


ISSN 1004-132X
CN 42-1294/TH
CN 42-1294/TH
中国机械工程 ›› 2026, Vol. 37 ›› Issue (4): 855-865.DOI: 10.3969/j.issn.1004-132X.2026.04.010
周丽蓉1( ), 陈子翰1, 王光存2, 孔琳3, 曾贵源1, 任亚运4
), 陈子翰1, 王光存2, 孔琳3, 曾贵源1, 任亚运4
收稿日期:2025-09-28
出版日期:2026-04-25
发布日期:2026-05-11
通讯作者:
周丽蓉
作者简介:周丽蓉*(通信作者),女,1989年生,副教授、博士研究生。研究方向为工业大数据、绿色制造与智能制造。E-mail: zhoulirong2012@qq.com。
基金资助:
ZHOU Lirong1(), CHEN Zihan1, WANG Guangcun2, KONG Lin3, ZENG Guiyuan1, REN Yayun4
Received:2025-09-28
Online:2026-04-25
Published:2026-05-11
Contact:
ZHOU Lirong
摘要:
为解决云制造中机床资源竞争和客户利益冲突,推进制造服务能效均衡转化为客户收益,提出了一种基于非合作博弈的云制造机床资源节能调度方法。以时效型、能效型、经济型、质量型、综合型为5类客户偏好,构建了面向客户收益的云制造机床设备节能调度模型,采用改进非合作博弈遗传算法求解纳什均衡。分析了基于客户价值分类的差异化折扣策略对调度结果的影响趋势。以徐工集团典型工程机械产品的多种油缸活塞杆零件制造为例进行仿真试验,结果显示,所提方法使客户制造任务平均收益提高4.1%,任务能耗最高下降28%。
中图分类号:
周丽蓉, 陈子翰, 王光存, 孔琳, 曾贵源, 任亚运. 面向客户收益的云制造机床服务资源非合作博弈节能调度[J]. 中国机械工程, 2026, 37(4): 855-865.
ZHOU Lirong, CHEN Zihan, WANG Guangcun, KONG Lin, ZENG Guiyuan, REN Yayun. Customer-benefit-oriented Energy-efficient Scheduling of Machine Tool Service Resources in Cloud Manufacturing Based on Non-cooperative Game[J]. China Mechanical Engineering, 2026, 37(4): 855-865.
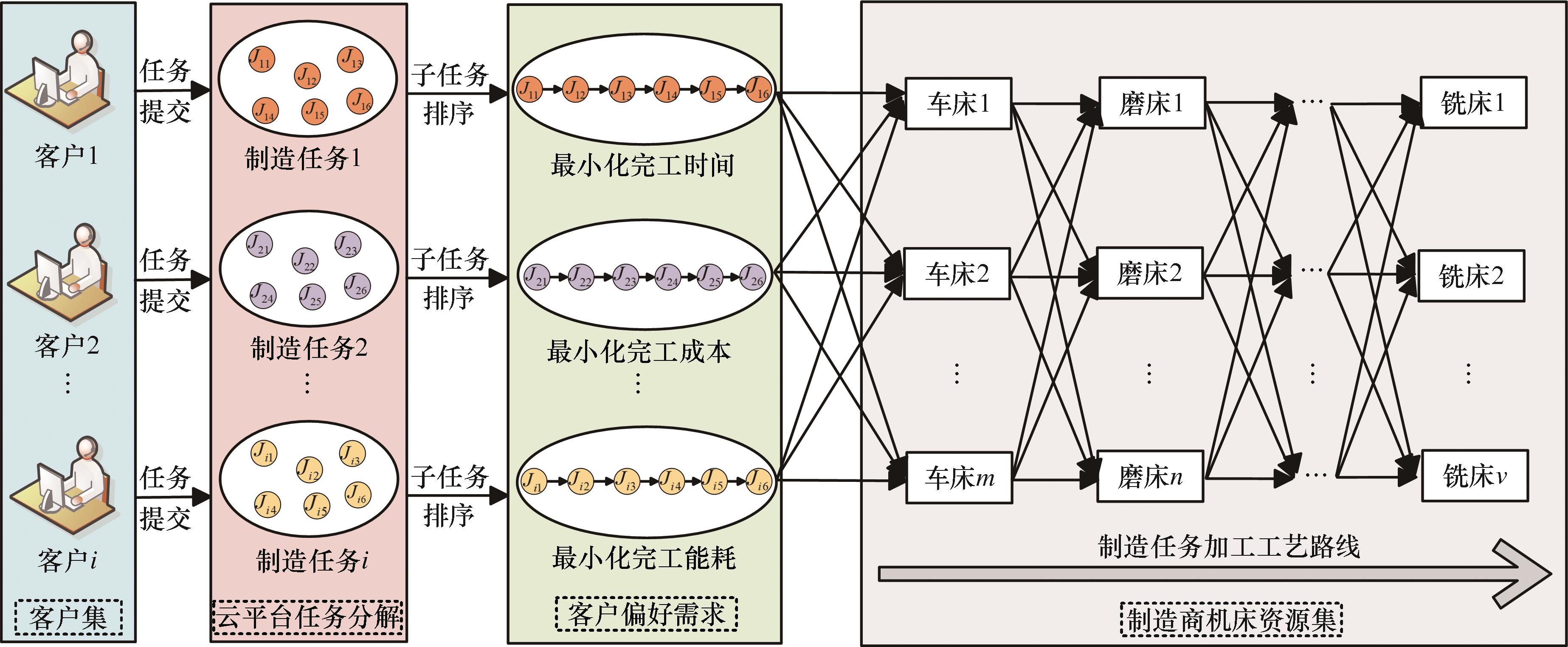
图1 云制造机床资源调度流程
Fig.1 Cloud manufacturing machine tool scheduling process
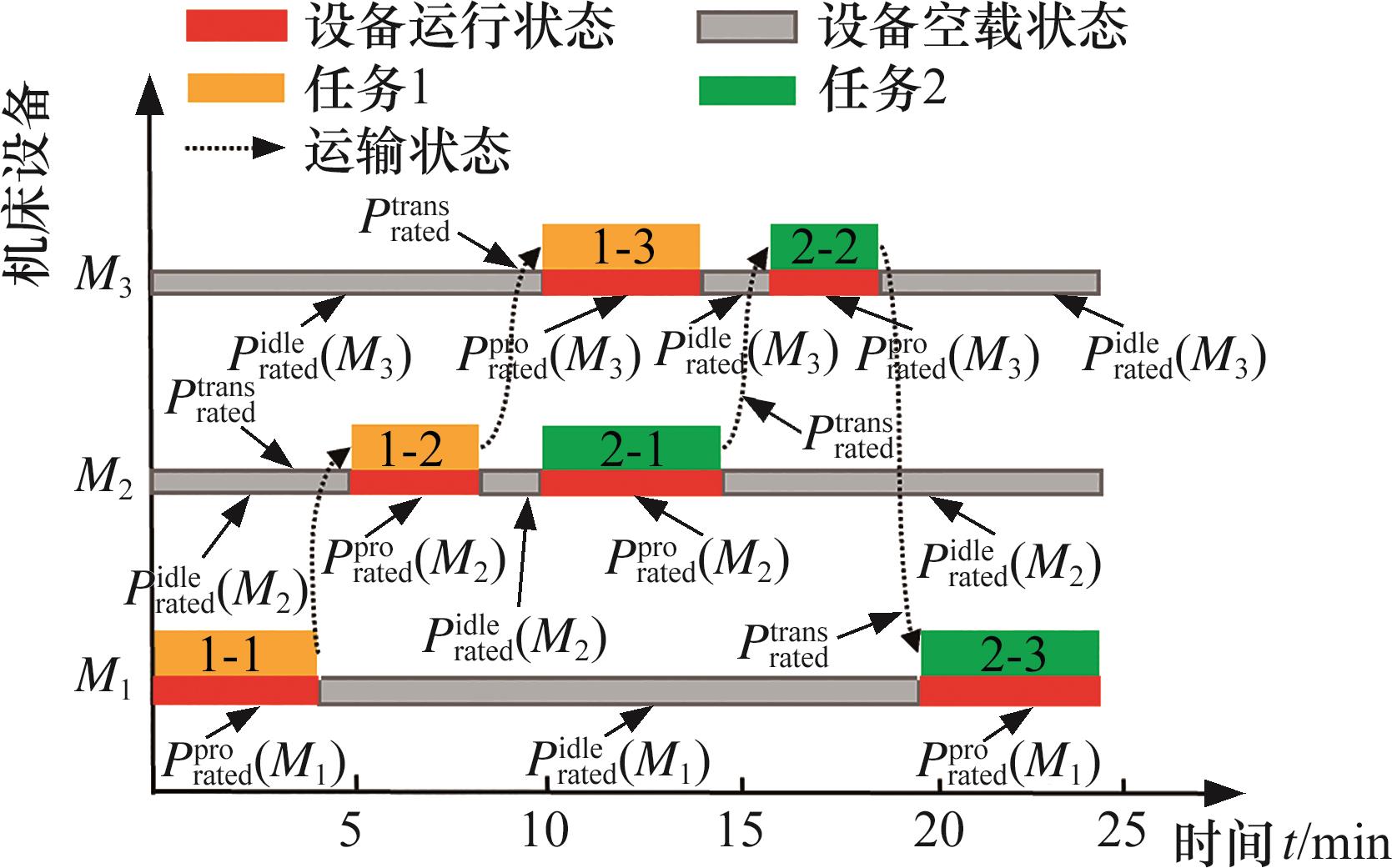
图2 任务能耗构成
Fig.2 Task energy consumption composition
| 指标名称 | 单位 | 指标解释 |
|---|---|---|
消费时间 间隔(R) | 天 | 指从客户与企业最近一次交易的时间到当前时间的间隔 |
| 消费频次(F) | 次 | 指在一段时间内,客户与企业达成交易的总次数 |
| 消费金额(M) | 元 | 指在一段时间内,客户在企业消费的累计总额 |
| 客户信誉(C) | 天 | 指客户与企业达成交易时间与客户付款时间的间隔 |
表 1 客户价值分类评估指标
Tab.1 Customer value classification evaluation indexes
| 指标名称 | 单位 | 指标解释 |
|---|---|---|
消费时间 间隔(R) | 天 | 指从客户与企业最近一次交易的时间到当前时间的间隔 |
| 消费频次(F) | 次 | 指在一段时间内,客户与企业达成交易的总次数 |
| 消费金额(M) | 元 | 指在一段时间内,客户在企业消费的累计总额 |
| 客户信誉(C) | 天 | 指客户与企业达成交易时间与客户付款时间的间隔 |
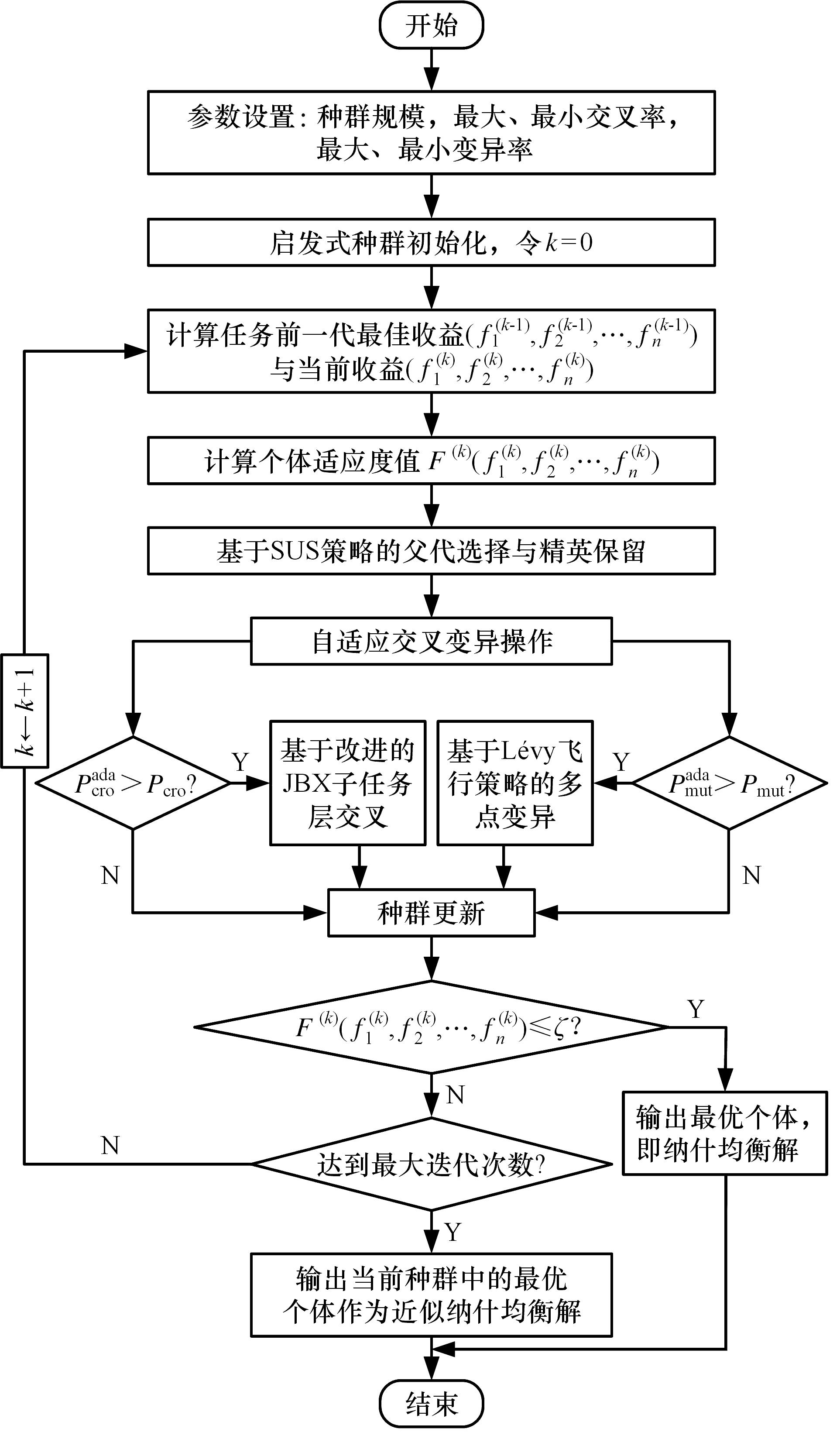
图3 基于客户收益的改进非合作博弈遗传算法流程
Fig.3 INCGA process based on customer benefits
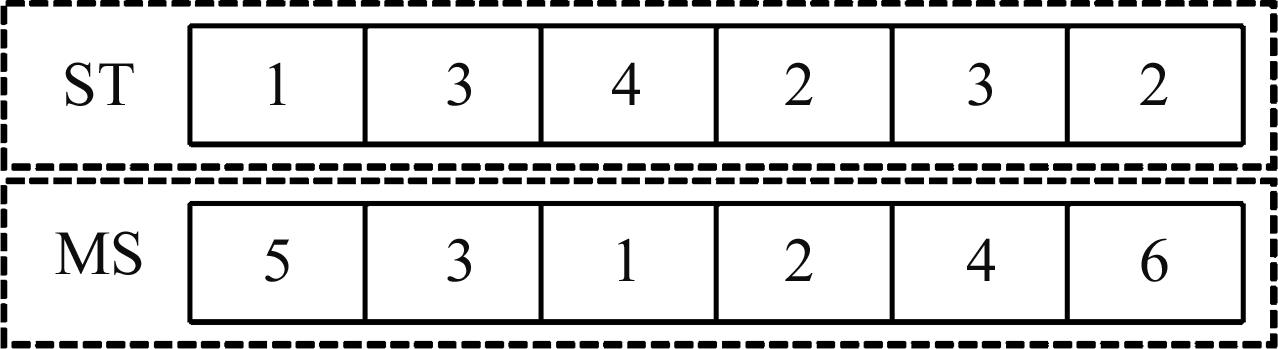
图4 染色体编码方式
Fig.4 Chromosome encoding
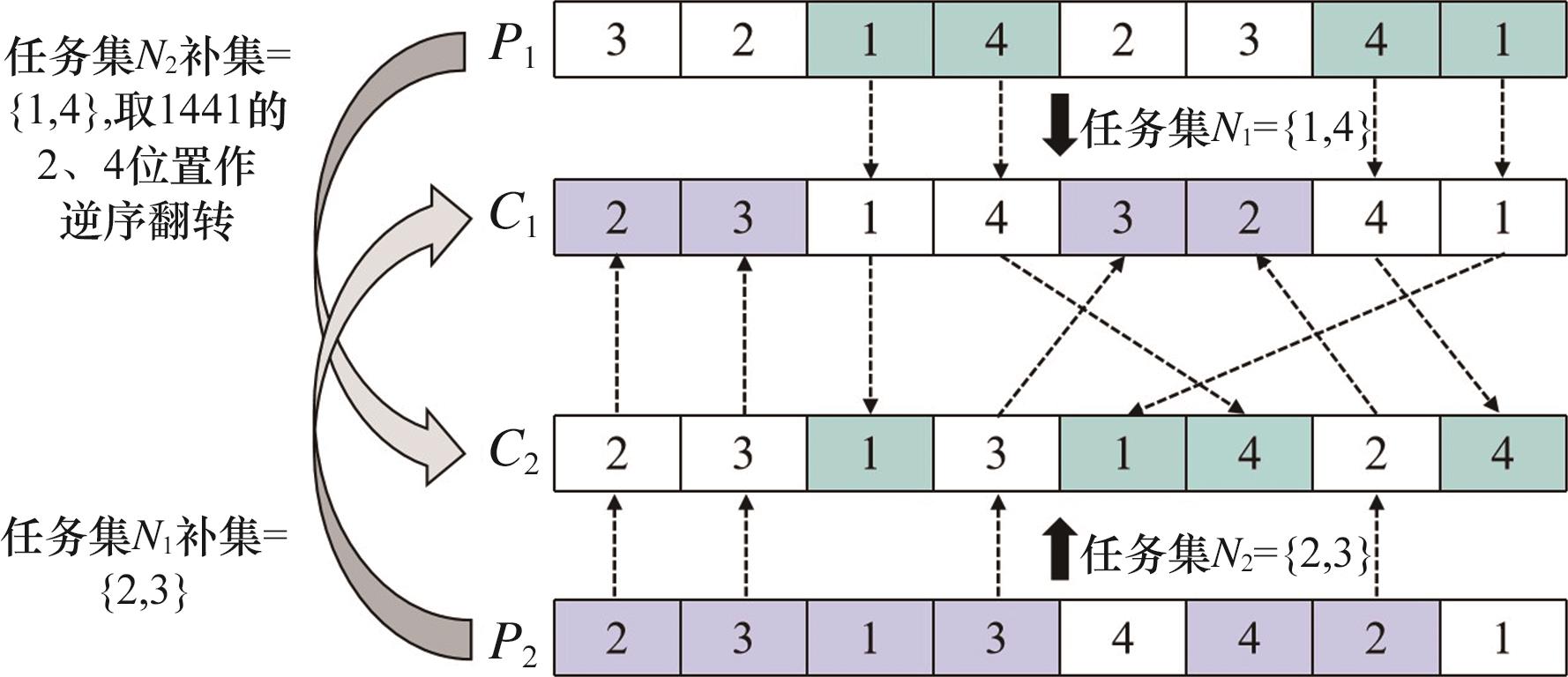
图5 交叉操作
Fig.5 Crossover operator

图6 变异操作
Fig.6 Mutation operator
