

ISSN 1004-132X
CN 42-1294/TH
CN 42-1294/TH
China Mechanical Engineering ›› 2025, Vol. 36 ›› Issue (12): 2993-3001.DOI: 10.3969/j.issn.1004-132X.2025.12.023
Previous Articles Next Articles
XIONG Yecheng1,2( ), LIU Haisheng1,2(), WANG Zhongren1,2, SHI Tielin3, XIA Hai1,2, YANG Hongbo1,2
), LIU Haisheng1,2(), WANG Zhongren1,2, SHI Tielin3, XIA Hai1,2, YANG Hongbo1,2
Received:2025-06-24
Online:2025-12-25
Published:2025-12-31
Contact:
LIU Haisheng
熊烨成1,2(), 刘海生1,2(), 王中任1,2, 史铁林3, 夏海1,2, 杨洪波1,2
通讯作者:
刘海生
作者简介:熊烨成,男,2000年生,硕士研究生。研究方向为智能焊接与机器视觉。E-mail:1065127181@qq.com基金资助:CLC Number:
XIONG Yecheng, LIU Haisheng, WANG Zhongren, SHI Tielin, XIA Hai, YANG Hongbo. A Full-position Welding Pool Identification and Deviation Measurement Method Based on DeepLab-EMCAD[J]. China Mechanical Engineering, 2025, 36(12): 2993-3001.
熊烨成, 刘海生, 王中任, 史铁林, 夏海, 杨洪波. 基于DeepLab-高效多尺度卷积注意力解码器的全位置焊接熔池识别与偏差测量方法[J]. 中国机械工程, 2025, 36(12): 2993-3001.
Add to citation manager EndNote|Ris|BibTeX
URL: https://www.cmemo.org.cn/EN/10.3969/j.issn.1004-132X.2025.12.023
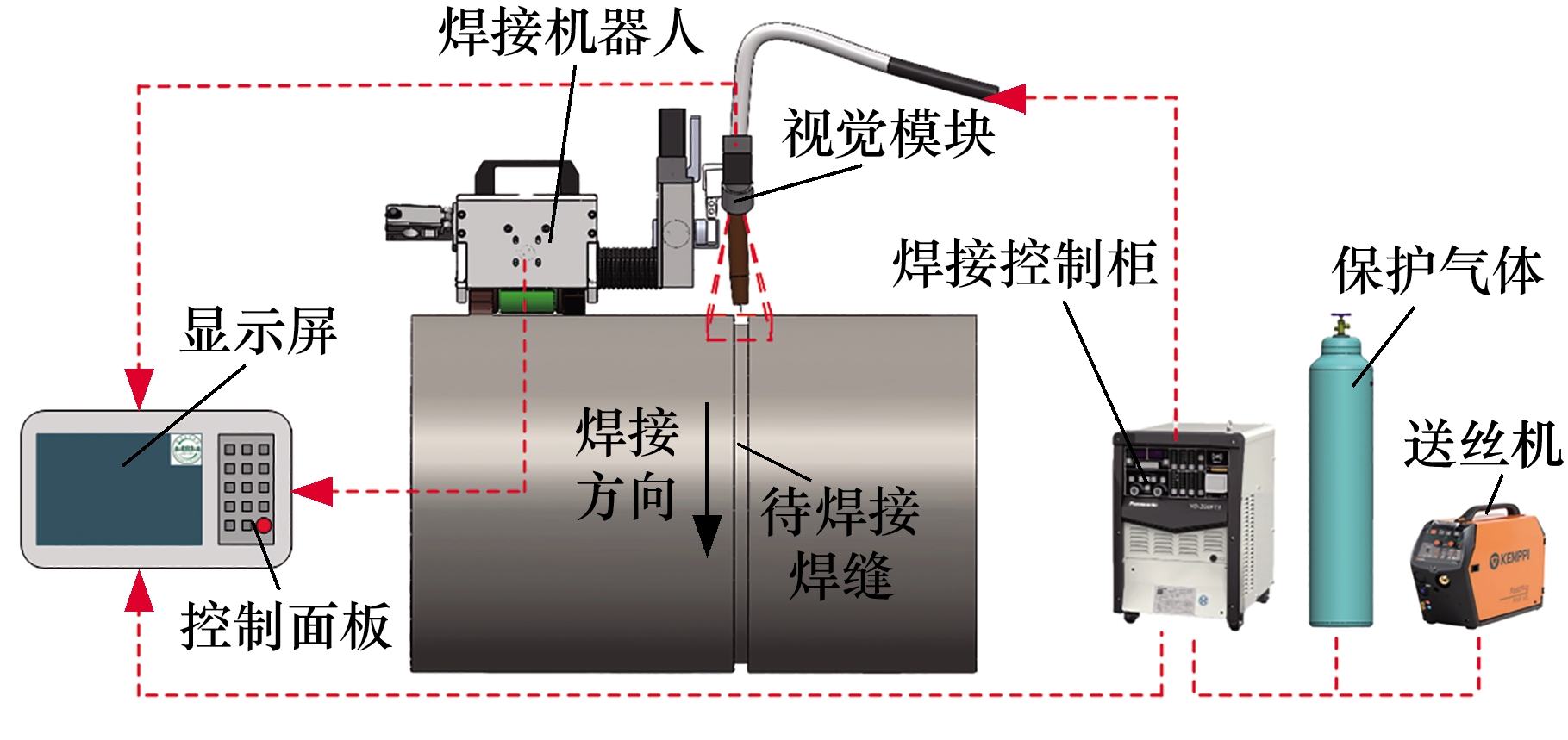
Fig.1 Schematic diagram of the all-position pipeline welding experimental platform
| 名称 | 参数 |
|---|---|
| 焊接实心焊丝 | ER50-6 |
| 焊接保护气体 | 80%Ar+20%CO2 |
| 气体输送流量/(L·min | 18 |
| 焊丝送丝速度/(cm·s | 3.2 |
| 焊接机器人内外延时/ms | 300 |
| 焊枪头摆动速度/(mm·s | 30.0 |
| 焊接机器人移速/(mm·s | 8.0 |
| 焊机设置电流I/A | 140 |
| 焊机设置电压U/V | 17.5 |
Tab.1 Welding parameter
| 名称 | 参数 |
|---|---|
| 焊接实心焊丝 | ER50-6 |
| 焊接保护气体 | 80%Ar+20%CO2 |
| 气体输送流量/(L·min | 18 |
| 焊丝送丝速度/(cm·s | 3.2 |
| 焊接机器人内外延时/ms | 300 |
| 焊枪头摆动速度/(mm·s | 30.0 |
