


ISSN 1004-132X
CN 42-1294/TH
CN 42-1294/TH
中国机械工程 ›› 2026, Vol. 37 ›› Issue (6): 1362-1370.DOI: 10.3969/j.issn.1004-132X.2026.06.009
• 陶瓷增材制造工艺及性能 • 上一篇
张勇1( ), 杨树华1, 太兴宇1, 吴天健1, 安仁鹏1, 英洪玮2, 姜世杰2()
), 杨树华1, 太兴宇1, 吴天健1, 安仁鹏1, 英洪玮2, 姜世杰2()
收稿日期:2025-03-26
出版日期:2026-06-25
发布日期:2026-07-17
通讯作者:
姜世杰
作者简介:张 勇,男,1966年生,教授级高级工程师。研究方向为长输管线压缩机、百万吨级乙烯压缩机等。E-mail: zhangyong@shengu.com.cn基金资助:
ZHANG Yong1(), YANG Shuhua1, TAI Xingyu1, WU Tianjian1, AN Renpeng1, YING Hongwei2, JIANG Shijie2()
Received:2025-03-26
Online:2026-06-25
Published:2026-07-17
Contact:
JIANG Shijie
摘要:
利用材料挤出成形设备制备不同过程参数(不同层厚、粉末含量或填充角度)的静力学实验生坯试件,以验证自制氧化锆粉末/聚合物复合丝材的可成形性;然后对生坯试件进行脱脂和烧结处理,以获得致密化的纯陶瓷材料烧结试件;最后针对烧结试件分别进行物理属性及静力学性能的实验研究,探究不同过程参数对试件静力学性能的影响规律。结果表明,两步式脱脂效果良好,试件脱脂率达99%,密度达6.02 g/cm3;增大陶瓷粉末含量会显著降低烧结试件的收缩率;层厚对试件的压缩和弯曲性能影响显著,当层厚增至0.30 mm时,试件的抗压与抗弯强度分别降至213.40 MPa及293.12 MPa;当填充角度由0°增至90°时,试件的抗弯强度由456.01 MPa降至120.08 MPa。
中图分类号:
张勇, 杨树华, 太兴宇, 吴天健, 安仁鹏, 英洪玮, 姜世杰. 陶瓷材料挤出成形工艺及其制品静力学性能研究[J]. 中国机械工程, 2026, 37(6): 1362-1370.
ZHANG Yong, YANG Shuhua, TAI Xingyu, WU Tianjian, AN Renpeng, YING Hongwei, JIANG Shijie. Study on Ceramic Material Extrusion Processes and Static Mechanics Properties of Their Products[J]. China Mechanical Engineering, 2026, 37(6): 1362-1370.
| 粒径/μm | 质量分数/% |
|---|---|
| ≤38 | 0.42 |
| 38~45 | 95.43 |
| 45~48 | 2.68 |
| 48~58 | 1.47 |
表1 氧化锆粉末的粒径分布及含量
Tab.1 Particle size distribution and content of zirconia powder
| 粒径/μm | 质量分数/% |
|---|---|
| ≤38 | 0.42 |
| 38~45 | 95.43 |
| 45~48 | 2.68 |
| 48~58 | 1.47 |
试件 i=1,2,3 | 层厚/mm | 粉末含量 (体积分数)/% | 填充角度/(°) |
