

ISSN 1004-132X
CN 42-1294/TH
CN 42-1294/TH
China Mechanical Engineering ›› 2026, Vol. 37 ›› Issue (5): 1132-1140.DOI: 10.3969/j.issn.1004-132X.2026.05.013
GAO Shuaishuai1( ), DUAN Xianyin2, ZHANG Yu3,4, ZHU Kunpeng2,3()
), DUAN Xianyin2, ZHANG Yu3,4, ZHU Kunpeng2,3()
Received:2024-12-30
Online:2026-05-25
Published:2026-06-09
Contact:
ZHU Kunpeng
高帅帅1(), 段现银2, 张宇3,4, 朱锟鹏2,3()
通讯作者:
朱锟鹏
作者简介:高帅帅,女,1986年生,博士、讲师。研究方向为精密加工与智能制造。发表论文7篇。E-mail:ssgao@jhun.edu.cn基金资助:CLC Number:
GAO Shuaishuai, DUAN Xianyin, ZHANG Yu, ZHU Kunpeng. Prediction of Micro-milling Forces Considering Flank Wear with Cutting Edge Radius[J]. China Mechanical Engineering, 2026, 37(5): 1132-1140.
高帅帅, 段现银, 张宇, 朱锟鹏. 考虑切削刃钝圆半径后刀面磨损的微铣削力预测[J]. 中国机械工程, 2026, 37(5): 1132-1140.
Add to citation manager EndNote|Ris|BibTeX
