


ISSN 1004-132X
CN 42-1294/TH
CN 42-1294/TH
中国机械工程 ›› 2025, Vol. 36 ›› Issue (12): 3047-3056.DOI: 10.3969/j.issn.1004-132X.2025.12.030
• 工程前沿 • 上一篇
刘承硕1( ), 蔺小军2, 钟波1, 邓文辉1
), 蔺小军2, 钟波1, 邓文辉1
收稿日期:2025-02-12
出版日期:2025-12-25
发布日期:2025-12-31
通讯作者:
刘承硕
作者简介:刘承硕*(通信作者),男,1999年生,助理工程师。研究方向为航空发动机复杂薄壁件精密加工、先进光学制造、离子束抛光。E-mail:1755483268@qq.com。
基金资助:
Chengshuo LIU1(), Xiaojun LIN2, Bo ZHONG1, Wenhui DENG1
Received:2025-02-12
Online:2025-12-25
Published:2025-12-31
Contact:
Chengshuo LIU
摘要:
针对航空发动机叶片前后缘抛光加工效率低、表面质量及轮廓精度难以保证等问题开展了整体叶盘叶片前后缘自动化抛光工艺研究。分析了工艺参数对前后缘抛光接触区域尺寸的影响规律,建立了法向抛光力预测模型,预测值与实际值均方根误差为1.24 N;基于Preston方程对抛光接触区域内压缩量、主轴转速、海绵砂圈半径、进给速度和磨具粒度对材料去除的影响规律进行了建模。基于所提出的前后缘抛光材料去除深度预测模型进行实验,结果表明,叶片前后缘表面粗糙度降低至0.18 μm,验证了该预测模型可以有效地预测材料去除深度,海绵砂圈可以有效改善叶片前后缘粗糙度。
中图分类号:
刘承硕, 蔺小军, 钟波, 邓文辉. 整体叶盘叶片前后缘柔性抛光技术[J]. 中国机械工程, 2025, 36(12): 3047-3056.
Chengshuo LIU, Xiaojun LIN, Bo ZHONG, Wenhui DENG. Technology on Flexible Polishing for Leading and Trailing Edges of Blisk Blades[J]. China Mechanical Engineering, 2025, 36(12): 3047-3056.
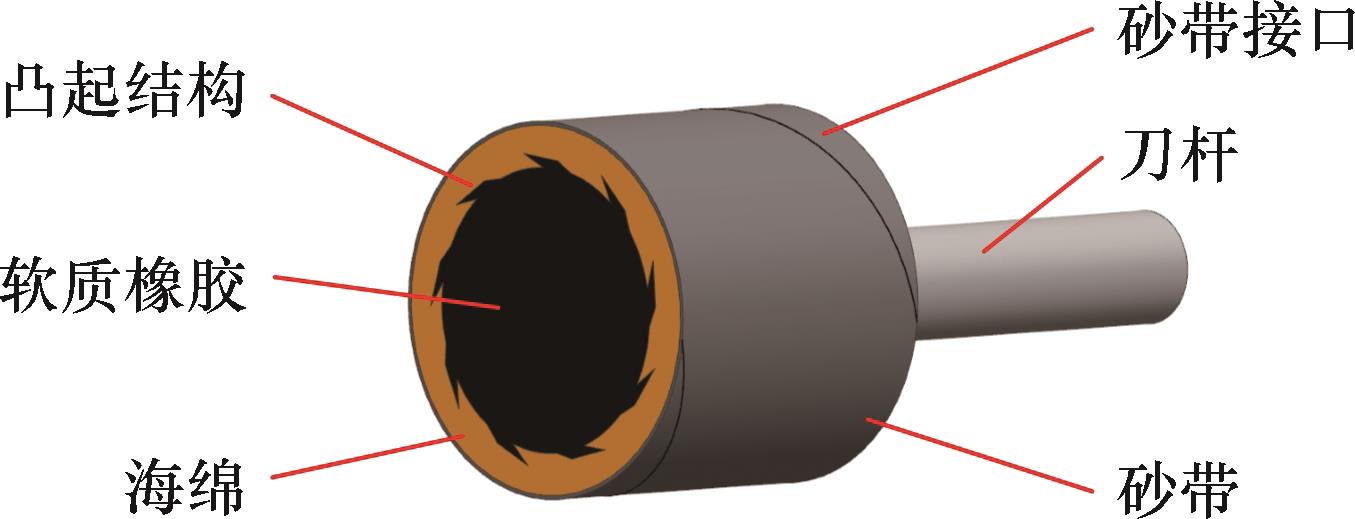
图 1 海绵砂圈磨具整体结构
Fig.1 Sponge sanding disc tool integrated structure

图2 虚拟渗透法
Fig.2 Virtual penetration method
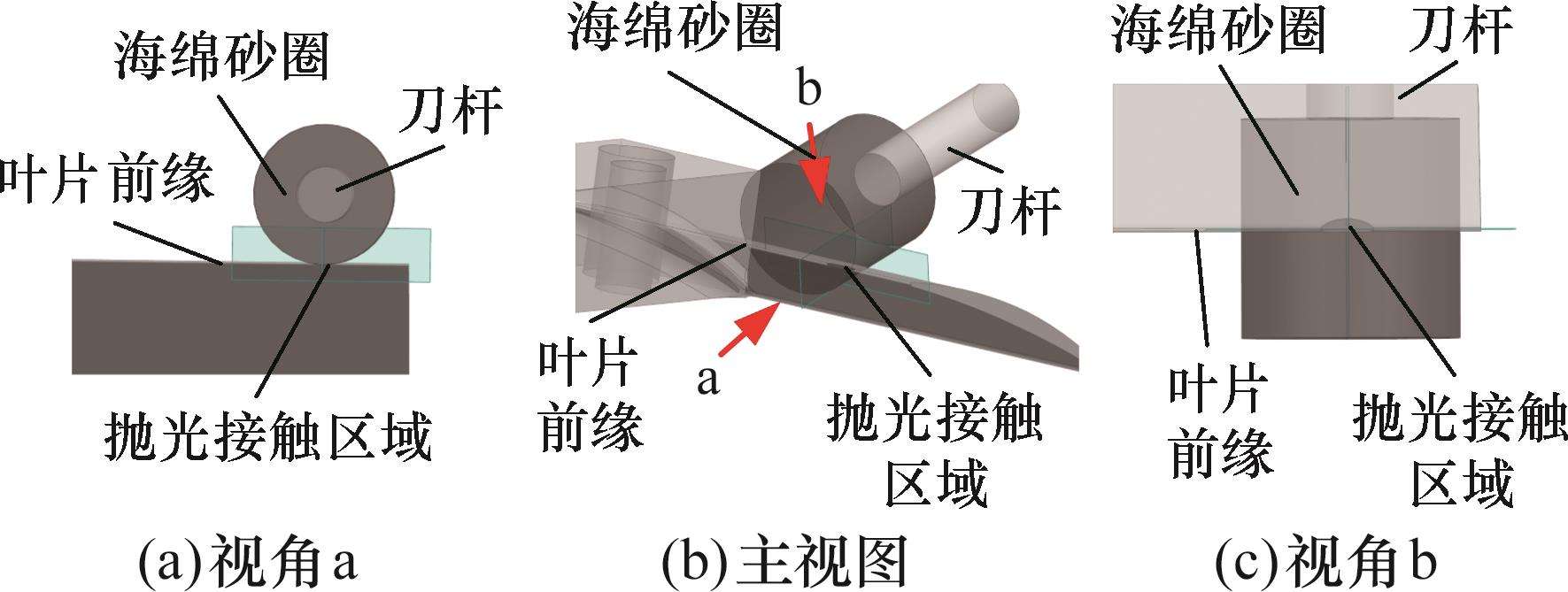
图3 抛光加工中海绵砂圈与叶片前后缘接触状态
Fig.3 Contact state between sponge sanding disc and leading and trailing edges during polishing
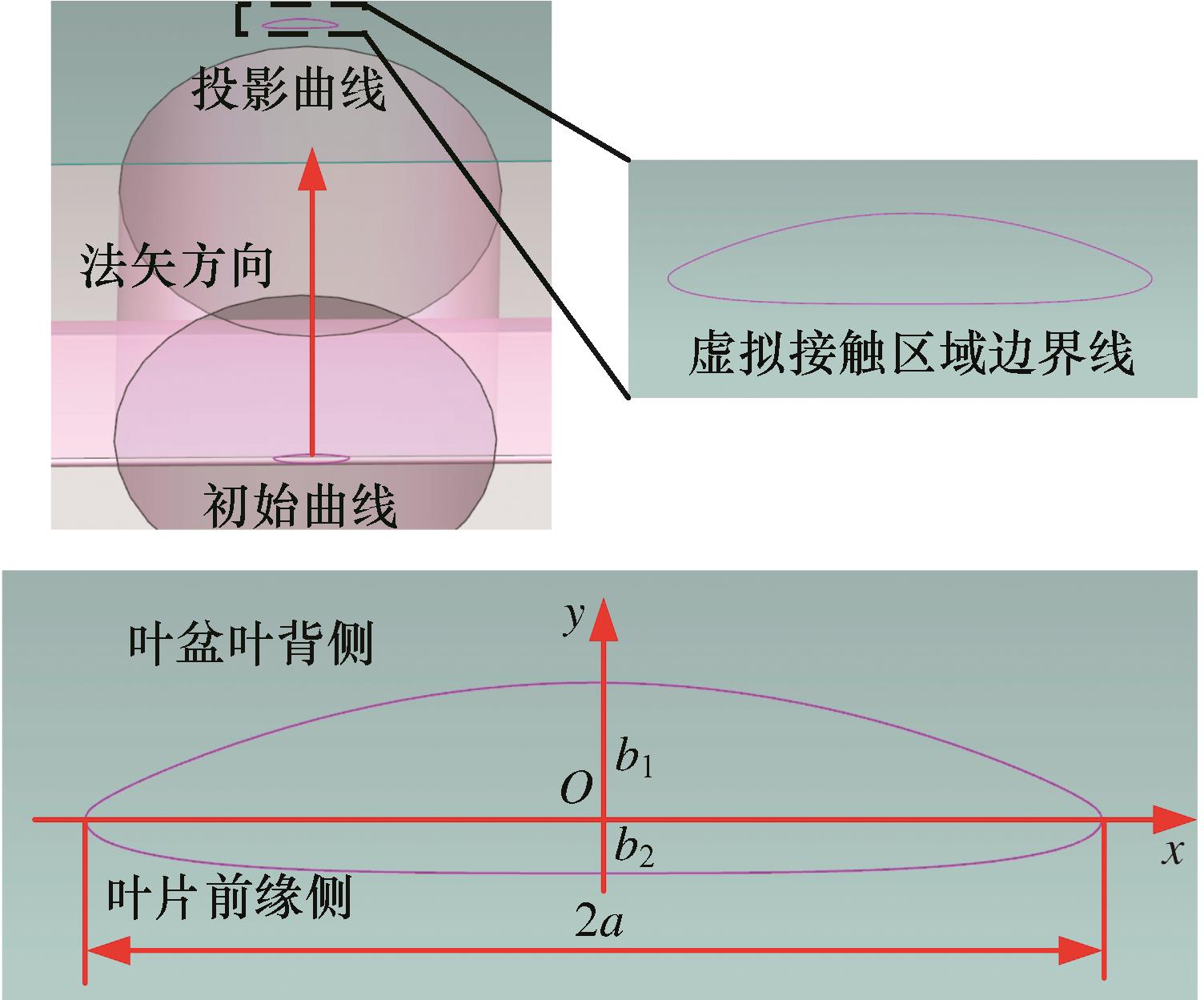
图4 虚拟接触区域
Fig.4 Virtual contact zone
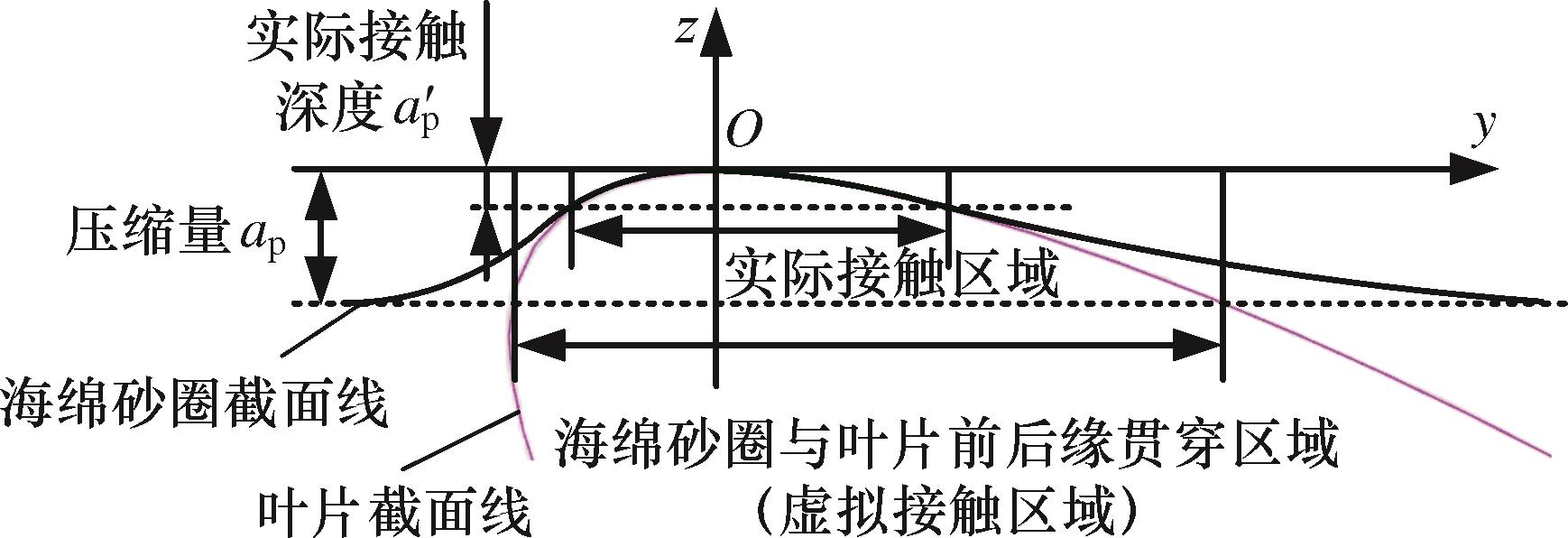
图5 海绵砂圈与叶片前后缘在Oyz截面上的抛光接触状态
Fig.5 Polish contact state between sponge sanding disc and leading and trailing edges in Oyz cross-section
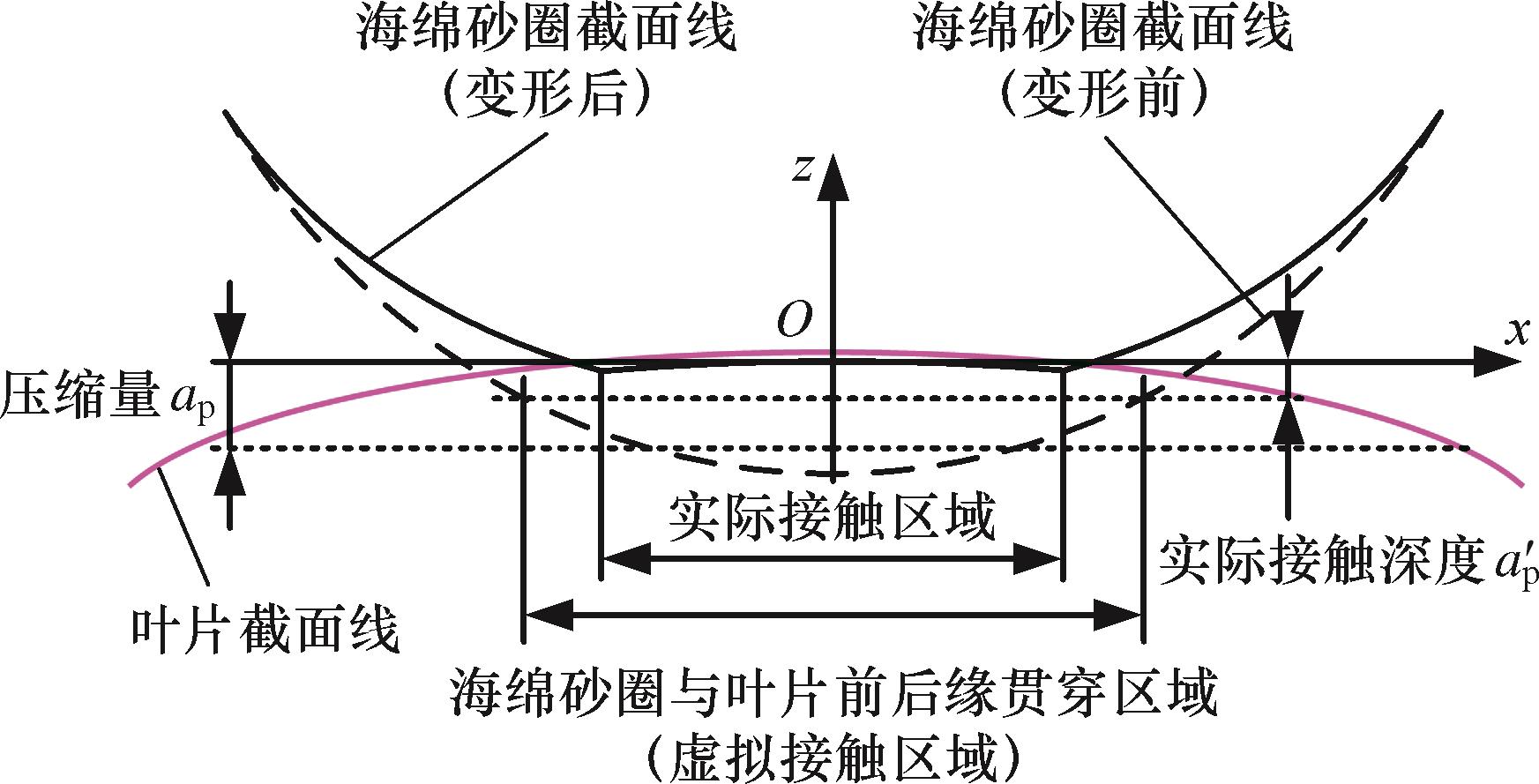
图6 海绵砂圈与叶片前后缘在Oxz截面上的抛光接触状态
Fig.6 Polish contact state between sponge sanding disc and leading and trailing edges in Oxz cross-section
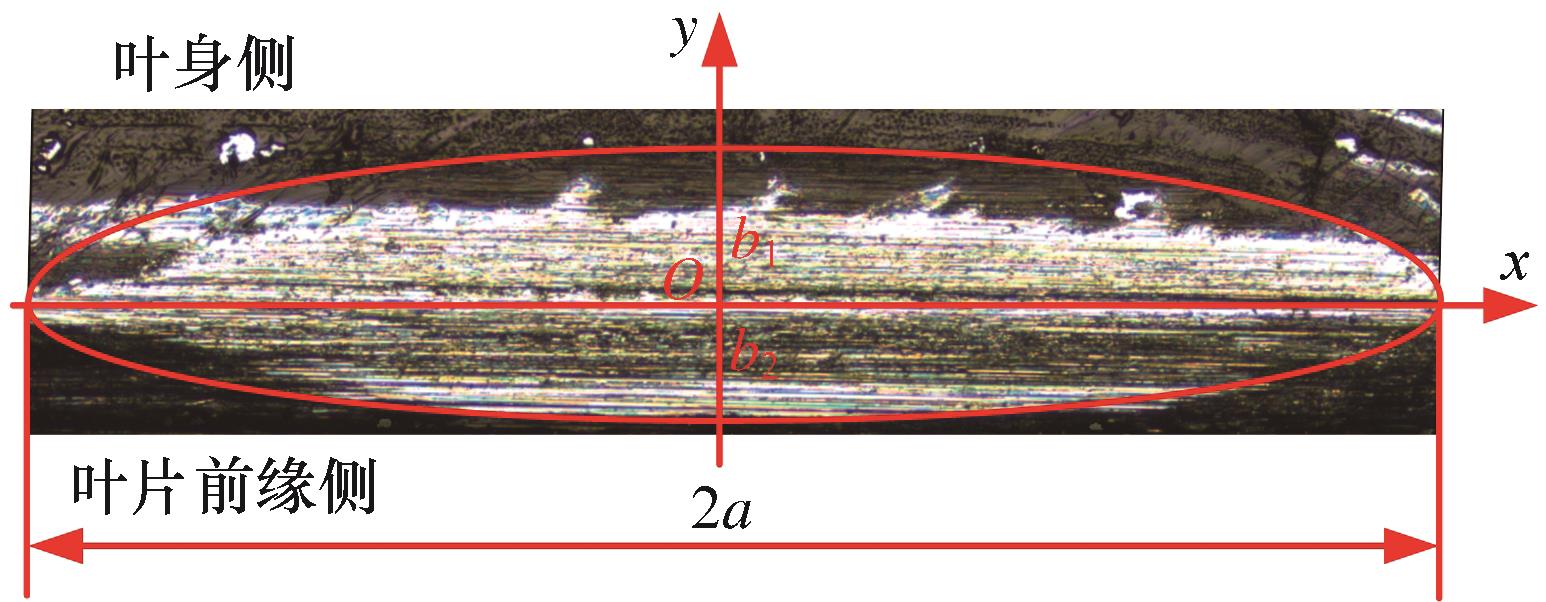
图7 海绵砂圈单点抛光叶片前缘接触区域
Fig.7 Sing-point polishing contact zone of sponge sanding disc on leading edge
实验 次数 | 压缩量ap/mm | 海绵砂圈 半径R/mm | 抛光接触区域 曲率半径r/mm |
