

ISSN 1004-132X
CN 42-1294/TH
CN 42-1294/TH
China Mechanical Engineering ›› 2025, Vol. 36 ›› Issue (8): 1883-1892.DOI: 10.3969/j.issn.1004-132X.2025.08.023
Jiyuan HAN1, Jiahao ZHANG2, Yong ZHAN3, Hongyi ZHANG3, Dongyue QU3( )
)
Received:2024-06-11
Online:2025-08-25
Published:2025-09-18
Contact:
Dongyue QU
韩济远1, 张嘉豪2, 展勇3, 张鸿羿3, 曲东越3()
通讯作者:
曲东越
作者简介:韩济远,男,1998年生,硕士。研究方向为机械制造工艺。
基金资助:CLC Number:
Jiyuan HAN, Jiahao ZHANG, Yong ZHAN, Hongyi ZHANG, Dongyue QU. Prediction of Residual Stress in Boring Main Bearing Holes of Marine Diesel Engine Bodies[J]. China Mechanical Engineering, 2025, 36(8): 1883-1892.
韩济远, 张嘉豪, 展勇, 张鸿羿, 曲东越. 船用柴油机机体主轴承孔镗削加工残余应力预测[J]. 中国机械工程, 2025, 36(8): 1883-1892.
Add to citation manager EndNote|Ris|BibTeX
URL: https://www.cmemo.org.cn/EN/10.3969/j.issn.1004-132X.2025.08.023
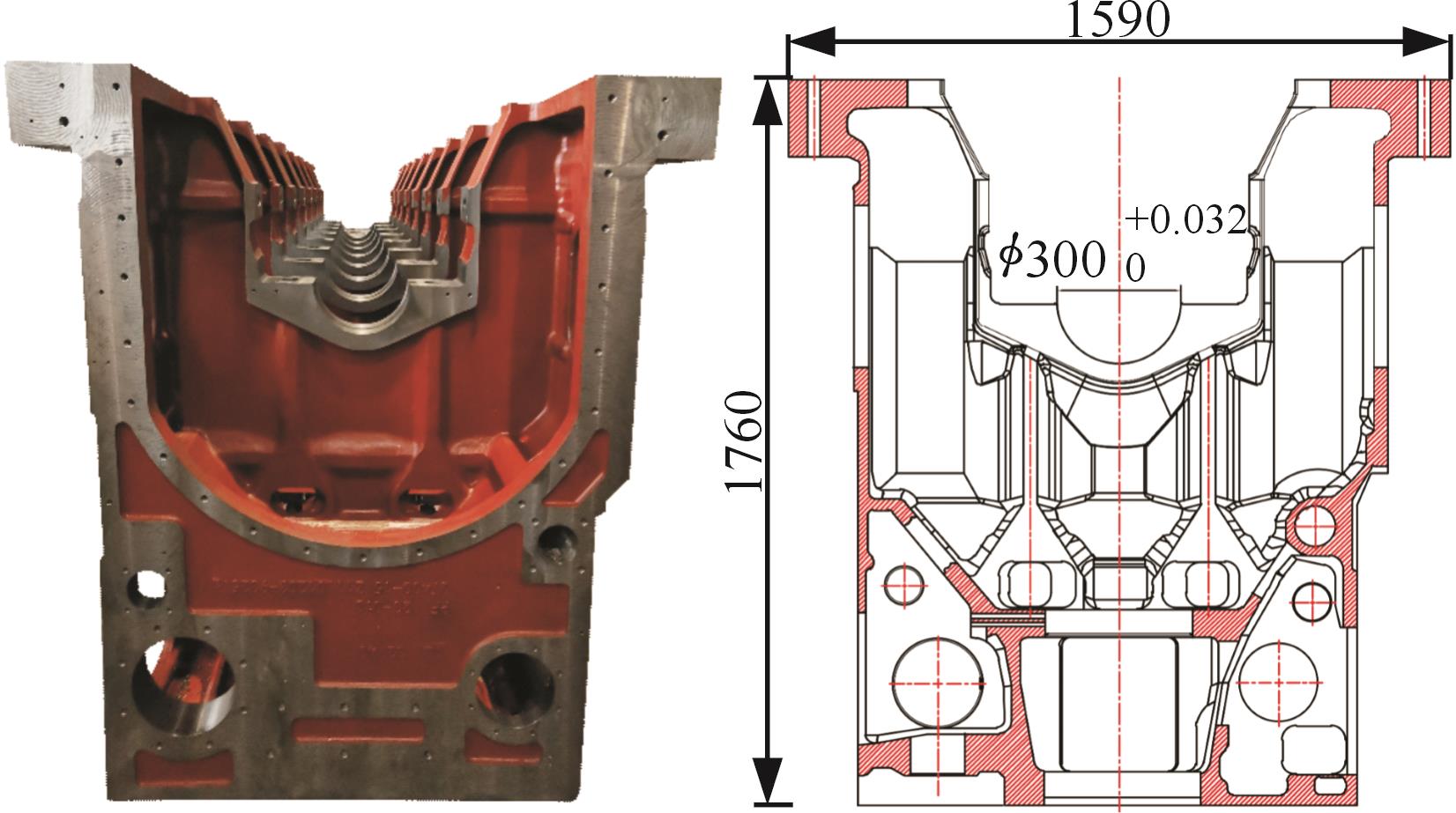
Fig.1 Main bearing holes of marine diesel engine bodies
| A/MPa | B/MPa | n | C | m | Tm/℃ | Tr/℃ | |
|---|---|---|---|---|---|---|---|
| 293.8 | 230.2 | 0.578 | 0.0652 | 0.706 | 1522 | 20 | 0.0021 |
Tab.1 Parameters of J-C constitutive model for Q235
| A/MPa | B/MPa | n | C | m | Tm/℃ | Tr/℃ | |
|---|---|---|---|---|---|---|---|
| 293.8 | 230.2 | 0.578 | 0.0652 | 0.706 | 1522 | 20 | 0.0021 |
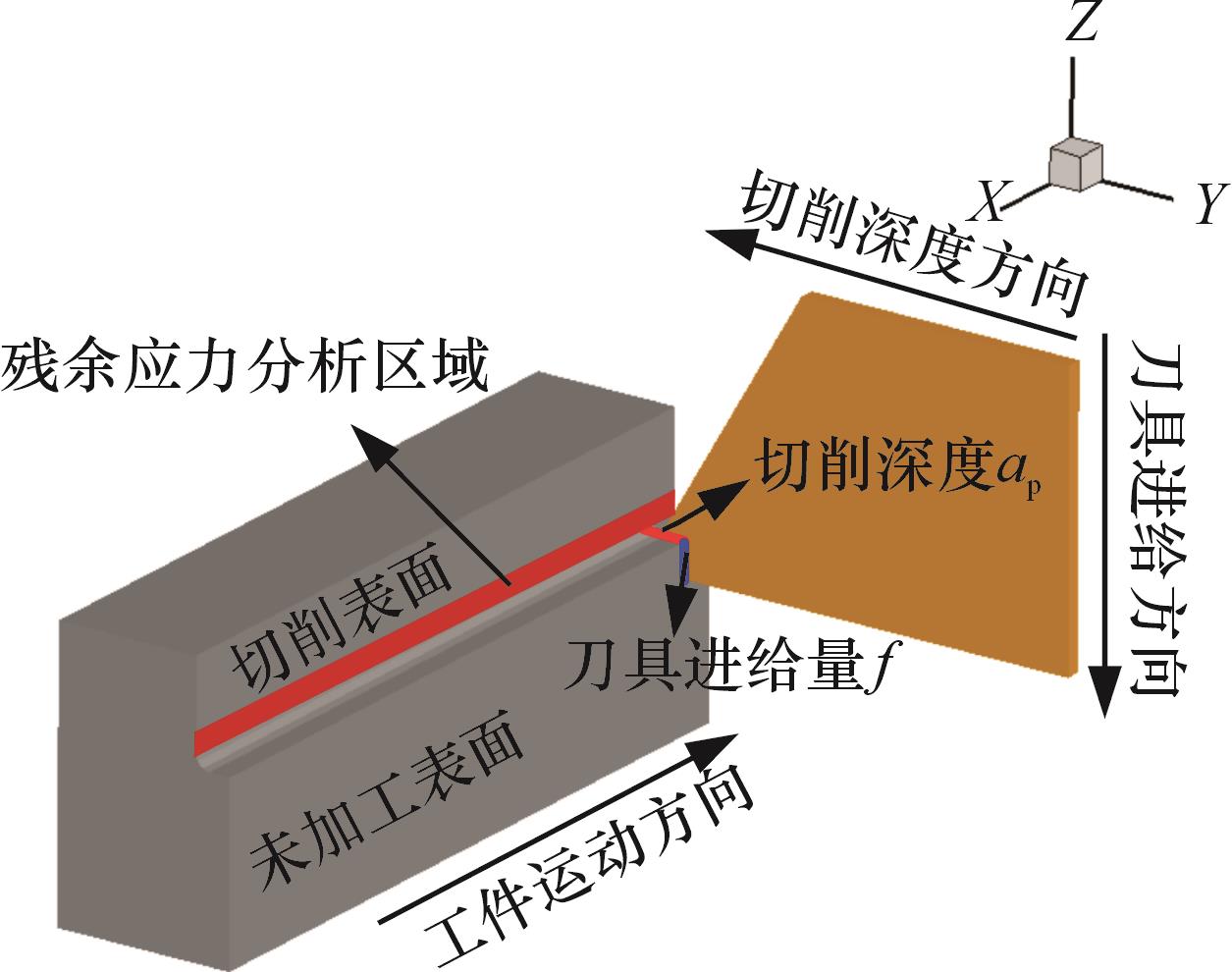
Fig.2 Diagram of boring parameters in the simulation model
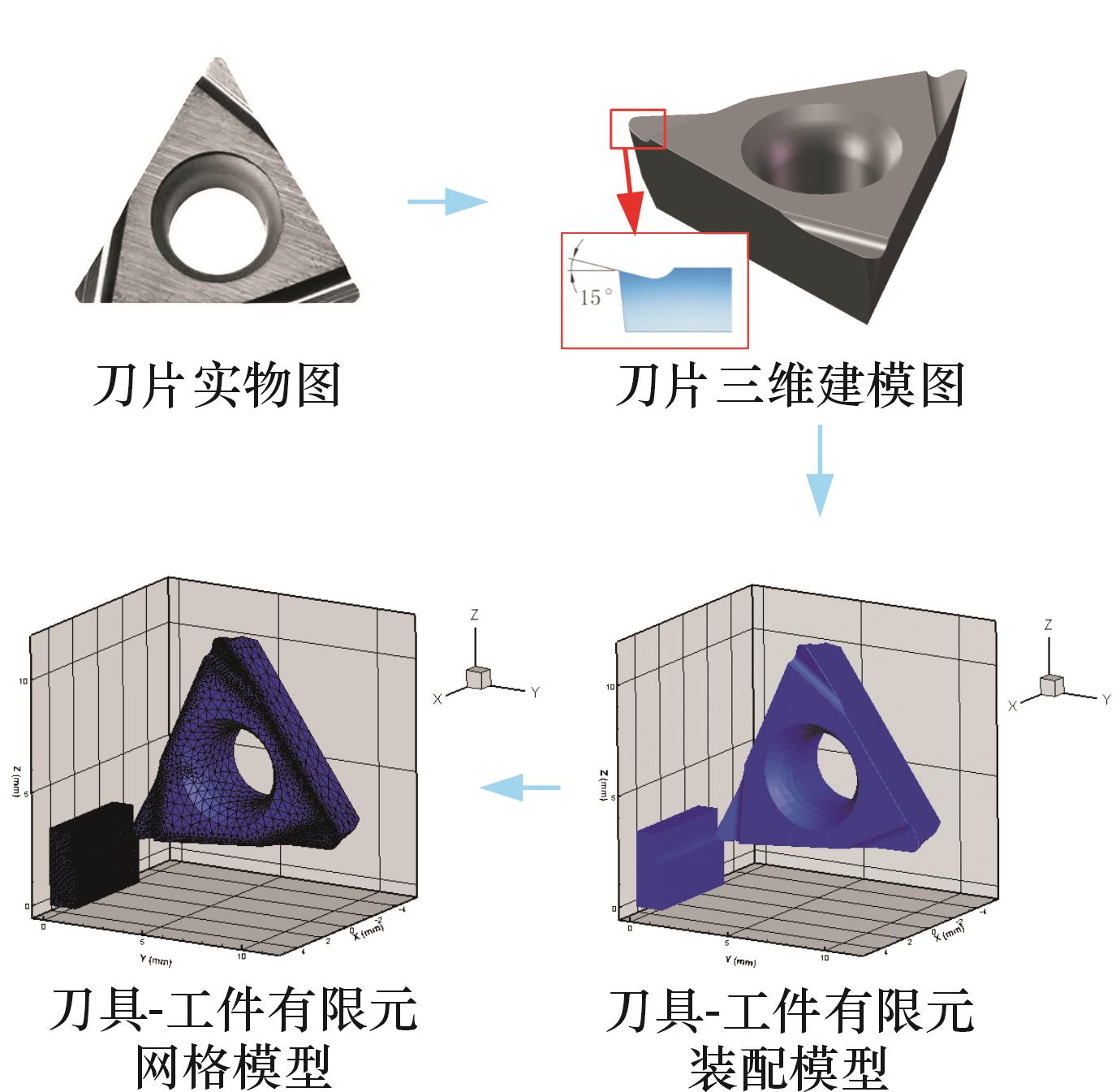
Fig.3 Schematic diagram of finite element model establishment
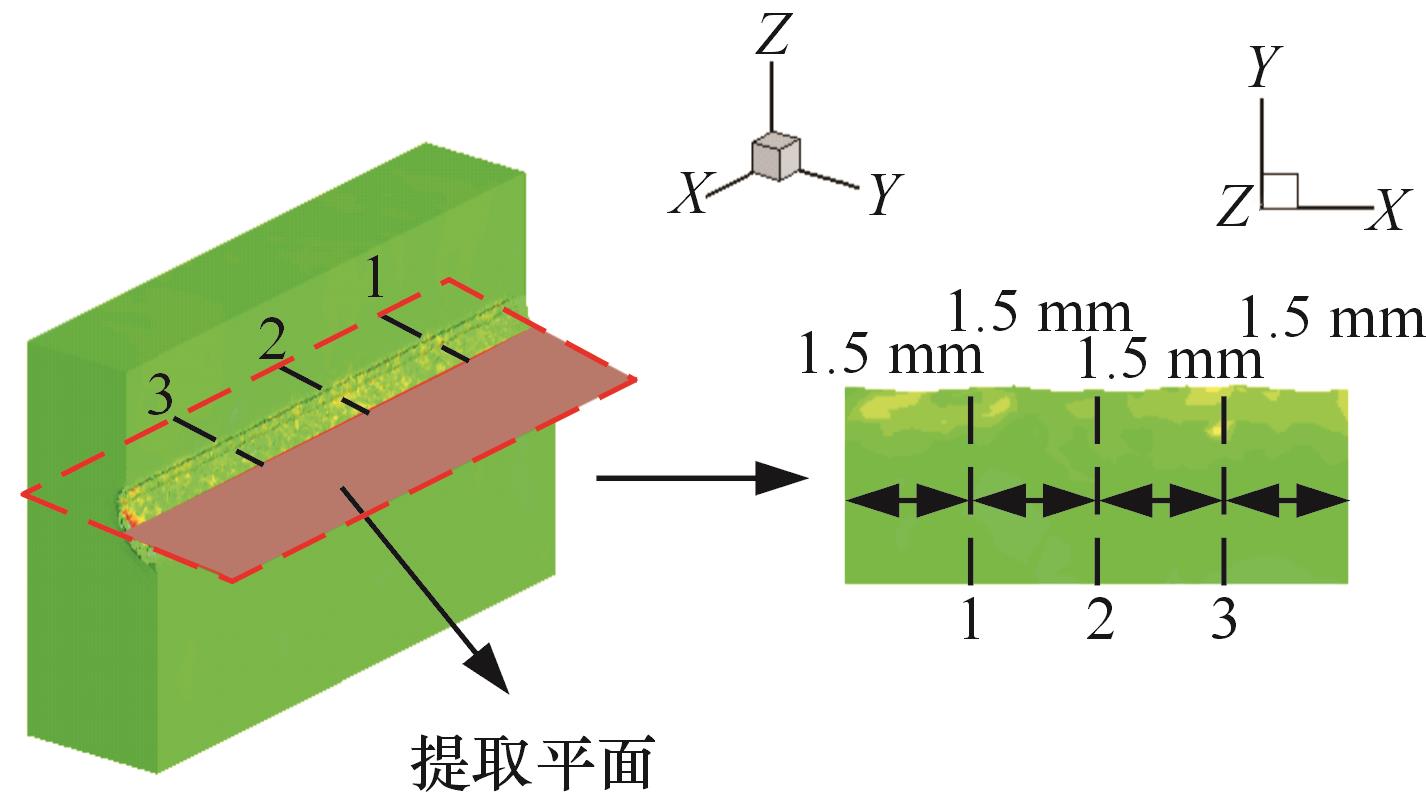
Fig.4 Flowchart for extracting machining residual stresses along the depth direction
实验 编号 | 切削速度/ (m·min-1) | 切削深度/ mm | 进给量/ (mm·r-1) | 仿真表面残余 应力/MPa |
|---|---|---|---|---|
| 1 | 75.398 | 0.1 | 0.05 | 191.640 |
| 2 | 94.248 | 0.2 | 0.05 | 238.855 |
| 3 | 117.809 | 0.3 | 0.05 | 306.562 |
| 4 | 94.248 | 0.1 | 0.10 | 256.518 |
| 5 | 117.809 | 0.2 | 0.10 | 310.733 |
| 6 | 75.398 | 0.3 | 0.10 | 202.779 |
| 7 | 117.809 | 0.1 | 0.15 | 330.839 |
| 8 | 75.398 | 0.2 | 0.15 | 207.642 |
| 9 | 94.248 | 0.3 | 0.15 | 326.356 |
Tab.2 Simulated values of residual stress in orthogonal experimental groups
实验 编号 | 切削速度/ (m·min-1) | 切削深度/ mm | 进给量/ (mm·r-1) | 仿真表面残余 应力/MPa |
|---|---|---|---|---|
| 1 | 75.398 | 0.1 | 0.05 | 191.640 |
| 2 | 94.248 | 0.2 | 0.05 | 238.855 |
| 3 | 117.809 | 0.3 | 0.05 | 306.562 |
| 4 | 94.248 | 0.1 | 0.10 | 256.518 |
| 5 | 117.809 | 0.2 | 0.10 | 310.733 |
| 6 | 75.398 | 0.3 | 0.10 | 202.779 |