URL: https://www.cmemo.org.cn/EN/10.3969/j.issn.1004-132X.2026.05.013
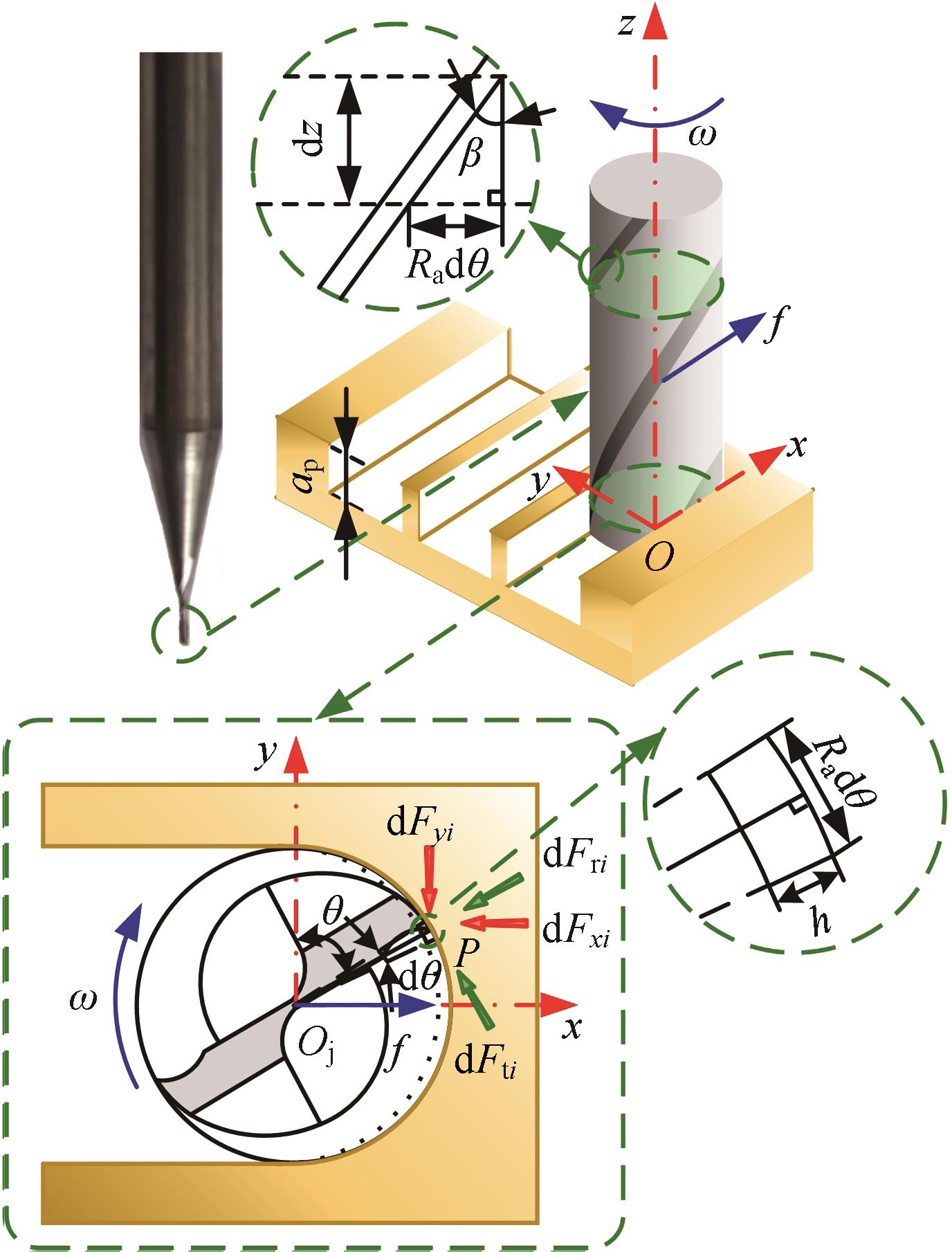
Fig.1 Schematic diagram of the micro-milling process
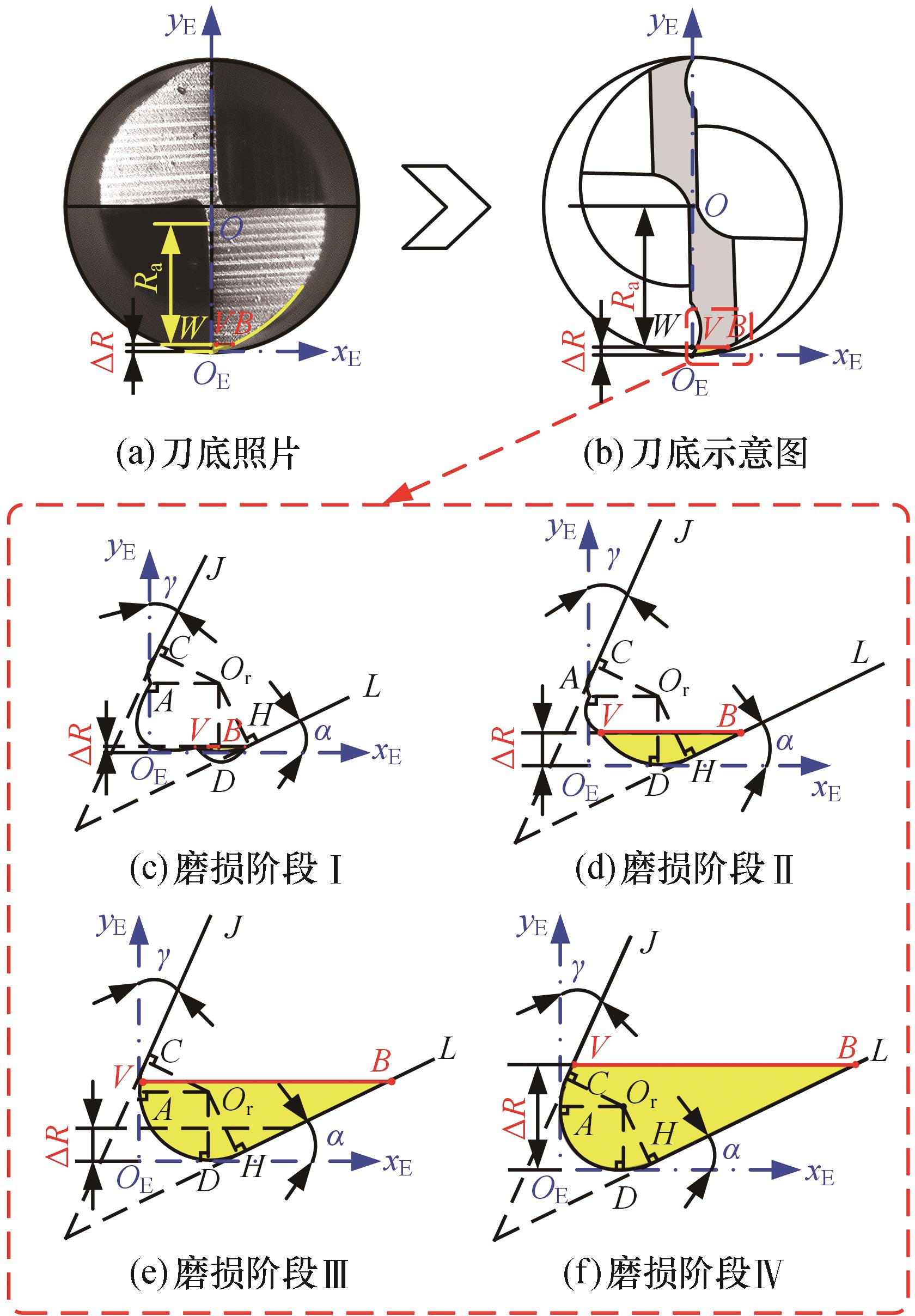
Fig.2 Relationship among the actual tool radius, cutting edge radius, and flank wear
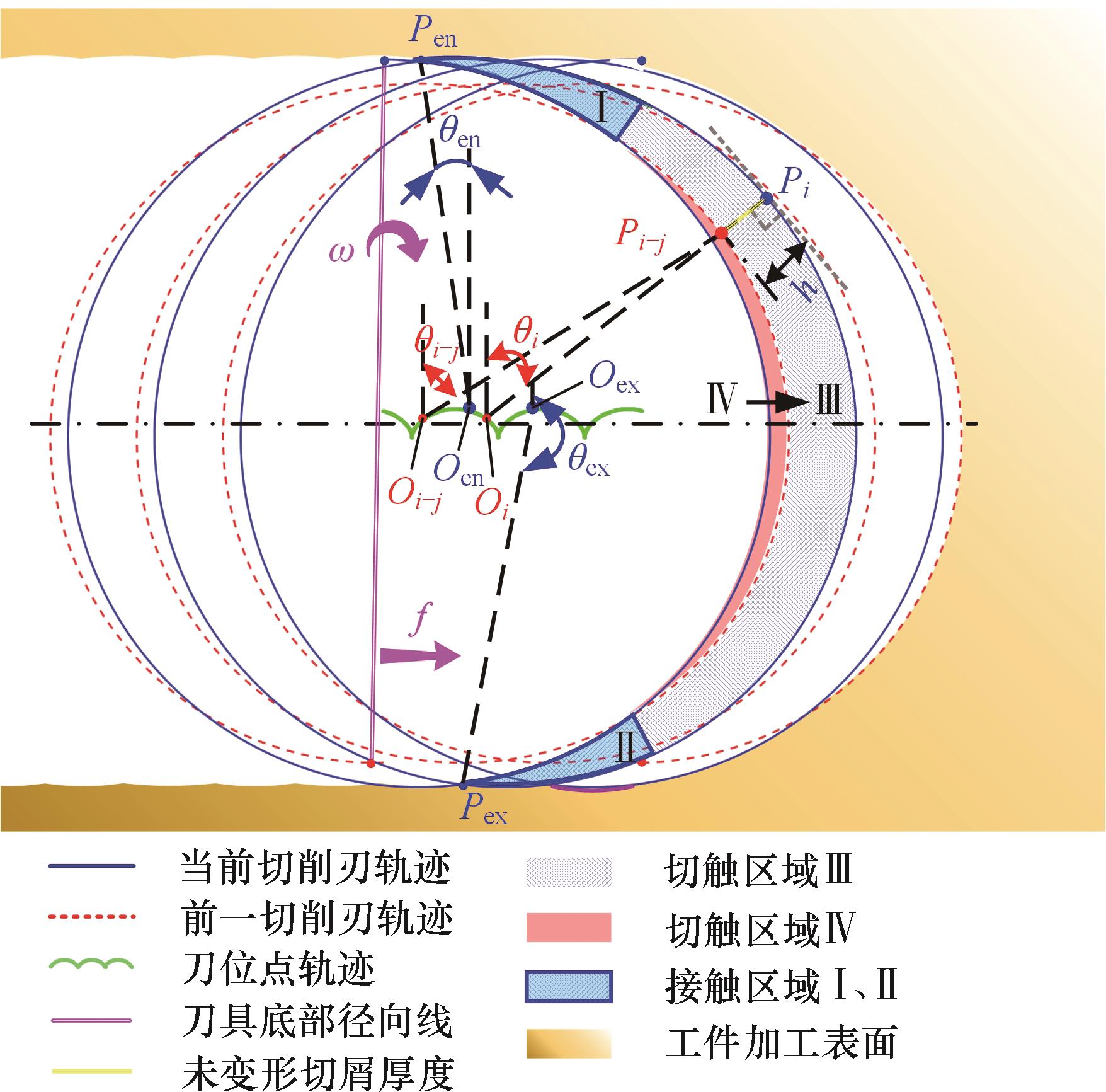
Fig.3 Instantaneous undeformed chip thickness and cutting contact area