| 焊接机器人移速/(mm·s | 8.0 |
| 焊机设置电流I/A | 140 |
| 焊机设置电压U/V | 17.5 |
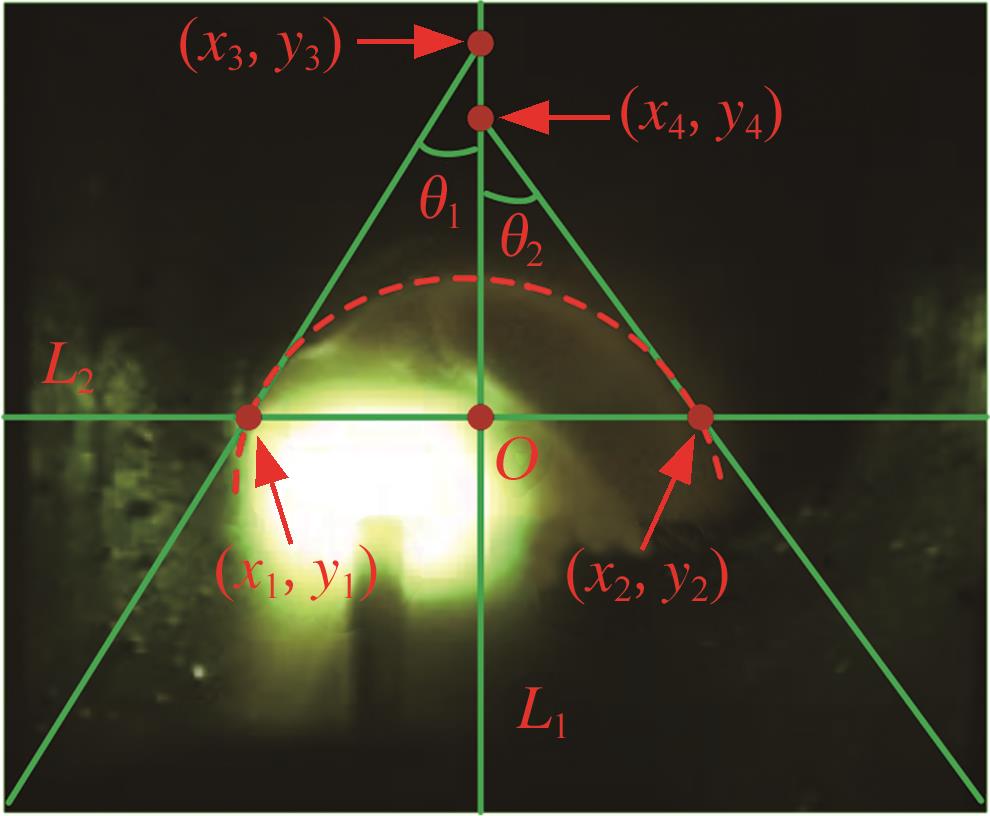
Fig.2 Principle of deviation measurement for a single welding cycle
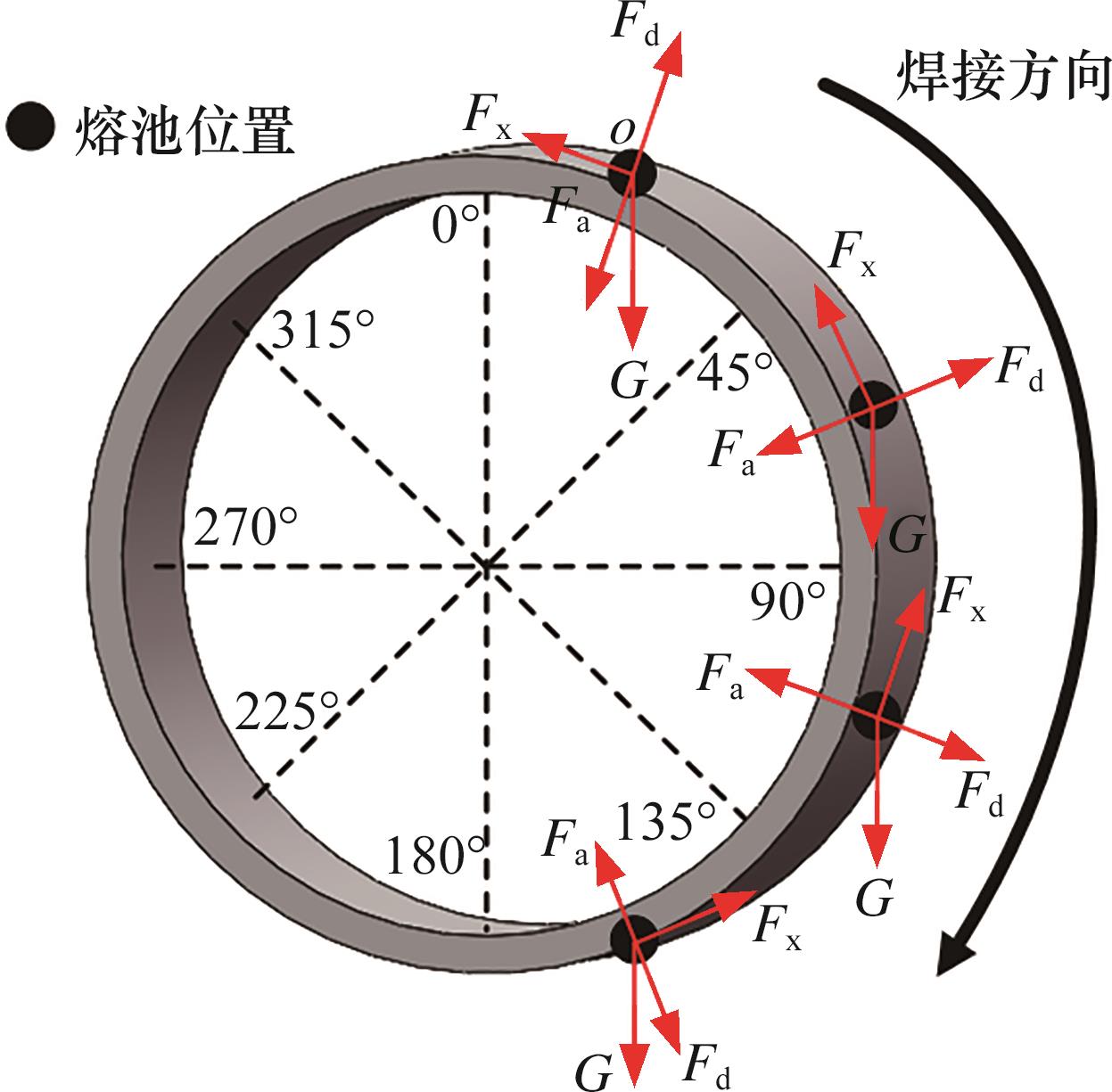
Fig.3 Force diagram of the welding pool at all positions of the pipeline
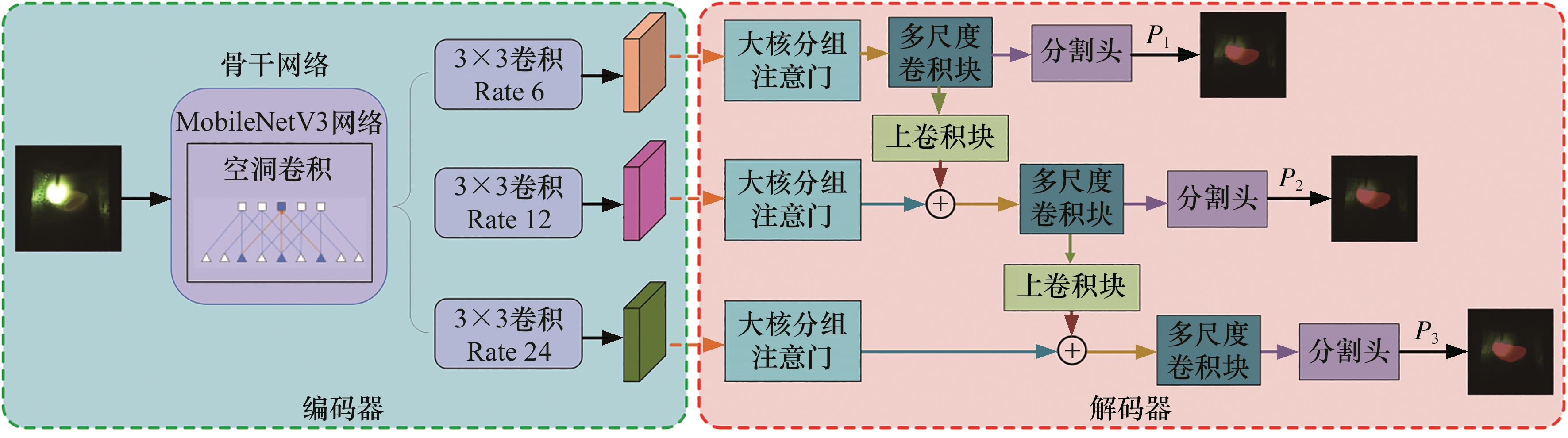
Fig.4 Structure of the Deeplab-EMCAD segmentation model
| 输入层 | 操作符 | 扩展维度 | 输出通道 | SE 模块 | NL模块 |
|---|---|---|---|---|---|
| 2242×3 | 2d卷积,3×3 | 2d卷积,3×3 | 16 | HS模块 | |
| 1122×16 | Bneck模块,3×3 | Bneck模块,3×3 | 16 | √ | RE模块 |
| 562×16 | Bneck模块,3×3 | Bneck模块,3×3 | 24 | RE模块 | |
| 282×24 | Bneck模块,3×3 | Bneck模块,3×3 | 24 | RE模块 | |
| 282×24 | Bneck模块,5×5 | Bneck模块,5×5 | 40 | √ | HS模块 |
| 142×40 | Bneck模块,5×5 | Bneck模块,5×5 | 40 | √ | HS模块 |
| 142×40 | Bneck模块,5×5 | Bneck模块,5×5 | 40 | √ | HS模块 |
| 142×40 | Bneck模块,5×5 | Bneck模块,5×5 | 48 | √ | HS模块 |
| 142×48 | Bneck模块,5×5 | Bneck模块,5×5 | 48 | √ | HS模块 |
| 142×48 | Bneck模块,5×5 | Bneck模块,5×5 | 96 | √ | HS模块 |
| 72×96 | Bneck模块,5×5 | Bneck模块,5×5 | 96 | √ | HS模块 |
| 72×96 | Bneck模块,5×5 | Bneck模块,5×5 | 96 | √ | HS模块 |
Tab.2 Modified MobileNetV3-Small structure
| 输入层 | 操作符 | 扩展维度 | 输出通道 | SE 模块 | NL模块 |
|---|---|---|---|---|---|
| 2242×3 | 2d卷积,3×3 | 2d卷积,3×3 | 16 | HS模块 | |
| 1122×16 | Bneck模块,3×3 | Bneck模块,3×3 | 16 | √ | RE模块 |
| 562×16 | Bneck模块,3×3 | Bneck模块,3×3 | 24 | RE模块 | |
| 282×24 | Bneck模块,3×3 | Bneck模块,3×3 | 24 | RE模块 | |
| 282×24 | Bneck模块,5×5 | Bneck模块,5×5 | 40 | √ | HS模块 |
| 142×40 | Bneck模块,5×5 | Bneck模块,5×5 | 40 | √ | HS模块 |
| 142×40 | Bneck模块,5×5 | Bneck模块,5×5 | 40 | √ | HS模块 |