|---|---|---|---|
| 1 | 0.6 | 10 | 0.2 |
| 2 | 0.2 | 8 | 0.4 |
| 3 | 0.6 | 6 | 0.4 |
| 4 | 0.2 | 10 | 0.3 |
| 5 | 0.4 | 10 | 0.4 |
| 6 | 0.6 | 8 | 0.3 |
| 7 | 0.4 | 8 | 0.2 |
| 8 | 0.4 | 6 | 0.3 |
| 9 | 0.2 | 6 | 0.2 |
表1 正交试验参数选择
Tab.1 Orthogonal experimental parameter selection
实验 次数 | 压缩量ap/mm | 海绵砂圈 半径R/mm | 抛光接触区域 曲率半径r/mm |
|---|---|---|---|
| 1 | 0.6 | 10 | 0.2 |
| 2 | 0.2 | 8 | 0.4 |
| 3 | 0.6 | 6 | 0.4 |
| 4 | 0.2 | 10 | 0.3 |
| 5 | 0.4 | 10 | 0.4 |
| 6 | 0.6 | 8 | 0.3 |
| 7 | 0.4 | 8 | 0.2 |
| 8 | 0.4 | 6 | 0.3 |
| 9 | 0.2 | 6 | 0.2 |
实 验 次 数 | 长轴长度2a/mm | 收缩比例 | 短轴长度b1/mm | 收缩 比例 | 短轴长度b2/mm | 收缩 比例 | |||
|---|---|---|---|---|---|---|---|---|---|
| 虚拟区域 | 实验区域 | 虚拟区域 | 实验区域 | 虚拟区域 | 实验区域 | ||||
| 1 | 6.824 | 4.903 | 0.719 | 1.187 | 0.566 | 0.476 | 0.548 | 0.266 | 0.486 |
| 2 | 3.556 | 2.561 | 0.720 | 1.448 | 0.721 | 0.498 | 0.692 | 0.332 | 0.479 |
| 3 | 5.231 | 3.732 | 0.714 | 3.688 | 1.814 | 0.492 | 1.657 | 0.841 | 0.508 |
| 4 | 3.980 | 2.685 | 0.675 | 0.545 | 0.274 | 0.503 | 0.260 | 0.130 | 0.498 |
| 5 | 5.600 | 3.829 | 0.684 | 2.734 | 1.368 | 0.501 | 1.074 | 0.534 | 0.497 |
| 6 | 6.080 | 4.182 | 0.688 | 1.352 | 0.687 | 0.508 | 0.643 | 0.331 | 0.514 |
| 7 | 4.996 | 3.532 | 0.707 | 0.806 | 0.409 | 0.507 | 0.417 | 0.210 | 0.502 |
| 8 | 4.308 | 2.915 | 0.677 | 0.935 | 0.454 | 0.486 | 0.466 | 0.234 | 0.503 |
| 9 | 3.073 | 2.180 | 0.709 | 0.533 | 0.266 | 0.500 | 0.197 | 0.101 | 0.512 |
表2 正交试验长轴和短轴收缩比例
Tab.2 Contraction ratio of major and minor axes in orthogonal experiment
实 验 次 数 | 长轴长度2a/mm | 收缩比例 | 短轴长度b1/mm | 收缩 比例 | 短轴长度b2/mm | 收缩 比例 | |||
|---|---|---|---|---|---|---|---|---|---|
| 虚拟区域 | 实验区域 | 虚拟区域 | 实验区域 | 虚拟区域 | 实验区域 | ||||
| 1 | 6.824 | 4.903 | 0.719 | 1.187 | 0.566 | 0.476 | 0.548 | 0.266 | 0.486 |
| 2 | 3.556 | 2.561 | 0.720 | 1.448 | 0.721 | 0.498 | 0.692 | 0.332 | 0.479 |
| 3 | 5.231 | 3.732 | 0.714 | 3.688 | 1.814 | 0.492 | 1.657 | 0.841 | 0.508 |