| 加工任务 | 子任务 | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | |
任务1起重机变 幅油缸活塞杆(时效型) | 下料 | 校直 | 粗车 | 焊杆堵 | 平修 | 精车 外圆 | 精车 小头 | 磨外圆 | 抛光 | 电镀 | 抛光 | 焊耳环 | ||
任务2石油机械 起升油缸活塞杆(能效型) | 下料 | 校直 | 粗车 | 镗孔 | 粗车 | 焊杆头 | 平修 | 精车 外圆 | 精车 小头 | 磨外圆 | 抛光 | 电镀 | 抛光 | 焊耳环 |
任务3压榨机油 缸活塞杆(经济型) | 粗加工 | 焊接 | 车削 | 磨削 | 精车 | 钳端面孔 | 磨削 | 抛光 | 电镀 | 抛光 | 车削 | 抛光 | ||
任务4盾构机推 进油缸活塞杆(质量型) | 下料 | 校直 | 粗车 | 校直 | 粗车 | 校直 | 磨削 | 精车 | 镗铣 | 磨削 | 抛光 | 电镀 | 抛光 | |
| 任务5旋挖钻机倾缸活塞杆(综合型) | 下料 | 校直 | 粗车 | 焊接 | 平修 | 磨外圆 | 抛光 | 电镀 | 抛光 | 车削 | 精车 | 抛光 | ||
表2 不同客户提交的活塞杆加工任务工艺路线
Tab.2 Process routes of piston rod machining tasks from different customers
| 加工任务 | 子任务 | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | |
任务1起重机变 幅油缸活塞杆(时效型) | 下料 | 校直 | 粗车 | 焊杆堵 | 平修 | 精车 外圆 | 精车 小头 | 磨外圆 | 抛光 | 电镀 | 抛光 | 焊耳环 | ||
任务2石油机械 起升油缸活塞杆(能效型) | 下料 | 校直 | 粗车 | 镗孔 | 粗车 | 焊杆头 | 平修 | 精车 外圆 | 精车 小头 | 磨外圆 | 抛光 | 电镀 | 抛光 | 焊耳环 |
任务3压榨机油 缸活塞杆(经济型) | 粗加工 | 焊接 | 车削 | 磨削 | 精车 | 钳端面孔 | 磨削 | 抛光 | 电镀 | 抛光 | 车削 | 抛光 | ||
任务4盾构机推 进油缸活塞杆(质量型) | 下料 | 校直 | 粗车 | 校直 | 粗车 | 校直 | 磨削 | 精车 | 镗铣 | 磨削 | 抛光 | 电镀 | 抛光 | |
| 任务5旋挖钻机倾缸活塞杆(综合型) | 下料 | 校直 | 粗车 | 焊接 | 平修 | 磨外圆 | 抛光 | 电镀 | 抛光 | 车削 | 精车 | 抛光 | ||
| 类型 | 客户偏好 | |||||
|---|---|---|---|---|---|---|
| 完工时间权重 | 完工能耗权重 | 完工成本权重 | 综合质量权重 | CR值 | 一致性检验 | |
| 时效型 | 0.31 | 0.12 | 0.24 | 0.33 | 0.001 | 通过 |
| 能效型 | 0.16 | 0.26 | 0.26 | 0.32 | 0.004 | 通过 |
| 经济型 | 0.15 | 0.14 | 0.42 | 0.29 | 0.009 | 通过 |
| 质量型 | 0.19 | 0.12 | 0.24 | 0.45 | 0.007 | 通过 |
| 综合型 | 0.19 | 0.12 | 0.30 | 0.39 | 0.01 | 通过 |
表3 客户偏好权重参考表
Tab.3 Reference of customer preference weight
| 类型 | 客户偏好 | |||||
|---|---|---|---|---|---|---|
| 完工时间权重 | 完工能耗权重 | 完工成本权重 | 综合质量权重 | CR值 | 一致性检验 | |
| 时效型 | 0.31 | 0.12 | 0.24 | 0.33 | 0.001 | 通过 |
| 能效型 | 0.16 | 0.26 | 0.26 | 0.32 | 0.004 | 通过 |
| 经济型 | 0.15 | 0.14 | 0.42 | 0.29 | 0.009 | 通过 |
| 质量型 | 0.19 | 0.12 | 0.24 | 0.45 | 0.007 | 通过 |
| 综合型 | 0.19 | 0.12 | 0.30 | 0.39 | 0.01 | 通过 |
| 设备名称 | 设备型号 | 工艺类型 | 额定功率/kW | 设备可靠性 | 加工合格率 | 按时交付率 |
|---|---|---|---|---|---|---|
| 6米简易数控车床 | CK61125 | 车削 | 25 | 0.89 | 0.92 | 0.93 |
| 20米数控车床 | CKW61125 | 车削 | 22 | 0.92 | 0.94 | 0.91 |