| 142×40 | Bneck模块,5×5 | Bneck模块,5×5 | 48 | √ | HS模块 |
| 142×48 | Bneck模块,5×5 | Bneck模块,5×5 | 48 | √ | HS模块 |
| 142×48 | Bneck模块,5×5 | Bneck模块,5×5 | 96 | √ | HS模块 |
| 72×96 | Bneck模块,5×5 | Bneck模块,5×5 | 96 | √ | HS模块 |
| 72×96 | Bneck模块,5×5 | Bneck模块,5×5 | 96 | √ | HS模块 |
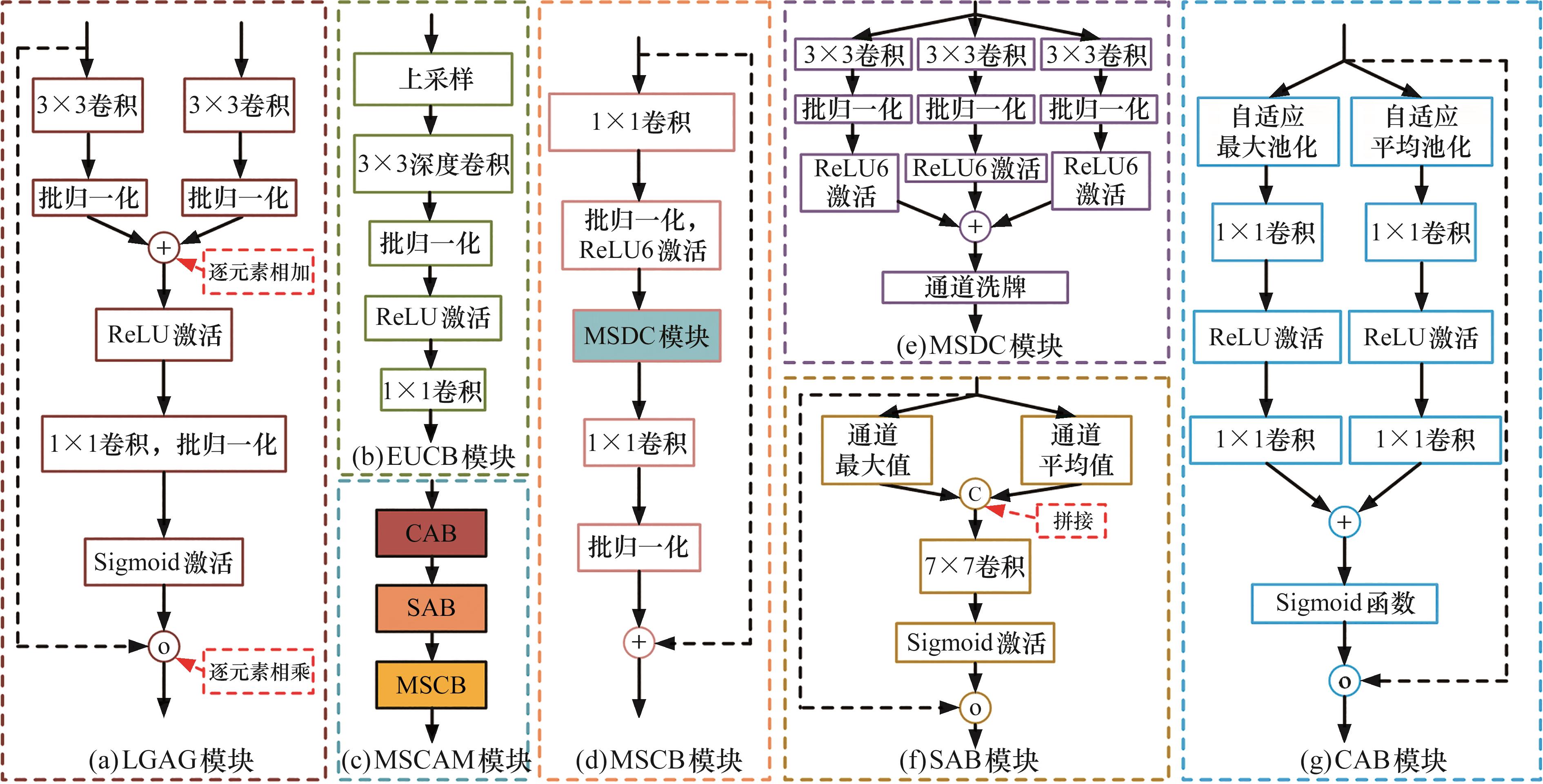
Fig.5 Structure of different modules in EMCAD
编 号 | 学习率 | 批大小 | 训练 轮次 | 准确率/% | 内存 消耗/GB | 时间/h |
|---|---|---|---|---|---|---|
| 1 | 0.0005 | 8 | 200 | 98.5 | 14 | 4.0 |
| 2 | 0.0005 | 16 | 200 | 97.0 | 22 | 6.0 |
| 3 | 0.0010 | 8 | 200 | 96.8 | 18 | 4.5 |
| 4 | 0.0005 | 4 | 200 | 94.0 | 14 | 3.5 |
| 5 | 0.0005 | 8 | 100 | 93.5 | 16 | 3.0 |
| 6 | 0.0005 | 8 | 300 | 98.8 | 16.5 | 5.0 |
Tab.3 The hyperparameter comparison experiments
编 号 | 学习率 | 批大小 | 训练 轮次 | 准确率/% | 内存 消耗/GB | 时间/h |
|---|---|---|---|---|---|---|
| 1 | 0.0005 | 8 | 200 | 98.5 | 14 | 4.0 |
| 2 | 0.0005 | 16 | 200 | 97.0 | 22 | 6.0 |
| 3 | 0.0010 | 8 | 200 | 96.8 | 18 | 4.5 |
| 4 | 0.0005 | 4 | 200 | 94.0 | 14 | 3.5 |
| 5 | 0.0005 | 8 | 100 | 93.5 | 16 | 3.0 |
| 6 | 0.0005 | 8 | 300 | 98.8 | 16.5 | 5.0 |
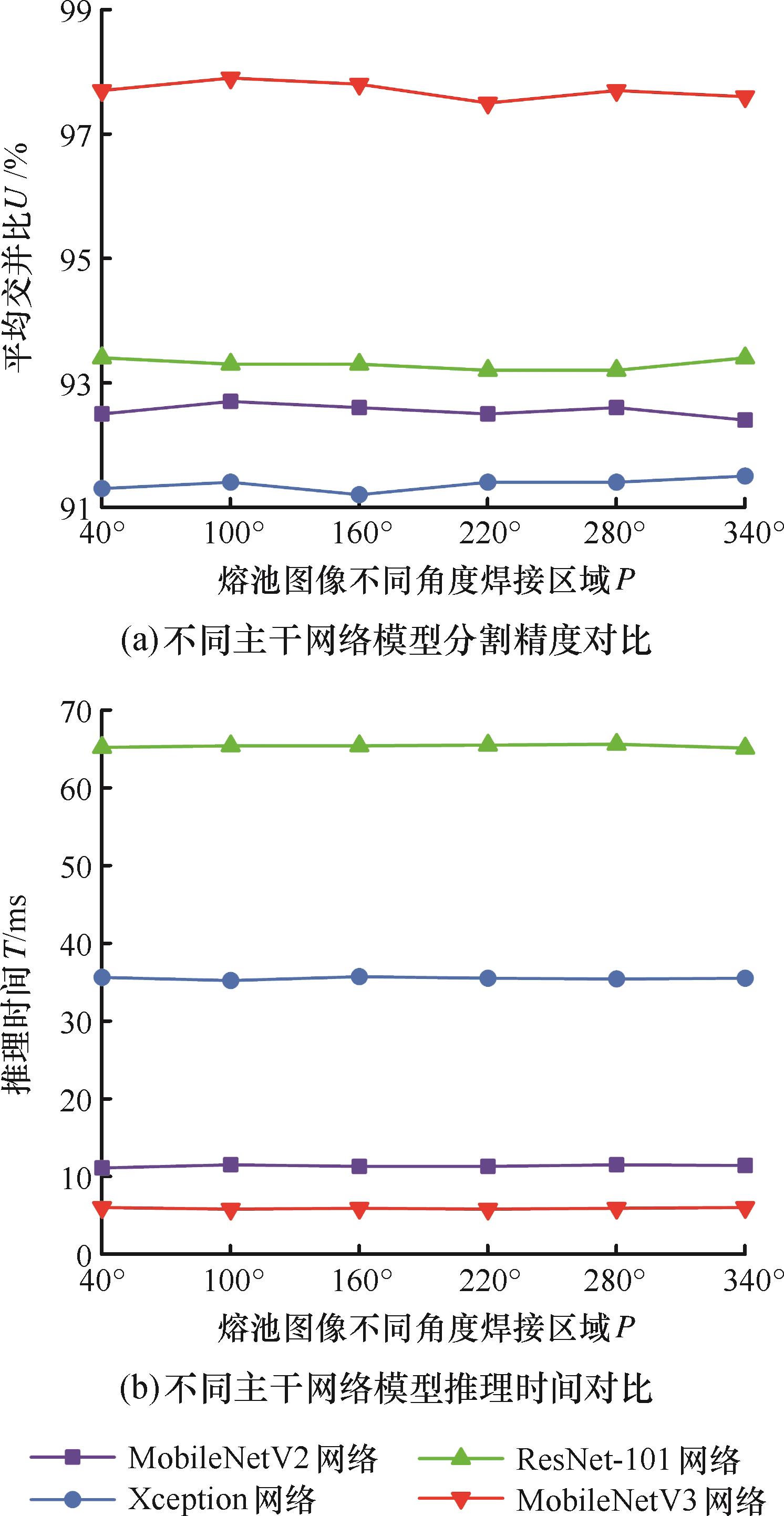
Fig.6 Experimental comparison of different backbone network models on different datasets
| 网络模型 | 平均 交并比/% | 平均像素 精度/% | 推理 时间/ms | 参数量/106 |
|---|---|---|---|---|
| SegNet模型 | 87.61 | 87.85 | 25.27 | 46.25 |
| PSPNet模型 | 86.43 | 89.89 | 27.92 | 48.96 |
| UNet模型 | 93.82 | 95.92 | 19.20 | 42.98 |
| Yolov8模型 | 92.75 | 94.22 | 25.61 | 40.15 |
| DeepLabV3+模型 | 92.14 | 93.21 | 37.92 | 55.10 |