| 4 | 3.980 | 2.685 | 0.675 | 0.545 | 0.274 | 0.503 | 0.260 | 0.130 | 0.498 |
| 5 | 5.600 | 3.829 | 0.684 | 2.734 | 1.368 | 0.501 | 1.074 | 0.534 | 0.497 |
| 6 | 6.080 | 4.182 | 0.688 | 1.352 | 0.687 | 0.508 | 0.643 | 0.331 | 0.514 |
| 7 | 4.996 | 3.532 | 0.707 | 0.806 | 0.409 | 0.507 | 0.417 | 0.210 | 0.502 |
| 8 | 4.308 | 2.915 | 0.677 | 0.935 | 0.454 | 0.486 | 0.466 | 0.234 | 0.503 |
| 9 | 3.073 | 2.180 | 0.709 | 0.533 | 0.266 | 0.500 | 0.197 | 0.101 | 0.512 |
实验 序号 | 抛光接触 位置 | 海绵砂圈 半径R/mm | 压缩量 ap/mm | 接触区域 面积S/mm2 | 法向抛光力F/N |
|---|---|---|---|---|---|
| 1 | 1 | 6 | 0.15 | 0.7388 | 2.4826 |
| 2 | 2 | 1.4953 | 4.4497 | ||
| 3 | 3 | 3.0287 | 7.9805 | ||
| 4 | 1 | 0.2 | 0.9730 | 3.4378 | |
| 5 | 2 | 2.0270 | 6.3109 | ||
| 6 | 3 | 4.1216 | 11.3551 | ||
| 7 | 1 | 0.25 | 1.2023 | 4.4182 | |
| 8 | 2 | 2.5781 | 8.3068 | ||
| 9 | 3 | 5.3936 | 15.3027 | ||
| 10 | 1 | 0.3 | 1.4341 | 5.4386 | |
| 11 | 2 | 3.1394 | 10.4020 | ||
| 12 | 3 | 7.1964 | 20.6680 | ||
| 13 | 1 | 8 | 0.15 | 0.8544 | 1.8803 |
| 14 | 2 | 1.7294 | 3.3705 | ||
| 15 | 3 | 3.5028 | 6.0449 | ||
| 16 | 1 | 0.2 | 1.1259 | 2.6051 | |
| 17 | 2 | 2.3455 | 4.7823 | ||
| 18 | 3 | 4.7693 | 8.6048 | ||
| 19 | 1 | 0.25 | 1.3920 | 3.3496 | |
| 20 | 2 | 2.9848 | 6.2976 | ||
| 21 | 3 | 6.2445 | 11.6013 | ||
| 22 | 1 | 0.3 | 1.6613 | 4.1251 | |
| 23 | 2 | 3.6367 | 7.8896 | ||
| 24 | 3 | 8.3363 | 15.6760 | ||
| 25 | 1 | 10 | 0.15 | 0.9563 | 1.5157 |
| 26 | 2 | 1.9353 | 2.7165 | ||
| 27 | 3 | 3.9199 | 4.8720 | ||
| 28 | 1 | 0.2 | 1.2603 | 2.1001 | |
| 29 | 2 | 2.6257 | 3.8555 | ||
| 30 | 3 | 5.3389 | 6.9370 | ||
| 31 | 1 | 0.25 | 1.5588 | 2.7011 | |
| 32 | 2 | 3.3424 | 5.0784 | ||
| 33 | 3 | 6.9926 | 9.3553 | ||
| 34 | 1 | 0.3 | 1.8573 | 3.3220 | |
| 35 | 2 | 4.0737 | 6.3639 | ||
| 36 | 3 | 9.3380 | 12.6445 |
表 3 不同工艺参数组合下的法向抛光力
Tab.3 Normal polishing force under different process parameter combinations
实验 序号 | 抛光接触 位置 | 海绵砂圈 半径R/mm | 压缩量 ap/mm | 接触区域 面积S/mm2 | 法向抛光力F/N |
|---|---|---|---|---|---|