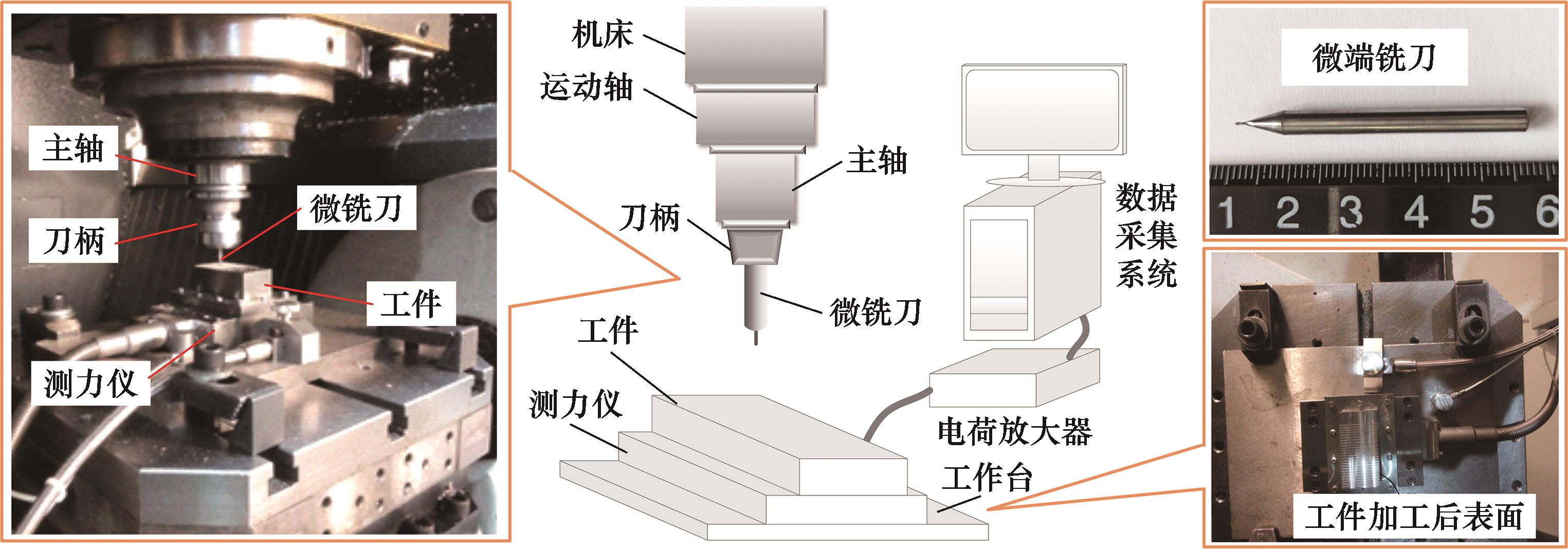
Fig. 4 Micro-milling experimental setup
| 实验编号 | 主轴转速 n/(r·min | 轴向切深 ap/μm | 每齿进给量 fz/μm |
|---|---|---|---|
| 1 | 18 000 | 60 | 2 |
| 2 | 18 000 | 80 | 4 |
| 3 | 18 000 | 100 | 6 |
| 4 | 24 000 | 80 | 6 |
| 5 | 30 000 | 60 | 6 |
| 6 | 24 000 | 60 | 4 |
| 7 | 24 000 | 100 | 2 |
| 8 | 30 000 | 80 | 2 |
| 9 | 30 000 | 100 | 4 |
