

Fig.2 Simulation model
| 推料总压/MPa | 入口流速/ (m·s | 出口流速/ (m·s | 两侧最高流速/(m·s |
|---|---|---|---|
| 6 | 63.80 | 64.45 | 76.27 |
| 8 | 73.74 | 74.48 | 88.15 |
| 12 | 90.42 | 91.33 | 108.08 |
Tab.1 abrasive velocity at various locations in the fluid domain under different pressures
| 推料总压/MPa | 入口流速/ (m·s | 出口流速/ (m·s | 两侧最高流速/(m·s |
|---|---|---|---|
| 6 | 63.80 | 64.45 | 76.27 |
| 8 | 73.74 | 74.48 | 88.15 |
| 12 | 90.42 | 91.33 | 108.08 |

Fig.3 Micro cutting force to matrix under different speeds of abrasive particles
| 粗糙度 | 入口 | 中段 | 出口 |
|---|---|---|---|
| 算数平均粗糙度Ra | 7.02 | 7.42 | 7.60 |
| 最大粗糙度深度Rmax | 47.29 | 55.17 | 47.23 |
| 平均轮廓波峰高度Rp | 21.00 | 21.82 | 20.98 |
| 轮廓平均宽度Rsm | 126.20 | 149.50 | 142.72 |
Tab. 2 Surface roughness at different positions of the flow channel
| 粗糙度 | 入口 | 中段 | 出口 |
|---|---|---|---|
| 算数平均粗糙度Ra | 7.02 | 7.42 | 7.60 |
| 最大粗糙度深度Rmax | 47.29 | 55.17 | 47.23 |
| 平均轮廓波峰高度Rp | 21.00 | 21.82 | 20.98 |
| 轮廓平均宽度Rsm | 126.20 | 149.50 | 142.72 |
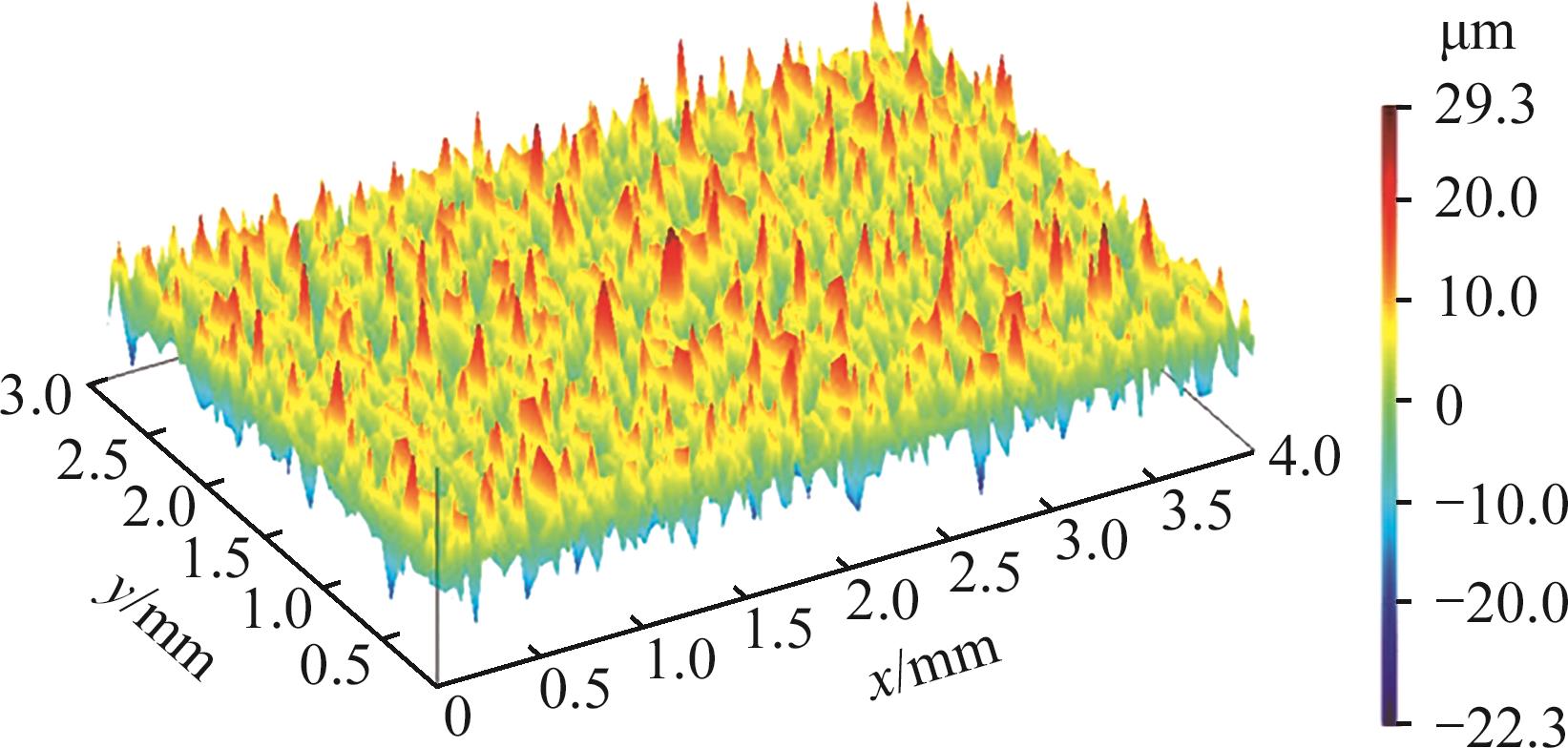
Fig.4 Three dimensional contour diagram of the internal flow channel of characteristic parts
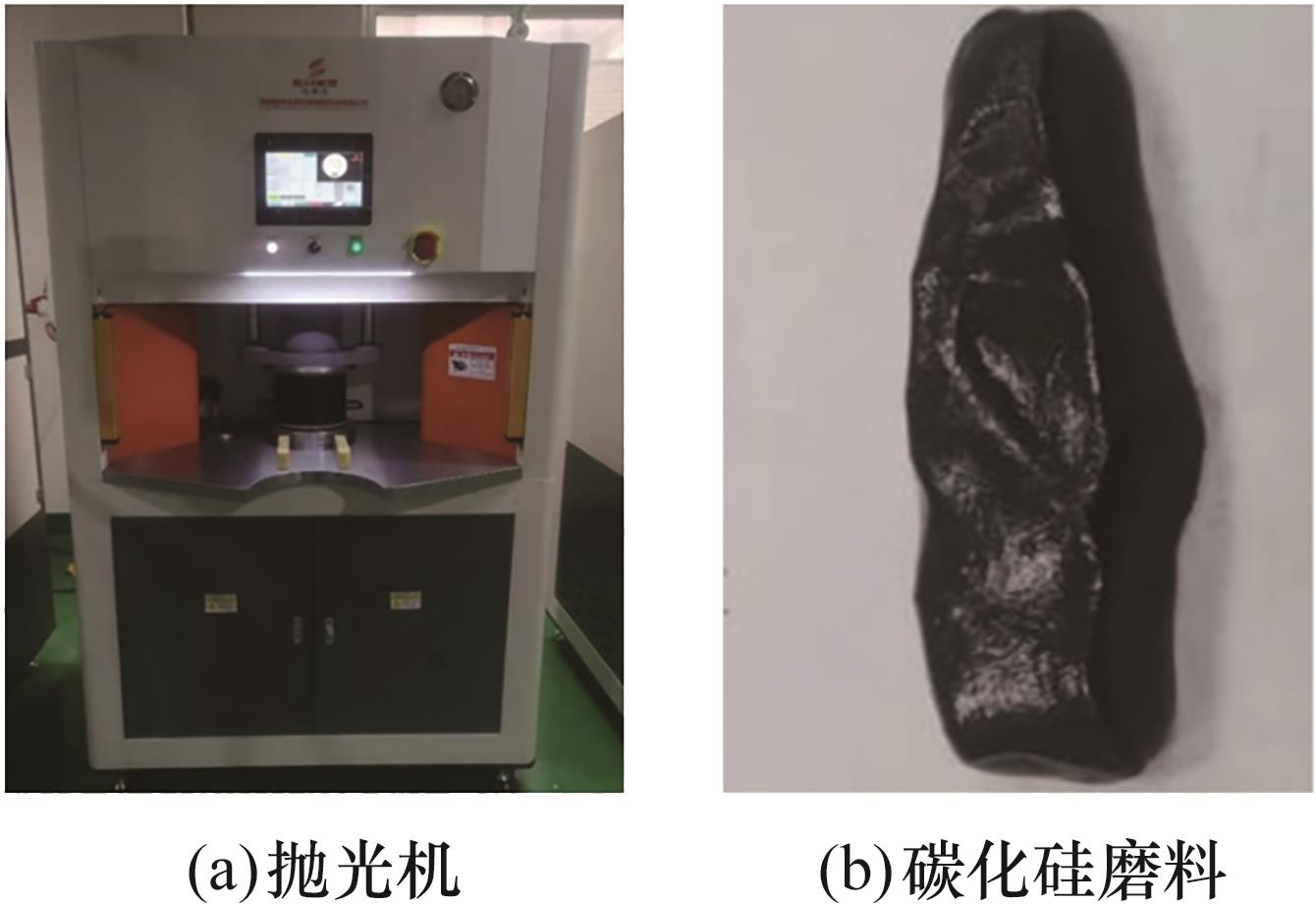
Fig.5 Machining equipment and abrasives
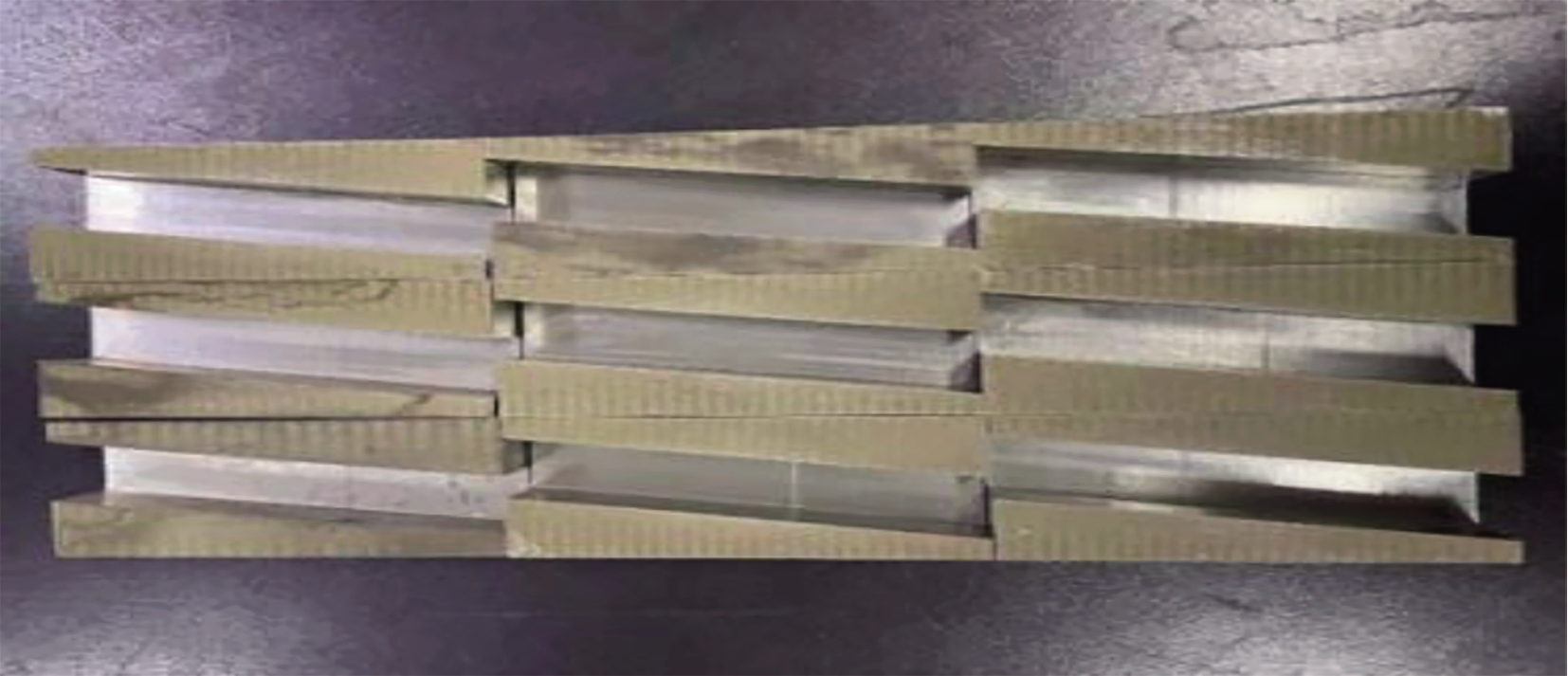
Fig.6 Test parts after machining and wire cutting
| 序号 | 磨料浓度n/% | 加工压力 p/MPa | 加工时间 t/s | Ra/μm | Rp/μm |
|---|---|---|---|---|---|
| 1 | 30 | 6 | 120 | 0.71 | 1.25 |
| 2 | 30 | 8 | 240 | 0.37 | 0.77 |
| 3 | 30 | 10 | 360 | 0.21 | 0.54 |
| 4 | 45 | 6 | 240 | 0.29 | 0.45 |