| 14米普通外圆磨床 | H169/2 | 磨削 | 32 | 0.88 | 0.91 | 0.89 |
| 数控双柱定梁立式车磨床 | CMK5720 | 磨削 | 15 | 0.91 | 0.93 | 0.92 |
| 深孔镗床 | T2250A | 钻削 | 56 | 0.82 | 0.96 | 0.87 |
| 16米数控深孔镗 | TK2280S*16M | 钻削 | 105 | 0.93 | 0.95 | 0.9 |
| 环缝自动焊接机 | NZC-C | 焊接 | 16 | 0.9 | 0.92 | 0.94 |
| 接触式10M自动校直机 | JZ2077061/10 | 校直 | 45 | 0.96 | 0.9 | 0.88 |
| 自动滚镀生产设备 | 非标定值 | 电镀 | 9.6 | 0.91 | 0.96 | 0.87 |
| 磁导航重载AGV | M227-MD10T | 运输 | 8 | - | - | - |
表4 部分机床与运输设备参数信息
Tab.4 Parameters for selected machine tools and transport equipment
| 设备名称 | 设备型号 | 工艺类型 | 额定功率/kW | 设备可靠性 | 加工合格率 | 按时交付率 |
|---|---|---|---|---|---|---|
| 6米简易数控车床 | CK61125 | 车削 | 25 | 0.89 | 0.92 | 0.93 |
| 20米数控车床 | CKW61125 | 车削 | 22 | 0.92 | 0.94 | 0.91 |
| 14米普通外圆磨床 | H169/2 | 磨削 | 32 | 0.88 | 0.91 | 0.89 |
| 数控双柱定梁立式车磨床 | CMK5720 | 磨削 | 15 | 0.91 | 0.93 | 0.92 |
| 深孔镗床 | T2250A | 钻削 | 56 | 0.82 | 0.96 | 0.87 |
| 16米数控深孔镗 | TK2280S*16M | 钻削 | 105 | 0.93 | 0.95 | 0.9 |
| 环缝自动焊接机 | NZC-C | 焊接 | 16 | 0.9 | 0.92 | 0.94 |
| 接触式10M自动校直机 | JZ2077061/10 | 校直 | 45 | 0.96 | 0.9 | 0.88 |
| 自动滚镀生产设备 | 非标定值 | 电镀 | 9.6 | 0.91 | 0.96 | 0.87 |
| 磁导航重载AGV | M227-MD10T | 运输 | 8 | - | - | - |
| 子任务 | 加工时间(h)/调整时间(h)/单位加工成本(元) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| M1 | M2 | M3 | M4 | M5 | M6 | M7 | M8 | M9 | |
| J1 | 1.4/0.2/705 | 1.3/0.1/630 | 1/0.4/261 | ||||||
| J2 | 0.3/0.06/450 | ||||||||
| J3 | 1.3/0.07/973 | 1/0.4/991 | 0.5/0.4/625 | ||||||
| J4 | 0.6/0.04/557 | ||||||||
| J5 | 1.4/0.07/925 | 1/0.4/929 | 0.5/0.4/590 | ||||||
| J6 | 0.5/0.04/785 | ||||||||
| J7 | 1.2/0.2/319 | 0.7/0.2/859 | 0.7/0.05/449 | ||||||
| J8 | 0.5/0.1/938 | 0.6/0.1/850 | 0.6/0.06/443 | ||||||
| J9 | 1.1/0.3/739 | 0.5/0.1/325 | 1/0.1/825 | ||||||
| J10 | 0.8/0.3/374 | 0.7/0.1/331 | |||||||
| J11 | 1/0.1/242 | 0.9/0.1/477 | |||||||
| J12 | 0.8/0.4/247 | ||||||||
| J13 | 1.1/0.1/233 | 0.6/0.1/479 | |||||||
| J14 | 0.5/0.05/1372 | ||||||||
表5 任务2的机床加工数据信息
Tab.5 Machine tool processing data for task 2
| 子任务 | 加工时间(h)/调整时间(h)/单位加工成本(元) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| M1 | M2 | M3 | M4 | M5 | M6 | M7 | M8 | M9 | |