Tab.1 Micro-milling experimental parameters
| 实验编号 | 主轴转速 n/(r·min | 轴向切深 ap/μm | 每齿进给量 fz/μm |
|---|---|---|---|
| 1 | 18 000 | 60 | 2 |
| 2 | 18 000 | 80 | 4 |
| 3 | 18 000 | 100 | 6 |
| 4 | 24 000 | 80 | 6 |
| 5 | 30 000 | 60 | 6 |
| 6 | 24 000 | 60 | 4 |
| 7 | 24 000 | 100 | 2 |
| 8 | 30 000 | 80 | 2 |
| 9 | 30 000 | 100 | 4 |
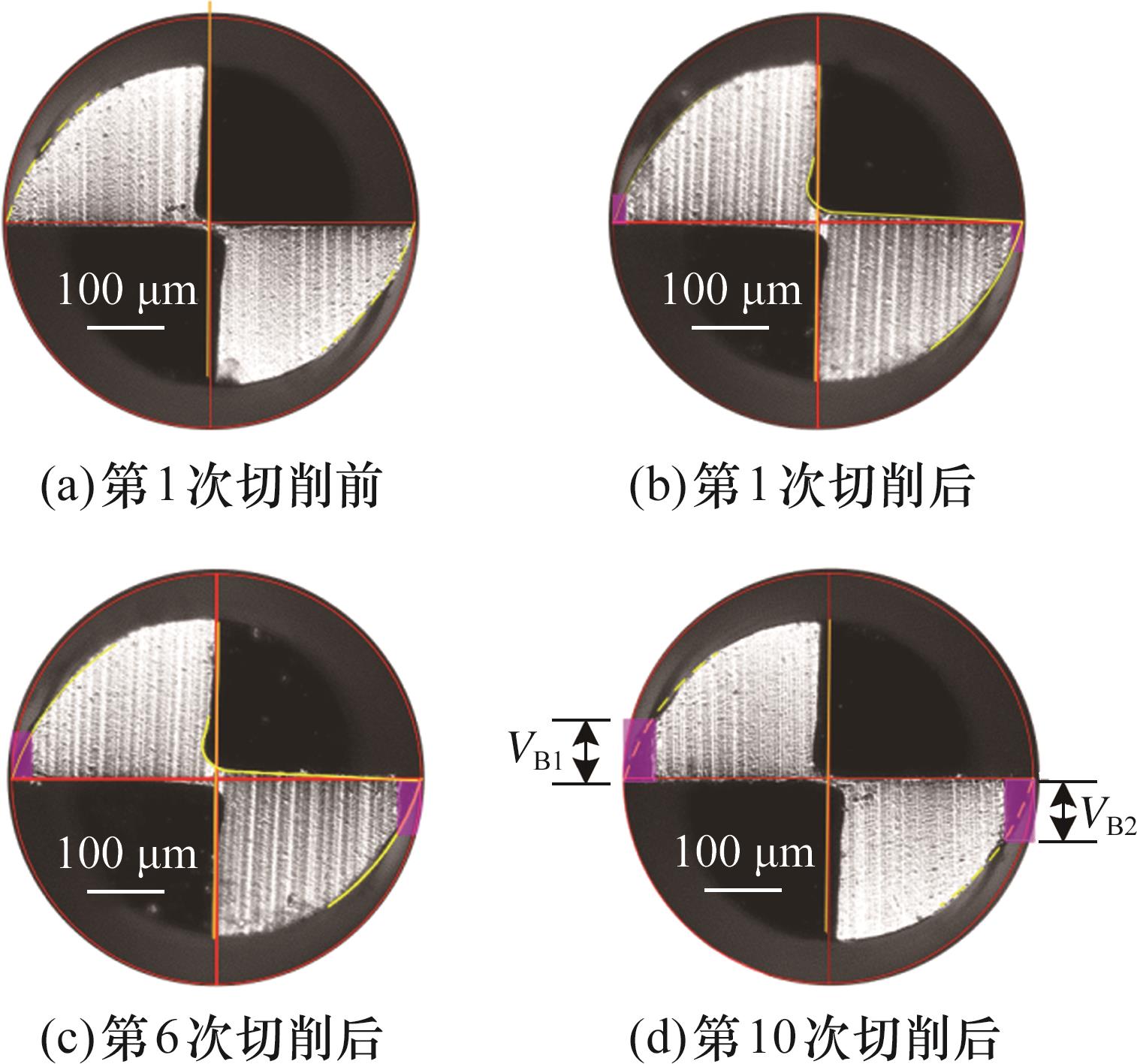
Fig.5 Images of tool wear