| 5 | 45 | 8 | 360 | 0.19 | 0.38 |
| 6 | 45 | 10 | 120 | 0.34 | 0.67 |
| 7 | 60 | 6 | 360 | 0.13 | 0.33 |
| 8 | 60 | 8 | 120 | 0.44 | 0.88 |
| 9 | 60 | 10 | 240 | 0.32 | 0.45 |
Tab.3 Surface roughness measurement results
| 序号 | 磨料浓度n/% | 加工压力 p/MPa | 加工时间 t/s | Ra/μm | Rp/μm |
|---|---|---|---|---|---|
| 1 | 30 | 6 | 120 | 0.71 | 1.25 |
| 2 | 30 | 8 | 240 | 0.37 | 0.77 |
| 3 | 30 | 10 | 360 | 0.21 | 0.54 |
| 4 | 45 | 6 | 240 | 0.29 | 0.45 |
| 5 | 45 | 8 | 360 | 0.19 | 0.38 |
| 6 | 45 | 10 | 120 | 0.34 | 0.67 |
| 7 | 60 | 6 | 360 | 0.13 | 0.33 |
| 8 | 60 | 8 | 120 | 0.44 | 0.88 |
| 9 | 60 | 10 | 240 | 0.32 | 0.45 |
| 分析指标 | 因素 | 水平 | K | k | 极差R |
|---|---|---|---|---|---|
轮廓算术 平均偏差 (Ra) | 磨料浓度/% | 30 | 1.29 | 0.43 | 0.16 |
| 45 | 0.82 | 0.27 | |||
| 60 | 0.89 | 0.30 | |||
| 加工压力/MPa | 6 | 1.13 | 0.38 | 0.09 | |
| 8 | 1.00 | 0.33 | |||
| 10 | 0.87 | 0.29 | |||
| 加工时间/s | 120 | 1.49 | 0.50 | 0.32 | |
| 240 | 0.98 | 0.33 | |||
| 360 | 0.53 | 0.18 | |||
轮廓 最大峰高 (Rp) | 磨料浓度/% | 30 | 2.56 | 0.85 | 0.35 |
| 45 | 1.50 | 0.50 | |||
| 60 | 1.66 | 0.55 | |||
| 加工压力/MPa | 6 | 2.03 | 0.68 | 0.13 | |
| 8 | 2.03 | 0.68 | |||
| 10 | 1.66 | 0.55 | |||
| 加工时间/s | 120 | 2.80 | 0.93 | 0.51 | |
| 240 | 1.67 | 0.56 | |||
| 360 | 1.25 | 0.42 |
Tab.4 Analysis of surface roughness range
| 分析指标 | 因素 | 水平 | K | k | 极差R |
|---|---|---|---|---|---|
轮廓算术 平均偏差 (Ra) | 磨料浓度/% | 30 | 1.29 | 0.43 | 0.16 |
| 45 | 0.82 | 0.27 | |||
| 60 | 0.89 | 0.30 | |||
| 加工压力/MPa | 6 | 1.13 | 0.38 | 0.09 | |
| 8 | 1.00 | 0.33 | |||
| 10 | 0.87 | 0.29 | |||