| J1 | 1.4/0.2/705 | 1.3/0.1/630 | 1/0.4/261 | ||||||
| J2 | 0.3/0.06/450 | ||||||||
| J3 | 1.3/0.07/973 | 1/0.4/991 | 0.5/0.4/625 | ||||||
| J4 | 0.6/0.04/557 | ||||||||
| J5 | 1.4/0.07/925 | 1/0.4/929 | 0.5/0.4/590 | ||||||
| J6 | 0.5/0.04/785 | ||||||||
| J7 | 1.2/0.2/319 | 0.7/0.2/859 | 0.7/0.05/449 | ||||||
| J8 | 0.5/0.1/938 | 0.6/0.1/850 | 0.6/0.06/443 | ||||||
| J9 | 1.1/0.3/739 | 0.5/0.1/325 | 1/0.1/825 | ||||||
| J10 | 0.8/0.3/374 | 0.7/0.1/331 | |||||||
| J11 | 1/0.1/242 | 0.9/0.1/477 | |||||||
| J12 | 0.8/0.4/247 | ||||||||
| J13 | 1.1/0.1/233 | 0.6/0.1/479 | |||||||
| J14 | 0.5/0.05/1372 | ||||||||
| M1 | M2 | M3 | M4 | M5 | M6 | M7 | M8 | M9 | |
|---|---|---|---|---|---|---|---|---|---|
| M1 | 0 | 6 | 7 | 8 | 6 | 6 | 6 | 7 | 6 |
| M2 | 0 | 6 | 6 | 9 | 8 | 7 | 8 | 6 | |
| M3 | 0 | 7 | 6 | 8 | 9 | 8 | 6 | ||
| M4 | 0 | 6 | 8 | 6 | 6 | 7 | |||
| M5 | 0 | 6 | 7 | 6 | 6 | ||||
| M6 | 0 | 8 | 7 | 8 | |||||
| M7 | 0 | 6 | 6 | ||||||
| M8 | 0 | 7 | |||||||
| M9 | 0 |
表6 机床间的转运时间 (min)
Tab.6 Transfer time between machine tools
| M1 | M2 | M3 | M4 | M5 | M6 | M7 | M8 | M9 | |
|---|---|---|---|---|---|---|---|---|---|
| M1 | 0 | 6 | 7 | 8 | 6 | 6 | 6 | 7 | 6 |
| M2 | 0 | 6 | 6 | 9 | 8 | 7 | 8 | 6 | |
| M3 | 0 | 7 | 6 | 8 | 9 | 8 | 6 | ||
| M4 | 0 | 6 | 8 | 6 | 6 | 7 | |||
| M5 | 0 | 6 | 7 | 6 | 6 | ||||
| M6 | 0 | 8 | 7 | 8 | |||||
| M7 | 0 | 6 | 6 | ||||||
| M8 | 0 | 7 | |||||||
| M9 | 0 |
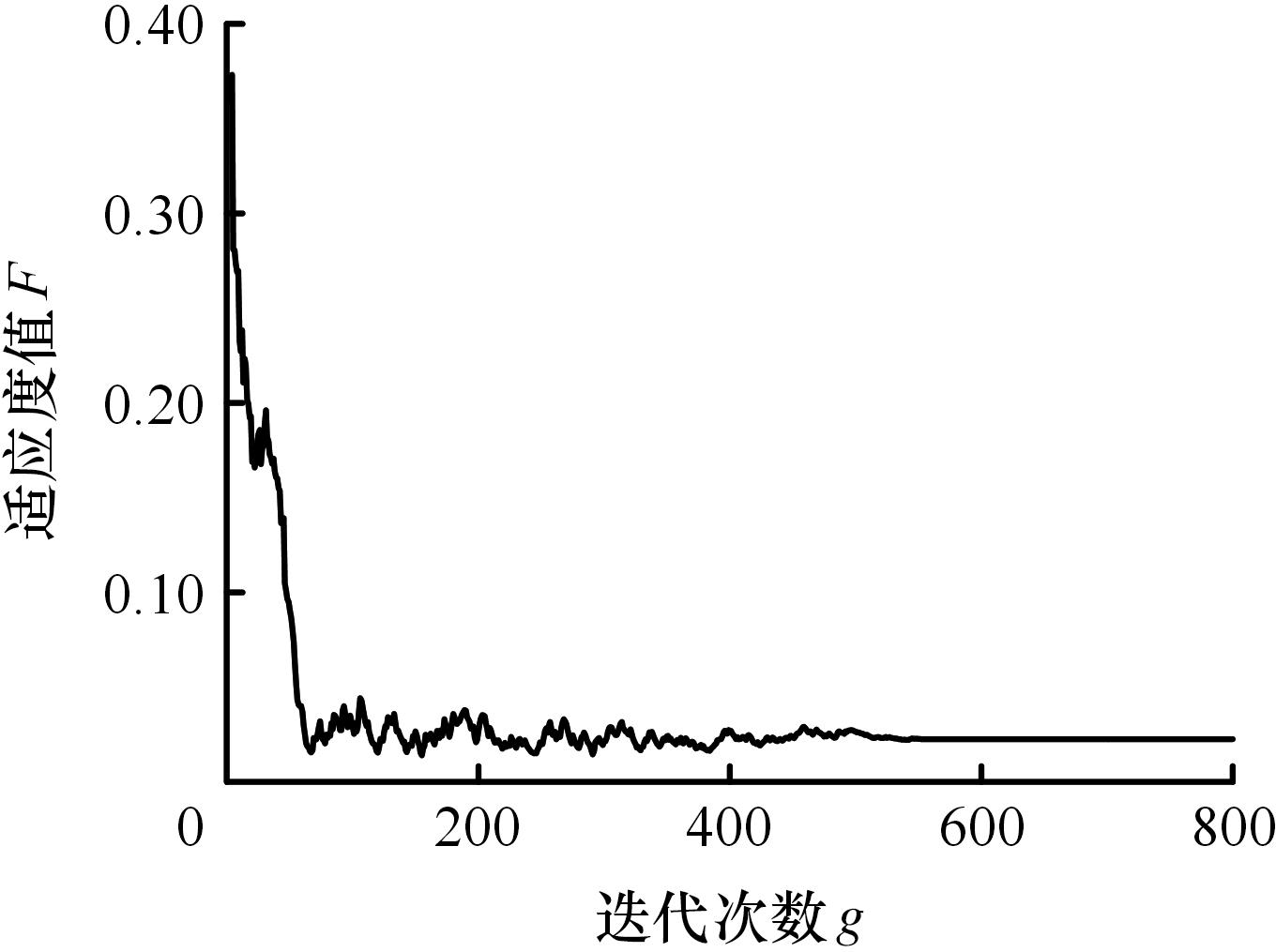
图7 适应度迭代收敛图
Fig.7 Fitness convergence curve
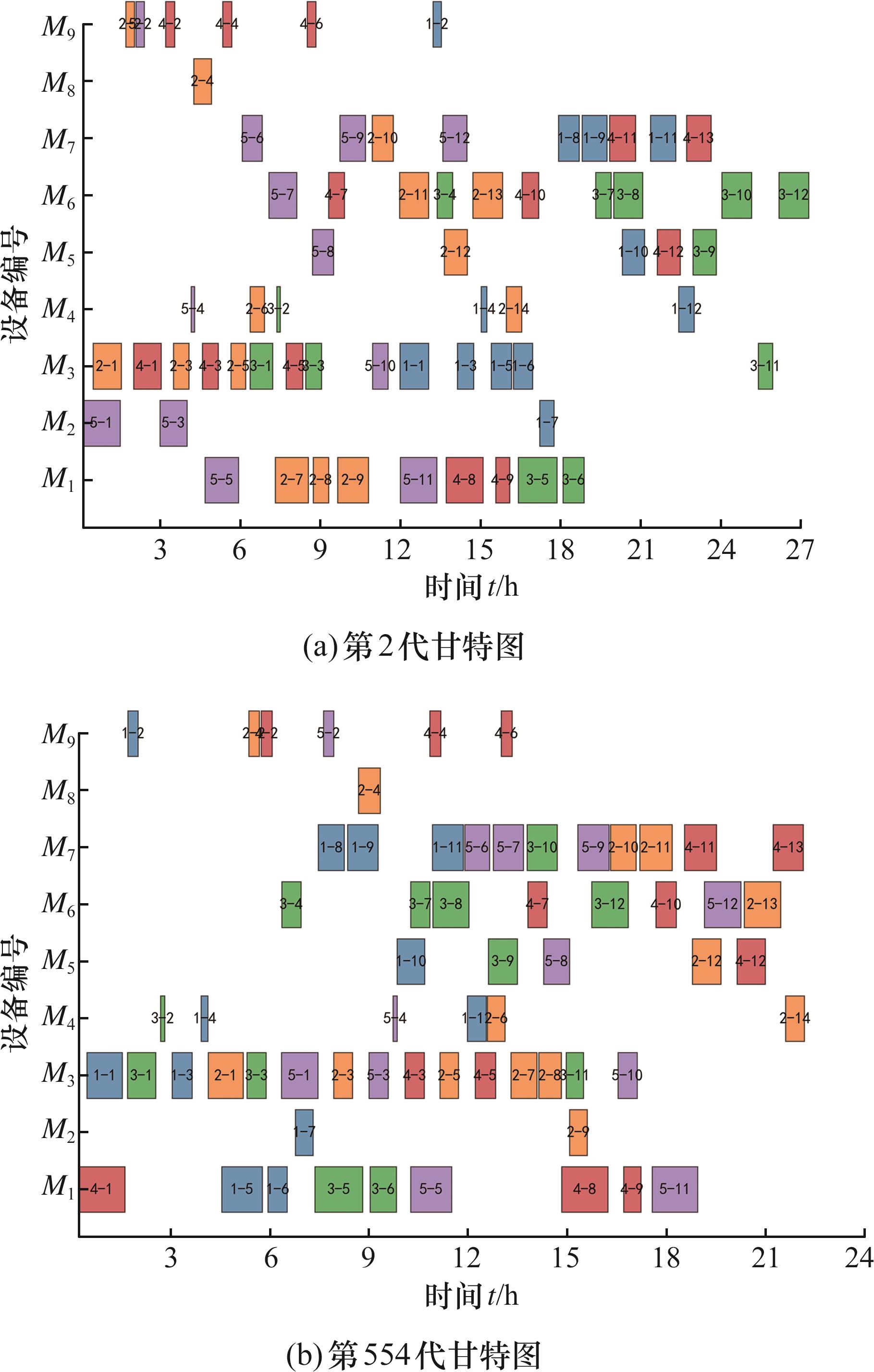
图8 INCGA调度甘特图
Fig.8 Gantt chart of INCGA scheduling
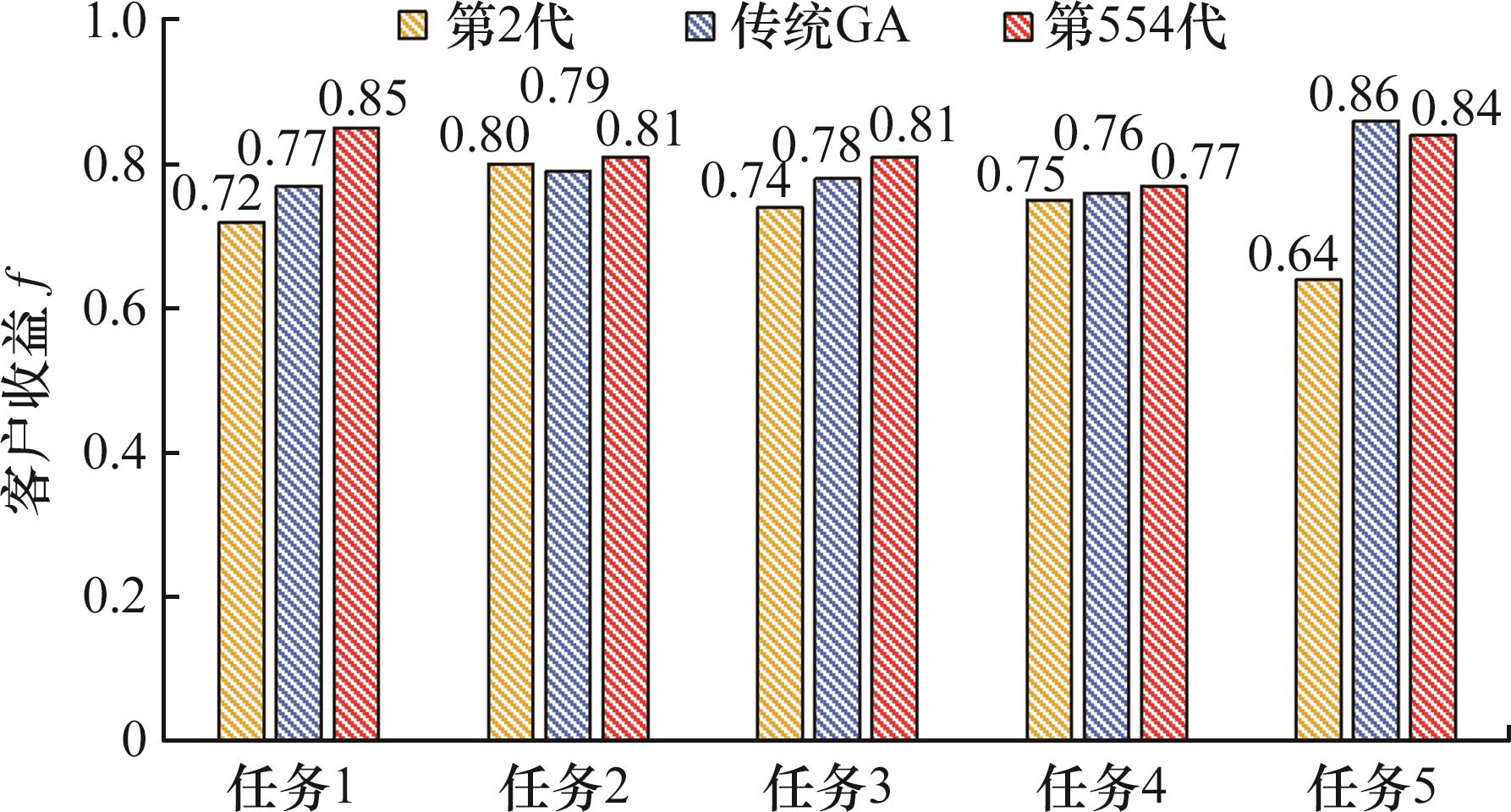
图9 客户收益对比
Fig.9 Comparison of customer profits
| 加工任务 | 完工时间/h | 完工能耗/(kW ∙ h) | 完工成本/元 | 综合质量 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2代 | 554代 | 传统GA | 2代 | 554代 | 传统GA | 2代 | 554代 | 传统GA | 2代 | 554代 | 传统GA | |
| 任务1 | 22 | 12 | 19 | 249 | 238 | 234 | 4021 | 4226 | 4011 | 0.879 | 0.881 | 0.879 |
| 任务2 | 16 | 22 | 21 | 456 | 411 | 423 | 5736 | 4985 | 6001 | 0.883 | 0.880 | 0.883 |
| 任务3 | 27 | 16 | 17 | 237 | 224 | 240 | 4105 | 4249 | 4679 | 0.881 | 0.883 | 0.884 |