| 7 | 117.809 | 0.1 | 0.15 | 330.839 |
| 8 | 75.398 | 0.2 | 0.15 | 207.642 |
| 9 | 94.248 | 0.3 | 0.15 | 326.356 |
| w(C) | w(Si) | w(Mn) | w(P) | w(S) |
|---|---|---|---|---|
| 0.13 | 0.32 | 1.43 | 0.028 | 0.022 |
| w(Fe) | w(Nb) | w(Alt) | w(V) | w(Cev) |
| 97.687 | 0.003 | 0.004 | 0.006 | 0.37 |
Tab.3 The chemical composition of Q235 steel (mass fraction)
| w(C) | w(Si) | w(Mn) | w(P) | w(S) |
|---|---|---|---|---|
| 0.13 | 0.32 | 1.43 | 0.028 | 0.022 |
| w(Fe) | w(Nb) | w(Alt) | w(V) | w(Cev) |
| 97.687 | 0.003 | 0.004 | 0.006 | 0.37 |
密度/ (g·cm-3) | 硬度HRC/MPa | 屈服极限/MPa | 弹性模量/GPa |
|---|---|---|---|
| 7.85 | 17 | 295 | 198.7 |
| 泊松比 | 热膨胀系数/K-1 | 热导率/(W·(m·K)-1) | |
| 0.25 | 10.6×10-6 | 49 |
Tab.4 The physical properties of Q235 steel
密度/ (g·cm-3) | 硬度HRC/MPa | 屈服极限/MPa | 弹性模量/GPa |
|---|---|---|---|
| 7.85 | 17 | 295 | 198.7 |
| 泊松比 | 热膨胀系数/K-1 | 热导率/(W·(m·K)-1) | |
| 0.25 | 10.6×10-6 | 49 |
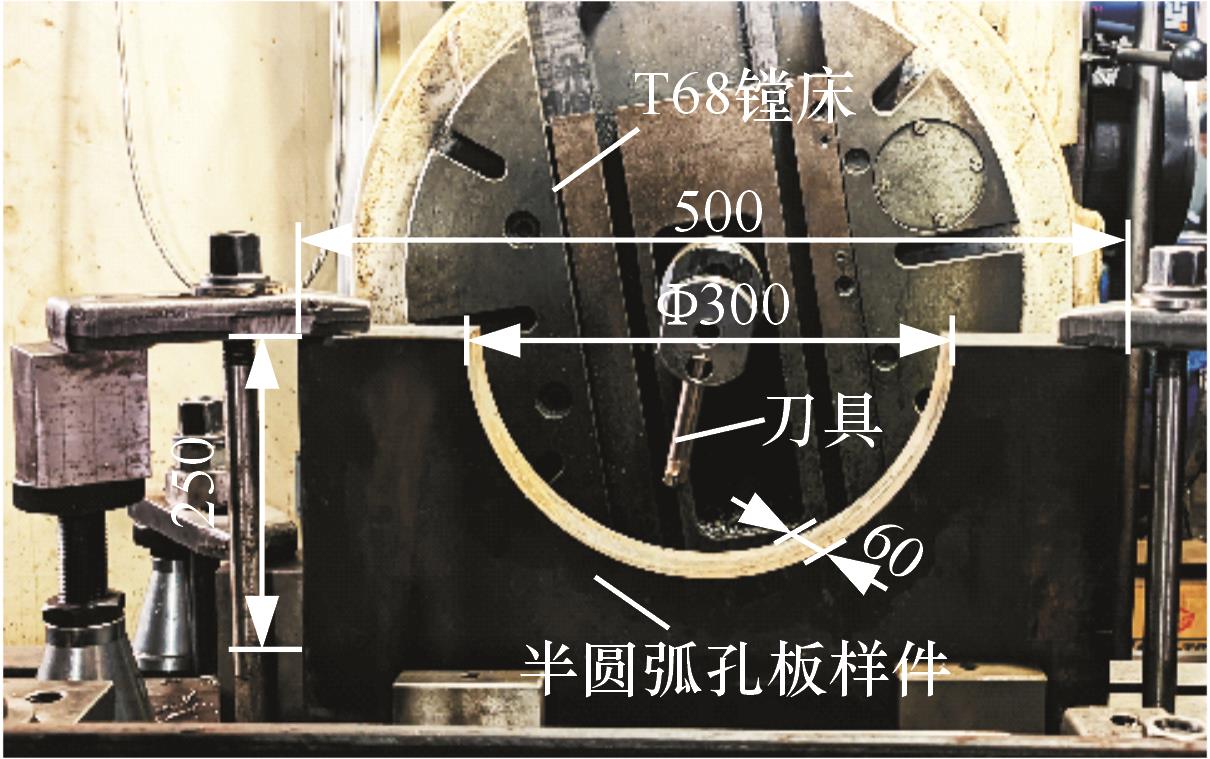
Fig.5 Boring machining sample
| 前角γ0/(°) | 后角α0/ (°) | 主偏角κr/(°) | 刀尖圆弧 半径rε /mm | 切削刃钝圆 半径re /μm |
|---|---|---|---|---|
| 15 | 11 | 95 | 0.4 | 20 |
Tab.5 The geometric parameters of the cutting tool
| 前角γ0/(°) | 后角α0/ (°) | 主偏角κr/(°) | 刀尖圆弧 半径rε /mm | 切削刃钝圆 半径re /μm |
|---|---|---|---|---|
| 15 | 11 | 95 | 0.4 | 20 |
| 切削参数 | 试验水平 | ||
|---|---|---|---|
| 1 | 2 | 3 | |
| 切削速度v/(m·min-1) | 75.398 | 94.248 | 117.809 |
| 切削深度ap/mm | 0.1 | 0.2 | 0.3 |
| 切削进给量f/(mm·r-1) | 0.05 | 0.10 | 0.15 |
Tab.6 Cutting parameters at specific levels and values
| 切削参数 | 试验水平 | ||
|---|---|---|---|
| 1 | 2 | 3 | |
| 切削速度v/(m·min-1) | 75.398 | 94.248 | 117.809 |
| 切削深度ap/mm | 0.1 | 0.2 | 0.3 |
| 切削进给量f/(mm·r-1) | 0.05 | 0.10 | 0.15 |
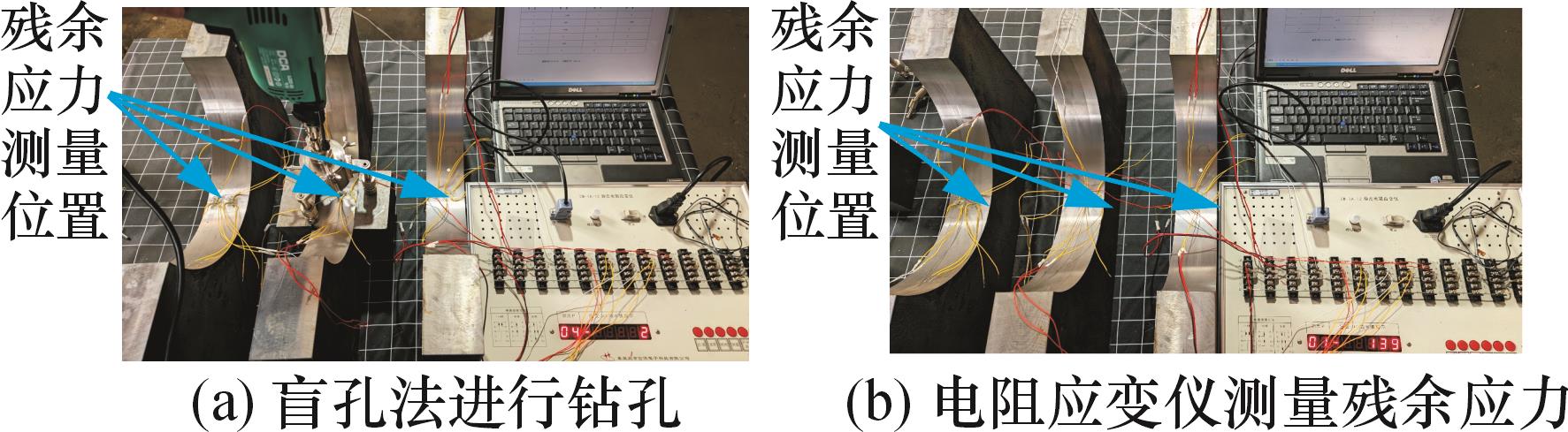
Fig.6 Experiment of residual stress measurement based on the blind hole method
| 编号 | 切削速度v/ (m·min-1) | 切削深度ap/ mm | 进给量f/ (mm·r-1) | X向残余应力/ MPa | Y向残余应力/ MPa | 表层残余应力/ MPa |
|---|---|---|---|---|---|---|
| 1 | 75.398 | 0.3 | 0.05 | 171.114 | 99.8287 | 198.106 |
| 2 | 94.248 | 0.2 | 0.05 | 160.871 | 124.017 | 203.125 |
| 3 | 117.809 | 0.3 | 0.05 | 221.097 | 122.587 | 267.881 |
| 4 | 94.248 | 0.2 | 0.15 | 238.106 | 143.869 | 263.785 |
| 5 | 75.398 | 0.1 | 0.15 | 177.757 | 122.787 | 216.042 |
| 6 | 117.809 | 0.3 | 0.15 | 270.404 | 204.146 | 338.813 |
| 7 | 75.398 | 0.2 | 0.10 | 168.366 | 130.232 | 212.855 |
| … | … | … | … | … | … | … |
| … | … | … | … | … | … | … |