| 本文模型 | 97.86 | 98.71 | 8.23 | 6.56 |
Tab.4 The compares experimental results
| 网络模型 | 平均 交并比/% | 平均像素 精度/% | 推理 时间/ms | 参数量/106 |
|---|---|---|---|---|
| SegNet模型 | 87.61 | 87.85 | 25.27 | 46.25 |
| PSPNet模型 | 86.43 | 89.89 | 27.92 | 48.96 |
| UNet模型 | 93.82 | 95.92 | 19.20 | 42.98 |
| Yolov8模型 | 92.75 | 94.22 | 25.61 | 40.15 |
| DeepLabV3+模型 | 92.14 | 93.21 | 37.92 | 55.10 |
| 本文模型 | 97.86 | 98.71 | 8.23 | 6.56 |
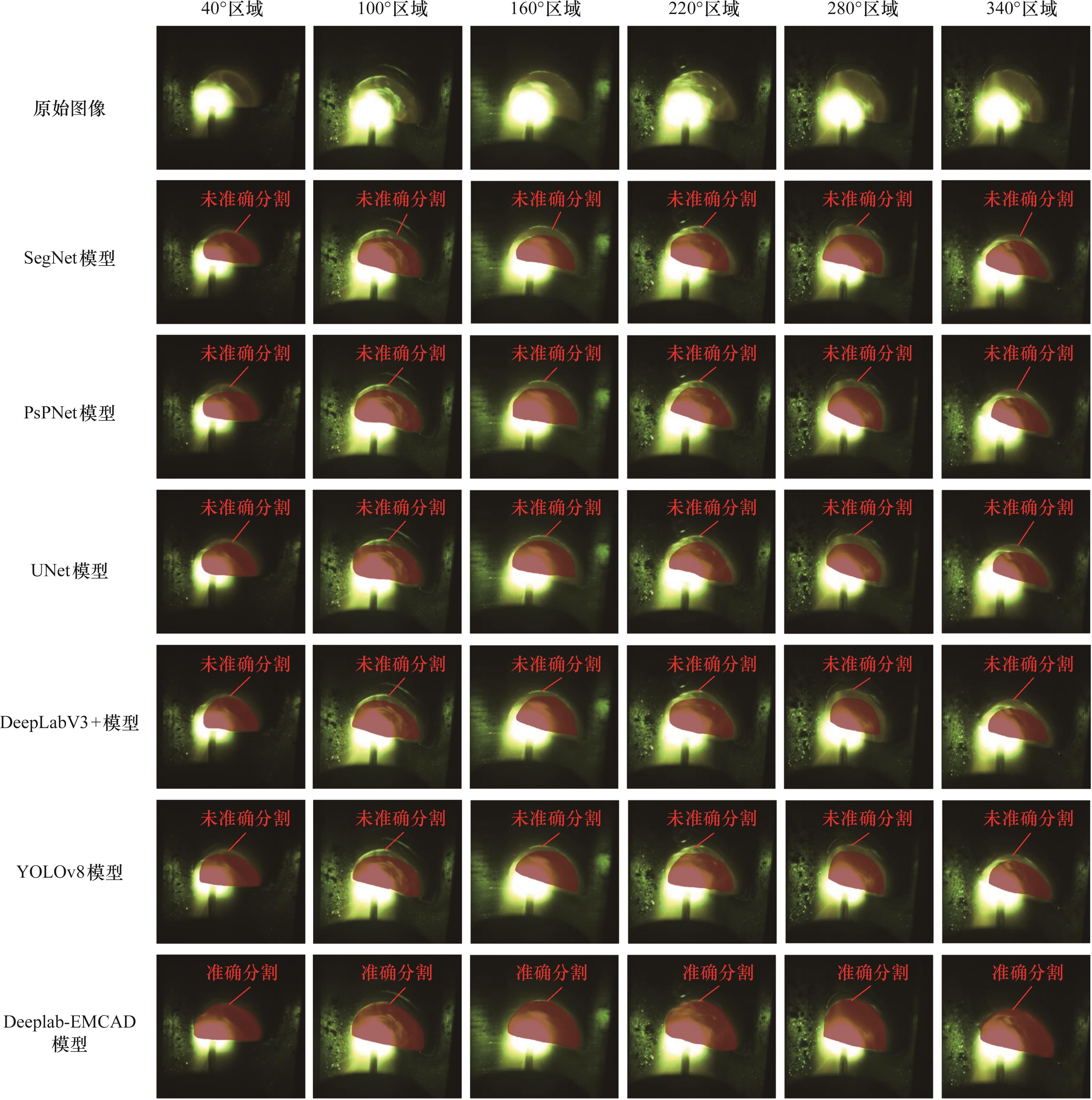
Fig.7 shows the segmentation effects of different models on the molten pool

Fig.8 The cutting angle θ1、 θ2 during normal welding

Fig.9 The cutting angle θ1、 θ2 when offset 1 mm to the right

Fig.10 The cutting angle θ1、 θ2 when offset 1.5 mm to the right

Fig.11 The cutting angle θ1、 θ2 when offset 1 mm to the left

Fig.12 The cutting angle θ1、 θ2 when offset 1.5 mm to the left
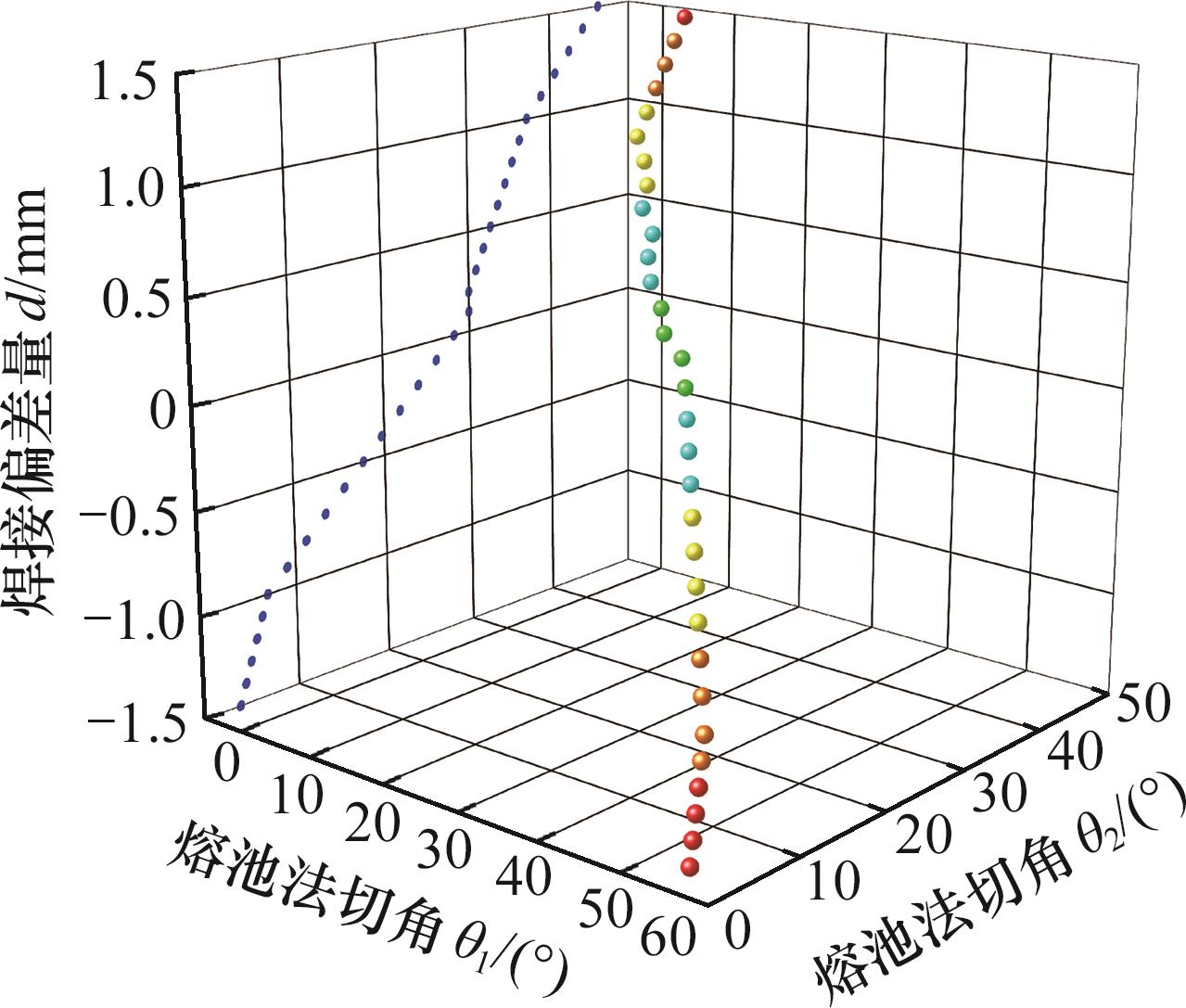
Fig.13 Scatter plot of the angle cut and welding deviation by the molten pool method
序 号 | 实际值/ mm | | d |/mm | θ1/( °) | θ2/( °) | 误差/mm | 偏差 方向 |
|---|---|---|---|---|---|---|
| 1 | 1.2 | 1.163 | 8.3 | 42.0 | 0.037 | 右 |
| 2 | 0.7 | 0.765 | 43.5 | 13.2 | 0.065 | 左 |
| 3 | 1.0 | 0.911 | 10.2 | 37.5 | 0.089 | 右 |
| 4 | 1.2 | 1.247 | 52.7 | 6.1 | 0.047 | 左 |
| 5 | 0.4 | 0.489 | 18.3 | 31.3 | 0.089 | 右 |
| 6 | 0.3 | 0.318 | 24.5 | 29.6 | 0.018 | 右 |
| 7 | 0.7 | 0.800 | 44.2 | 12.7 | 0.100 | 左 |
| 8 | 1.3 | 1.289 | 53.1 | 5.4 | 0.011 | 左 |
| 9 | 1.0 | 0.940 | 9.6 | 37.9 | 0.060 | 右 |
| 10 | 1.4 | 1.302 | 7.3 | 44.5 | 0.098 | 右 |
Tab.5 Comparison of predicted welding deviations and actual deviations