| 任务4 | 23 | 22 | 22 | 291 | 262 | 261 | 4059 | 4770 | 4770 | 0.891 | 0.893 | 0.892 |
| 任务5 | 14 | 20 | 21 | 333 | 240 | 229 | 5304 | 4027 | 4179 | 0.884 | 0.887 | 0.889 |
表 7 INCGA第2代、第554代结果和传统GA的指标比较
Tab.7 Comparison indicators between the 2nd and 554th generations of INCGA and traditional GA
| 加工任务 | 完工时间/h | 完工能耗/(kW ∙ h) | 完工成本/元 | 综合质量 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2代 | 554代 | 传统GA | 2代 | 554代 | 传统GA | 2代 | 554代 | 传统GA | 2代 | 554代 | 传统GA | |
| 任务1 | 22 | 12 | 19 | 249 | 238 | 234 | 4021 | 4226 | 4011 | 0.879 | 0.881 | 0.879 |
| 任务2 | 16 | 22 | 21 | 456 | 411 | 423 | 5736 | 4985 | 6001 | 0.883 | 0.880 | 0.883 |
| 任务3 | 27 | 16 | 17 | 237 | 224 | 240 | 4105 | 4249 | 4679 | 0.881 | 0.883 | 0.884 |
| 任务4 | 23 | 22 | 22 | 291 | 262 | 261 | 4059 | 4770 | 4770 | 0.891 | 0.893 | 0.892 |
| 任务5 | 14 | 20 | 21 | 333 | 240 | 229 | 5304 | 4027 | 4179 | 0.884 | 0.887 | 0.889 |
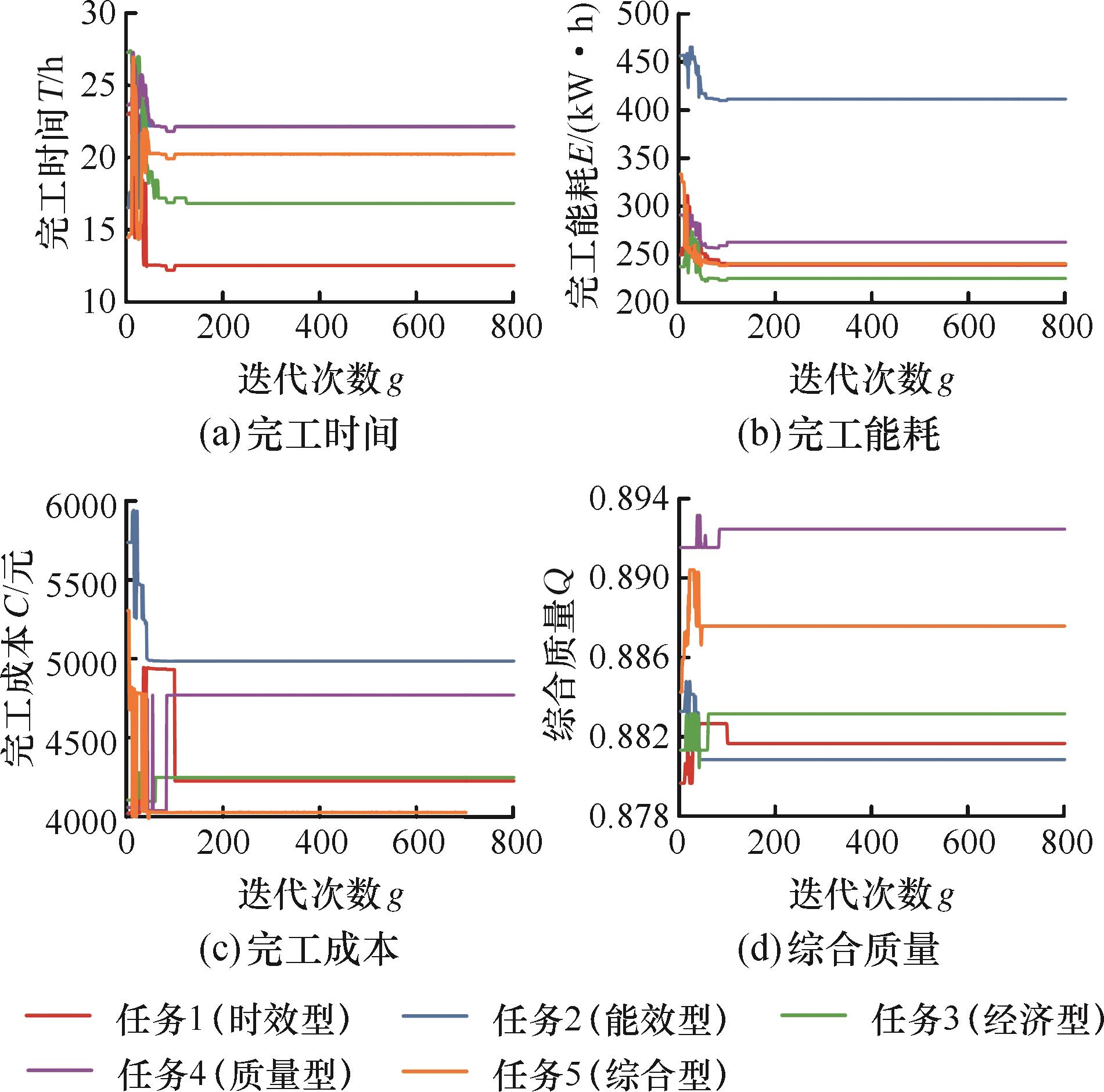
图10 客户收益指标变化趋势
Fig.10 Trends of customer benefit indicators
| 高价值客户 | 中等价值客户 | 低价值客户 | |
|---|---|---|---|
| R | 0.8889 | 0.8146 | 0.4100 |
| F | 0.6590 | 0.7788 | 0.1938 |
| M | 0.7249 | 0.0982 | 0.1746 |
| C | 0.8761 | 0.5079 | 0.3567 |
表8 客户价值分类归一化结果
Tab.8 Normalized results of customer value classification
| 高价值客户 | 中等价值客户 | 低价值客户 | |
|---|---|---|---|
| R | 0.8889 | 0.8146 | 0.4100 |
| F | 0.6590 | 0.7788 | 0.1938 |
| M | 0.7249 | 0.0982 | 0.1746 |
| C | 0.8761 | 0.5079 | 0.3567 |
| 客户等级 | 折扣系数 | 未加入折扣 | 加入折扣 | |
|---|---|---|---|---|
| 任务1 | 低价值 | 1.00 | 0.85 | 0.86 |
| 任务2 | 低价值 | 1.00 | 0.81 | 0.82 |
| 任务3 | 高价值 | 0.85 | 0.81 | 0.79 |
| 任务4 | 低价值 | 1.00 | 0.77 | 0.76 |
| 任务5 | 中等价值 | 0.90 | 0.84 | 0.85 |
| 适应度值 | 0.022 | 0.016 |
表9 融合折扣策略的客户收益对比
Tab.9 Customer benefit comparison under discount strategy
| 客户等级 | 折扣系数 | 未加入折扣 | 加入折扣 | |
|---|---|---|---|---|
| 任务1 | 低价值 | 1.00 | 0.85 | 0.86 |
| 任务2 | 低价值 | 1.00 | 0.81 | 0.82 |
| 任务3 | 高价值 | 0.85 | 0.81 | 0.79 |
| 任务4 | 低价值 | 1.00 | 0.77 | 0.76 |
| 任务5 | 中等价值 | 0.90 | 0.84 | 0.85 |
| 适应度值 | 0.022 | 0.016 |
| [1] | 李伯虎, 张霖, 王时龙, 等. 云制造——面向服务的网络化制造新模式[J]. 计算机集成制造系统, 2010, 16(1): 1-7. |