| 20 | 94.248 | 0.1 | 0.10 | 195.016 | 101.220 | 219.719 |
| 21 | 94.248 | 0.3 | 0.05 | 204.505 | 94.688 | 225.362 |
| 22 | 94.248 | 0.1 | 0.15 | 229.226 | 104.637 | 251.979 |
| 23 | 94.248 | 0.3 | 0.15 | 206.740 | 191.327 | 281.687 |
Tab.7 Measurement results of the response surface experiment for surface residual stress
| 编号 | 切削速度v/ (m·min-1) | 切削深度ap/ mm | 进给量f/ (mm·r-1) | X向残余应力/ MPa | Y向残余应力/ MPa | 表层残余应力/ MPa |
|---|---|---|---|---|---|---|
| 1 | 75.398 | 0.3 | 0.05 | 171.114 | 99.8287 | 198.106 |
| 2 | 94.248 | 0.2 | 0.05 | 160.871 | 124.017 | 203.125 |
| 3 | 117.809 | 0.3 | 0.05 | 221.097 | 122.587 | 267.881 |
| 4 | 94.248 | 0.2 | 0.15 | 238.106 | 143.869 | 263.785 |
| 5 | 75.398 | 0.1 | 0.15 | 177.757 | 122.787 | 216.042 |
| 6 | 117.809 | 0.3 | 0.15 | 270.404 | 204.146 | 338.813 |
| 7 | 75.398 | 0.2 | 0.10 | 168.366 | 130.232 | 212.855 |
| … | … | … | … | … | … | … |
| … | … | … | … | … | … | … |
| 20 | 94.248 | 0.1 | 0.10 | 195.016 | 101.220 | 219.719 |
| 21 | 94.248 | 0.3 | 0.05 | 204.505 | 94.688 | 225.362 |
| 22 | 94.248 | 0.1 | 0.15 | 229.226 | 104.637 | 251.979 |
| 23 | 94.248 | 0.3 | 0.15 | 206.740 | 191.327 | 281.687 |
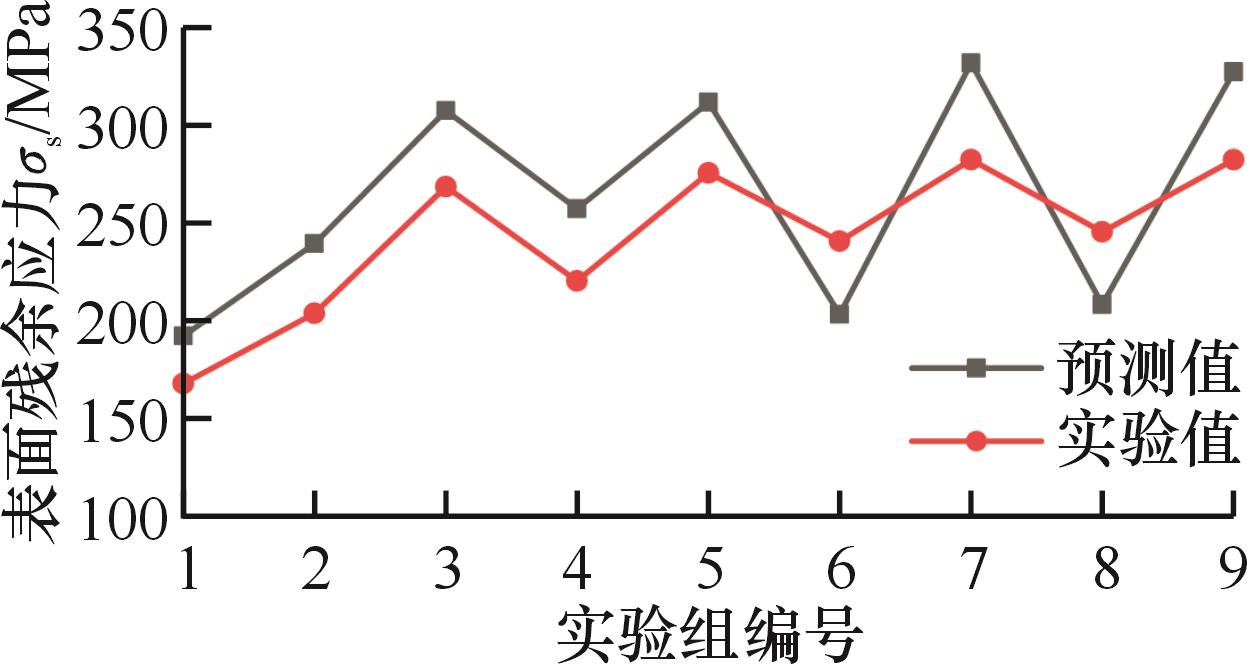
Fig.7 Comparison of predicted and experimental values of surface residual stress
| 切削参数 | 切削速度v/ (m·min-1) | 切削深度 ap/mm | 进给量f/ (mm·r-1) | |
|---|---|---|---|---|
| Kavg1 | 167.458 | 178.781 | 169.151 | |
| Kavg2 | 187.542 | 200.046 | 204.363 | |
| Kavg3 | 225.721 | 201.895 | 207.207 | |
| R1 | 58.263 | 23.114 | 38.056 | |
| Kavg4 | 137.822 | 130.628 | 118.797 | |
| Kavg5 | 138.855 | 133.291 | 131.900 | |
| Kavg6 | 145.598 | 158.355 | 171.577 | |
| R2 | 7.776 | 27.727 | 52.779 | |
| Kavg7 | 217.431 | 222.938 | 212.831 | |
| Kavg8 | 234.844 | 240.893 | 244.821 | |
| Kavg9 | 274.745 | 263.189 | 269.368 | |
| R3 | 57.314 | 40.251 | 56.537 | |
Tab.8 Range analysis of residual stress in machining
| 切削参数 | 切削速度v/ (m·min-1) | 切削深度 ap/mm | 进给量f/ (mm·r-1) | |
|---|---|---|---|---|
| Kavg1 | 167.458 | 178.781 | 169.151 | |
| Kavg2 | 187.542 | 200.046 | 204.363 | |
| Kavg3 | 225.721 | 201.895 | 207.207 | |
| R1 | 58.263 | 23.114 | 38.056 | |
| Kavg4 | 137.822 | 130.628 | 118.797 | |
| Kavg5 | 138.855 | 133.291 | 131.900 | |
| Kavg6 | 145.598 | 158.355 | 171.577 | |
| R2 | 7.776 | 27.727 | 52.779 | |
| Kavg7 | 217.431 | 222.938 | 212.831 | |
| Kavg8 | 234.844 | 240.893 | 244.821 | |
| Kavg9 | 274.745 | 263.189 | 269.368 | |