|---|---|---|---|
| 40% | 0.20 | 40 | 0 |
| 40% | 0.25 | 40 | 0 |
| 40% | 0.30 | 40 | 0 |
| 45% | 0.20 | 45 | 0 |
| 50% | 0.20 | 50 | 0 |
| 40% | 0.20 | 40 | 45 |
| 40% | 0.20 | 40 | 90 |
| 40% | 0.20 | 40 | 0 |
| 40% | 0.25 | 40 | 0 |
| 40% | 0.30 | 40 | 0 |
| 45% | 0.20 | 45 | 0 |
| 50% | 0.20 | 50 | 0 |
| 40% | 0.20 | 40 | 45 |
| 40% | 0.20 | 40 | 90 |
表2 正交试验设计
Tab.2 Orthogonal experimental design
试件 i=1,2,3 | 层厚/mm | 粉末含量 (体积分数)/% | 填充角度/(°) |
|---|---|---|---|
| 40% | 0.20 | 40 | 0 |
| 40% | 0.25 | 40 | 0 |
| 40% | 0.30 | 40 | 0 |
| 45% | 0.20 | 45 | 0 |
| 50% | 0.20 | 50 | 0 |
| 40% | 0.20 | 40 | 45 |
| 40% | 0.20 | 40 | 90 |
| 40% | 0.20 | 40 | 0 |
| 40% | 0.25 | 40 | 0 |
| 40% | 0.30 | 40 | 0 |
| 45% | 0.20 | 45 | 0 |
| 50% | 0.20 | 50 | 0 |
| 40% | 0.20 | 40 | 45 |
| 40% | 0.20 | 40 | 90 |
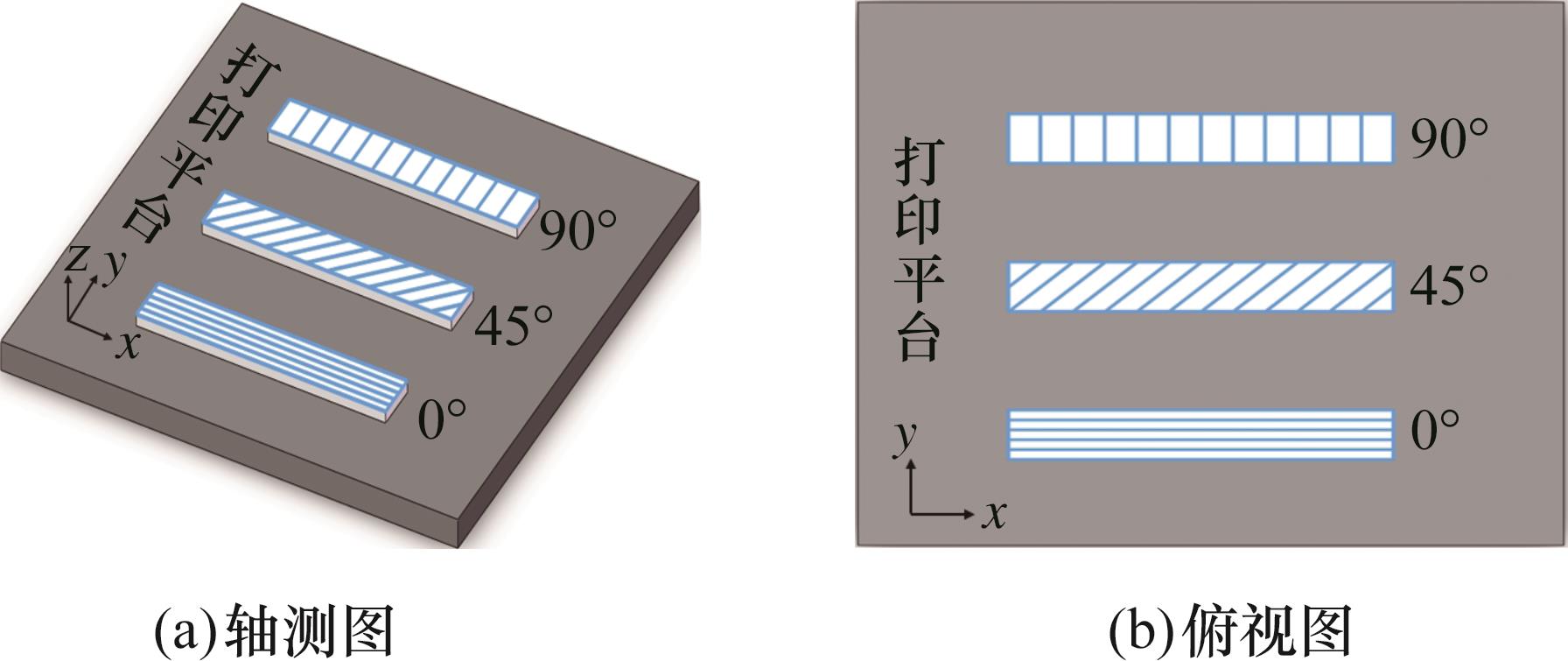
图1 填充角度示意图
Fig.1 Filling angle schematic
| 试件 | 模型 | 尺寸 /mm | ||
|---|---|---|---|---|
| L | T | W | ||
压缩 试件 |  | 10 | 12.5 | |
弯曲 试件 |  | 60 | 4 | 10 |
表3 静力学性能试件模型及尺寸
Tab.3 Static performance specimen models and their dimensions
| 试件 | 模型 | 尺寸 /mm | ||
|---|---|---|---|---|
| L | T | W | ||
压缩 试件 | | 10 | 12.5 | |
弯曲 试件 | | 60 | 4 | 10 |
| 过程参数 | 设置结果 |
|---|---|
| 填充密度/% | 100 |
| 填充方式 | 直线 |
| 挤出倍数 | 1 |
| 喷嘴直径/mm | 0.6 |
| 成形温度/℃ | 220 |
| 成形速度/(mm·s | 15 |
| 床温/℃ | 110 |
| 线宽/mm | 0.6 |
表4 过程参数设置
Tab.4 Settings of processing parameters
| 过程参数 | 设置结果 |
|---|---|
| 填充密度/% | 100 |
| 填充方式 | 直线 |
| 挤出倍数 | 1 |
| 喷嘴直径/mm | 0.6 |
| 成形温度/℃ | 220 |
| 成形速度/(mm·s | 15 |
| 床温/℃ | 110 |
| 线宽/mm | 0.6 |