| 加工时间/s | 120 | 1.49 | 0.50 | 0.32 | |
| 240 | 0.98 | 0.33 | |||
| 360 | 0.53 | 0.18 | |||
轮廓 最大峰高 (Rp) | 磨料浓度/% | 30 | 2.56 | 0.85 | 0.35 |
| 45 | 1.50 | 0.50 | |||
| 60 | 1.66 | 0.55 | |||
| 加工压力/MPa | 6 | 2.03 | 0.68 | 0.13 | |
| 8 | 2.03 | 0.68 | |||
| 10 | 1.66 | 0.55 | |||
| 加工时间/s | 120 | 2.80 | 0.93 | 0.51 | |
| 240 | 1.67 | 0.56 | |||
| 360 | 1.25 | 0.42 |
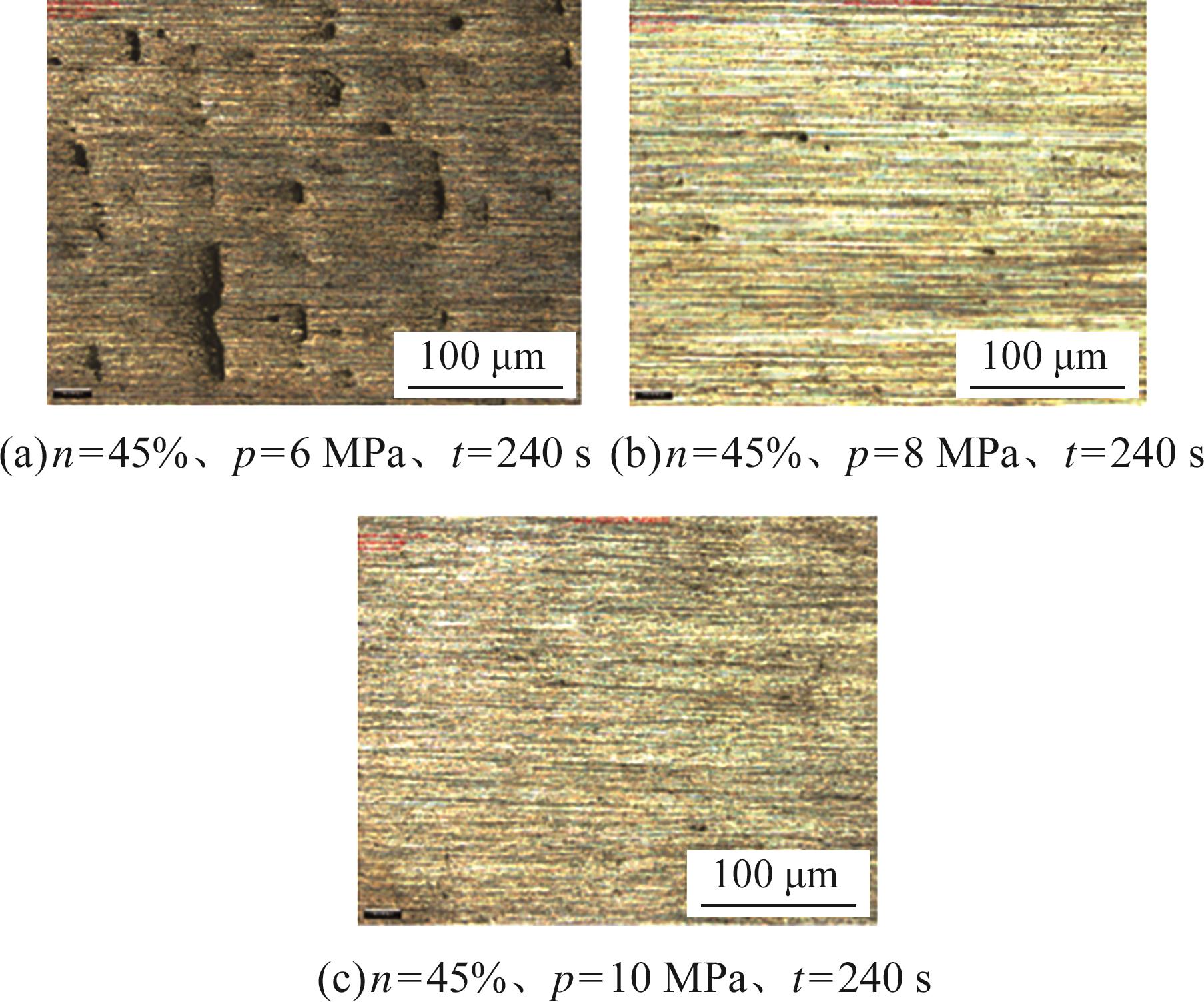
Fig.7 Typical morphology of characteristic parts flow channels under different pressures
| [1] | 王东方,刘超锋,陈少斌,等.推力室收扩段钎焊工艺优化分析试验[J].机械研究与应用,2021,34(3):124-130. |
| WANG Dongfang, LIU Chaofeng, CHEN Shaobin,et al.Optimization Analysis Test of Brazing Process in Thrust Chamber Convergent-divergent Section[J].Mechanical Research & Application,2021,34(3):124-130. | |
| [2] | YUN Yixin, WU Shujing, WANG Dazhong, et al. Impact of Multiple Abrasive Particles on Surface Properties of SiC: a Molecular Dynamics Simulation Study[J]. Vacuum, 2024, 230: 113624. |
| [3] | CHEN Ruling, ZHOU Pengju, LI Hui. Effect of Rotation of Abrasives on Material Removal in Chemical Mechanical Polishing Using a Proposed Three-body Model: Molecular Dynamics Simulation[J]. Tribology International, 2024, 196: 109716. |
| [4] | LI Junye, SONG Chao, DU Xin, et al. Effects of Machining Parameters on Abrasive Flow Machining of Single Crystal Γ-TiAl Alloy Based on Molecular Dynamics[J]. Micromachines, 2025, 16(1): 84. |