| R3 | 57.314 | 40.251 | 56.537 | |
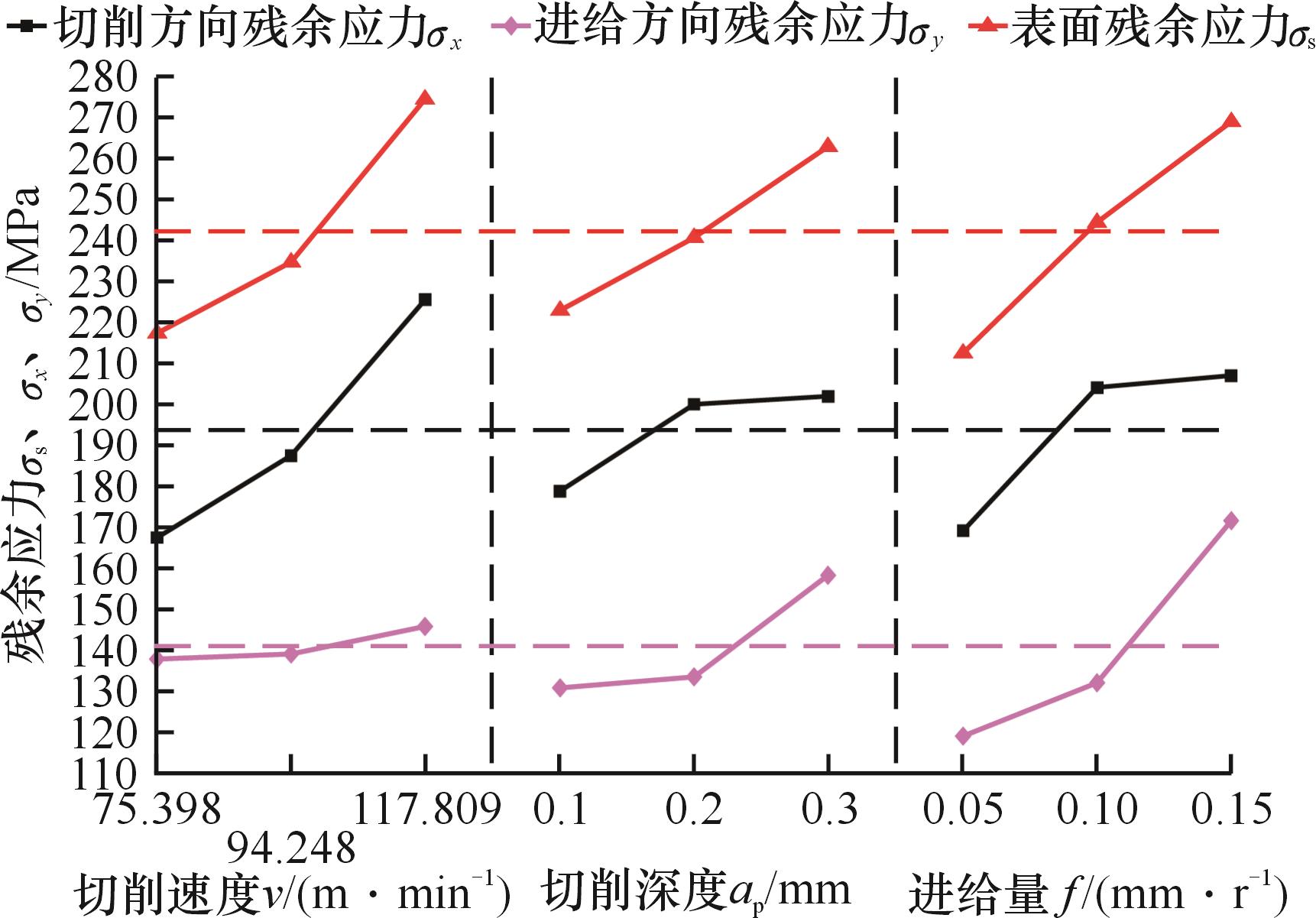
Fig.8 Main effect chart of cutting parameters
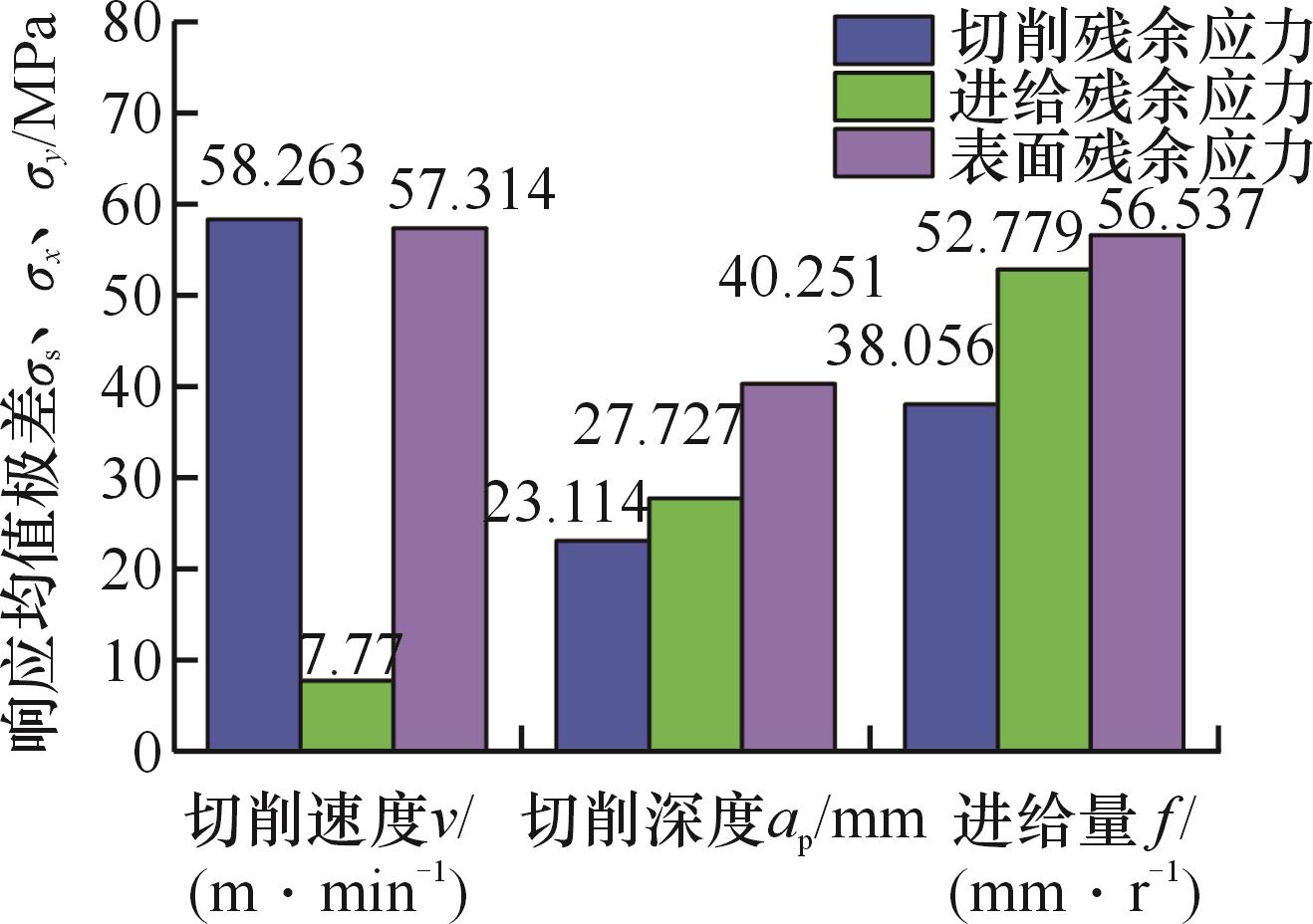
Fig.9 Range analysis plot of cutting parameters
| 平方和 | 均方差 | F值 | P值 | 显著性 | |
|---|---|---|---|---|---|
| 模型 | 25 409.55 | 2823.28 | 692.59 | <0.0001 | 显著 |
| A | 11 022.27 | 11 022.27 | 2703.90 | <0.0001 | 显著 |
| B | 4567.87 | 4567.87 | 1120.56 | <0.0001 | 显著 |
| C | 9013.77 | 9013.77 | 2211.19 | <0.0001 | 显著 |
| AB | 21.72 | 21.72 | 5.33 | 0.0436 | 显著 |
| AC | 2.10 | 2.10 | 0.5155 | 0.4892 | — |
| BC | 205.82 | 205.82 | 50.49 | <0.0001 | 显著 |
| A² | 80.28 | 80.28 | 19.69 | 0.0013 | 显著 |
| B² | 36.07 | 36.07 | 8.85 | 0.0139 | 显著 |
| C² | 4.26 | 4.26 | 1.05 | 0.3306 | — |
| 残差 | 40.76 | 4.08 | — | — | — |
| 失拟项 | 30.15 | 6.03 | 2.84 | 0.1384 | 不显著 |
| 纯误差 | 10.62 | 2.12 | — | — | — |
| 总离差 | 25450.31 | — | — | — | — |
Tab.9 Significance test of response surface model
| 平方和 | 均方差 | F值 | P值 | 显著性 | |
|---|---|---|---|---|---|
| 模型 | 25 409.55 | 2823.28 | 692.59 | <0.0001 | 显著 |
| A | 11 022.27 | 11 022.27 | 2703.90 | <0.0001 | 显著 |
| B | 4567.87 | 4567.87 | 1120.56 | <0.0001 | 显著 |
| C | 9013.77 | 9013.77 | 2211.19 | <0.0001 | 显著 |
| AB | 21.72 | 21.72 | 5.33 | 0.0436 | 显著 |
| AC | 2.10 | 2.10 | 0.5155 | 0.4892 | — |
| BC | 205.82 | 205.82 | 50.49 | <0.0001 | 显著 |
| A² | 80.28 | 80.28 | 19.69 | 0.0013 | 显著 |
| B² | 36.07 | 36.07 | 8.85 | 0.0139 | 显著 |
| C² | 4.26 | 4.26 | 1.05 | 0.3306 | — |
| 残差 | 40.76 | 4.08 | — | — | — |
| 失拟项 | 30.15 | 6.03 | 2.84 | 0.1384 | 不显著 |
| 纯误差 | 10.62 | 2.12 | — | — | — |
| 总离差 | 25450.31 | — | — | — | — |
实验 编号 | 切削速度v/(m·min-1) | 切削深度ap/mm | 进给量f/(mm·r-1) | 实验表面残余应力/MPa | 预测表面残余应力/MPa |
|---|---|---|---|---|---|
| 1 | 94.248 | 0.3 | 0.05 | 225.362 | 223.071 |
| 2 | 94.248 | 0.1 | 0.15 | 251.979 | 240.628 |
| 3 | 94.248 | 0.3 | 0.15 | 281.687 | 293.166 |
| 4 | 75.398 | 0.1 | 0.05 | 167.487 | 168.640 |
| 5 | 75.398 | 0.2 | 0.15 | 244.808 | 238.719 |
Tab.10 Experimental and predicted values of the surface residual stress prediction model
实验 编号 | 切削速度v/(m·min-1) | 切削深度ap/mm | 进给量f/(mm·r-1) | 实验表面残余应力/MPa | 预测表面残余应力/MPa |
|---|---|---|---|---|---|
| 1 | 94.248 | 0.3 | 0.05 | 225.362 | 223.071 |
| 2 | 94.248 | 0.1 | 0.15 | 251.979 | 240.628 |
| 3 | 94.248 | 0.3 | 0.15 | 281.687 | 293.166 |
| 4 | 75.398 | 0.1 | 0.05 | 167.487 | 168.640 |
| 5 | 75.398 | 0.2 | 0.15 | 244.808 | 238.719 |