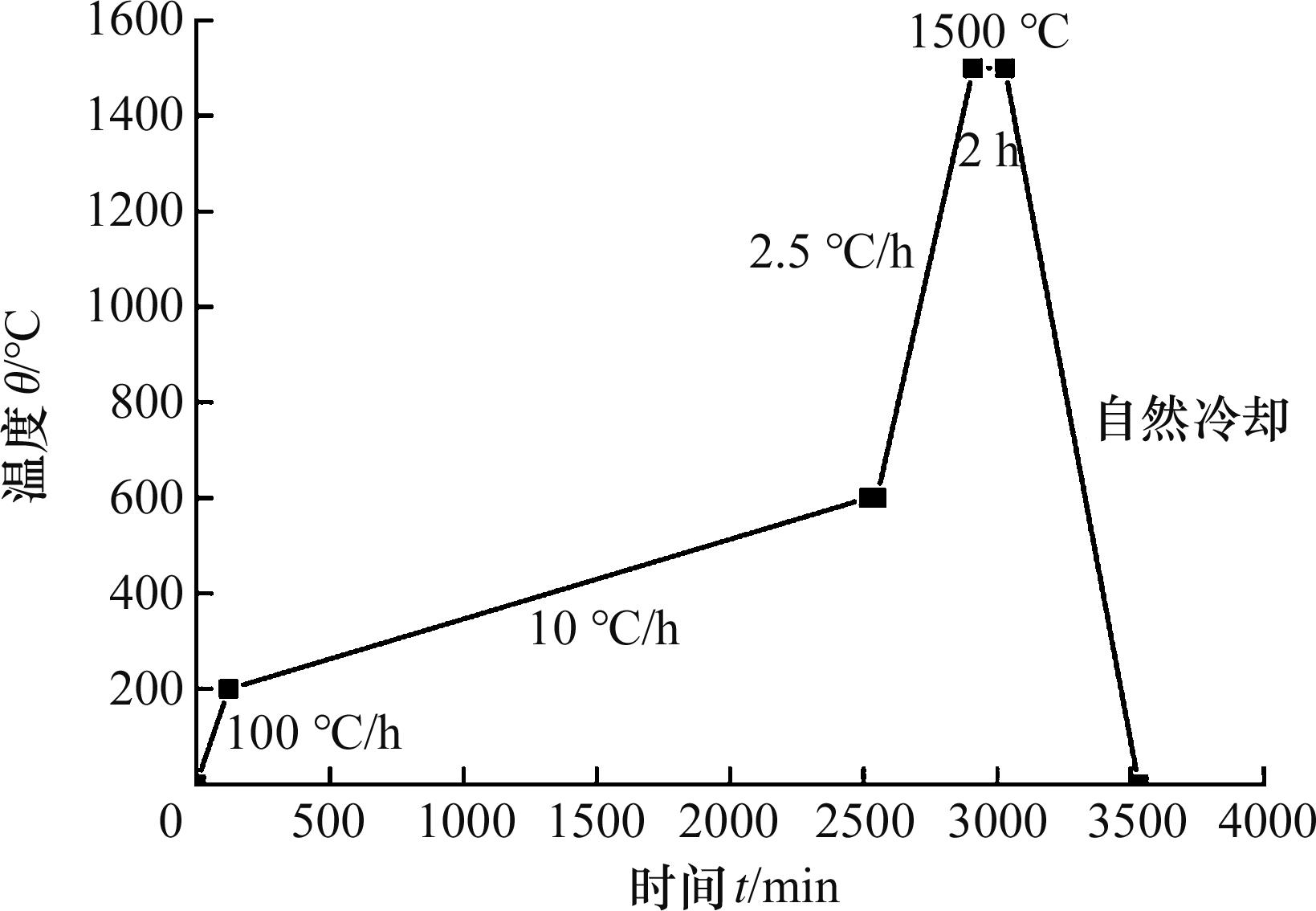
图2 热脱脂及烧结曲线
Fig.2 Thermal debinding and sintering curves
| 种类 | 黏结剂配方 | 出现的问题 |
|---|---|---|
| 1 | PLA、HDPE、EVA | 复合丝材脆性过高,无法实现连续缠绕和成形 |
| 2 | SEBS、PW、HDPE、SA | 复合丝材脆性过高,无法实现连续缠绕和成形 |
| 3 | SEBS、PW、HDPE、SA、EVA | 含有EVA成分生坯试件不能进行溶剂脱脂 |
| 4 | SEBS、PW、HDPE、SA、ATBC | 复合丝材直径不均匀导致打印机喷嘴堵塞,无法成形生坯试件 |
| 5 | SEBS、PW、HDPE、SA、DBP | 无 |
表5 黏结剂配方及出现的问题
Tab.5 Binder formulations and issues that arise
| 种类 | 黏结剂配方 | 出现的问题 |
|---|---|---|
| 1 | PLA、HDPE、EVA | 复合丝材脆性过高,无法实现连续缠绕和成形 |
| 2 | SEBS、PW、HDPE、SA | 复合丝材脆性过高,无法实现连续缠绕和成形 |
| 3 | SEBS、PW、HDPE、SA、EVA | 含有EVA成分生坯试件不能进行溶剂脱脂 |
| 4 | SEBS、PW、HDPE、SA、ATBC | 复合丝材直径不均匀导致打印机喷嘴堵塞,无法成形生坯试件 |
| 5 | SEBS、PW、HDPE、SA、DBP | 无 |
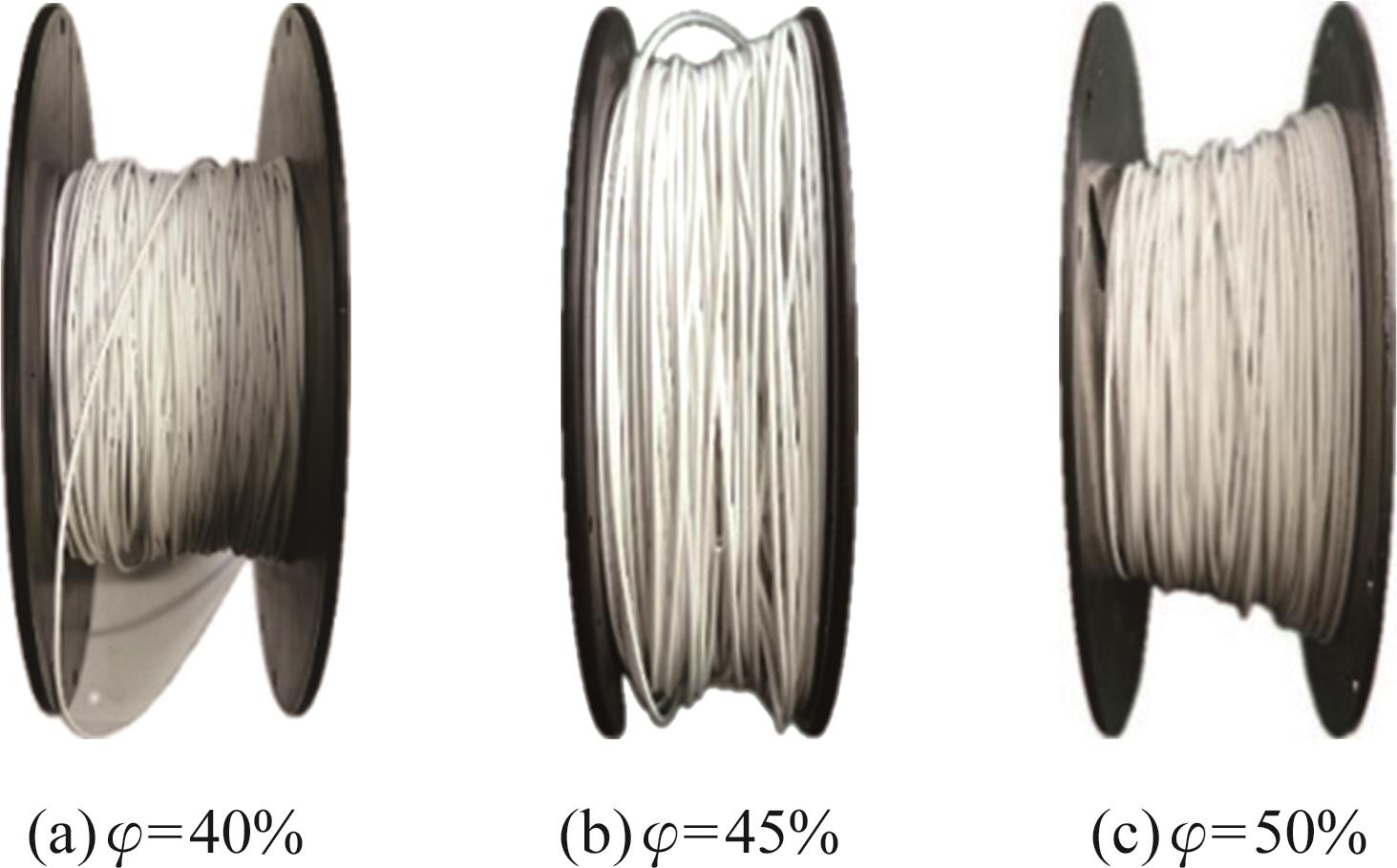
图3 不同氧化锆粉末填充比例的复合丝材
Fig.3 Composite filaments with different zirconia powder filling ratio
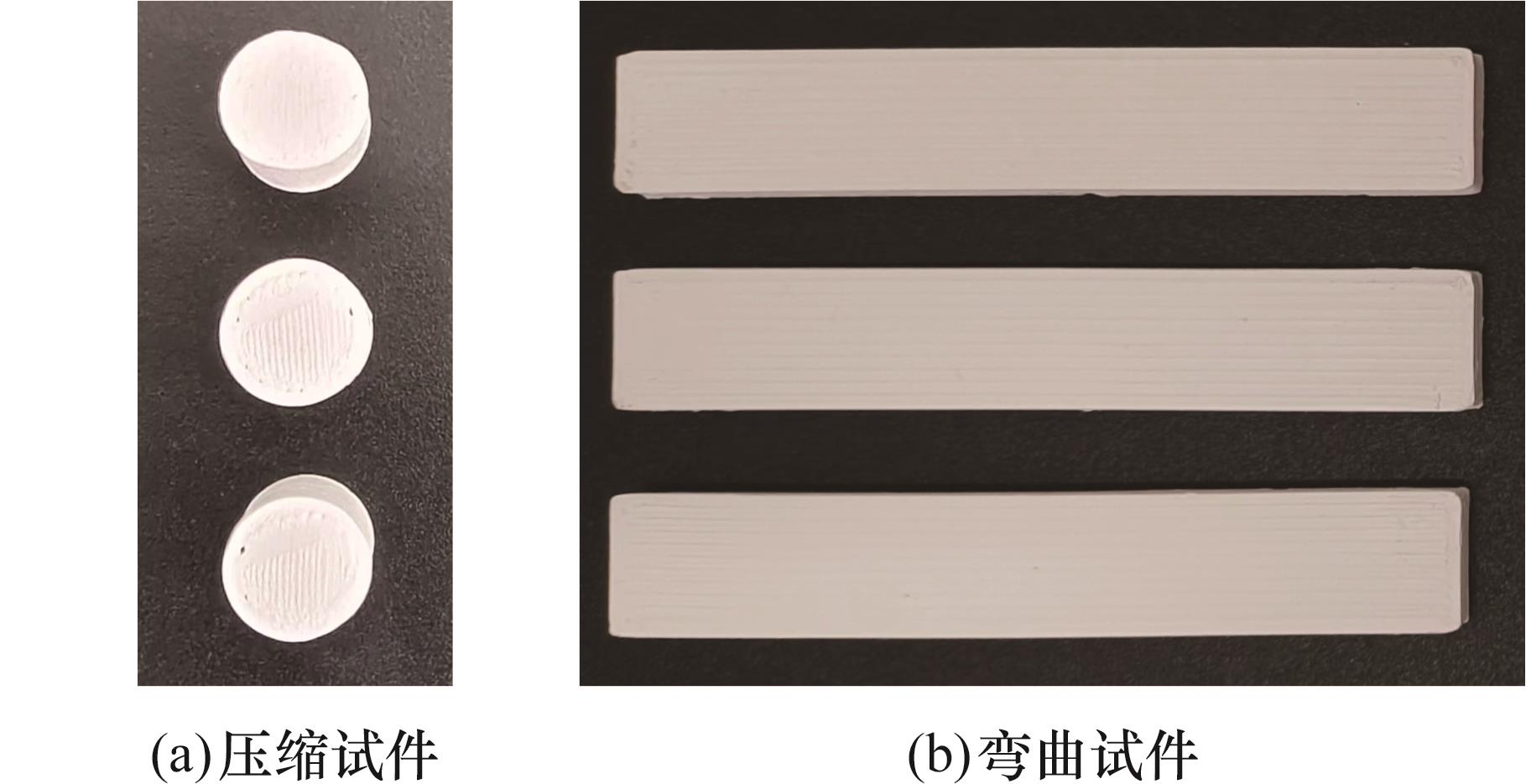
图4 使用五组分黏结剂氧化锆复合丝材成形的压缩和弯曲生坯试件
Fig.4 Compression and bending green specimens shaped using zirconia composite filaments
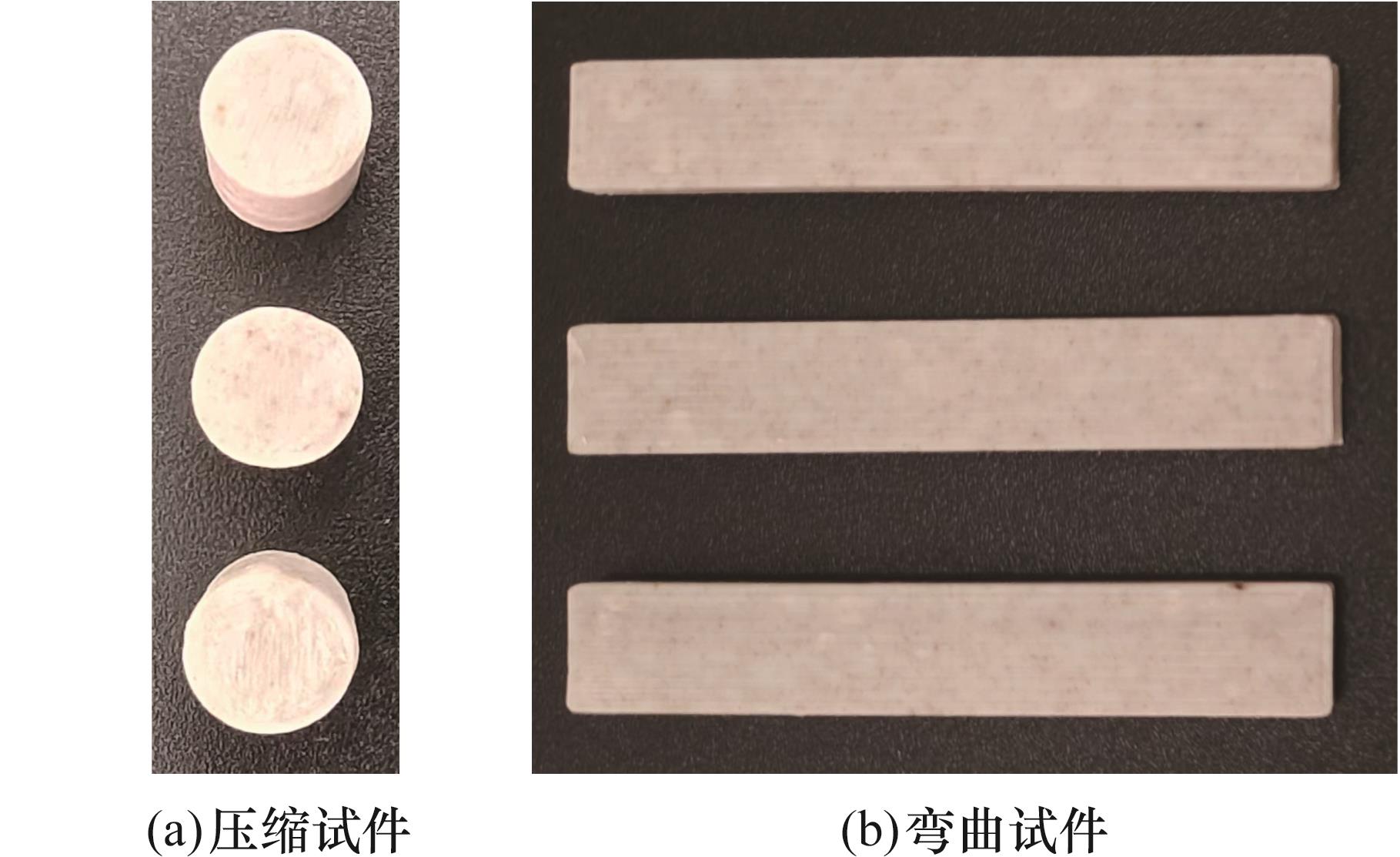
图5 经过脱脂和烧结工艺后的烧结试件
Fig.5 Sintered specimens after debinding and sintering process
试件编号 (i=1,2,3) | 溶剂脱脂后的 平均脱脂率/% | 热脱脂后的平均脱脂率/% |
|---|---|---|
| 40% | 8.53 | 18.28 |
| 40% | 8.81 | 18.26 |
| 40% | 8.76 | 18.21 |
| 45% | 7.64 | 15.38 |
| 50% | 6.41 | 12.89 |
| 40% | 9.27 | 18.19 |
| 40% | 8.96 | 18.30 |
表6 CME试件的平均脱脂率
Tab.6 Average degreasing rate of CME specimens
试件编号 (i=1,2,3) | 溶剂脱脂后的 平均脱脂率/% | 热脱脂后的平均脱脂率/% |
|---|---|---|
| 40% | 8.53 | 18.28 |
| 40% | 8.81 | 18.26 |
| 40% | 8.76 | 18.21 |
| 45% | 7.64 | 15.38 |
| 50% | 6.41 | 12.89 |