序 号 | 实际值/ mm | | d |/mm | θ1/( °) | θ2/( °) | 误差/mm | 偏差 方向 |
|---|---|---|---|---|---|---|
| 1 | 1.2 | 1.163 | 8.3 | 42.0 | 0.037 | 右 |
| 2 | 0.7 | 0.765 | 43.5 | 13.2 | 0.065 | 左 |
| 3 | 1.0 | 0.911 | 10.2 | 37.5 | 0.089 | 右 |
| 4 | 1.2 | 1.247 | 52.7 | 6.1 | 0.047 | 左 |
| 5 | 0.4 | 0.489 | 18.3 | 31.3 | 0.089 | 右 |
| 6 | 0.3 | 0.318 | 24.5 | 29.6 | 0.018 | 右 |
| 7 | 0.7 | 0.800 | 44.2 | 12.7 | 0.100 | 左 |
| 8 | 1.3 | 1.289 | 53.1 | 5.4 | 0.011 | 左 |
| 9 | 1.0 | 0.940 | 9.6 | 37.9 | 0.060 | 右 |
| 10 | 1.4 | 1.302 | 7.3 | 44.5 | 0.098 | 右 |
| [1] | ROUT A, DEEPAK B B V L, BISWAL B B. Advances in Weld Seam Tracking Techniques for Robotic Welding: a Review[J]. Robotics and Computer-Integrated Manufacturing, 2019, 56: 12-37. |
| [2] | WANG Tianqi, MENG Kaiquan, CUI Liyang, et al. Weld Tracking Technology for All-position Welding of Pipes Based on Laser Vision[J]. Optics and Lasers in Engineering, 2025, 188: 108912. |
| [3] | HE Yinshui, MA Guohong, CHEN Shanben. Autonomous Decision-making of Welding Position during Multipass GMAW with T-Joints: a Bayesian Network Approach[J]. IEEE Transactions on Industrial Electronics, 2022, 69(4): 3909-3917. |
| [4] | WANG Baicun, HU S J, SUN Lei, et al. Intelligent Welding System Technologies: State-of-the-art Review and Perspectives[J]. Journal of Manufacturing Systems, 2020, 56: 373-391. |
| [5] | 唐昆, 彭海滨, 朱勇建, 等. 基于改进重建网络的无监督镁合金激光焊接焊缝表面缺陷视觉检测[J/OL]. 中国机械工程, 2025: 1-12. [2025-02-14]. . |