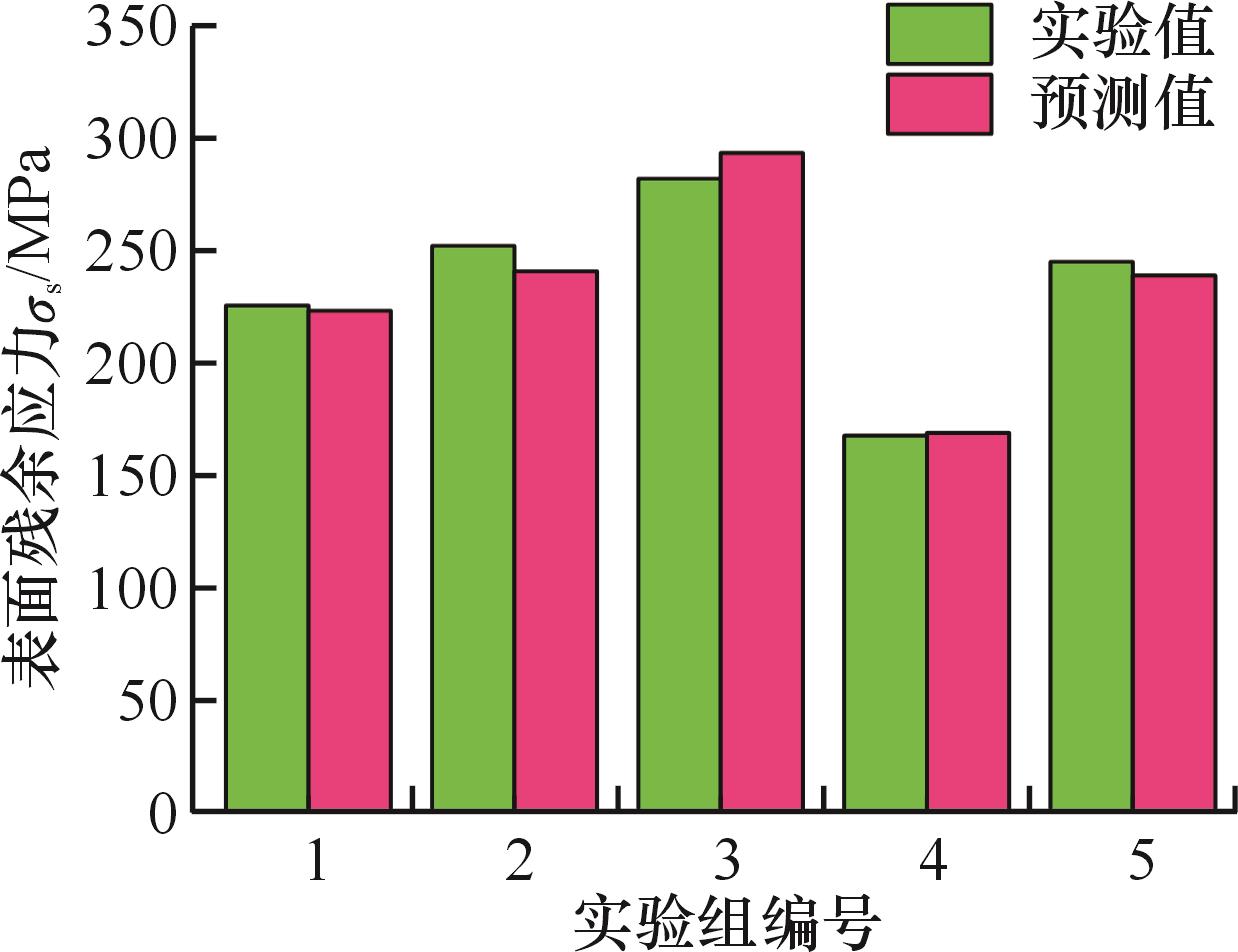
Fig.10 Comparison of predicted and experimental result for surface residual stress
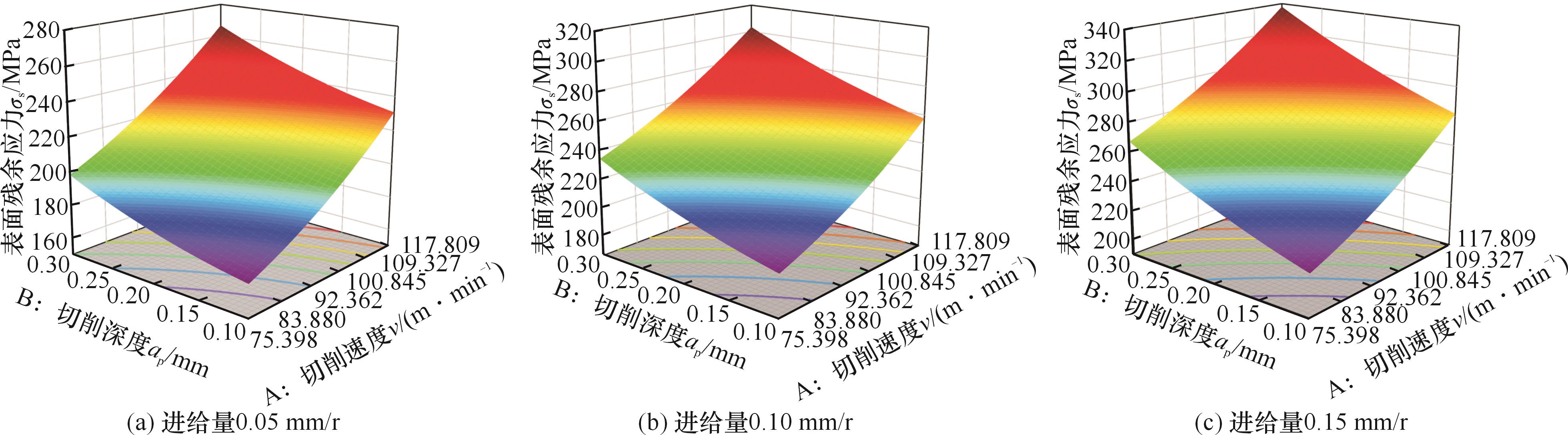
Fig.11 Response surface and contour map of cutting speed and cutting depth on boring surface residual stresses
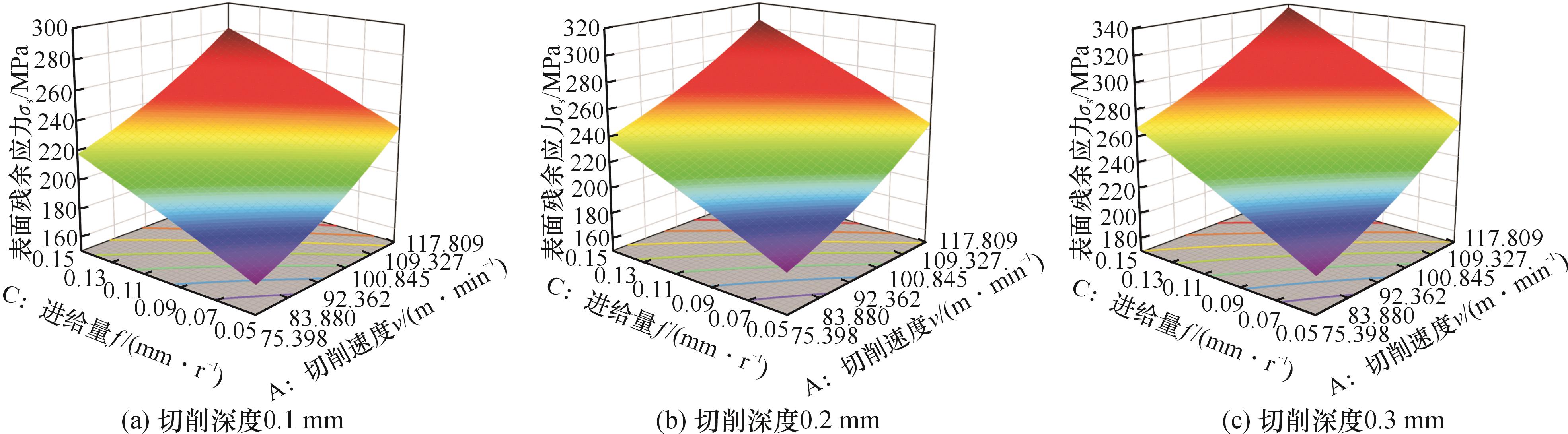
Fig.12 Response surface and contour map of cutting speed and feed rate on boring surface residual stresses
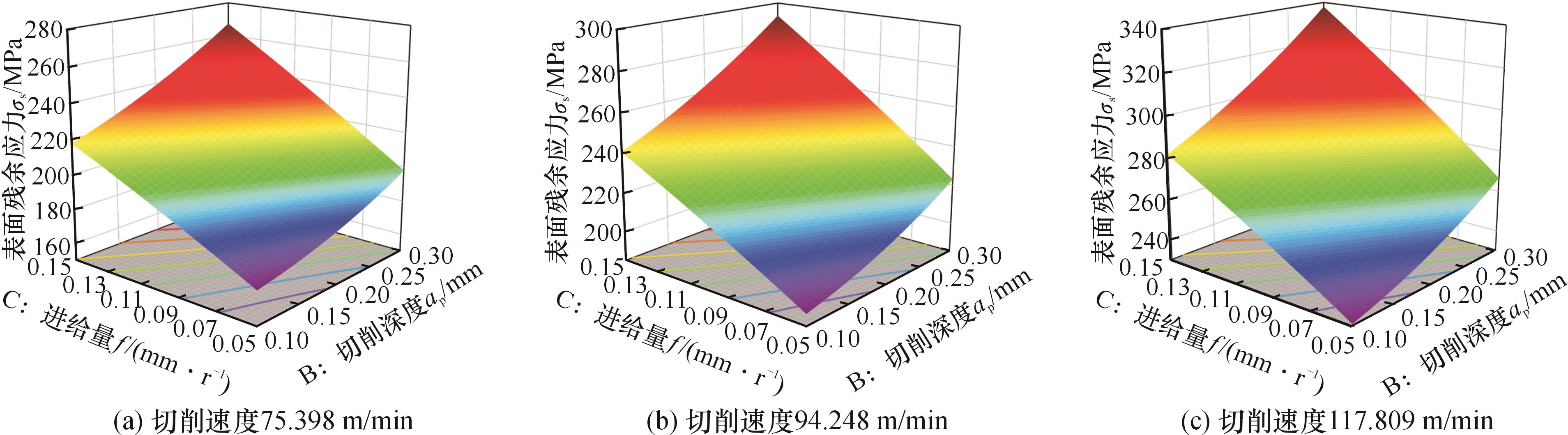
Fig.13 Response surface and contour map of cutting depth and feed rate on boring surface residual stresses
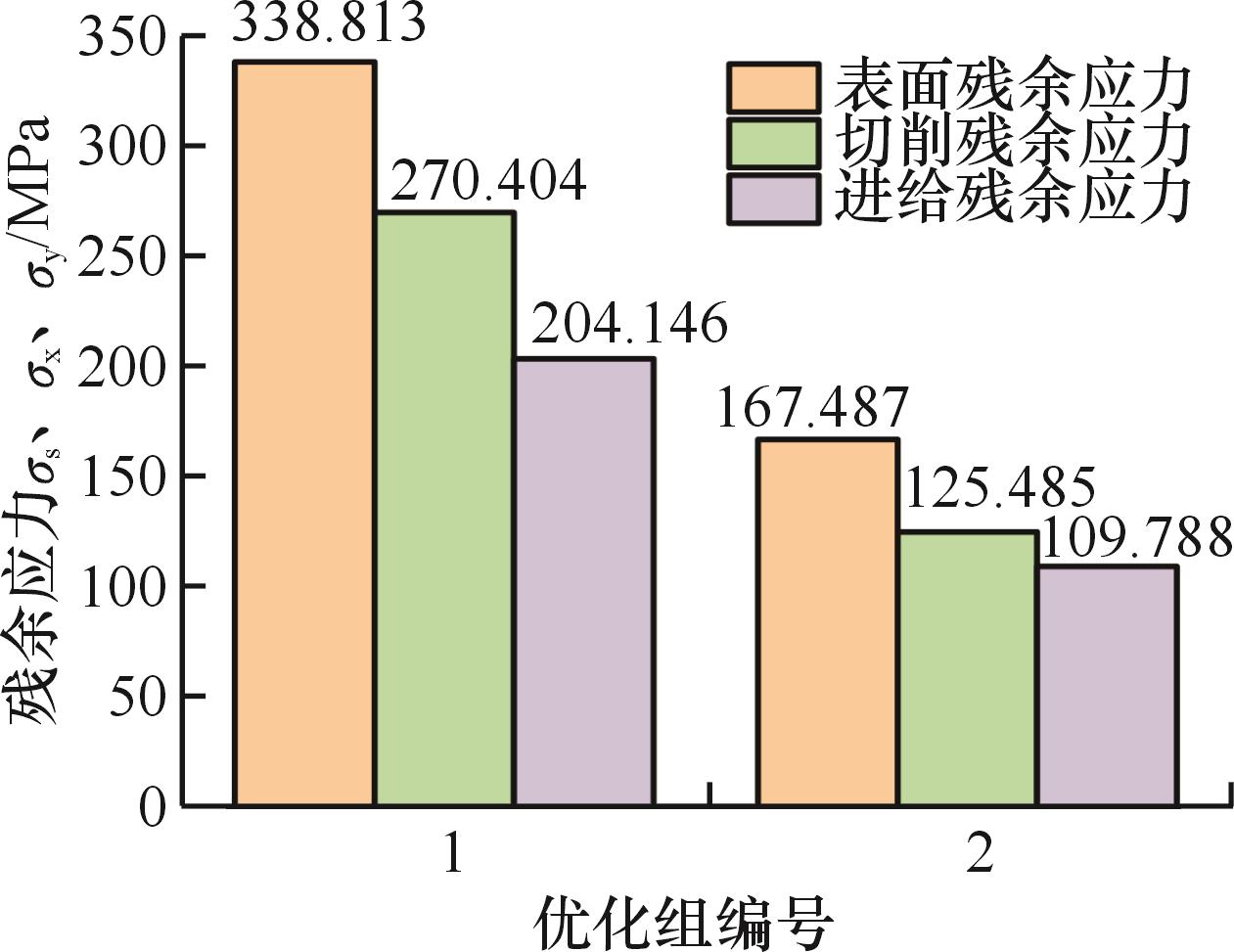
Fig.14 Comparison of residual stress results from different cutting groups
粗糙度 Ra/mm | 表面残余 应力σs/MPa | 切削残余 应力σx /MPa | 进给残余 应力σy /MPa | |
|---|---|---|---|---|
| 第1组 | 1.823 | 338.813 | 270.404 | 204.146 |
| 第2组 | 0.201 | 167.487 | 125.485 | 109.788 |
| 变化量 | -1.622 | -171.326 | -144.919 | -94.358 |
| 降幅/% | 88.9 | 50.6 | 53.6 | 46.2 |
Tab.11 Processing surface quality under different cutting parameters
粗糙度 Ra/mm | 表面残余 应力σs/MPa | 切削残余 应力σx /MPa | 进给残余 应力σy /MPa | |
|---|---|---|---|---|
| 第1组 | 1.823 | 338.813 | 270.404 | 204.146 |
| 第2组 | 0.201 | 167.487 | 125.485 | 109.788 |
| 变化量 | -1.622 | -171.326 | -144.919 | -94.358 |
| 降幅/% | 88.9 | 50.6 | 53.6 | 46.2 |
| [1] | WITHERS P J. Residual Stress and Its Role in Failure[J]. Reports on Progress in Physics, 2007, 70(12): 2211. |
| [2] | AKHTAR W, LAZOGLU I, LIANG S Y. Prediction and Control of Residual Stress-based Distortions in the Machining of Aerospace Parts: a Review[J]. Journal of Manufacturing Processes, 2022, 76: 106-122. |
| [3] | GRISSA R, ZEMZEMI F, FATHALLAH R. Three Approaches for Modeling Residual Stresses Induced by Orthogonal Cutting of AISI316L[J]. International Journal of Mechanical Sciences, 2018, 135: 253-260. |
| [4] | NASR M N A, NG E G, ELBESTAWI M A. A Modified Time-efficient FE Approach for Predicting Machining-induced Residual Stresses[J]. Finite Elements in Analysis and Design, 2008, 44(4): 149-161. |
| [5] | VALIORGUE F, RECH J, HAMDI H, et al. 3D Modeling of Residual Stresses Induced in Finish Turning of an AISI304L Stainless Steel[J]. International Journal of Machine Tools and Manufacture, 2012, 53(1): 77-90. |
| [6] | ÖZEL T, ZEREN E. Finite Element Modeling of Stresses Induced by High Speed Machining with Round Edge Cutting Tools[C]∥Manufacturing Engineering and Materials Handling, Parts A and B. ASMEDC, 2005: 1279-1287. |