| [5] | ZHANG Cheng, WU Shujing, WANG Dazhong, et al. Wear Mechanism in Nano Polishing of SiCp/Al Composite Materials Using Molecular Dynamics[J]. The International Journal of Advanced Manufacturing Technology, 2024, 131(5): 3057-3069. |
| [6] | LI Jun, ZHAO Hongyan, GAO Xiujuan, et al. Material Removal Characteristic of Single Abrasive Scratching 4H-SiC Crystal with Different Crystal Surface[J]. Materials Science in Semiconductor Processing, 2024, 177: 108382. |
| [7] | LAVRINENKO V I. Recent Advances in Diamond-abrasive Machining of Hard and Brittle Materials (Review)[J]. Journal of Superhard Materials, 2025, 47(3): 214-221. |
| [8] | GAO Tinghong, LI Qi, DONG Kejun, et al. Molecular Simulation Study of the Subsurface Damage Mechanism of Silicon Carbide/Aluminum Composites during Laser-assisted Grinding[J]. Physica B: Condensed Matter, 2025, 713: 417394. |
| [9] | LI Xiaopeng, WANG Fazhan, LI Guangyuan, et al. Molecular Dynamics Simulation Study of the Friction and Wear Behavior of Mono-crystalline Iron Containing Bismuth at Different Roughnesses[J]. Physica Scripta, 2025, 100(8): 085914. |
| [10] | AHUIR-TORRES J I, CHEN Xun, AKAR Y, et al. Influence of the Grain Chemical Composition on the Fused Silica Polishing at Atomic Scale Using Molecular Dynamic Simulations[J]. Ceramics International, 2025, 51(7): 9278-9291. |
| [11] | ZHANG Wanxue, SONG Zhuang, PU Yu, et al. A Molecular Dynamics Study on Amorphization and Material Removal Mechanisms in CMP of Polycrystalline Diamond[J]. Surfaces and Interfaces, 2025, 72: 107205. |