| 1 | 1 | 6 | 0.15 | 0.7388 | 2.4826 |
| 2 | 2 | 1.4953 | 4.4497 | ||
| 3 | 3 | 3.0287 | 7.9805 | ||
| 4 | 1 | 0.2 | 0.9730 | 3.4378 | |
| 5 | 2 | 2.0270 | 6.3109 | ||
| 6 | 3 | 4.1216 | 11.3551 | ||
| 7 | 1 | 0.25 | 1.2023 | 4.4182 | |
| 8 | 2 | 2.5781 | 8.3068 | ||
| 9 | 3 | 5.3936 | 15.3027 | ||
| 10 | 1 | 0.3 | 1.4341 | 5.4386 | |
| 11 | 2 | 3.1394 | 10.4020 | ||
| 12 | 3 | 7.1964 | 20.6680 | ||
| 13 | 1 | 8 | 0.15 | 0.8544 | 1.8803 |
| 14 | 2 | 1.7294 | 3.3705 | ||
| 15 | 3 | 3.5028 | 6.0449 | ||
| 16 | 1 | 0.2 | 1.1259 | 2.6051 | |
| 17 | 2 | 2.3455 | 4.7823 | ||
| 18 | 3 | 4.7693 | 8.6048 | ||
| 19 | 1 | 0.25 | 1.3920 | 3.3496 | |
| 20 | 2 | 2.9848 | 6.2976 | ||
| 21 | 3 | 6.2445 | 11.6013 | ||
| 22 | 1 | 0.3 | 1.6613 | 4.1251 | |
| 23 | 2 | 3.6367 | 7.8896 | ||
| 24 | 3 | 8.3363 | 15.6760 | ||
| 25 | 1 | 10 | 0.15 | 0.9563 | 1.5157 |
| 26 | 2 | 1.9353 | 2.7165 | ||
| 27 | 3 | 3.9199 | 4.8720 | ||
| 28 | 1 | 0.2 | 1.2603 | 2.1001 | |
| 29 | 2 | 2.6257 | 3.8555 | ||
| 30 | 3 | 5.3389 | 6.9370 | ||
| 31 | 1 | 0.25 | 1.5588 | 2.7011 | |
| 32 | 2 | 3.3424 | 5.0784 | ||
| 33 | 3 | 6.9926 | 9.3553 | ||
| 34 | 1 | 0.3 | 1.8573 | 3.3220 | |
| 35 | 2 | 4.0737 | 6.3639 | ||
| 36 | 3 | 9.3380 | 12.6445 |
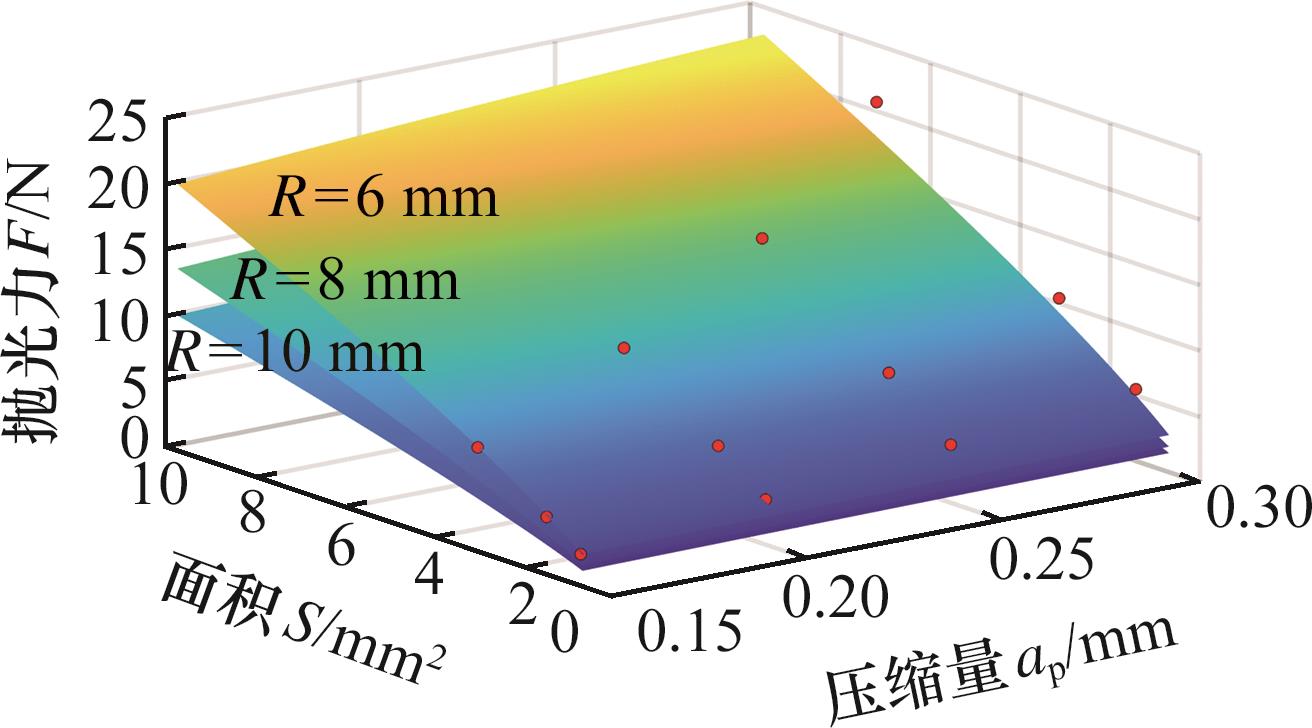
图8 不同海绵砂圈半径对抛光力的影响规律
Fig.8 Influence law of sponge sanding disc radius on polishing dorce
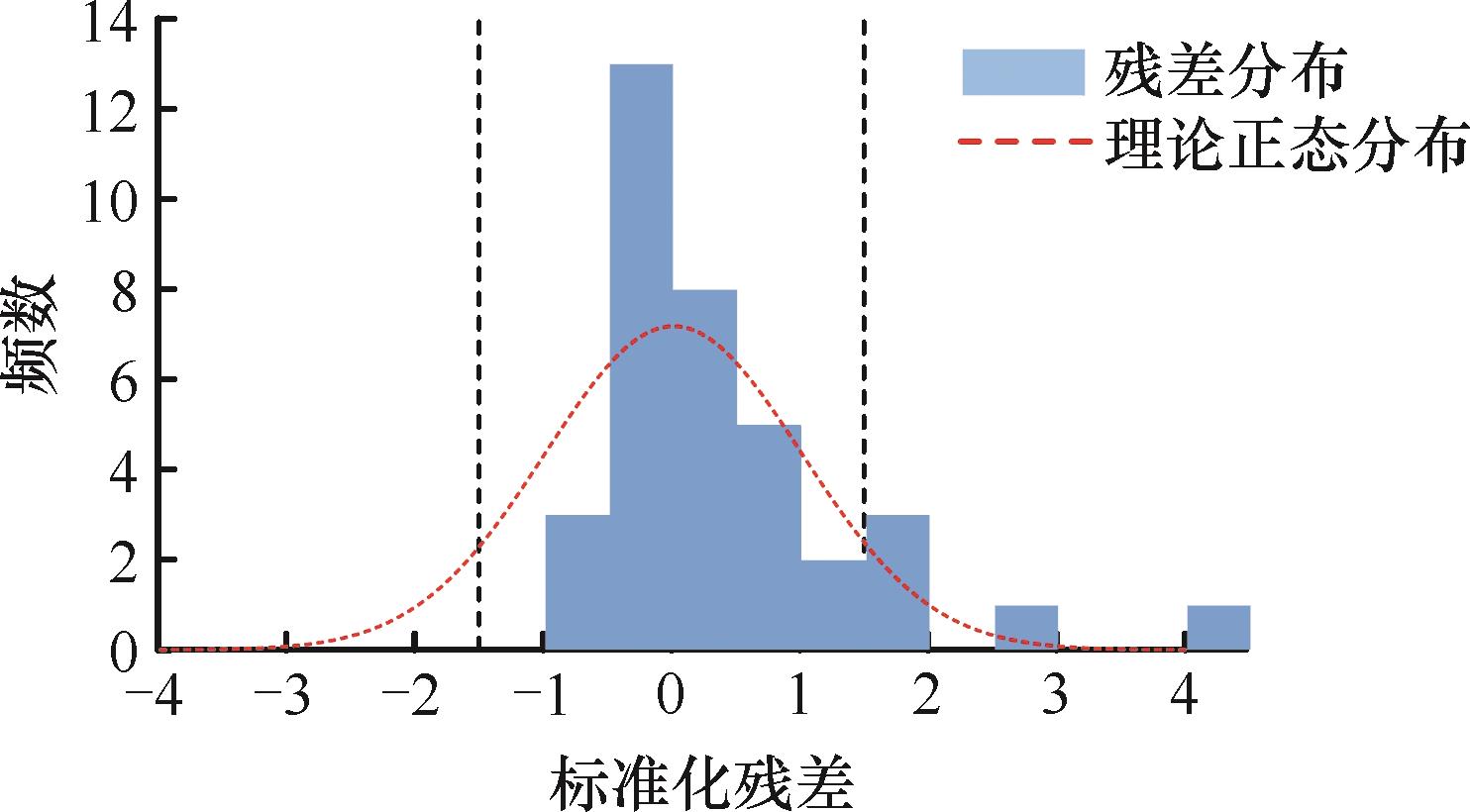
图9 标准化残差分布
Fig.9 Standardized residual distribution

图10 预测-实测值散点图
Fig.10 Scatter plot of predicted and measured values
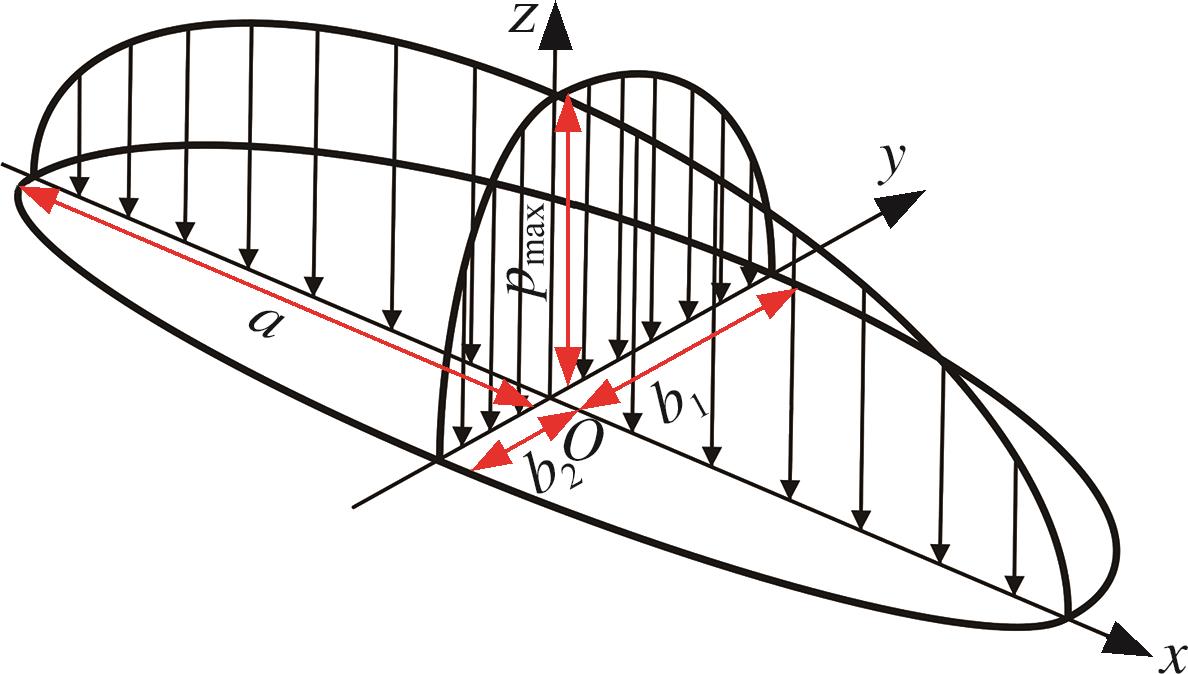
图11 抛光接触区域抛光压力分布
Fig.11 Polishing pressure distribution in contact zone
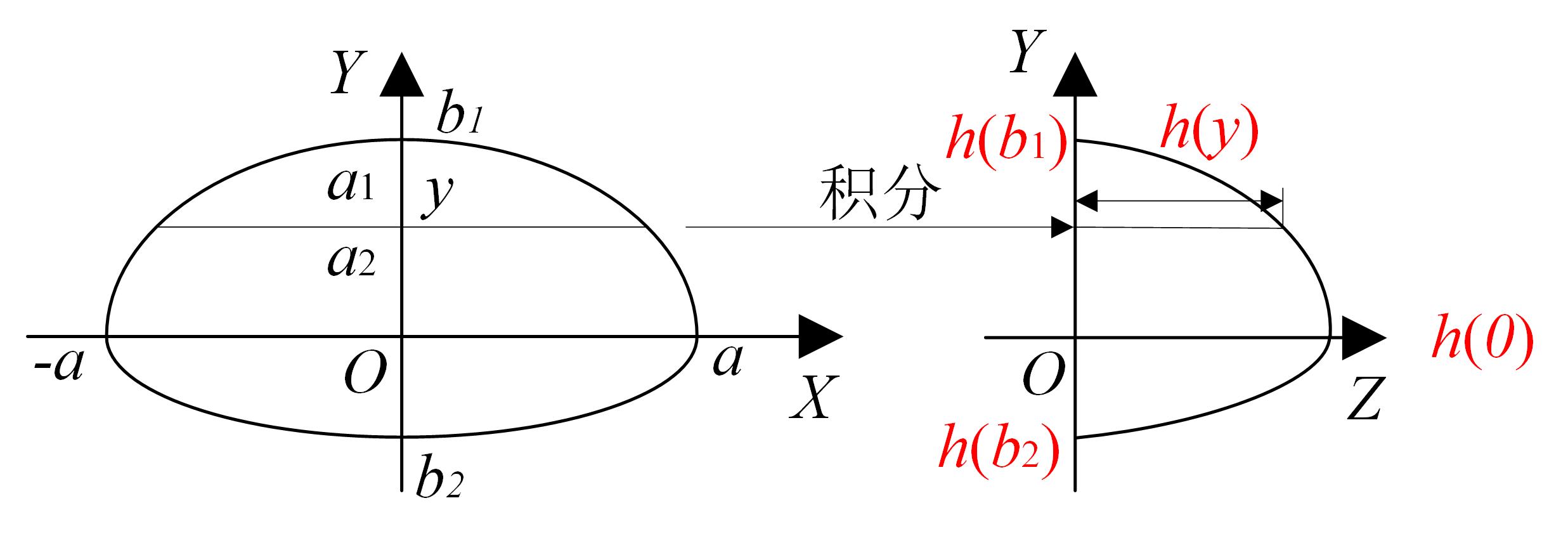
图12 抛光接触区域材料去除积分
Fig.12 Material removal integral in polishing contact zone
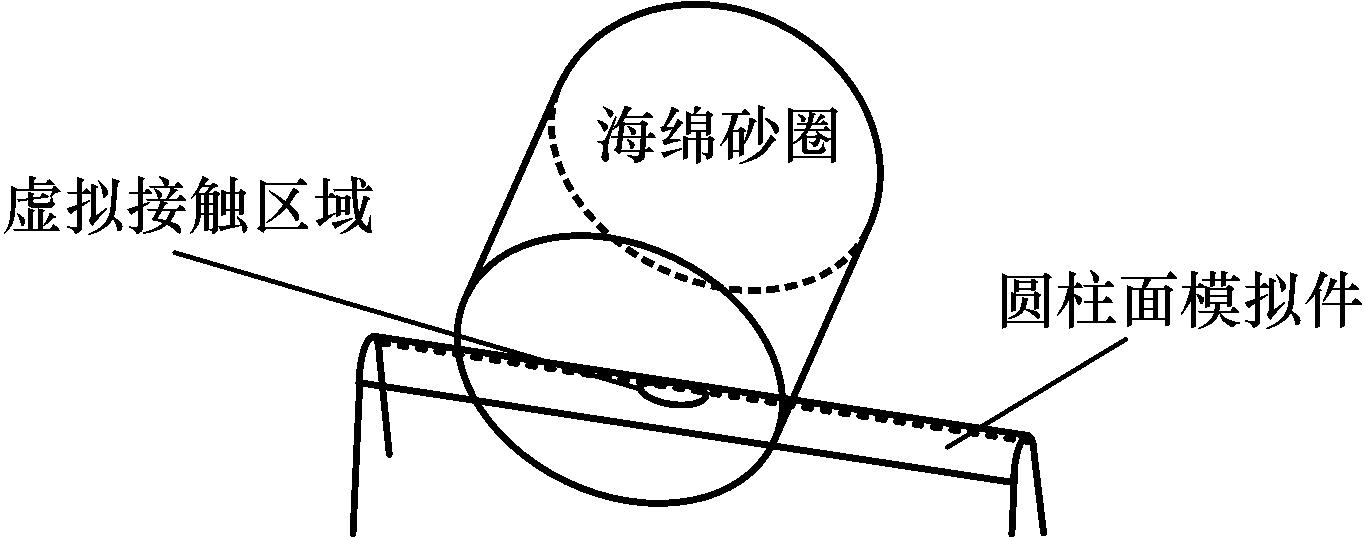
图13 海绵砂圈与圆柱面模拟件接触状态
Fig.13 Contact state between sponge sanding disc and cylindrical test coupon

图 14 Preston系数标定实验
Fig.14 Calibration experiment for Preston coefficient