| 40% | 9.27 | 18.19 |
| 40% | 8.96 | 18.30 |
试件编号 (i=1,2,3) | 平均值/ (g·cm | 最大值/ (g·cm | 最大相对 密度/% |
|---|---|---|---|
| 40% | 5.768 | 5.789 | 94.90 |
| 40% | 5.936 | 5.971 | 97.89 |
| 40% | 5.917 | 6.006 | 98.46 |
| 45% | 5.948 | 5.994 | 98.26 |
| 50% | 5.986 | 6.020 | 98.69 |
| 40% | 5.833 | 5.848 | 95.87 |
| 40% | 5.863 | 5.870 | 96.23 |
表7 CME烧结试件的密度及相对密度
Tab.7 Density and relative density of CME sintered specimens
试件编号 (i=1,2,3) | 平均值/ (g·cm | 最大值/ (g·cm | 最大相对 密度/% |
|---|---|---|---|
| 40% | 5.768 | 5.789 | 94.90 |
| 40% | 5.936 | 5.971 | 97.89 |
| 40% | 5.917 | 6.006 | 98.46 |
| 45% | 5.948 | 5.994 | 98.26 |
| 50% | 5.986 | 6.020 | 98.69 |
| 40% | 5.833 | 5.848 | 95.87 |
| 40% | 5.863 | 5.870 | 96.23 |
试件编号 (i=1,2,3) | x方向收 缩率/% | y方向收 缩率/% | z方向收 缩率/% |
|---|---|---|---|
| 40% | 26.19 | 25.21 | 24.61 |
| 40% | 25.62 | 24.79 | 24.55 |
| 40% | 26.29 | 25.01 | 24.21 |
| 45% | 23.79 | 23.40 | 22.90 |
| 50% | 20.88 | 20.70 | 20.21 |
| 40% | 25.50 | 25.01 | 24.68 |
| 40% | 25.32 | 25.19 | 24.36 |
表8 CME烧结试件的收缩率
Tab.8 Shrinkage of CME sintered specimens
试件编号 (i=1,2,3) | x方向收 缩率/% | y方向收 缩率/% | z方向收 缩率/% |
|---|---|---|---|
| 40% | 26.19 | 25.21 | 24.61 |
| 40% | 25.62 | 24.79 | 24.55 |
| 40% | 26.29 | 25.01 | 24.21 |
| 45% | 23.79 | 23.40 | 22.90 |
| 50% | 20.88 | 20.70 | 20.21 |
| 40% | 25.50 | 25.01 | 24.68 |
| 40% | 25.32 | 25.19 | 24.36 |
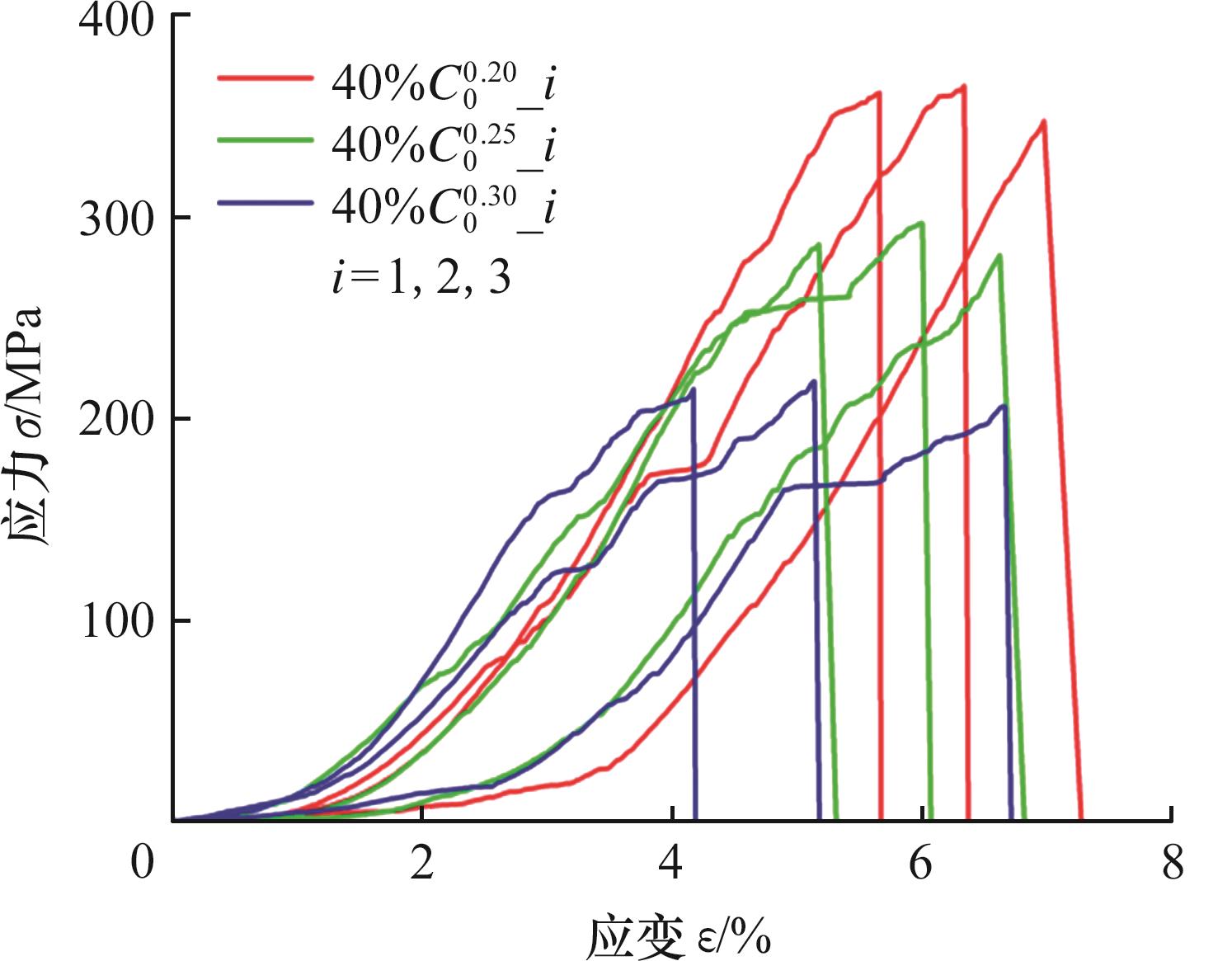
图6 不同层厚压缩烧结试件的应力-应变曲线
Fig.6 Stress-strain curves of compression sintered specimens with different layer thicknesses
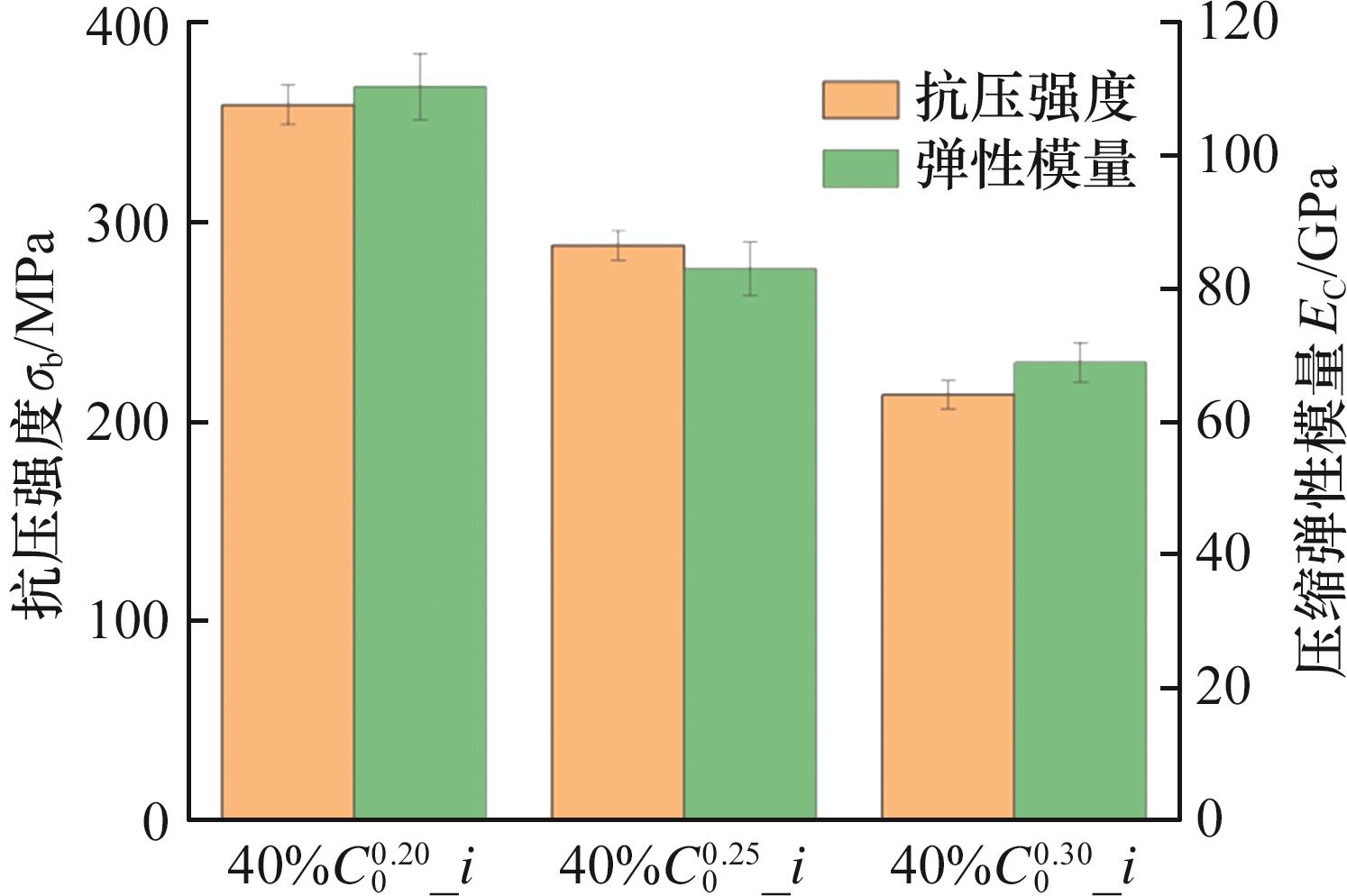