| [7] | AKRAM S, JAFFERY S H I, KHAN M, et al. A Numerical Investigation of Effects of Cutting Velocity and Feed Rate on Residual Stresses in Aluminum Alloy Al-6061[J]. International Journal of Materials, Mechanics and Manufacturing, 2015, 3(1): 26-30. |
| [8] | LUO Jiaxiang, SUN Yuwen. Optimization of Process Parameters for the Minimization of Surface Residual Stress in Turning Pure Iron Material Using Central Composite Design[J]. Measurement, 2020, 163: 108001. |
| [9] | 韩蕾, 史振宇, 袭建人, 等. 陶瓷基复合材料超声振动辅助加工技术研究现状[J]. 工具技术, 2024, 58(3): 3-20. |
| HAN Lei, SHI Zhenyu, XI Jianren, et al. Research Status of Ultrasonic Vibration Assisted Machining Technology for Ceramic Matrix Composites[J]. Tool Engineering, 2024, 58(3): 3-20. | |
| [10] | YIN Yueming, YANG Zhen, HU Haifeng, et al. Metric-learning-assisted Domain Adaptation[J]. Neurocomputing, 2021, 454: 268-279. |
| [11] | 李莉, 张赛, 何强, 等. 响应面法在试验设计与优化中的应用[J]. 实验室研究与探索, 2015, 34(8): 41-45. |
| LI Li, ZHANG Sai, HE Qiang, et al. Application of Response Surface Methodology in Experiment Design and Optimization[J]. Research and Exploration in Laboratory, 2015, 34(8): 41-45. | |
| [12] | EBRAHIMZADEH P, MARTÍNEZ L B P, PARIENTE I F, et al. Optimization of Shot-peening Parameters for Steel AISI 316L via Response Surface Methodology (RSM): Introducing Two Novel Mechanical Aspects[J]. The International Journal of Advanced Manufacturing Technology, 2024, 132(1): 647-667. |
| [13] | MEHDI H, MISHRA R S. An Experimental Analysis and Optimization of Process Parameters of AA6061 and AA7075 Welded Joint by TIG+FSP Welding Using RSM[J]. Advances in Materials and Processing Technologies, 2022, 8(1): 598-620. |
| [14] | XU Fuyang, SUN Yuwen. A Circumscribed Corner Rounding Method Based on Double Cubic B-splines for a Five-axis Linear Tool Path[J]. The International Journal of Advanced Manufacturing Technology, 2018, 94(1): 451-462. |
| [15] | ARRAZOLA P J, KORTABARRIA A, MADARIAGA A, et al. On the Machining Induced Residual Stresses in IN718 Nickel-based Alloy: Experiments and Predictions with Finite Element Simulation[J]. Simulation Modelling Practice and Theory, 2014, 41: 87-103. |
| [16] | 左善超, 王德成, 杜兵, 等. 塑性效应对盲孔法测量焊接残余应力影响的研究[J]. 机械工程学报, 2022, 58(16): 206-214. |
| ZUO Shanchao, WANG Decheng, DU Bing, et al. Plasticity Effects in the Hole-drilling Residual Stress Measurements in Welded Structure[J]. Journal of Mechanical Engineering, 2022, 58(16): 206-214. | |