| LI Bohu, ZHANG Lin, WANG Shilong, et al. Cloud Manufacturing: a New Service-oriented Networked Manufacturing Model[J]. Computer Integrated Manufacturing Systems, 2010, 16(1): 1-7. | |
| [2] | 董海, 戴瑶, 张天瑞. 云制造模式下基于变邻域动态烟花算法的柔性车间调度[J]. 组合机床与自动化加工技术, 2019(7): 130-133. |
| DONG Hai, DAI Yao, ZHANG Tianrui. Flexible Job Shop Scheduling Based on Variable Neighborhood Dynamic Fireworks Algorithm in Cloud Manufacturing Mode[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2019(7): 130-133. | |
| [3] | 何巍, 贾国柱, 孔继利, 等. 基于可持续性的云制造多任务调度[J]. 中国机械工程, 2018, 29(18): 2215-2225. |
| HE Wei, JIA Guozhu, KONG Jili, et al. Sustainability-based Multi-task Scheduling in Cloud Manufacturing[J]. China Mechanical Engineering, 2018, 29(18): 2215-2225. | |
| [4] | 马军, 徐海军, 李孝斌, 等. 云制造环境下面向多任务协同的机床装备资源动态调度方法[J]. 制造业自动化, 2024, 46(1): 178-185. |
| MA Jun, XU Haijun, LI Xiaobin, et al. A Dynamic Scheduling Method of Machine Tools for Multi-task Collaboration in Cloud Manufacturing Environment[J]. Manufacturing Automation, 2024, 46(1): 178-185. | |
| [5] | 彭高贤, 文一凭, 刘建勋, 等. 能耗感知的云制造服务选择与调度优化方法[J]. 计算机集成制造系统, 2024, 30(8): 2697-2707. |
| PENG Gaoxian, WEN Yiping, LIU Jianxun, et al. Energy Consumption Aware Method for Cloud Manufacturing Service Selection and Scheduling Optimization[J]. Computer Integrated Manufacturing Systems, 2024, 30(8): 2697-2707. | |
| [6] | 苏凯凯, 徐文胜, 李建勇. 云制造环境下基于非合作博弈的资源优化配置方法[J]. 计算机集成制造系统, 2015, 21(8): 2228-2239. |
| SU Kaikai, XU Wensheng, LI Jianyong. Manufacturing Resource Allocation Method Based on Non-cooperative Game in Cloud Manufacturing[J]. Computer Integrated Manufacturing Systems, 2015, 21(8): 2228-2239. | |
| [7] | LIU S, LI L, ZHANG L, et al. Game Theory Based Dynamic Event-driven Service Scheduling in Cloud Manufacturing[J]. IEEE Transactions on Automation Science and Engineering, 2024, 21(1): 618-629. |
| [8] | HU Y, PAN L, PAN X. Dynamic Scheduling of Workshop Resource in Cloud Manufacturing Environment[J]. Engineering Applications of Artificial Intelligence, 2024, 138: 109405. |
| [9] | 张坤鹏, 王艳, 纪志成. 基于不完全信息博弈的云制造群智能优化方法[J]. 系统仿真学报, 2024, 36(4): 915-928. |