序 号 | 压缩量ap/mm | 主轴 转速 ω/(r·min | 接触 面积 S/mm2 | 粒度P# | 进给速度 vf /(mm·min | 去除深度 h(0)/μm | 系数c | Preston系数K1 |
|---|---|---|---|---|---|---|---|---|
| 1 | 0.2 | 3000 | 0.614 | 3000 | 250 | 0.31 | 263.378 | |
| 2 | 0.2 | 4000 | 0.614 | 5000 | 250 | 0.20 | ||
| 3 | 0.2 | 5000 | 0.614 | 3000 | 250 | 0.49 | ||
| 4 | 0.2 | 6000 | 0.614 | 5000 | 250 | 0.30 |
表4 Preston系数标定实验参数
Tab.4 Experimental parameters for Preston coefficient calibration
序 号 | 压缩量ap/mm | 主轴 转速 ω/(r·min | 接触 面积 S/mm2 | 粒度P# | 进给速度 vf /(mm·min | 去除深度 h(0)/μm | 系数c | Preston系数K1 |
|---|---|---|---|---|---|---|---|---|
| 1 | 0.2 | 3000 | 0.614 | 3000 | 250 | 0.31 | 263.378 | |
| 2 | 0.2 | 4000 | 0.614 | 5000 | 250 | 0.20 | ||
| 3 | 0.2 | 5000 | 0.614 | 3000 | 250 | 0.49 | ||
| 4 | 0.2 | 6000 | 0.614 | 5000 | 250 | 0.30 |
| 序号 | 压缩量 ap /mm | 进给速度 vf/(mm·min | 主轴转速 ω/(r·min | 磨具 粒度P# | 海绵 砂圈 半径 R/mm | 工件 半径 Rm/mm |
|---|---|---|---|---|---|---|
| 1 | 0.15 | 250 | 5000 | 5000 | 10 | 0.3 |
| 2 | 0.15 | 350 | 7000 | 5000 | 10 | 0.3 |
| 3 | 0.25 | 250 | 7000 | 5000 | 10 | 0.3 |
| 4 | 0.25 | 350 | 5000 | 5000 | 10 | 0.3 |
表 5 材料去除轮廓高度验证实验工艺参数
Tab.5 Process parameters for material removal profile height verification experiment
| 序号 | 压缩量 ap /mm | 进给速度 vf/(mm·min | 主轴转速 ω/(r·min | 磨具 粒度P# | 海绵 砂圈 半径 R/mm | 工件 半径 Rm/mm |
|---|---|---|---|---|---|---|
| 1 | 0.15 | 250 | 5000 | 5000 | 10 | 0.3 |
| 2 | 0.15 | 350 | 7000 | 5000 | 10 | 0.3 |
| 3 | 0.25 | 250 | 7000 | 5000 | 10 | 0.3 |
| 4 | 0.25 | 350 | 5000 | 5000 | 10 | 0.3 |

图15 材料去除轮廓高度验证实验
Fig.15 Experimental verification of material removal profile height
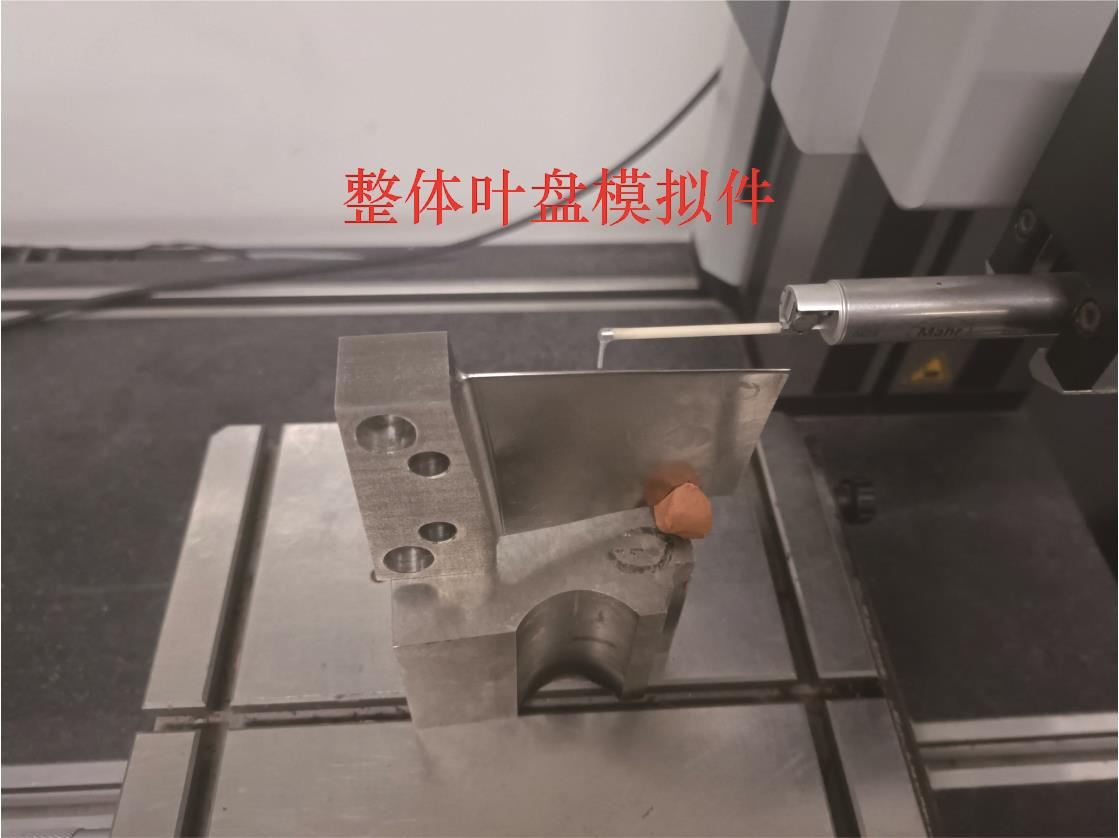
图16 表面特征轮廓测量
Fig.16 Surface feature profile measurement
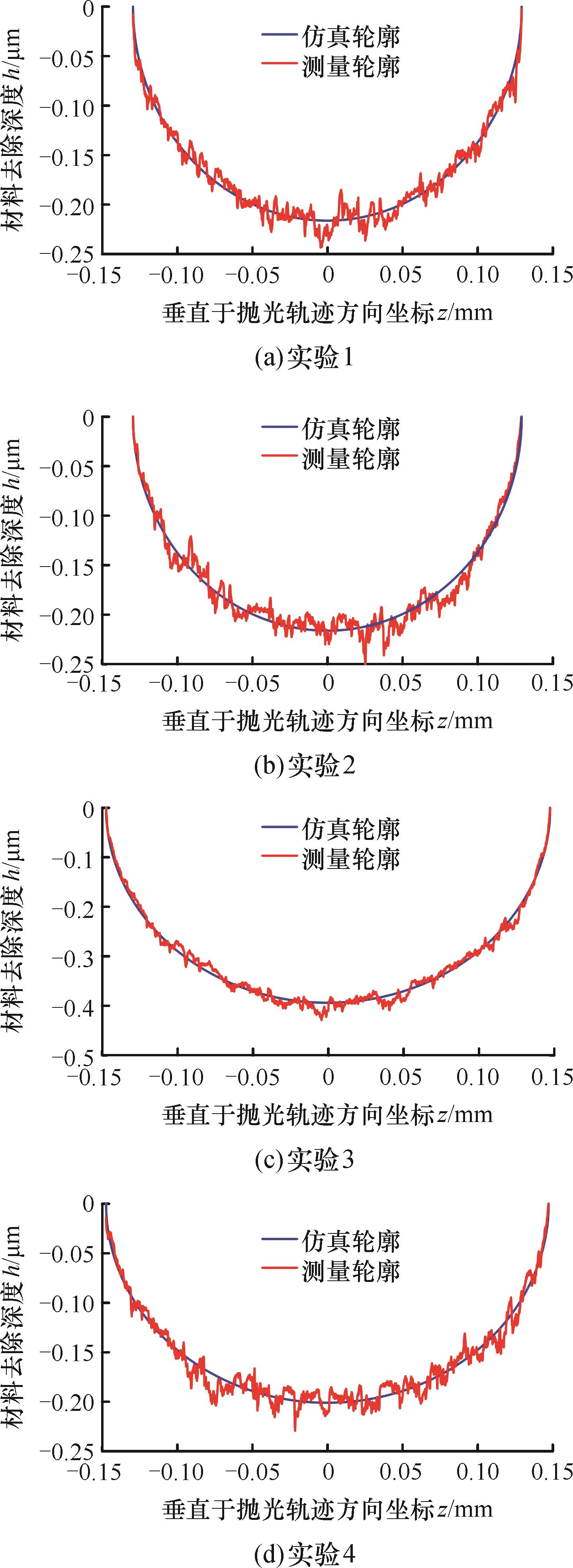
图17 材料去除轮廓高度预测模型验证对比
Fig.17 Validation and comparison of material removal profile height prediction model
序 号 | 压缩量ap/mm | 进给速度vf/ (mm·min | 主轴转速 ω/(r·min | 磨具 粒度 P# | 海绵砂圈半径 R/mm |
|---|---|---|---|---|---|