| [17] | 李昊, 李华. 盲孔法测量非均匀残余应力时的释放系数[J]. 焊接学报, 2013, 34(6): 85-88. |
| LI Hao, LI Hua. Release Coefficients during Measuring Non-uniform Residual Stress with Blind-hole Method[J]. Transactions of the China Welding Institution, 2013, 34(6): 85-88. | |
| [18] | 马小明, 欧清扬. 盲孔法测曲面残余应力时释放系数的数值模拟[J]. 华南理工大学学报(自然科学版), 2019, 47(12): 25-31. |
| MA Xiaoming, Qingyang OU. Numerical Simulation for Hole-drilling Strain Gage Method Applied on Curved Surface[J]. Journal of South China University of Technology (Natural Science Edition), 2019, 47(12): 25-31. | |
| [19] | FAN Zhiqiang, CAO Lixin, LIU Feng. FEM Analysis of the Distortion of Thin-walled Sealing Part Affected by the Machining-induced Residual Stress[J]. IOP Conference Series: Materials Science and Engineering, 2020, 768(4): 042028. |
| [20] | DING Hongtao, SHIN Y C. Multi-physics Modeling and Simulations of Surface Microstructure Alteration in Hard Turning[J]. Journal of Materials Processing Technology, 2013, 213(6): 877-886. |
| [1] |
DONG Guo-Jiang, DIAO Chang-Cai, CAO Miao-Yan, HAO Hai-Bin, YANG Dong-Feng.
Study on Wall-thickness and Deformation Regularity of Cylinder Part Based on Solid Granules Medium Forming
[J]. J4, 201016, 21(16): 1992-1998.
|
| [2] | NIU Yanzhao1, LIU Hongwei1, SONG Yali2, ZHU Xianglong1, HUANG Jiamei2, KANG Renke1. Optimization and Experimental Study of Bolt Retreat Groove Rolling Wheels Based on Finite Element Simulation [J]. China Mechanical Engineering, 2025, 36(06): 1214-1221. |
| [3] | ZHANG Dengyong, LI Congbo, WU Shaoqing, ZHANG You, LI Chengyuan. Processing Parameter Energy-saving Optimization for Boring Automobile Engine Crankshaft Holes Considering Coaxiality [J]. China Mechanical Engineering, 2025, 36(06): 1280-1289. |
| [4] | ZHOU Jinhua1, 2, QI Qi1, 2, REN Junxue1, 2, ZHAN Mei1, 2. Inverse Solution for TC4 Residual Stress Gradient Distribution in Four-axis Milling with Tapered Ball-end Cutters [J]. China Mechanical Engineering, 2025, 36(04): 770-779. |
| [5] | HUI Shengmeng1, MAO Xiaobo4, ZHAN Lihua1, 2, 3. Machine Learning and Finite Element Simulation and Experimentation for Springback Prediction of Al-Li Alloys [J]. China Mechanical Engineering, 2024, 35(12): 2114-2121. |
| [6] | FU Junjian1, 2, 4, MENG Yonggen1, WU Haihua1, HU Huan3, LI Xiang1, 2, ZHOU Xiangman1. Design and Performance Regulation of Discretely Assembled Octahedral Metamaterials [J]. China Mechanical Engineering, 2024, 35(12): 2268-2279. |