| TANG Kun, PENG Haibin, ZHU Yongjian, et al. Unsupervised Visual Inspection of Surface Defects in Laser Welding Seams of Magnesium Alloy Based on Improved Reconstruction Network[J/OL]. China Mechanical Engineering, 2025: 1-12. [2025-02-14]. . | |
| [6] | HONG Yuxiang, JIANG Yuxuan, YANG Mingxuan, et al. Intelligent Seam Tracking in Foils Joining Based on Spatial-temporal Deep Learning from Molten Pool Serial Images[J]. Robotics and Computer-integrated Manufacturing, 2025, 91: 102840. |
| [7] | 王林, 潘骏, 贺青川, 等. 后倾式离心风机叶轮机器人焊接工艺优化[J]. 中国机械工程, 2020, 31(19): 2379-2387. |
| WANG Lin, PAN Jun, HE Qingchuan, et al. Welding Process Optimization on Robot Welding of the Backward Centrifugal Fan Impeller[J]. China Mechanical Engineering, 2020, 31(19): 2379-2387. | |
| [8] | XIA Lei, ZHOU Jianping, XUE Ruilei, et al. Real-time Seam Tracking during Narrow Gap GMAW Process Based on the Wide Dynamic Vision Sensing Method[J]. Journal of Manufacturing Processes, 2023, 101: 820-834. |
| [9] | 王小刚, 王中任, 刘海生. 熔滴-焊缝同步视觉焊接偏差测定方法[J]. 计算机集成制造系统, 2022, 28(5): 1352-1360. |
| WANG Xiaogang, WANG Zhongren, LIU Haisheng. Measurement Method for Simultaneous Visual Welding Deviation of Droplet-weld Seam[J]. Computer Integrated Manufacturing Systems, 2022, 28(5): 1352-1360. | |
| [10] | HOU Huaishu, WANG Tong, LI Jinhao, et al. Vision-based Algorithm for Online TIG Welding Deviation Detection of Stainless Steel Welded Pipes[J]. Journal of the Optical Society of America A, 2024, 41(6): 1175-1184. |
| [11] | MO Yujian, WU Yan, YANG Xinneng, et al. Review the State-of-the-art Technologies of Semantic Segmentation Based on Deep Learning[J]. Neurocomputing, 2022, 493: 626-646. |