图7 不同层厚压缩烧结试件的抗压强度和压缩弹性模量
Fig.7 Compressive strength and compressive modulus of compression sintered specimens with different layer thicknesses
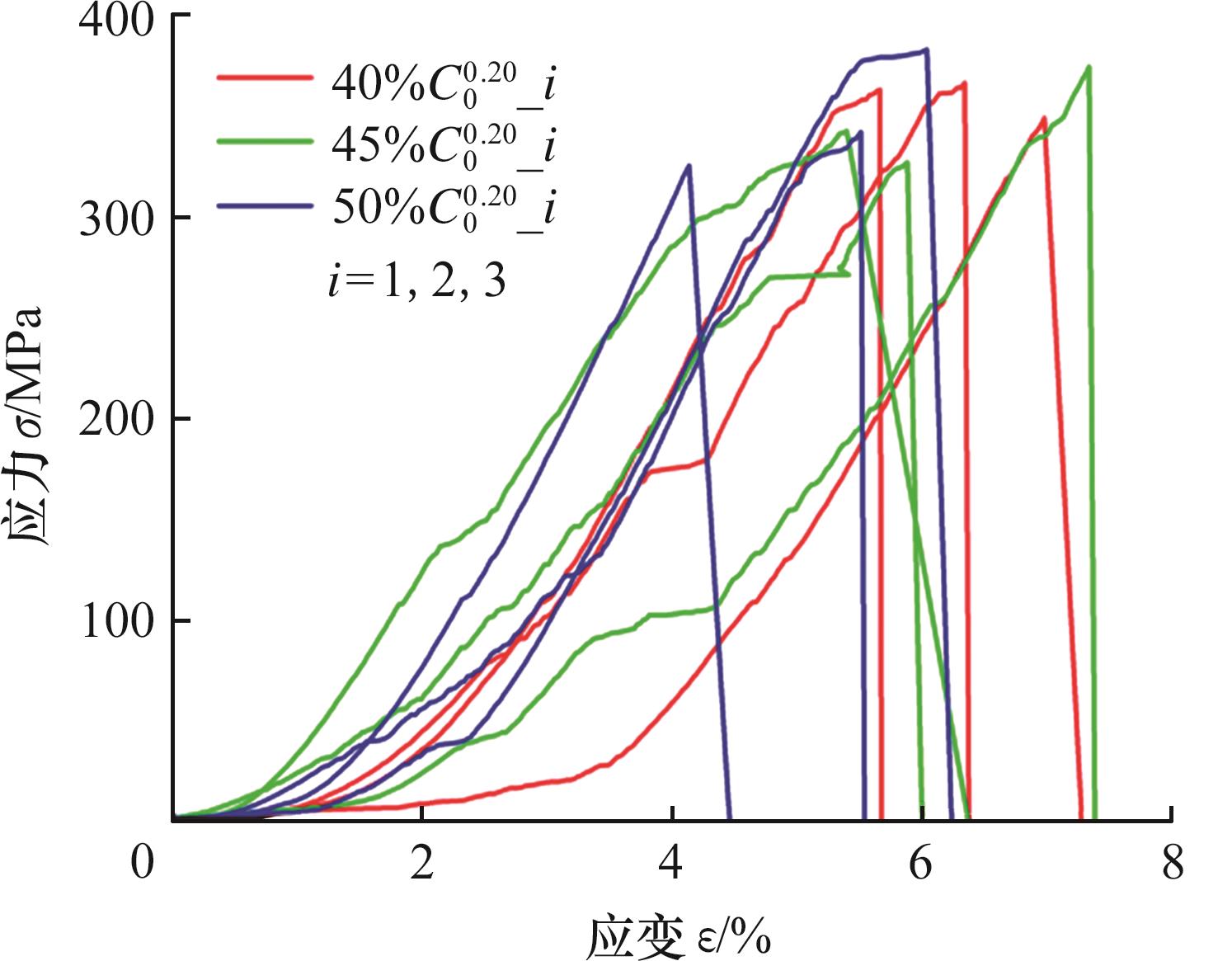
图8 不同粉末含量压缩烧结试件的应力-应变曲线
Fig.8 Stress-strain curves of compression sintered specimens with different filling rate
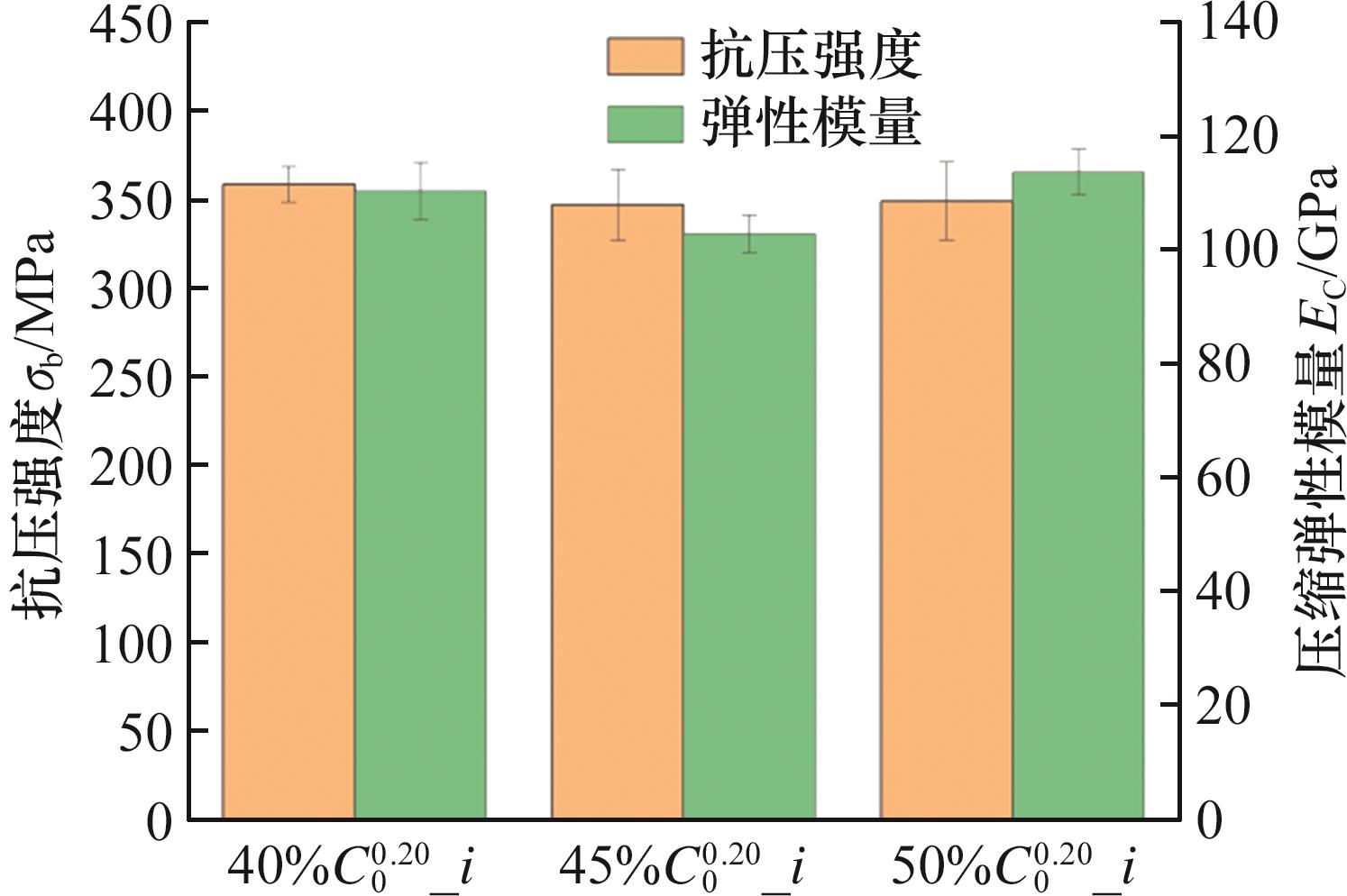
图9 不同粉末含量压缩烧结试件抗压强度及压缩弹性模量
Fig.9 Compressive strength and modulus of compression sintered specimens with different filling rate
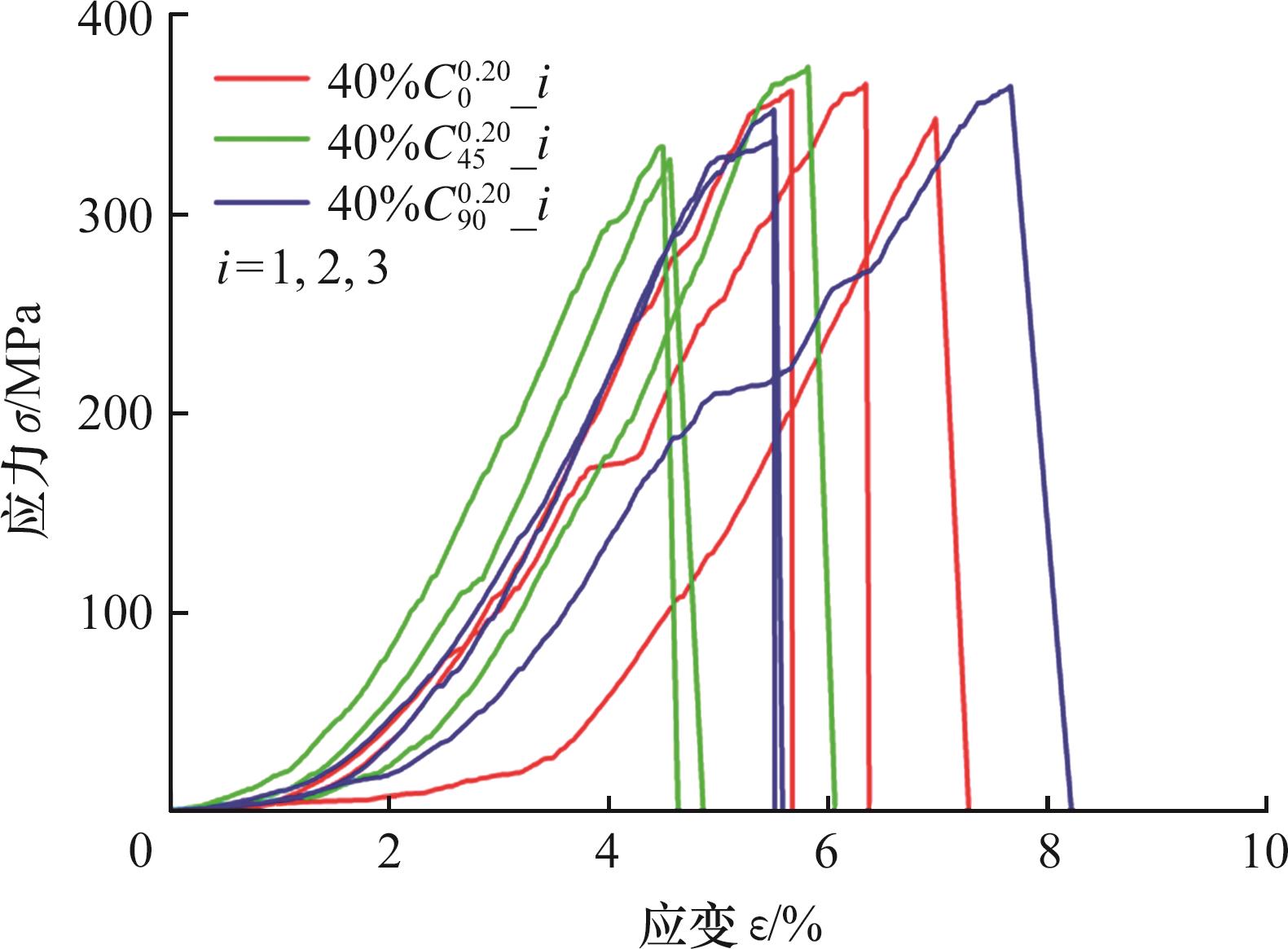
图10 不同填充角度压缩烧结试件的应力-应变曲线
Fig.10 Stress-strain curves of compression sintered specimens with different filling angle
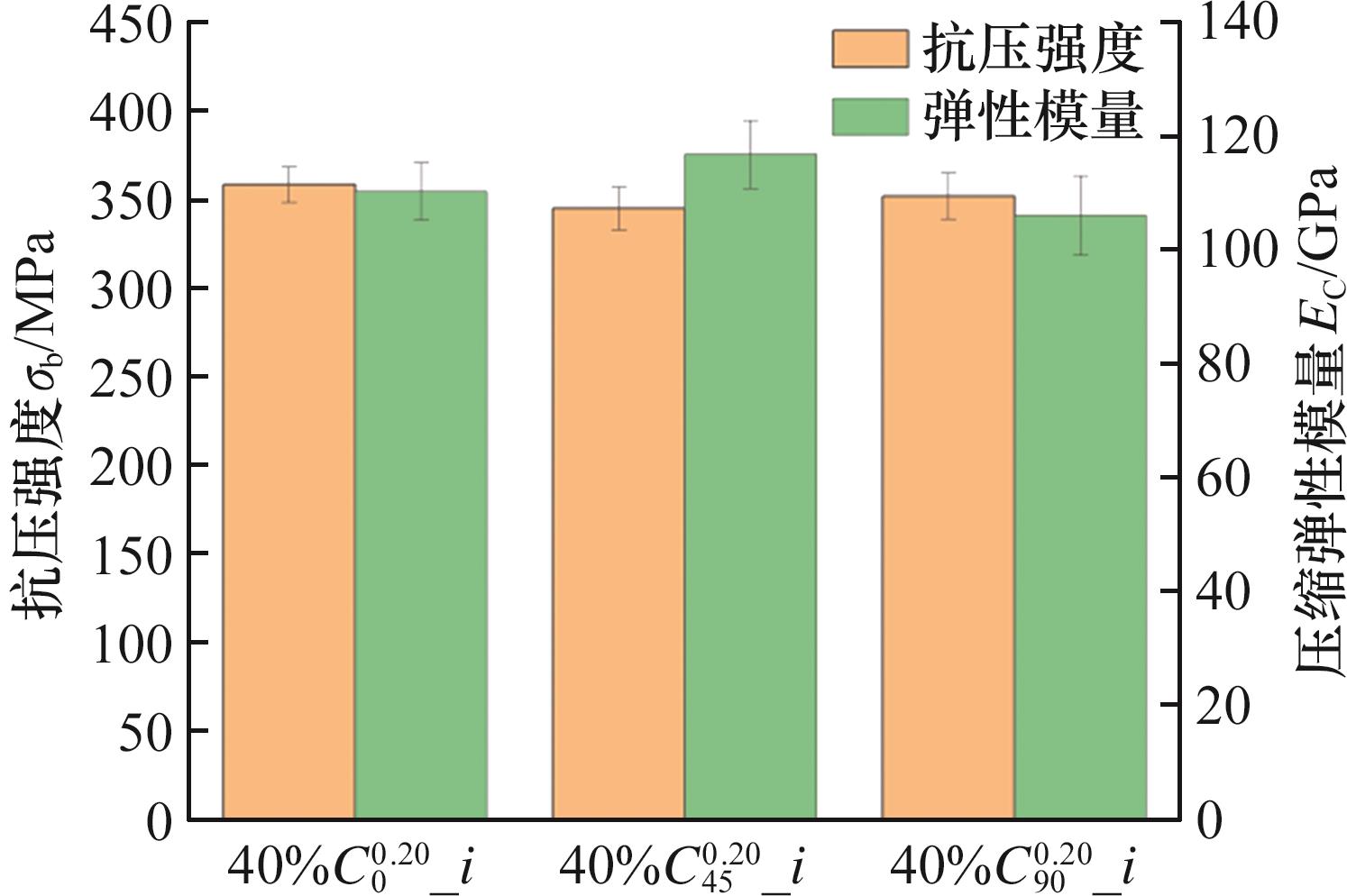
图11 不同填充角度压缩烧结试件抗压强度及压缩弹性模量
Fig.11 Compressive strength and modulus of compression sintered specimens with different filling angle
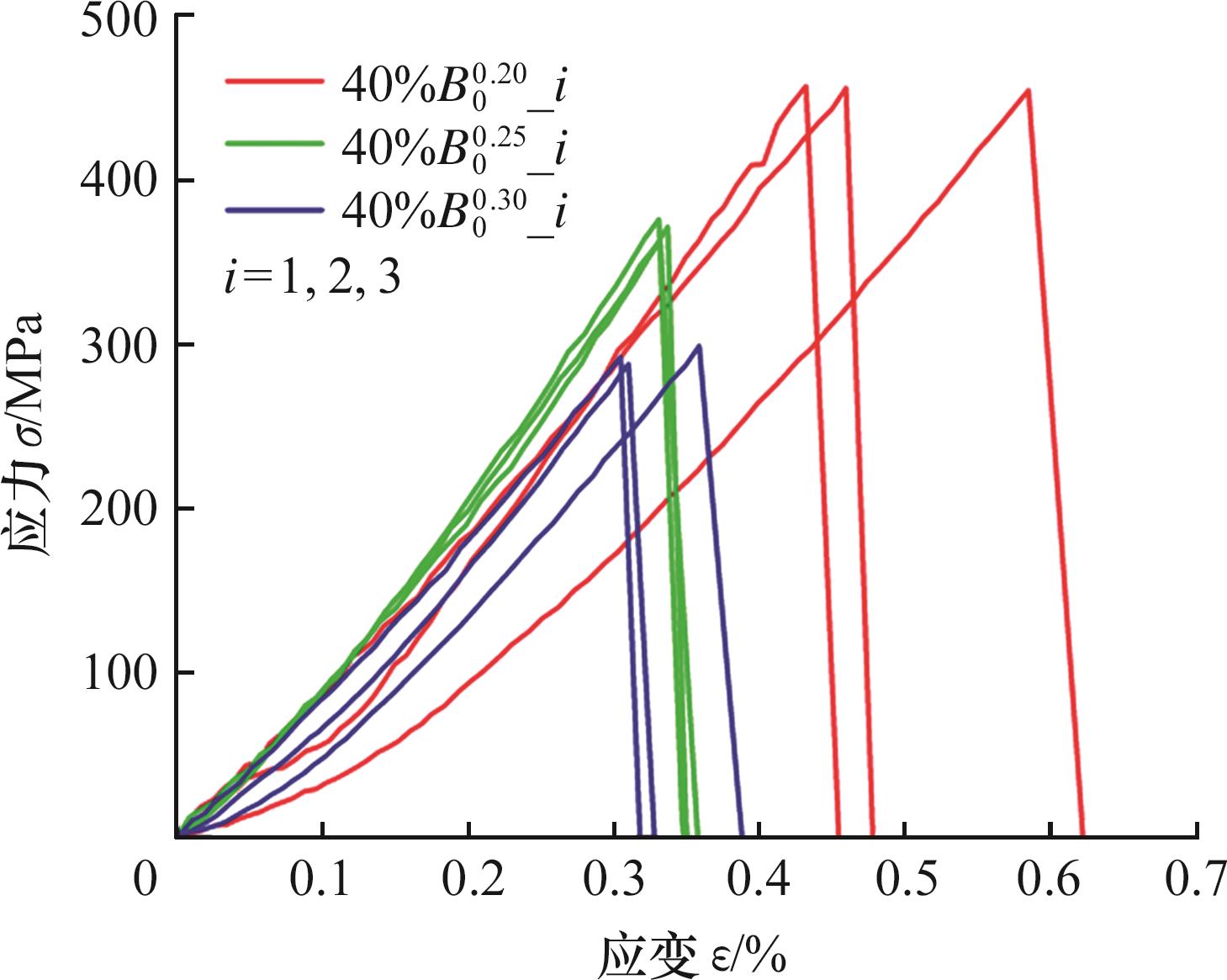
图12 不同层厚弯曲烧结试件的应力-应变曲线
Fig.12 Stress-strain curves of bending sintered specimens with different layer thickness
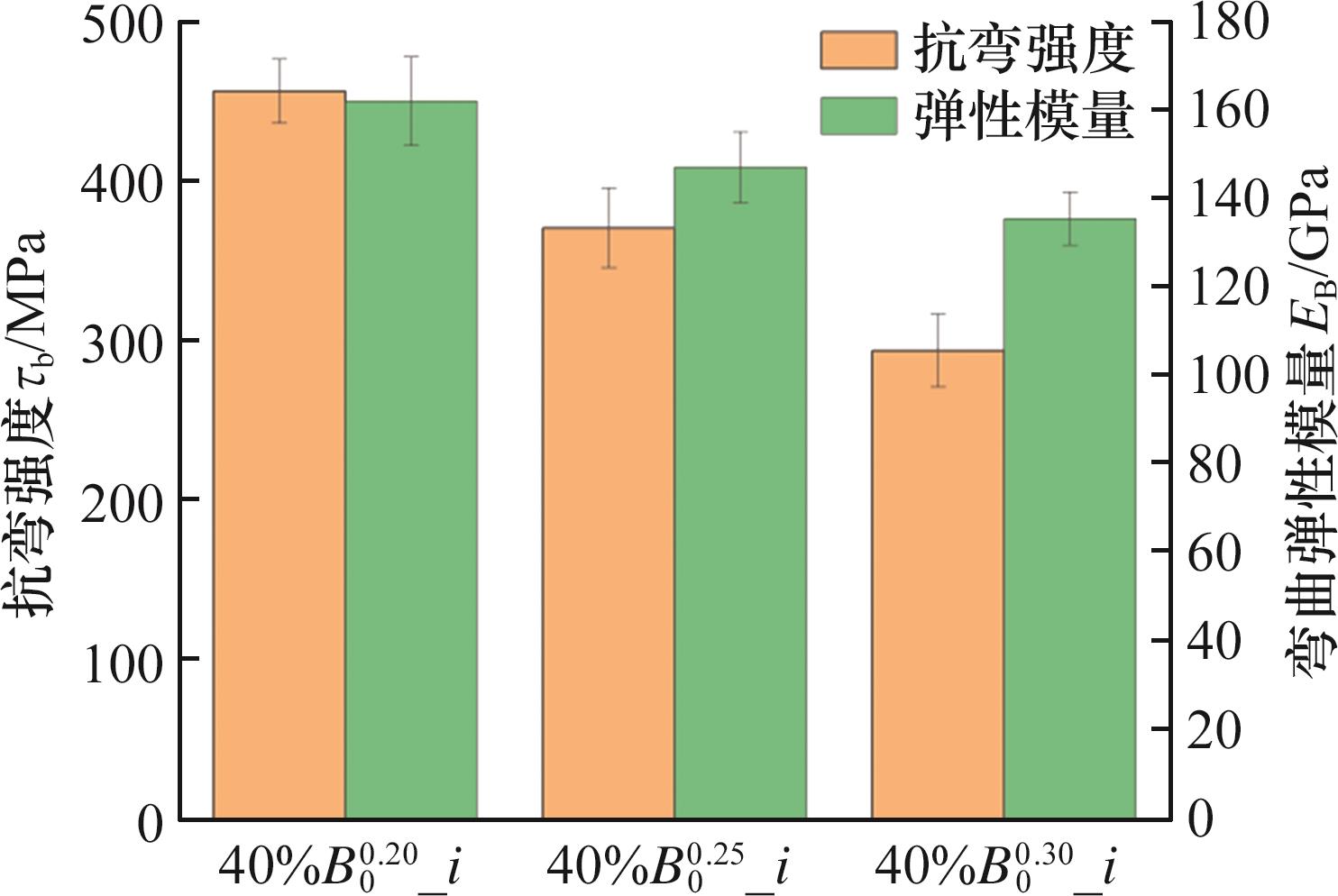
图13 不同层厚弯曲烧结试件抗弯强度及弯曲弹性模量
Fig.13 Bending strength and modulus of bending sintered specimens with different layer thickness
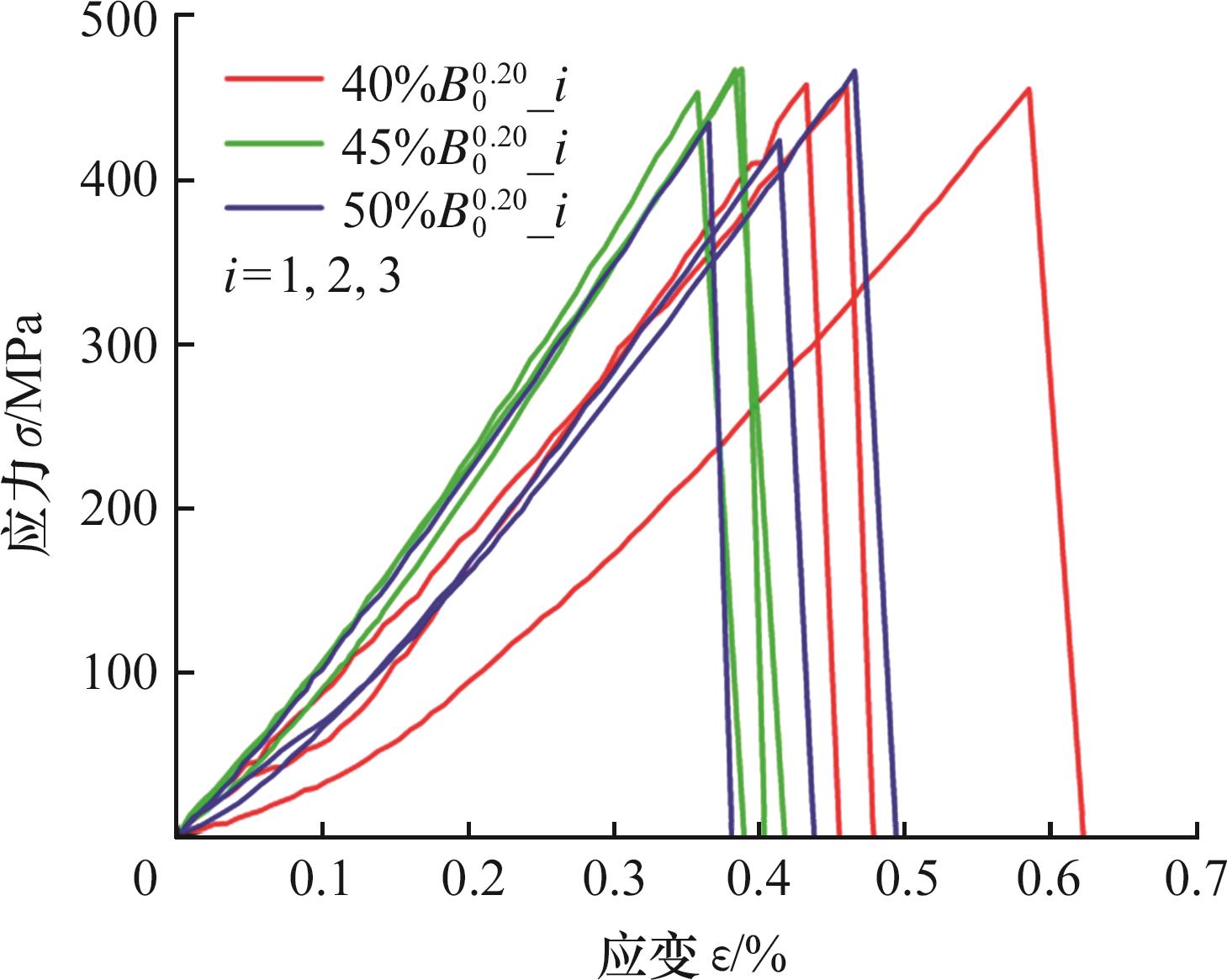
图14 不同粉末含量弯曲烧结试件的应力-应变曲线
Fig.14 Stress-strain curves of the bending sintered specimens with different filling rate
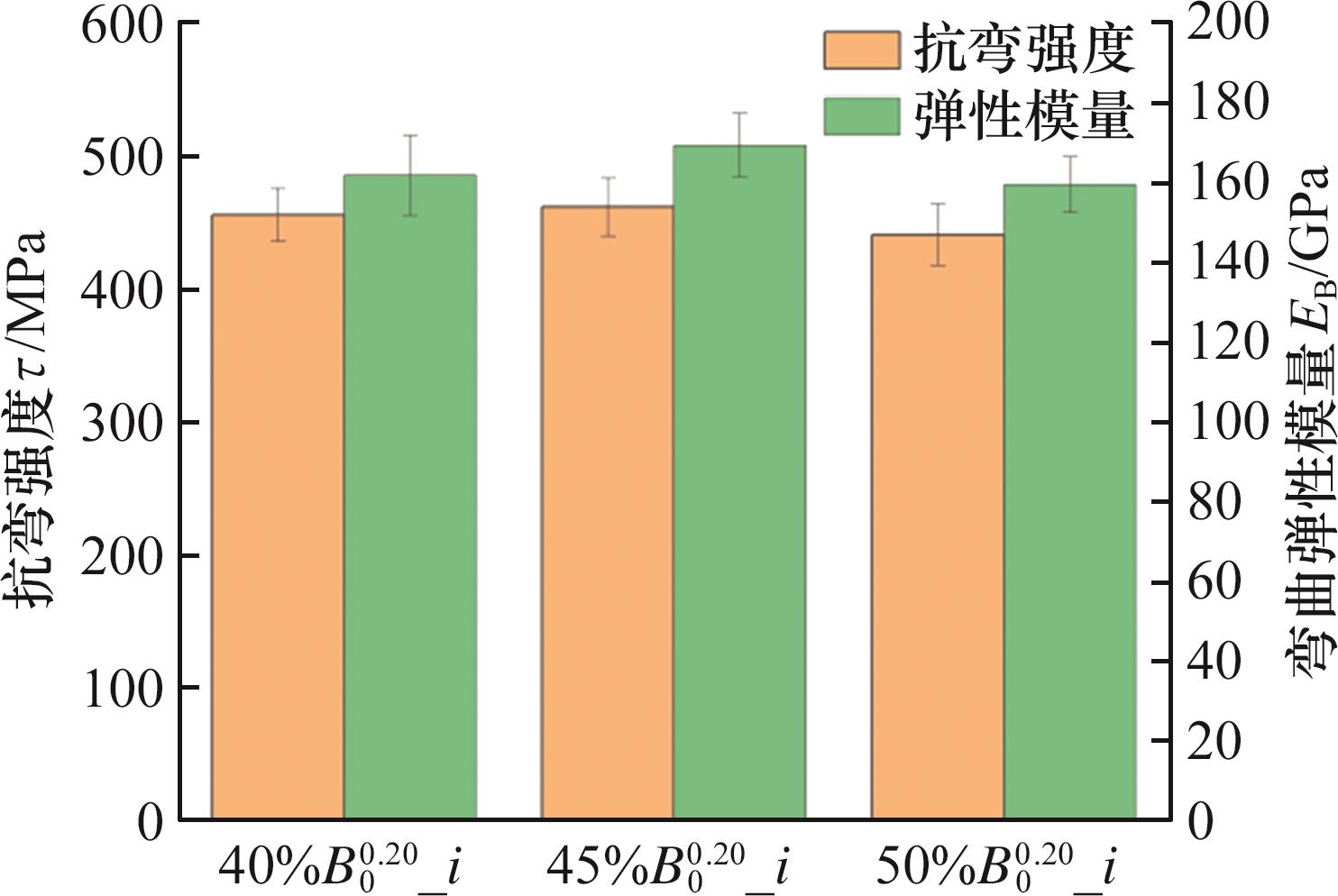
图15 不同粉末含量弯曲烧结试件的抗弯强度和弯曲弹性模量
Fig.15 Bending strength and bending modulus of bending sintered specimens with different filling rate
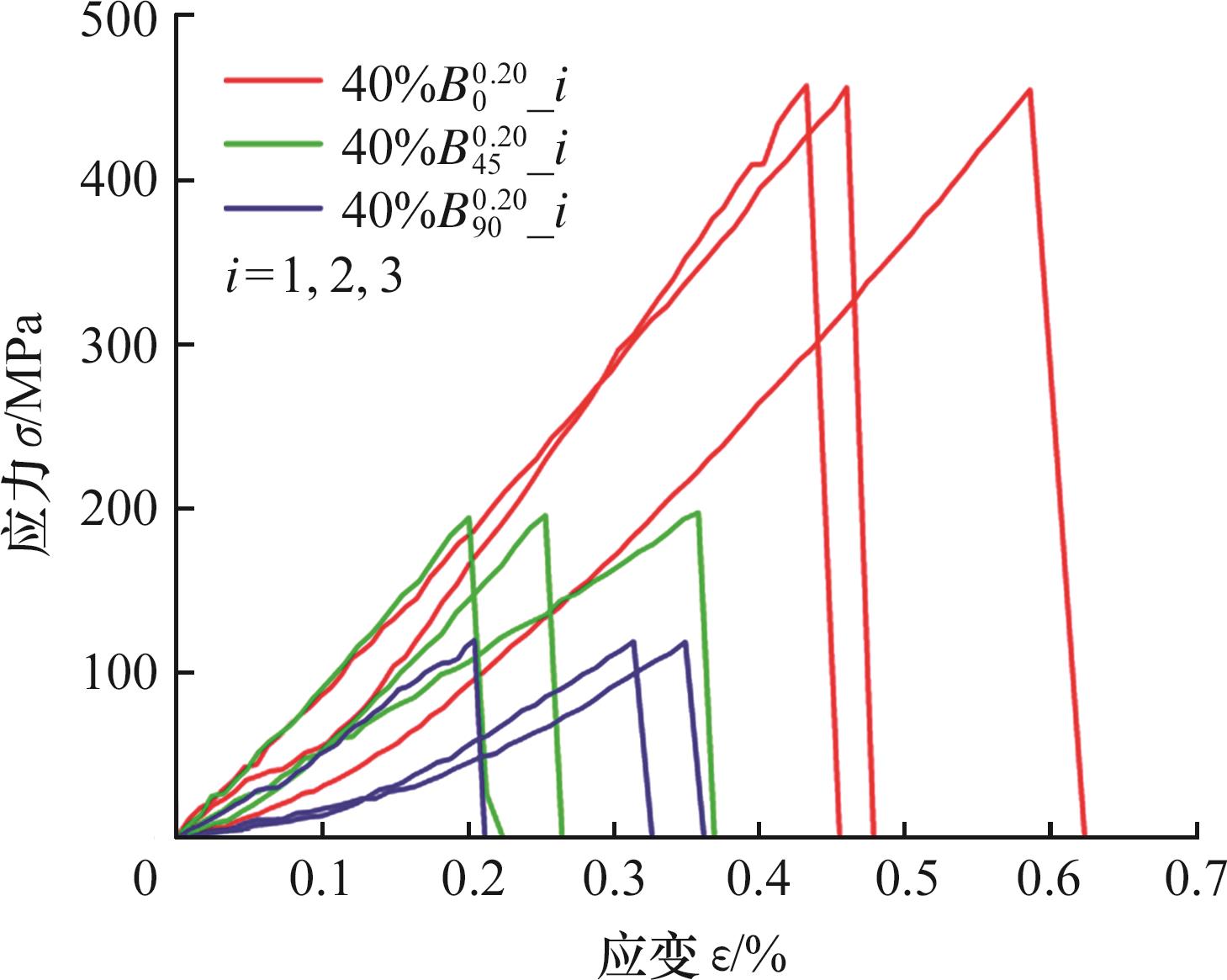
图16 不同层厚弯曲烧结试件的应力-应变曲线
Fig.16 Stress-strain curves of bending sintered specimens with different filling angle