| 1 | 0.15,0.20,0.25 | 300 | 5000 | 5000 | 10 |
| 2 | 0.2 | 250,300,350 | 5000 | 5000 | 10 |
| 3 | 0.2 | 300 | 3000,5000,7000 | 5000 | 10 |
| 4 | 0.2 | 300 | 5000 | 3000,5000 | 10 |
| 5 | 0.2 | 300 | 5000 | 5000 | 6,8,10 |
表6 仿真参数
Tab.6 Simulation parameters
序 号 | 压缩量ap/mm | 进给速度vf/ (mm·min | 主轴转速 ω/(r·min | 磨具 粒度 P# | 海绵砂圈半径 R/mm |
|---|---|---|---|---|---|
| 1 | 0.15,0.20,0.25 | 300 | 5000 | 5000 | 10 |
| 2 | 0.2 | 250,300,350 | 5000 | 5000 | 10 |
| 3 | 0.2 | 300 | 3000,5000,7000 | 5000 | 10 |
| 4 | 0.2 | 300 | 5000 | 3000,5000 | 10 |
| 5 | 0.2 | 300 | 5000 | 5000 | 6,8,10 |
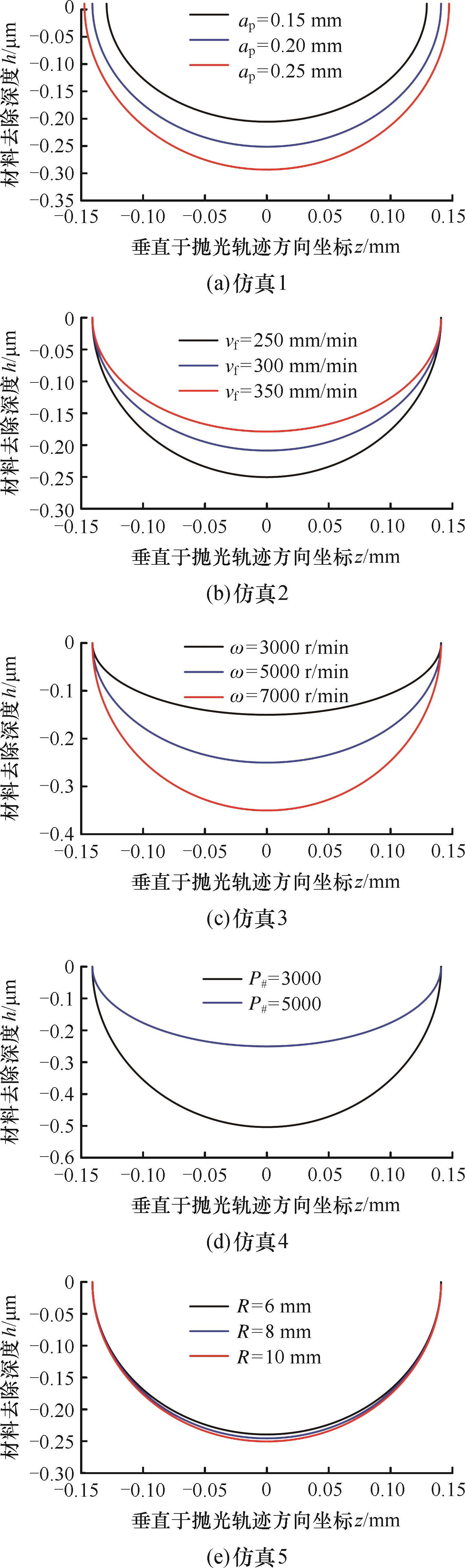
图18 材料去除轮廓高度仿真结果
Fig.18 Simulation results of material removal profile height
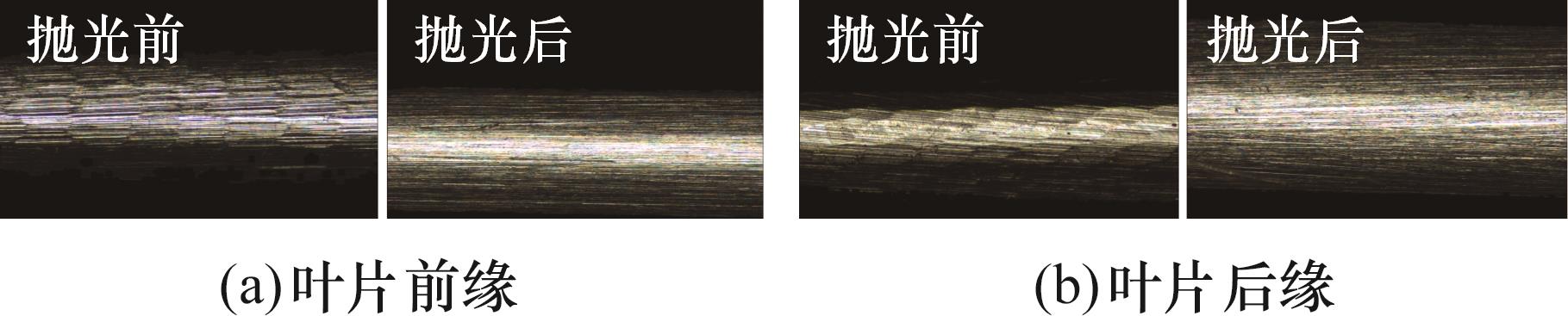
图19 抛光前后叶片前后缘表面纹理
Fig.19 Surface texture of blade leading/trailing edges before and after polishing
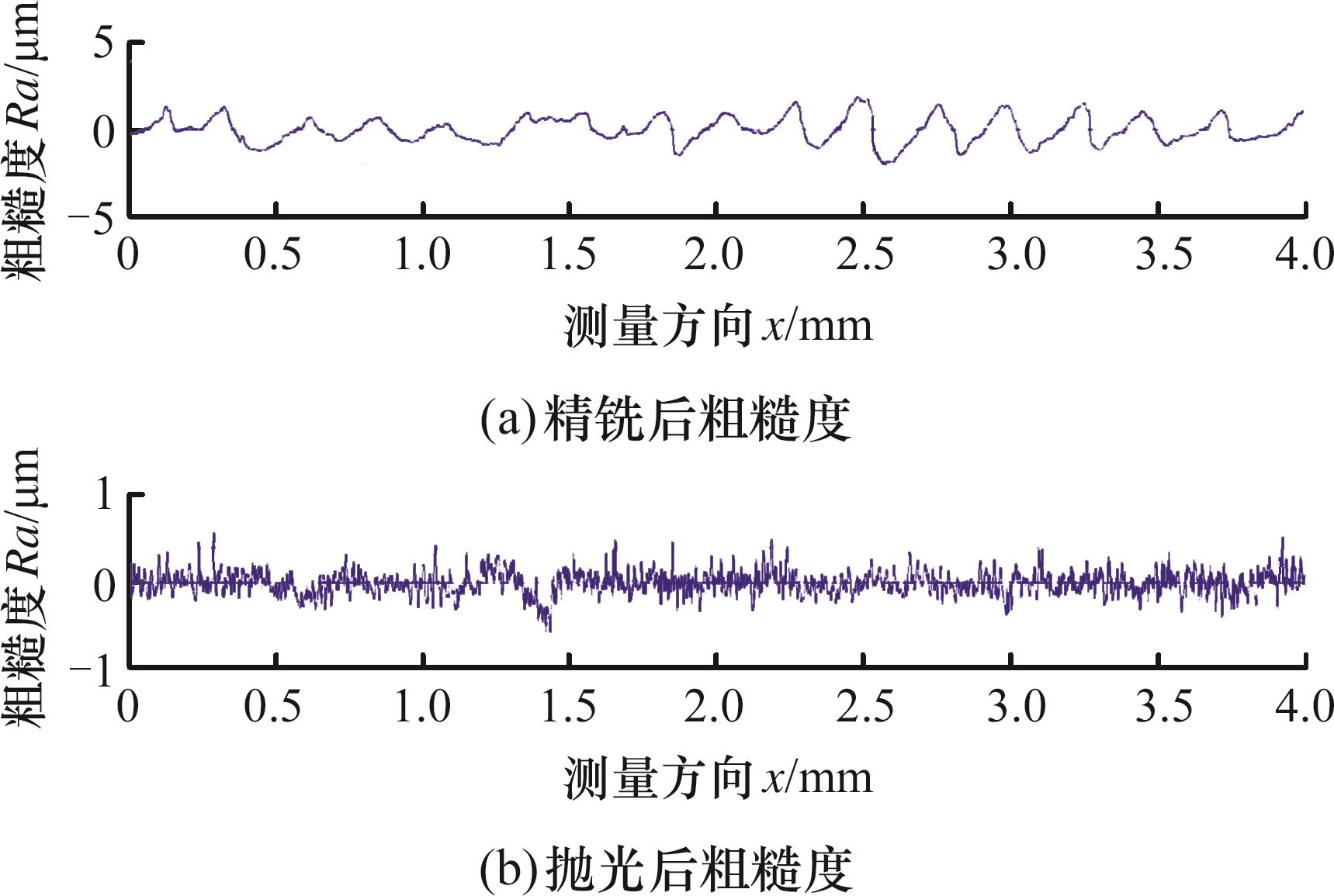
图20 抛光前后叶片前后缘粗糙度对比
Fig.20 Surface roughness comparison before and after polishing
| [1] | 黄春峰. 航空发动机整体叶盘结构及发展趋势[J]. 现代零部件, 2005(4): 96-98. |
| Huang Chunfeng. Integrated Blisk Structure of Aero-engines and Its Development Trends [J]. Modern Components, 2005(4): 96-98. | |
| [2] | 傅国如, 禹泽民, 王洪伟. 航空涡喷发动机压气机转子叶片常见失效模式的特点与规律[J]. 失效分析与预防, 2006(1): 18-24. |
| FU Guoru, YU Zheming, WANG Hongwei. Main Failure Attributes and Rule of Compressor-blades in Aero-engines[J]. Failure Analysis and Prevention, 2006(1): 18-24. | |
| [3] | 孙智君, 刘荣, 刘国良. 压气机转子叶片掉块断裂分析[J]. 理化检验(物理分册), 2016, 52(12): 878-883. |
| SUN Zhijun, LIU Rong, LIU Guoliang.Fracture Analysis on Compressor Rotor Blades[J]. Physical Testing and Chemical Analysis Part A:Physical Testing,2016, 52(12): 878-883. | |
| [4] | SUDER K L, CHIMA R V, STRAZISAR A J, et al. The Effect of Adding Roughness and Thickness to a Transonic Axial Compressor Rotor[J]. Journal of Turbomachinery-transactions of the ASME, 1995, 117(4): 491-505. |
| [5] | 赵四辈. GH4037合金Ⅰ级涡轮叶片断裂失效分析[J]. 失效分析与预防, 2007(4): 31-34. |