| [12] | YU Rongwei, TAN Xiaxin, HE Shen, et al. Monitoring of Robot Trajectory Deviation Based on Multimodal Fusion Perception in WAAM Process[J]. Measurement, 2024, 224: 113933. |
| [13] | 蒋宇轩, 林凯, 王瑶祺, 等. 基于改进ViT的熔池识别与焊接偏差在线检测方法[J]. 现代制造工程, 2024(10): 130-137. |
| JIANG Yuxuan, LIN Kai, WANG Yaoqi, et al. Improved ViT-based Method for Molten Pool Recognition and Online Detection of Welding Deviation[J]. Modern Manufacturing Engineering, 2024(10): 130-137. | |
| [14] | CHEN L C, ZHU Yukun, PAPANDREOU G, et al. Encoder-decoder with Atrous Separable Convolution for Semantic Image Segmentation[C]∥Computer Vision – ECCV 2018. Cham: Springer, 2018: 833-851. |
| [15] | RAHMAN M M, MUNIR M, MARCULESCU R. EMCAD: Efficient Multi-scale Convolutional Attention Decoding for Medical Image Segmentation[C]∥2024 IEEE/CVF Conference on Computer Vision and Pattern Recognition (CVPR). IEEE, 2024: 11769-11779. |
| [16] | HOWARD A, SANDLER M, CHEN Bo, et al. Searching for MobileNetV3[C]∥2019 IEEE/CVF International Conference on Computer Vision (ICCV). IEEE, 2019: 1314-1324. |
| [17] | DAI Wei, LI Dayong, TANG Ding, et al. Deep Learning Assisted Vision Inspection of Resistance Spot Welds[J]. Journal of Manufacturing Processes, 2021, 62: 262-274. |
| [1] | YUE Jianfeng, LONG Xinyu, HUANG Yunlong, GUO Jialong, LIU Wenji. On-line Identification of Narrow Gap P-GMAW Sidewall Fusion States Based on Arc Acoustic Signals [J]. China Mechanical Engineering, 2024, 35(02): 244-250,259. |
| [2] | GAO Jiapeng, HONG Bo, JIA Aiting, LI Xiangwen, QU Yuanyuan. Welding Seam Tracking System for Gas Metal Arc Welding of Container Girders [J]. China Mechanical Engineering, 2023, 34(02): 238-244,251. |