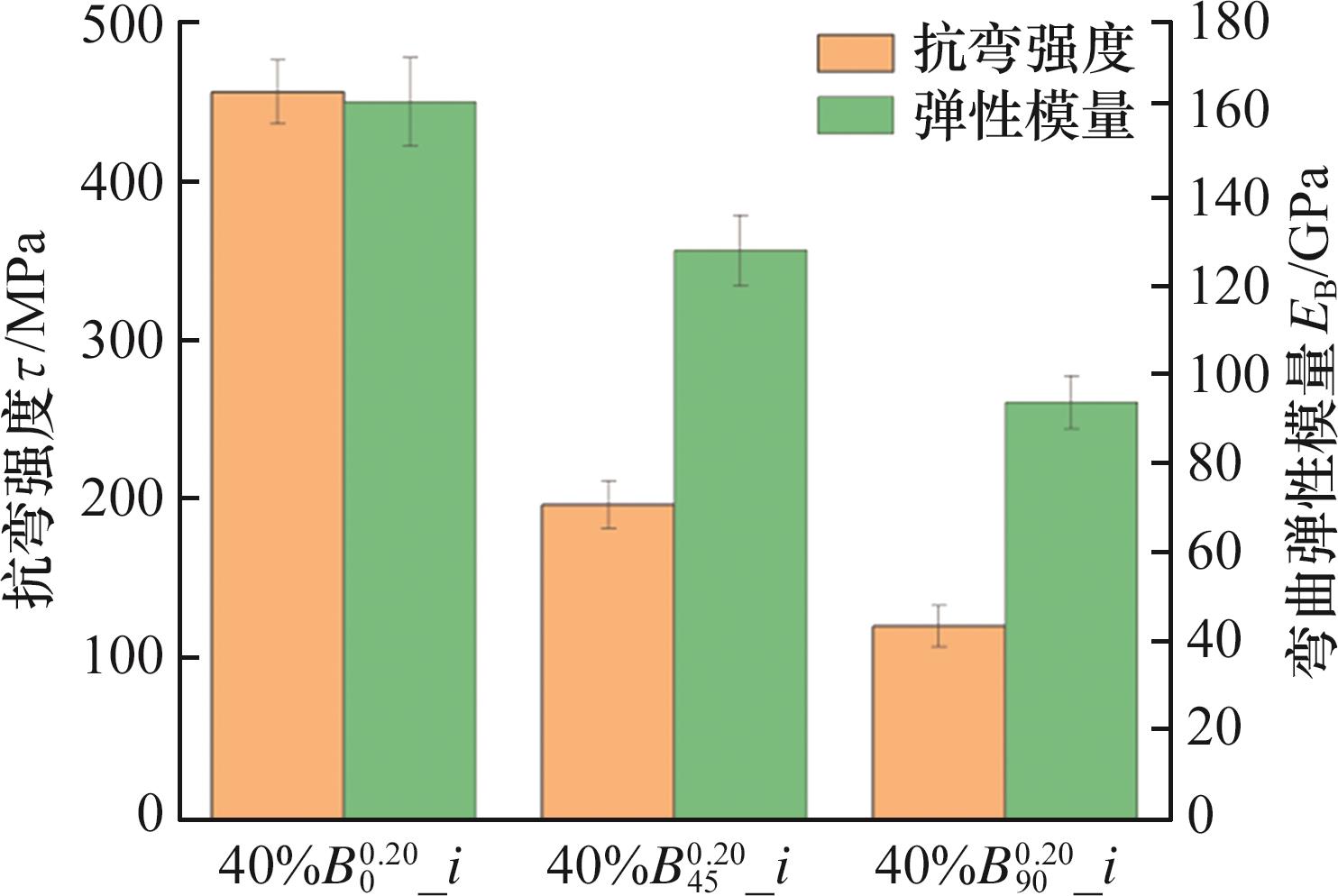
图17 不同填充角度弯曲烧结试件的抗弯强度和弯曲弹性模量
Fig.17 Bending strength and bending modulus of bending sintered specimens with different filling angle
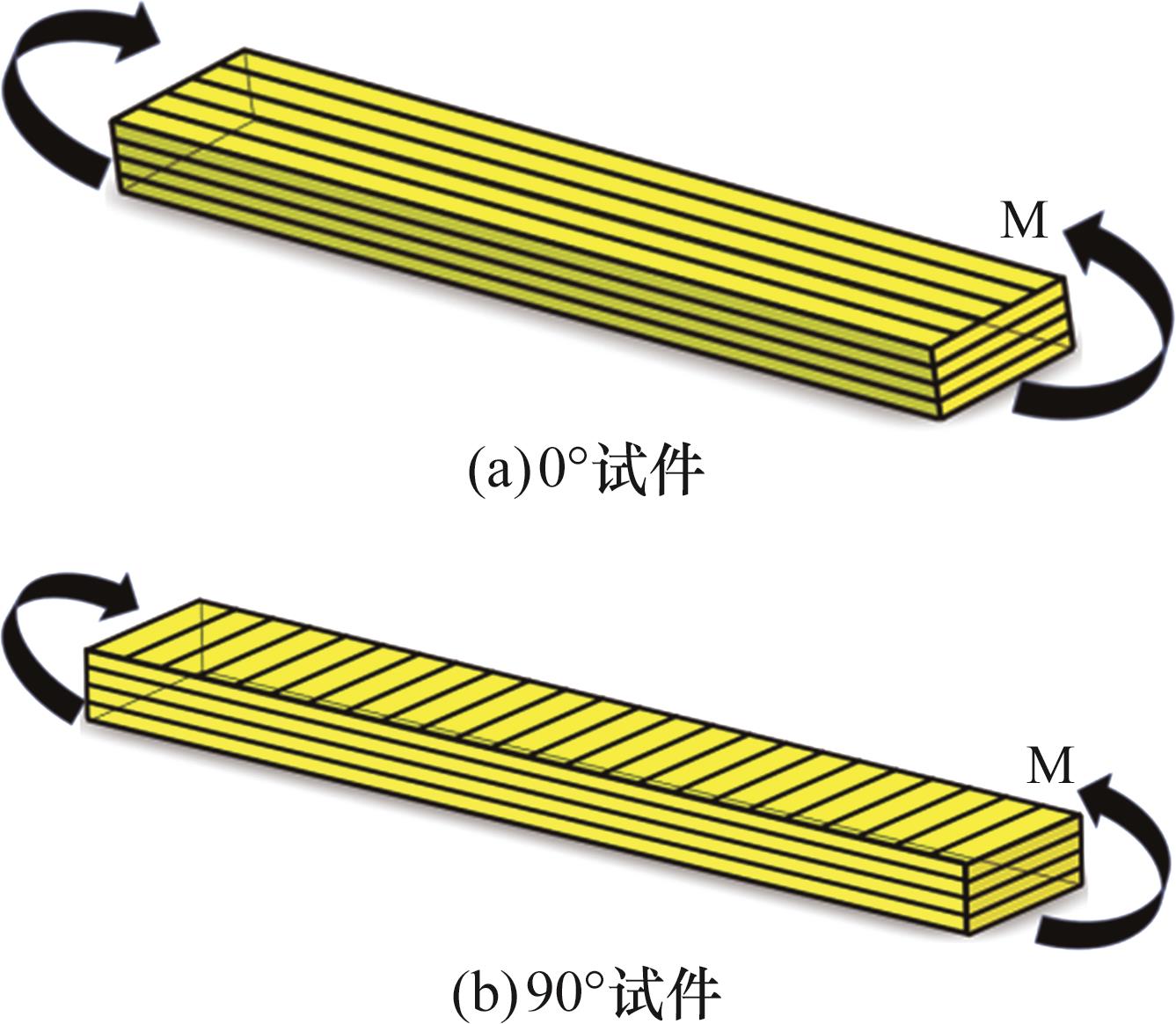
图18 不同填充角度烧结试件的弯曲示意图
Fig.18 Bending schematic diagrams of sintered specimens with different filling angles
| [1] | ZHENG Y, ZHANG K, LIU T T,et al. Cracks of Alumina Ceramics by Selective Laser Melting[J]. Ceramics International, 2019, 45(1): 175-184. |
| [2] | CHEN Zhangwei, LI Ziyong, LI Junjie, et al. 3D Printing of Ceramics: a Review[J]. Journal of the European Ceramic Society, 2019, 39(4): 661-687. |
| [3] | LIU Guo, ZHANG Xiaofeng, CHEN Xuliang, et al. Additive Manufacturing of Structural Materials[J]. Materials Science and Engineering: R: Reports, 2021, 145: 100596. |
| [4] | PELZ J S, KU N, MEYERS M A, et al. Additive Manufacturing of Structural Ceramics: a Historical Perspective[J]. Journal of Materials Research and Technology, 2021, 15: 670-695. |
| [5] | DE CAMARGO I L, VERZA J R, GARCIA J, et al. Fused Filament Fabrication of Partially Stabilized Zirconia (3Y-TZP) Parts[J]. Materials Letters, 2024, 355: 135510. |
| [6] | OLIVEIRA F A C, SARDINHA M, GALINDO J,et al. Manufacturing and Thermal Shock Resistance of 3D-printed Porous Black Zirconia for Concentrated Solar Applications[J]. Crystals, 2023, 13(9): 1323. |
| [7] | GUAN Z, YANG X, LIU P, et al. Additive Manufacturing of Zirconia Ceramic by Fused Filament Fabrication[J]. Ceramics International, 2023, 49(17): 27742-27749. |