| ZHANG Kunpeng, WANG Yan, JI Zhicheng. Intelligent Optimization Method of Cloud Manufacturing Swarm Based on Incomplete Information Game[J]. Journal of System Simulation, 2024, 36(4): 915-928. | |
| [10] | 舒萧, 王时龙, 康玲, 等. 面向云制造的有限资源多任务调度博弈[J]. 重庆大学学报, 2020, 43(3): 1-11. |
| SHU Xiao, WANG Shilong, KANG Ling, et al. Multi-taskscheduling Game with Limited Resources for Cloud Manufacturing[J]. Journal of Chongqing University (Natural Science Edition), 2020, 43(3): 1-11. | |
| [11] | LIU S, ZHANG L, ZHANG W, et al. Game Theory Based Multi-task Scheduling of Decentralized 3D Printing Services in Cloud Manufacturing[J]. Neurocomputing, 2021, 446: 74-85. |
| [12] | 刘卫宁, 马刚, 刘波. 基于层次化的云制造服务组合研究[J]. 中国机械工程, 2013, 24(10): 1349-1356. |
| LIU Weining, MA Gang, LIU Bo. Study on Hierarchical Service Composition in Cloud Manufacturing[J]. China Mechanical Engineering, 2013, 24(10): 1349-1356. | |
| [13] | CHENG W, ZHANG C, MENG L, et al. Deep Reinforcement Learning for Solving Efficient and Energy-saving Flexible Job Shop Scheduling Problem with Multi-AGV[J]. Computers & Operations Research, 2025, 181: 107087. |
| [14] | 周丽蓉. 数控机床能耗建模与面向能量的加工参数优化[D]. 济南: 山东大学, 2018. |
| ZHOU Lirong. Research on Modeling Energy Consumption of CNC Machine Tools and Energy Oriented Machining Parameters Optimization[D]. Jinan: Shandong University, 2018. | |
| [15] | 马艳, 李方义, 王黎明, 等. 基于多层级数据分配的机床生命周期环境影响评价[J]. 计算机集成制造系统, 2021, 27(3): 757-769. |
| MA Yan, LI Fangyi, WANG Liming, et al. Life Cycle Environmental Impact Assessment of Machine Tool Based on Multi-level Data Distribution[J]. Computer Integrated Manufacturing Systems, 2021, 27(3): 757-769. | |
| [16] | 刘运国, 熊罗英, 郭瑞营. 标准成本法与作业成本法融合应用的案例研究——以E外商独资制造企业为例[J]. 管理会计研究, 2022(3): 69-77. |
| LIU Yunguo, XIONG Luoying, GUO Ruiying. A Case Study on the Integrated Application of Standard Cost Method and Activity-based Costing: Take Foreign-owned Manufacturing Enterprise E as an Example[J]. Management Accounting Studies, 2022(3): 69-77. | |
| [17] | 刘英姿, 吴昊. 客户细分方法研究综述[J]. 管理工程学报, 2006, 20(1): 53-57. |