| ZHAO Sibei.Rupture Failure Analysis of GH4169 Stage Ⅰ Turbo Blade[J]. Failure Analysis and Prevention, 2007(4): 31-34. | |
| [6] | 王小东,杨骞,程圣,等.航发叶片磨抛工艺分析与经济性评价[J].制造技术与机床,2024(8):26-31. |
| WAN Xiaodong, YANG Jian, CHENG Shenget al.Process Analysis and Economic Evaluation of Aero-engine Blade Grinding and Polishing[J] Manufacturing Technology & Machine Tool,2024 (8):26-31. | |
| [7] | 黄云.砂带磨削技术的研究现状和发展方向简介[J].金刚石与磨料磨具工程,2020,40(3):1-4. |
| HUANG Yun. An Overview of the Current Research and Future Trends in Abrasive Belt Grinding Technology[J].Diamond & Abrasive Engineering,2020,40(3):1-4. | |
| [8] | 段继豪,史耀耀,张军锋,等.航空发动机叶片柔性抛光技术[J].航空学报,2012,33(3):573-578. |
| DUAN Jihao, SHI Yaoyao, ZHANG Junfeng, et al. Compliant Polishing Technology for Aero-engine Blades[J]. Acta Aeronautica et Astronautica Sinica,2012,33(3):573-578. | |
| [9] | ZHANG Y, LIN X J, SHI Y Y, et al. Effect of Relative Feeding Direction on Surface Texture in Abrasive Cloth Flap Wheel Polishing Process[J]. International Journal of Advanced Manufacturing Technology, 2023, 124(1/2): 79-96. |
| [10] | YANG M Y, LEE H. Local Material Removal Mechanism Considering Curvature Effect in the Polishing Process of the Small Aspherical Lens Die[J]. Journal of Materials Processing Technology, 2001, 116(2/3): 298-304. |
| [11] | WU S H, KAZEROUNIAN K, GAN Z X,et al.A Material Removal Model for Robotic Belt Grinding Process[J]. Machining Science and Technology, 2014, 18(1): 15-30. |
| [12] | 张军锋, 吴晓君, 史耀耀, 等. 基于Hertz接触理论的整体叶盘百页轮抛光材料去除深度建模研究[J]. 中国机械工程, 2023, 34(6): 668-676. |
| ZHANG Junfeng, WU Xiaojun, SHI Yaoyao, et al.Study on Modeling of Material Removal Depth for Blisk Polishing by ABFW Based on Hertz Contact Theory[J]. China Mechanical Engineering,2023, 34(6): 668-676. | |
| [13] | 周佳仪. 几种非赫兹轮轨滚动接触模型的对比研究[D].成都:西南交通大学, 2022. |
| ZHOU Jiayi. Comparative Study of Non-hertzian Wheel-rail Rolling Contact Models[D]. Chengdu:Southwest Jiaotong University,2022. | |