| [12] | ZHOU P, LI X, CHEUNG C F, et al. Dependence of Deformation and Damage Behaviors on Nano Scratch Defects of Monocrystalline 3C-SiC in Fixed Abrasive Processes[J]. Surfaces and Interfaces, 2025, 59: 105931. |
| [13] | LI Xue, ZHAO Dongdong, LIU Ning, et al. Effects of Abrasive Scratching Depth on Chemical Reaction of SiC Substrate[J]. Computational Materials Science, 2025, 253: 113864. |
| [14] | 刘维伟,吕谦,雷力明,等.增材制造预旋喷嘴表面高质量光整技术研究[J].西北工业大学学报,2021,39(2):109-115. |
| LIU Weiwei, Qian LYU, LEI Liming,et al.Study on High Quality Surface Finishing Technology of Pre-spinning Nozzle in Additive Manufacturing[J].Journal of Northwestern Polytechnical University,2021,39(2):109-115. | |
| [15] | 吕谦. 收扩段增材制造特征件磨粒流光整机理研究[D].西安:西北工业大学,2021. |
| LYU Qian, Research on the Mechanism of Abrasive Flow Finishing for the Convergent and Divergent Section Feature Parts in Additive Manufacturing[D].Xi'an:Northwestern Polytechnical University,2021. |
| [1] | XIONG Xiaochen, ZHOU Yan, ZHOU Xiangman, WU Haihua, HUA Lin, HU Zeqi, QIN Xunpeng, DENG Shaohua. Strength-ductility Synergy Control of Key Overflow Components of Hydro- turbines by Follow-up Hot-hammering-assisted Wire Arc Additive Remanufacturing [J]. China Mechanical Engineering, 2025, 36(12): 3010-3016. |
| [2] | Tianyu MA, Gu GONG, Hongrui CAO, Jianghai SHI, Xunkai WEI, Lijun ZHANG. Molecular Dynamics Simulation of Microscopic Crack Initiation and Extension Mechanism in 8Cr4Mo4V Bearing Steels [J]. China Mechanical Engineering, 2025, 36(10): 2179-2189. |