| [3] | WANG Xingdong1;YANG Yalun1;KONG Jianyi1;SHI Yi2. Image Binarization Method of Equal-thickness Butt Welds Based on Regional Optimization [J]. China Mechanical Engineering, 2019, 30(14): 1756-1763. |
| [4] | HOU Yangqiang1;WANG Tianqi1;LI Lianyu1;ZHANG Zhichen1;ZHAO Na2. Path Planning of Spot Welding Robots in Sides of BIW Based on ACO-PSO [J]. China Mechanical Engineering, 2017, 28(24): 2990-2994. |
| [5] | HONG Bo1,2;YIN Li1,2;LI Yi1,2;LI Xiangwen1,2. Pose Detection of Fillet Welds Based on Laser Displacement Sensor [J]. China Mechanical Engineering, 2017, 28(24): 3013-3016,3023. |
| [6] | Xu Yong, Cheng Hao, Zhang Bing, Wang Chunyan, Wu Yongbo, Cao Yindong. Motion Performance Analyses of Valve Welding Robots [J]. China Mechanical Engineering, 2016, 27(23): 3136-3141. |
| [7] | Wang Zhaoqian, Yang Jianyu, Guan Zhenhua, Zhao Haifeng, David Alan Bourne, Wang . Rapid Smart Welding Planning System Design for Multi-specification and Small-batch Products [J]. China Mechanical Engineering, 2014, 25(7): 878-881,887. |
| [8] |
Li Chuntian;Luo Yi;Du Changhua;Chen Fang.
Dynamic Model and Parametrical Control Based on the Genuine Length of Wire for Short-circuit CO2 Arc Welding [J]. J4, 2009, 20(11): 0-1292. |
| [9] | Li Guodong;Li Zhuoxin;Li Hongling;Zhang Li. Study on the Bonding Properties and Mechanism of Copper-steel Dissimilar Metal Joint Deposited by Plasma Arc [J]. J4, 2008, 19(5): 0-589. |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||