| [8] | VOZAROVA M, NEUBAUER E, BACA L, et al. Preparation of Fully Dense Boron Carbide Ceramics by Fused Filament Fabrication (FFF)[J]. Journal of the European Ceramic Society, 2023, 43(5): 1751-1761. |
| [9] | BHANDARI S, MANIERE C, SEDONA F, et al. Ultra-rapid Debinding and Sintering of Additively Manufactured Ceramics by Ultrafast High-temperature Sintering[J]. Journal of the European Ceramic Society, 2024, 44(1): 328-340. |
| [10] | TRUXOVA V, SAFKA J, SOBOTKA J, et al. Alumina Manufactured by Fused Filament Fabrication: a Comprehensive Study of Mechanical Properties and Porosity[J]. Polymers, 2022, 14(5): 991. |
| [11] | NOETZEL D, EICKHOFF R, PFEIFER C, et al. Printing of Zirconia Parts via Fused Filament Fabrication[J]. Materials, 2021, 14(19): 5467. |
| [12] | SHEN Ting, XIONG Huiwen, LI Zhiyou, et al. Fused Deposition Fabrication of High-quality Zirconia Ceramics Using Granular Feedstock[J]. Ceramics International, 2021, 47(24): 34352-34360. |
| [13] | TOSTO C, BRAGAGLIA M, NANNI F, et al. Fused Filament Fabrication of Alumina/Polymer Filaments for Obtaining Ceramic Parts after Debinding and Sintering Processes[J]. Materials, 2022, 15(20): 7399. |
| [14] | SARRAF F, ABBATINALI E, GORJAN L, et al. Effect of MgO Sintering Additive on Mullite Structures Manufactured by Fused Deposition Modeling (FDM) Technology[J]. Journal of the European Ceramic Society, 2021, 41(13): 6677-6686. |
| [15] | CANO S, LUBE T, HUBER P, et al. Influence of the Infill Orientation on the Properties of Zirconia Parts Produced by Fused Filament Fabrication[J]. Materials, 2020, 13(14): 3158. |