| [3] | Zhaobo PENG, Jinxing KONG, Dongxing DU, Hankun LUO, Hen YUE. Experimental and Molecular Dynamics Simulation for Mechanics Properties of 45 Steel Treated by Plasma [J]. China Mechanical Engineering, 2025, 36(10): 2190-2197. |
| [4] | Jingjing CHEN, Sha CHEN, Haiyan ZHU, Junjun YUAN, Zeyu LUO. Mechanism Analysis of Material Remove and Subsurface Layer Damages for SiC during Nanocutting Processes [J]. China Mechanical Engineering, 2025, 36(10): 2312-2321. |
| [5] | Kai YANG, Lei WANG, Yongkai TANG, Moubin LIU, Ziao GUO. Development and Applications of Metal Laser Additive Manufacturing Technology for High-end Equipment [J]. China Mechanical Engineering, 2025, 36(09): 2068-2080. |
| [6] | JIANG Feng1, 2, HU Ronghui1, DENG Jiedong1, ZHANG Tian1, HUANG Guoqin1, 2, XU Yangli1, 2, LI Yousheng3, LIU Chao4. Development Trends and Prospects of Additive Manufacturing Technology for Cemented Carbide Cutting Tools [J]. China Mechanical Engineering, 2025, 36(06): 1300-1313. |
| [7] | ZHENG Jiangfeng1, 2, 3, ZHANG Guoqing1, 2, 3, HAN Junhong1, 2, 3, LAI Zhihui1, 2, 3. Research on Mechanism of Nano-surface Generation in Diamond Cutting Single-crystal Nickels [J]. China Mechanical Engineering, 2025, 36(05): 963-973. |
| [8] | JIANG Shijie1, 2, XU Zizhao1, LI Shuguang1, WANG Fei1, HUANG Xuzhen3. Study on Forming and Mechanics Properties of 17-4PH Stainless Steel Parts Fabricated by MFFF Technique [J]. China Mechanical Engineering, 2025, 36(03): 593-603. |
| [9] | WU Menghua1, JIANG Bingchun1, XIAO Yuqing2, JIA Weiping2. Effects of Magnetic Fields on Growth Pattern of Three-dimensional Microstructures in MLED-AM [J]. China Mechanical Engineering, 2024, 35(11): 2035-2042. |