| LIU Yingzi, WU Hao. A Summarization of Customer Segmentation Methods[J]. Journal of Industrial Engineering and Engineering Management, 2006, 20(1): 53-57. | |
| [18] | 许可. 共享制造环境下生产与运输协调调度研究[D]. 沈阳: 沈阳工业大学, 2024. |
| XU Ke. Research on Coordinated Scheduling of Production and Transportation in Shared Manufacturing Environment[D]. Shenyang: Shenyang University of Technology, 2024. | |
| [19] | 胡彬, 黄清江. 遗传算法在多目标干扰中的应用[J]. 空间电子技术, 2010, 7(3): 27-31. |
| HU Bin, HUANG Qingjiang. Genetic Algorithm for Multipurpose Jamming[J]. Space Electronic Technology, 2010, 7(3): 27-31. | |
| [20] | WANG W, TIAN G, ZHANG H, et al. A Hybrid Genetic Algorithm with Multiple Decoding Methods for Energy-aware Remanufacturing System Scheduling Problem[J]. Robotics and Computer-Integrated Manufacturing, 2023, 81: 102509. |
| [1] | 杨涛, 蒋芳. 基于R-GRA的云制造协同服务主体评价研究[J]. 中国机械工程, 2025, 36(09): 2097-2107. |
| [2] | 陆剑峰, 韩调娟, 俞耀平. 基于服务编排的云制造服务协同[J]. 中国机械工程, 2021, 32(07): 849-859. |
| [3] | 李阳, 郭飞, 李茂源, 张云, 李德群. [成形过程的数据挖掘与深度学习方法]塑料注射成形智能技术及其应用[J]. 中国机械工程, 2020, 31(22): 2734-2744. |
| [4] | 李强, 汝渴, 刘计良, 张科. [数据驱动的智能服务]面向大规模个性化的交互式云制造模式[J]. 中国机械工程, 2020, 31(07): 788-796. |
| [5] | 和征;张志钊;李勃. 云制造供应链知识转移激励的演化博弈模型[J]. 中国机械工程, 2020, 31(06): 695-705. |
| [6] | 龚小容, 李孝斌, 尹超. [云制造]云制造环境下基于贝叶斯网络的机床装备资源优化决策方法[J]. 中国机械工程, 2018, 29(20): 2438-2445. |
| [7] | 何巍, 贾国柱, 孔继利, 宗恒山. [云制造]基于可持续性的云制造多任务调度[J]. 中国机械工程, 2018, 29(18): 2215-2225. |
| [8] | 刘永奎, 王力翚, 王曦, 徐旬. [云制造]云制造再探讨[J]. 中国机械工程, 2018, 29(18): 2226-2237. |
| [9] | 董元发;吴正佳;杜轩;查靓;袁庆松. 非稳态云制造服务过程资源异常管理方法[J]. 中国机械工程, 2018, 29(10): 1193-1200. |
| [10] | 刘明周, 王强, 凌琳. 基于分层任务网络的云制造任务分解方法[J]. 中国机械工程, 2017, 28(08): 924-930. |
| [11] | 鲁建厦, 胡庆辉, 董巧英, 汤洪涛. 面向云制造的混流混合车间调度问题[J]. 中国机械工程, 2017, 28(02): 191-198,205. |
| [12] | 汤华茂, 郭钢. 云制造资源虚拟化描述模型及集成化智能服务模式研究[J]. 中国机械工程, 2016, 27(16): 2172-2178. |
| [13] | 刘波, 张自力. 面向云制造系统复杂任务请求的服务组合优化框架[J]. 中国机械工程, 2015, 26(8): 1048-1057. |
| [14] | 谭明智, 易树平, 曾锐. 基于服务满意度的云制造服务综合信任评价模型[J]. 中国机械工程, 2015, 26(18): 2473-2480. |
| [15] | 马军, 罗国富, 路迪, 郭炎强. 制造资源云集成元建模及云Agent服务调度研究[J]. 中国机械工程, 2014, 25(7): 917-923,930. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||