| [1] | 姜世杰, 郭佳欣, 刁龙越, 刘显赫, 王金榜, 王宁. ZrO2生物陶瓷挤出成形支架及其性能研究[J]. 中国机械工程, 2026, 37(6): 1345-1352. |
| [2] | 姜峰1, 2, 胡荣辉1, 邓杰东1, 张添1, 黄国钦1, 2, 徐仰立1, 2, 李友生3, 刘超4. 硬质合金刀具增材制造技术发展趋势和展望[J]. 中国机械工程, 2025, 36(06): 1300-1313. |
| [3] | 徐伟伟1, 张作轩1, 朱松青1, 殷增斌2. 氮化硅基陶瓷材料微波烧结参数实验优化[J]. 中国机械工程, 2025, 36(03): 435-443. |
| [4] | 姜世杰1, 2, 许子沼1, 李曙光1, 王菲1, 黄绪震3. 17-4PH不锈钢材料的金属熔丝成形及其制品力学性能研究[J]. 中国机械工程, 2025, 36(03): 593-603. |
| [5] | 罗自荣, 徐毓泽, 陈善军, 王圣引, 卢钟岳, 朱一鸣. 2-(U+UPS)PU+UPU平动机器人腿机构设计与力速性能分析[J]. 中国机械工程, 2024, 35(12): 2193-2202. |
| [6] | 舒霞云, 王策, 常雪峰, 钟智东, 唐毅泉, . 鞘气辅助空气动力学透镜聚焦的干法气溶胶喷印实验研究[J]. 中国机械工程, 2024, 35(01): 152-159. |
| [7] | 洪东波, 殷增斌, 陈为友, 郑轶彤, 袁军堂. 微波烧结复杂刃形SiAlON陶瓷刀具铣削GH4169高温合金性能研究[J]. 中国机械工程, 2023, 34(07): 770-779,788. |
| [8] | 张岩, 黄传真, 刘含莲. 氮化碳基陶瓷刀具材料的制备与力学性能研究[J]. 中国机械工程, 2023, 34(03): 352-358,368. |
| [9] | 殷增斌, 朱智勇, 王子祥, 袁军堂. 复杂刃形陶瓷刀具微波烧结技术研究[J]. 中国机械工程, 2022, 33(08): 899-907. |
| [10] | 孙茂银, 吴健, 吴泽宏, . STL数据处理对激光烧结制件表面条纹影响的研究#br#[J]. 中国机械工程, 2021, 32(09): 1108-1113. |
| [11] | 林坷升;刘洁;张媛玲;闫春泽. 聚乳酸/羟基磷灰石复合材料激光选区烧结工艺优化与性能研究[J]. 中国机械工程, 2020, 31(19): 2355-2362,2370. |
| [12] | 吴海华, 张成, 李亚峰, 刘力, 徐李杰. 人造石墨粉末选择性激光烧结成形工艺实验研究[J]. 中国机械工程, 2020, 31(15): 1838-1845. |
| [13] | 傅华;朱伟;郑沈威;闫春泽. 载荷对激光选区烧结Cf/SiC复合材料摩擦磨损性能的影响[J]. 中国机械工程, 2019, 30(21): 2604-2610. |
| [14] | 贾建波1;刘文超1;刘海亮1;鹿超1;徐岩1,2;杨越1;骆俊廷1. 粉末冶金Ti-22Al-25Nb合金的放电等离子烧结工艺数值模拟与实验研究[J]. 中国机械工程, 2018, 29(19): 2377-2383. |
| [15] | 付旻慧1;刘凯2;刘洁1;谭沅良. 碳化硅零件的激光选区烧结及反应烧结工艺[J]. 中国机械工程, 2018, 29(17): 2111-2118. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||