| [14] | 郭元春,蒋永锋,冀永强.高等数学[M].西安:西北大学出版社,2024. |
| GUO Yuanchun, JIANG Yongfeng, JI Yongqiang. Advanced Mathematics[M]. Xi'an:Northwest University Press, 2024. | |
| [15] | 张雷,袁楚明,周祖德,等.模具曲面抛光时表面去除的建模与试验研究[J]. 机械工程学报, 2002,38(12): 98-102. |
| ZHANG Lei, YUAN Chuming, ZHOU Zude,et al.Modeling and Experimental Study on Surface Material Removal in Curved Mold Polishing[J]. Journal of Mechanical Engineering,2002,38(12): 98-102 |
| [1] | 杨自豪, 范增华, 张翔, 高军. 钛合金管内表面的化学辅助磁性剪切增稠抛光实验研究[J]. 中国机械工程, 2025, 36(12): 2846-2853. |
| [2] | 李文倩, 刘战强, 赵金富, 王兵, 蔡玉奎. 干气密封动环表面的螺旋槽纳秒激光制备[J]. 中国机械工程, 2025, 36(10): 2207-2214. |
| [3] | 李姗姗, 孙兴伟, 杨恒, 乔赫廷. 磁流变液环境下密封副非线性磨损行为研究[J]. 中国机械工程, 2025, 36(09): 1968-1979. |
| [4] | 杨赫然1, 2, 张培杰1, 2, 孙兴伟1, 2, 潘飞1, 2, 刘寅1, 2. 利用改进卷积神经网络的螺杆砂带磨削表面粗糙度预测[J]. 中国机械工程, 2025, 36(02): 325-332. |
| [5] | 鄢威1, 3, 王欣怡2, 3, 张华3, 朱硕2, 3, 江志刚2, 3. 考虑切削能耗和表面质量的碳纤维增强树脂基复合材料加工工艺参数优化决策[J]. 中国机械工程, 2024, 35(10): 1834-1844. |
| [6] | 徐成宇, 张万一, 张天鸿, 朱永伟. 固结磨料小工具头修形抛光钛合金叶片试验研究[J]. 中国机械工程, 2024, 35(09): 1606-1612. |
| [7] | 靳淇超1, 2, 包虎子1, 李良万3, 汪文虎3, 张锦淇1, 叶子银1, 郭磊1. DD5缓进磨削表面粗糙度和硬化率对疲劳性能影响研究[J]. 中国机械工程, 2024, 35(08): 1472-1479. |
| [8] | 贾志新, 张凯悦, 王津. 聚晶金刚石的混铁粉电火花加工方法研究[J]. 中国机械工程, 2023, 34(22): 2684-2692. |
| [9] | 王明, 董海, 王柏何, 王峥, 王加威. 2.5D Cf/SiC刹车材料浮动磨削工艺试验研究[J]. 中国机械工程, 2023, 34(20): 2434-2441. |
| [10] | 韩锐, 李秀红, 王嘉明, 李文辉, 程思源, 杨胜强, . 水平强制振动光整加工对TC4钛合金表面完整性参数的影响[J]. 中国机械工程, 2023, 34(17): 2037-2047. |
| [11] | 田龙, 黄传真, 刘盾, 姚鹏, 刘含莲, 刘雪飞. 激光辅助水射流微铣削单晶β-Ga2O3衬底的实验研究[J]. 中国机械工程, 2023, 34(13): 1559-1567. |
| [12] | 傅远韬, 文东辉, 孔凡志, 淦作昆, 成志超, . 线性液动压抛光加工的流场特性研究[J]. 中国机械工程, 2023, 34(11): 1306-1314. |
| [13] | 鲁艳军, 关伟锋, 孙佳劲, 莫睿, 伍晓宇. 基于放电修锐的粗金刚石砂轮干式镜面磨削技术[J]. 中国机械工程, 2023, 34(09): 1052-1060. |
| [14] | 李国龙, 朱国华, 蒋林, 陶一杰, 贾亚超. 抑制磨削振纹的多目标磨削工艺参数优化[J]. 中国机械工程, 2023, 34(09): 1086-1092. |
| [15] | 王栋, 林洪旭, 赵静雯, 乔瑞勇, 张君宇, 赵睿. 高速切向车铣对18CrNiMo7-6钢表面完整性的影响[J]. 中国机械工程, 2023, 34(07): 812-820. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||