| [10] | ZHANG Luo1, LIU Mingming2, CHEN Ruimin1, DAN Peng1, GUO Nan1. Simulation and Experimental Study of Deformation Control of Large-size and Thin-wall Parts by SLM [J]. China Mechanical Engineering, 2024, 35(09): 1653-1658,1709. |
| [11] | ZHANG Zhen, GUO Ce, HU Caiji, ZHENG Wei. Research on Self-repairing Structure Design and Repair Performance Based on Additive Manufacturing Technology [J]. China Mechanical Engineering, 2024, 35(01): 144-151. |
| [12] | LI Xiaorui, ZHAO Wei, LI Hao, SHI Weiqi, HE Ning. Experimental Study of High-speed Turning of Hardened Bearing Steels under High-pressure Cryogenic CO2 Jet Cooling Conditions [J]. China Mechanical Engineering, 2023, 34(24): 2975-2985. |
| [13] | ZHANG Qicong, JIANG Chen, YE Hui, SHEN Lingxin, JIAO Mengdie. Design and Processing Research of Dynamic Pressure Assisted Non-Newtonian Fluid Polishing Tools [J]. China Mechanical Engineering, 2023, 34(23): 2805-2811,2823. |
| [14] | XUE Kai, GUO Runlan, HUANG Huiyang, HUANG Hua. Structural Optimization Method of Additive Manufacturing Model Based on Point Cloud Data [J]. China Mechanical Engineering, 2023, 34(20): 2482-2488. |
| [15] | KE Qingdi, LUO Junyou, JIANG Shouzhi, HUANG Haihong, . Construction of Ultrasonic-Stress Inversion Model Based on Distribution States of Coating Materials [J]. China Mechanical Engineering, 2023, 34(18): 2230-2237. |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||