| [7] | TIAN Tao1, 3, LI Wenhui2, 3, 4, WEN Xuejie1, 3, LI Xiuhong1, 3, YANG Shengqiang1, 3. DEM-FEM Coupled Simulation and Experimental Study of Residual Stresses in Horizontal Vibratory Finishing Processes [J]. China Mechanical Engineering, 2024, 35(09): 1667-1676. |
| [8] | DONG Zhibo1, LI Chengkun1, WANG Chengcheng1, HAN Fang1, ZHANG Zhihang1, TENG Junfei2, LYU Yanlong2. Study on Influence Rules of Residual Stress on Thermal Fatigue Life of GH3230 Laminate Welds [J]. China Mechanical Engineering, 2024, 35(06): 1097-1102. |
| [9] | WU Hui, LI Xiaogao, SHEN Guolang, WANG Xinguo, MA Chenwen. Interface Quality Detection of Double-layer Bonding Structures Based on Ultrasonic Guided Wave Technology [J]. China Mechanical Engineering, 2024, 35(05): 916-927. |
| [10] | ZHANG Jinyang, XU Weichun, WANG Xiaohan, JIANG Xiaohui, GAO Shan. Study on Influences of Milling Process Optimization on Residual Stress Distribution for Machining Nickel-based Superalloys [J]. China Mechanical Engineering, 2024, 35(04): 624-635. |
| [11] | LI Yanle, PAN Zhongtao, QI Xiaoxia, CUI Weiqiang, CHEN Jian, LI Fangyi. Effect of Heat Treatment on Temperature and Stress Distribution during Laser Cladding of 316L Steels [J]. China Mechanical Engineering, 2024, 35(04): 666-677. |
| [12] | HAN Rui, LI Xiuhong, WANG Jiaming, LI Wenhui, CHENG Siyuan, YANG Shengqiang, . Influences of Horizontal Forced Vibration Finishing on Surface Integrity Parameters of TC4 Titanium Alloys [J]. China Mechanical Engineering, 2023, 34(17): 2037-2047. |
| [13] | LUO Wenze, CHENG Huimei, LIU Hongyan, WANG Yifeng, YE Yanhong, DENG Dean. Numerical Simulation of Residual Stress and Welding Deformation for High Strength Steel Q960E Butt-welded Joints [J]. China Mechanical Engineering, 2023, 34(17): 2095-2105,2141. |
| [14] | WANG Dong, LIN Hongxu, ZHAO Jingwen, QIAO Ruiyong, ZHANG Junyu, ZHAO Rui. Effects of High Speed Tangential Turn-milling on Surface Integrity of 18CrNiMo7-6 Steels [J]. China Mechanical Engineering, 2023, 34(07): 812-820. |
| [15] | ZHANG Ke, WANG Xiaokai, HUA Lin, HAN Xinghui, NING Xiangjin, . Study on Offset Mechanism and Adaptive Fuzzy Control Method for Radial-axial Ring Rolling Processes of Super Large Rings [J]. China Mechanical Engineering, 2023, 34(01): 109-117. |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||