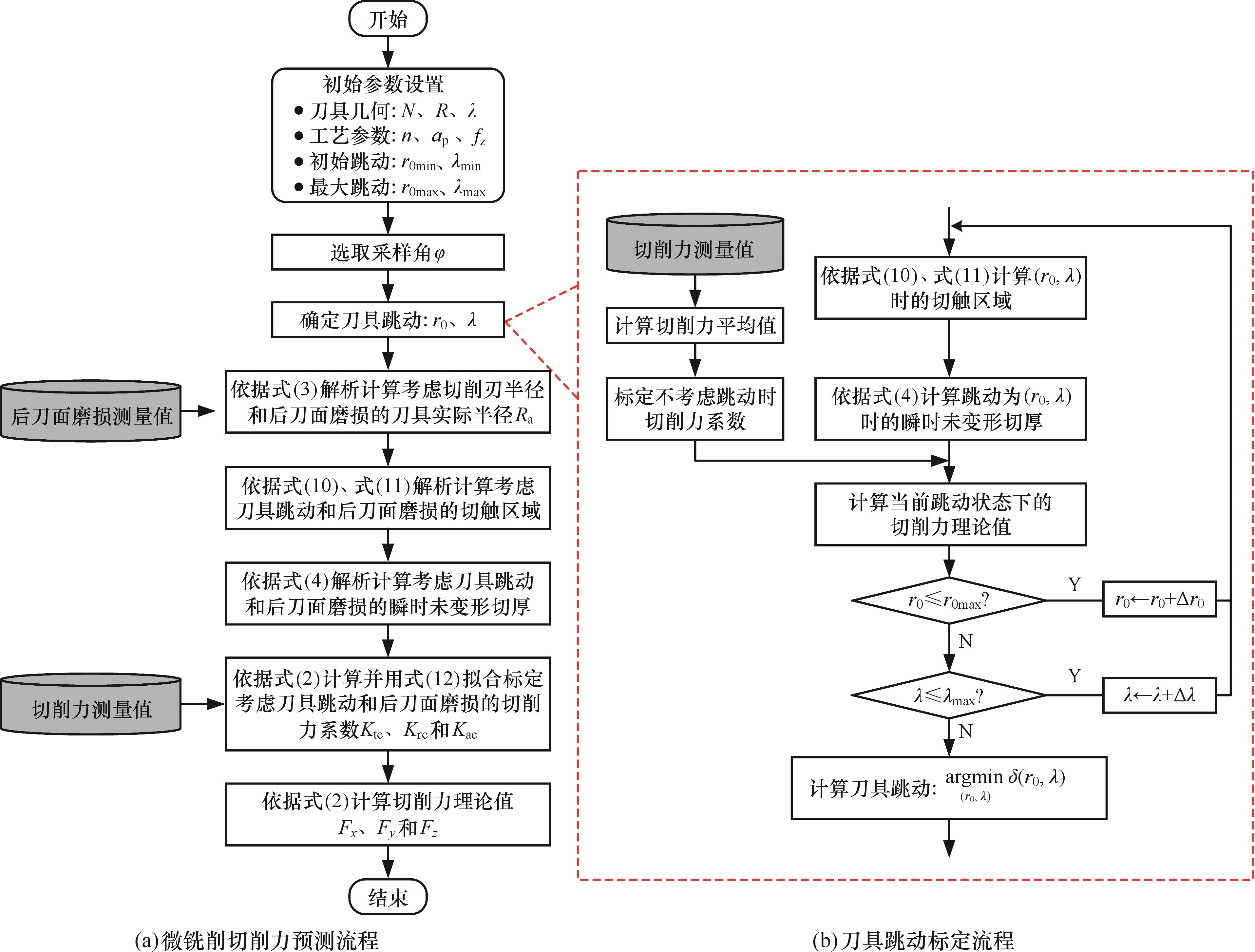
Fig.6 Micro-milling cutting force prediction process
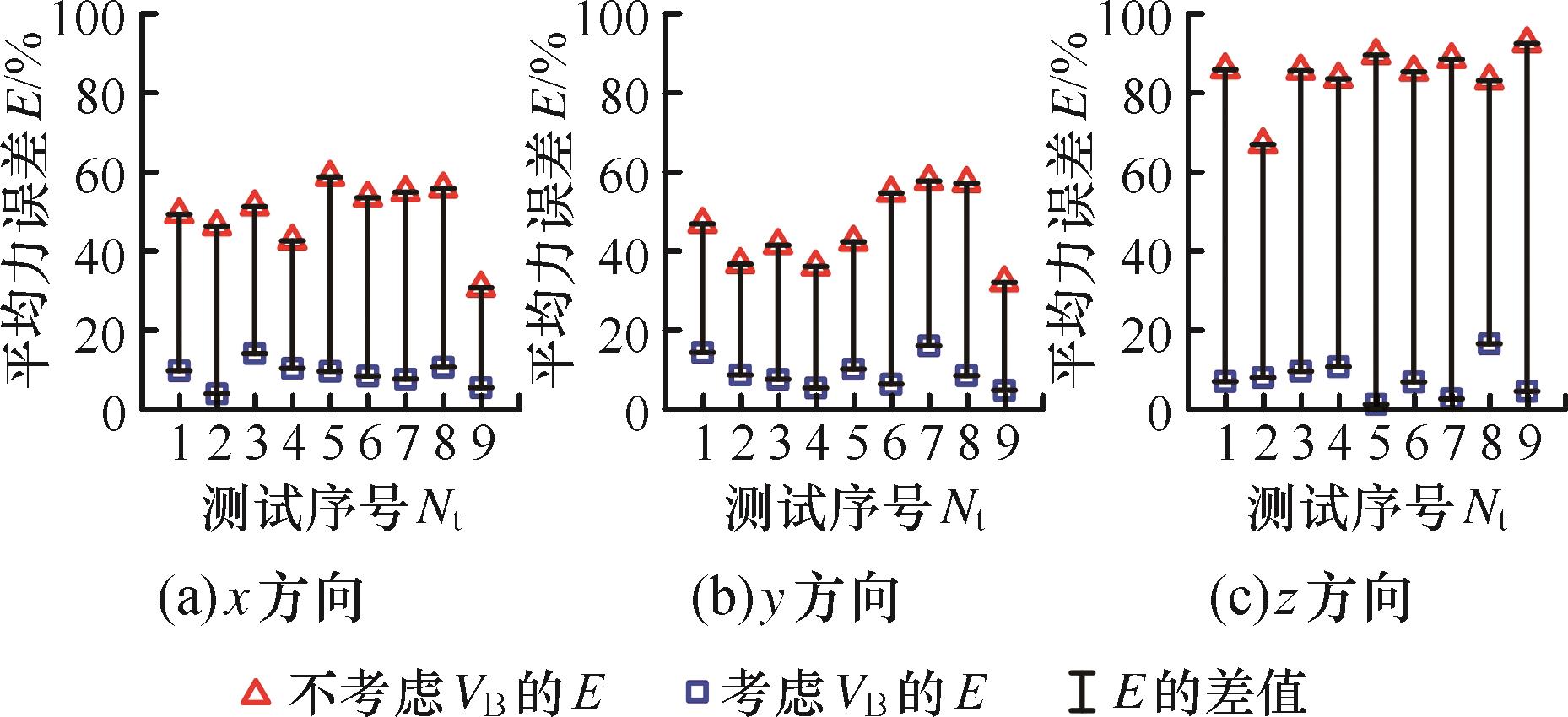
Fig.7 Error of the predicted average force
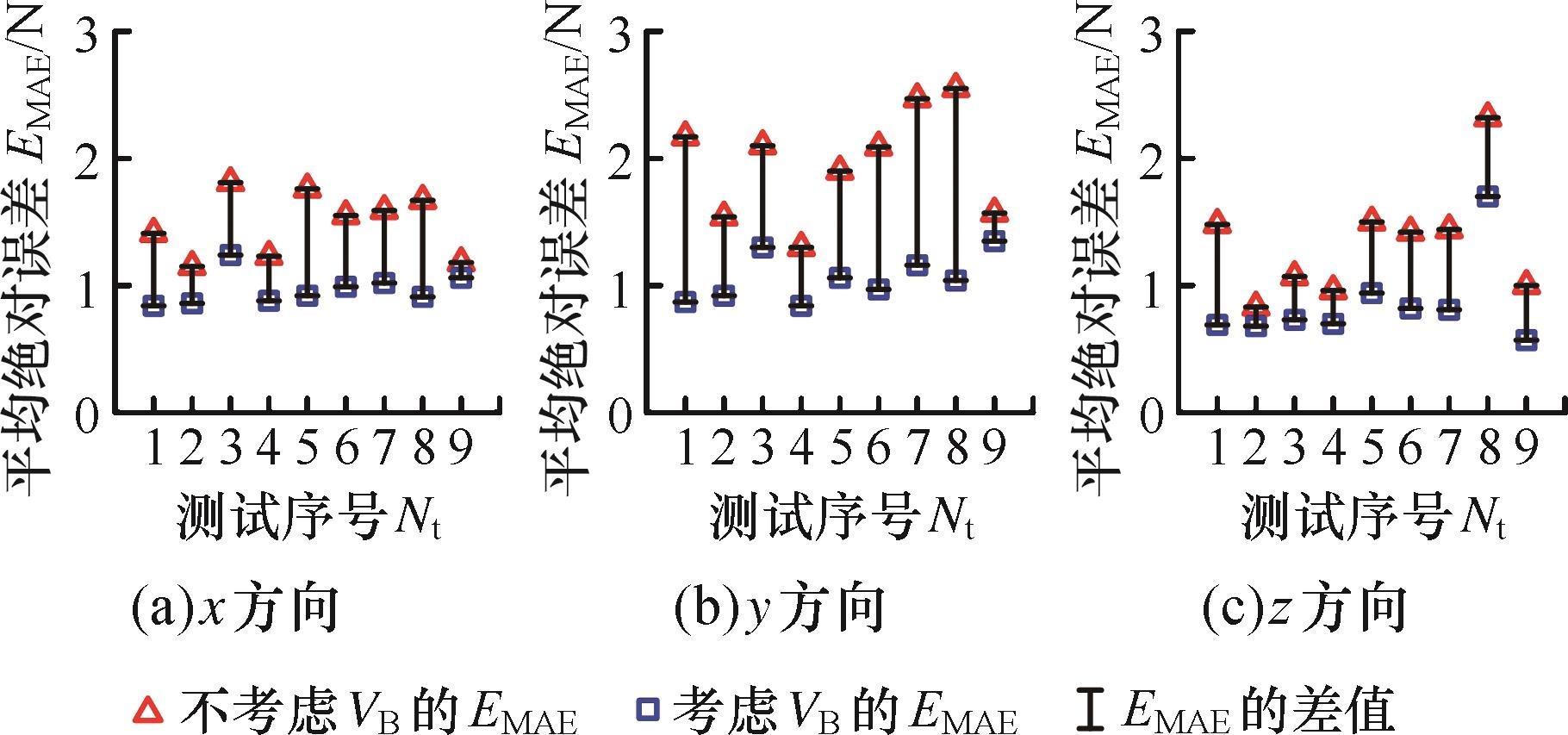
Fig.8 Mean absolute error of the predicted cutting forces
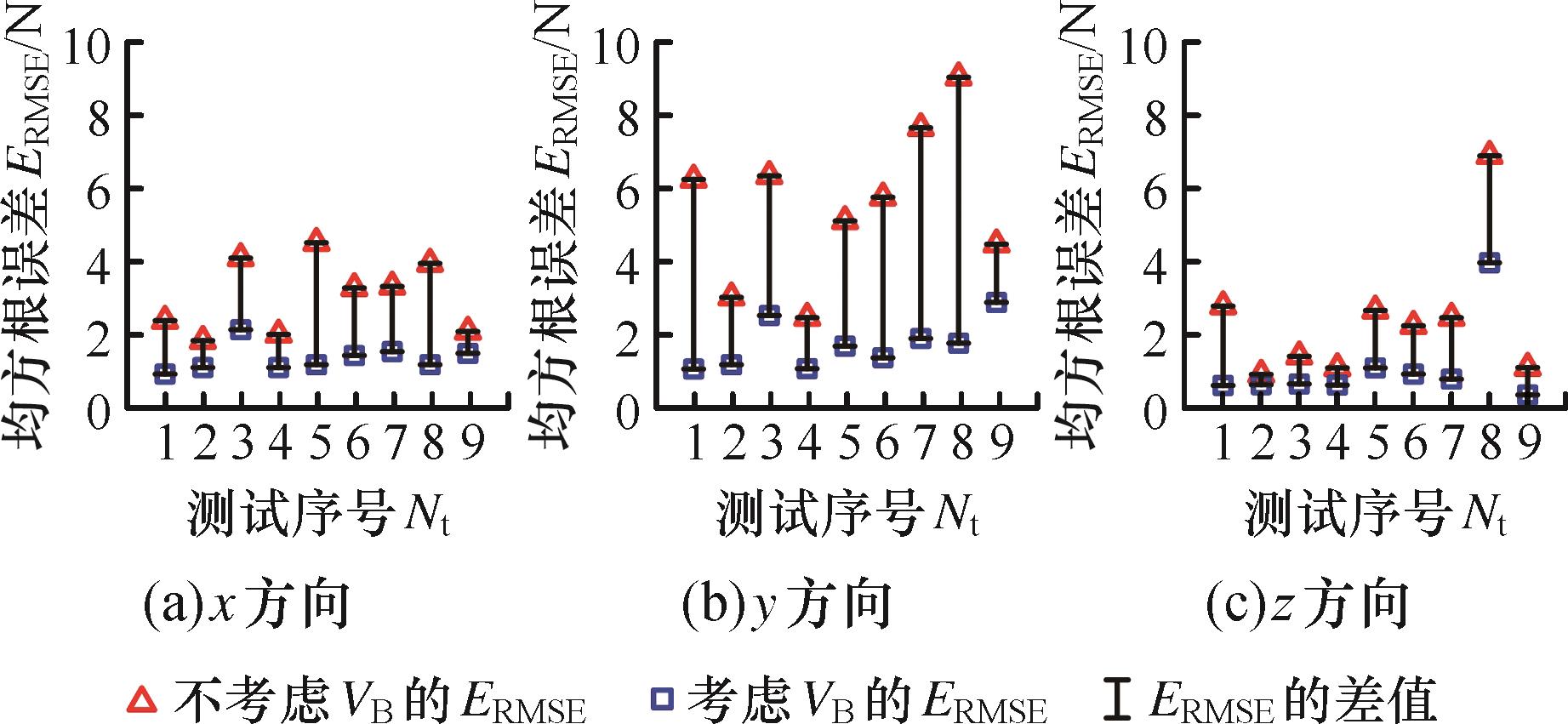
Fig.9 Root mean square error of the predicted cutting forces
| 实验编号 | R | R |
|---|---|---|
| 1 | 0.79 | 0.77 |
| 2 | 0.83 | 0.80 |
| 3 | 0.77 | 0.74 |
| 4 | 0.82 | 0.84 |
| 5 | 0.84 | 0.82 |
| 6 | 0.76 | 0.81 |
| 7 | 0.72 | 0.76 |
| 8 | 0.85 | 0.80 |
| 9 | 0.84 | 0.75 |
Tab.2 Determination coefficient of milling force model
| 实验编号 | R | R |
|---|---|---|
| 1 | 0.79 | 0.77 |
| 2 | 0.83 | 0.80 |
| 3 | 0.77 | 0.74 |
| 4 | 0.82 | 0.84 |
| 5 | 0.84 | 0.82 |
| 6 | 0.76 | 0.81 |
| 7 | 0.72 | 0.76 |
| 8 | 0.85 | 0.80 |
| 9 | 0.84 | 0.75 |
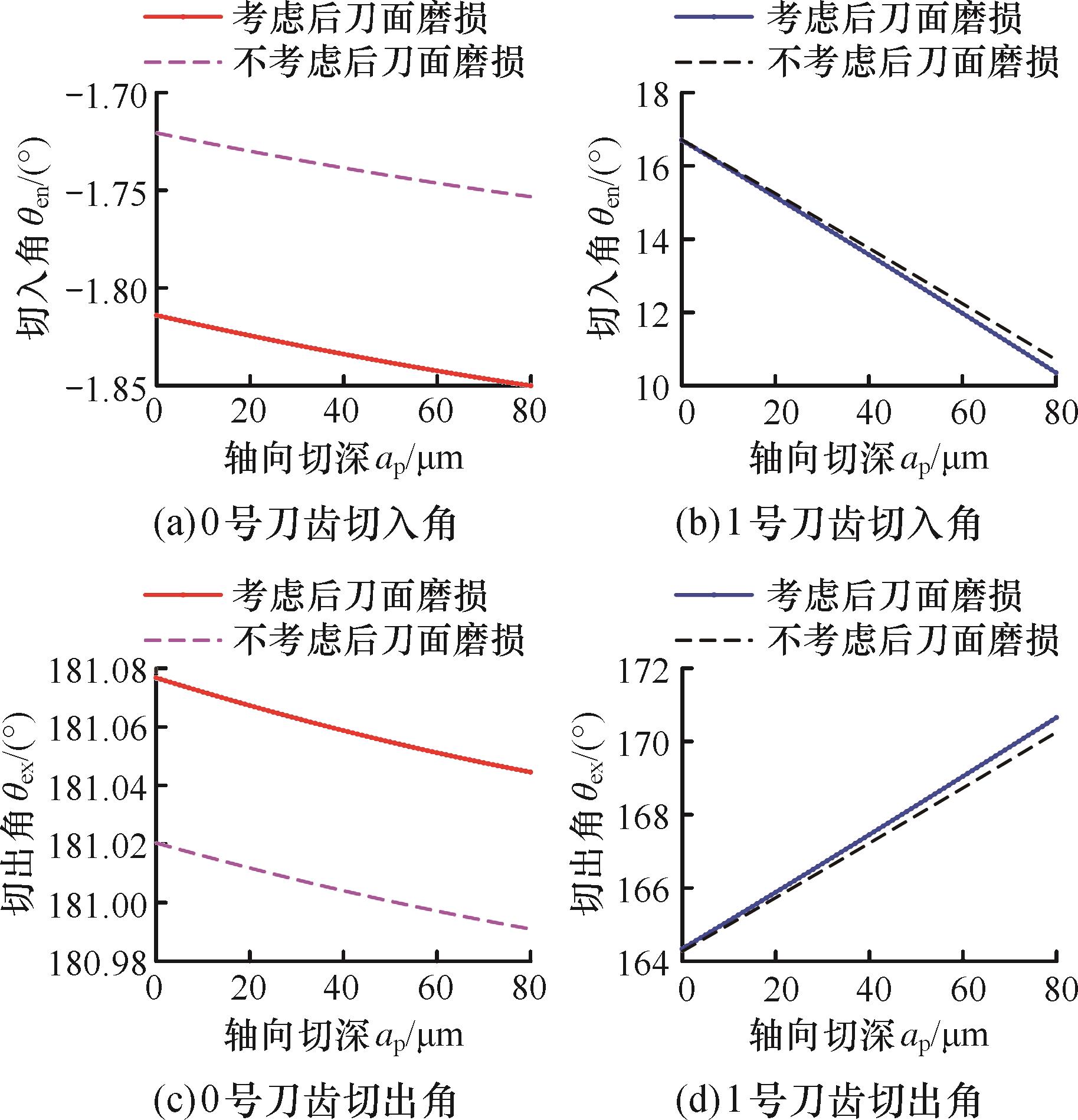
Fig.10 Entry/Exit angles of the 4th group experiments
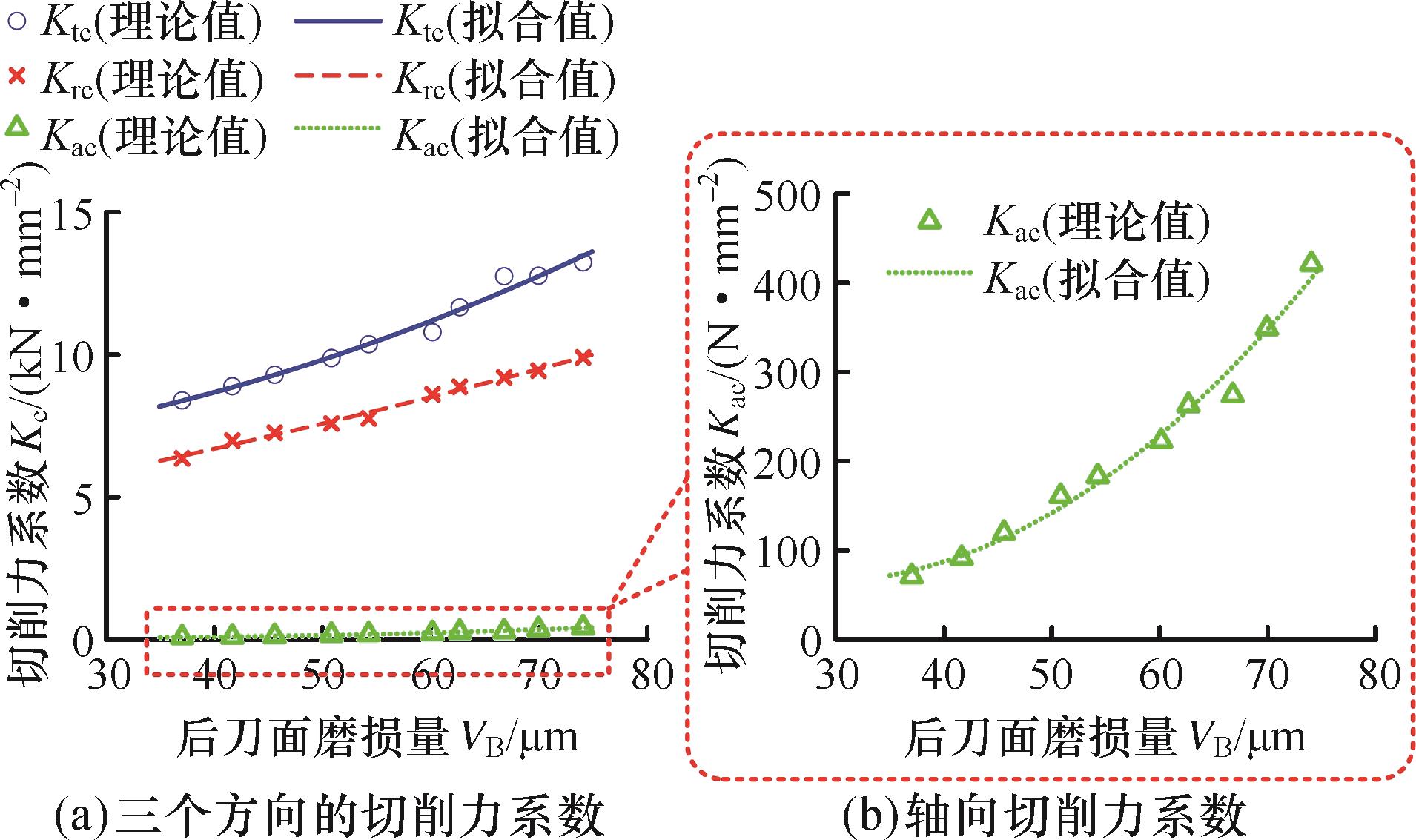
Fig.11 The fitting results of the cutting force coefficients
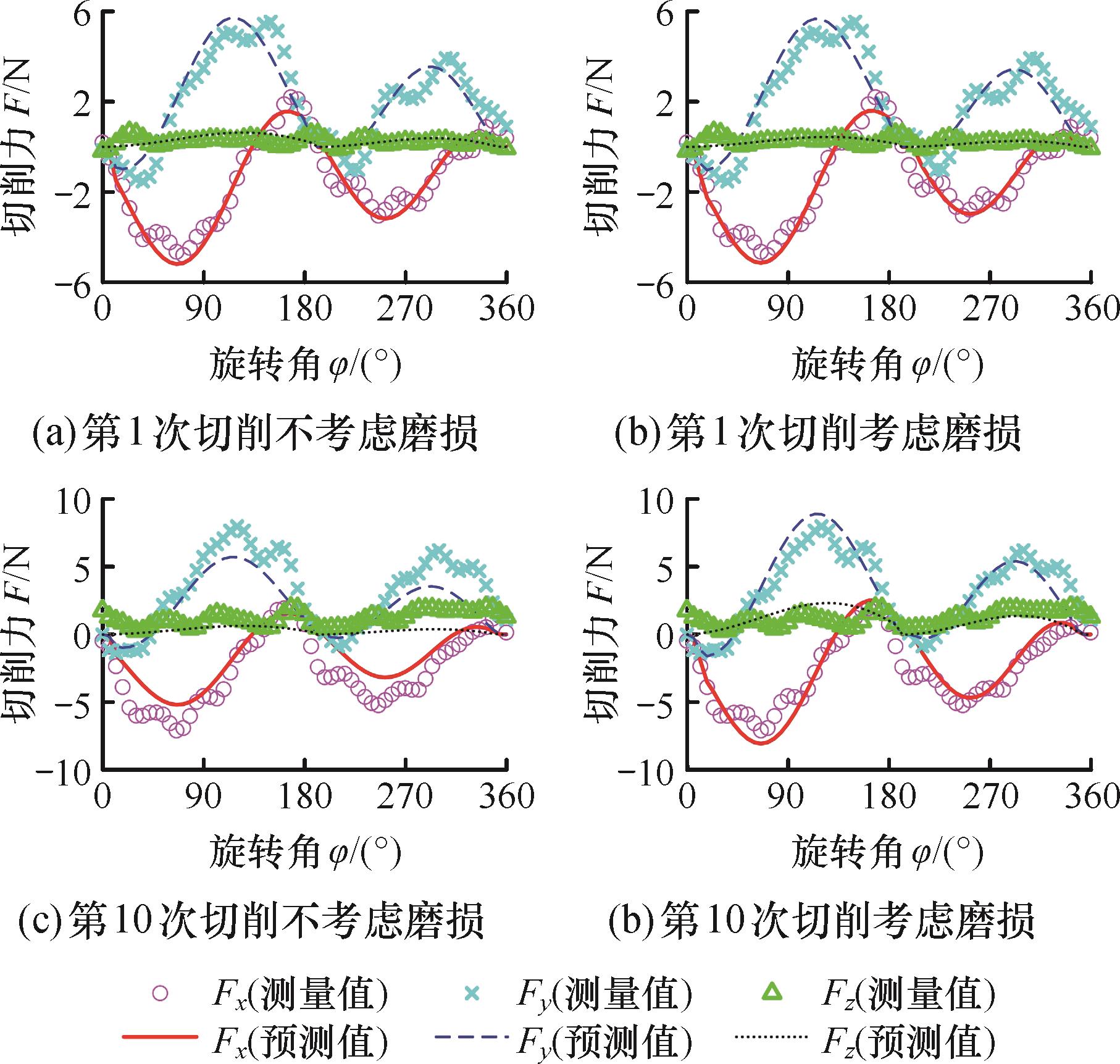
Fig.12 Comparison between measured and predicted micro-milling forces
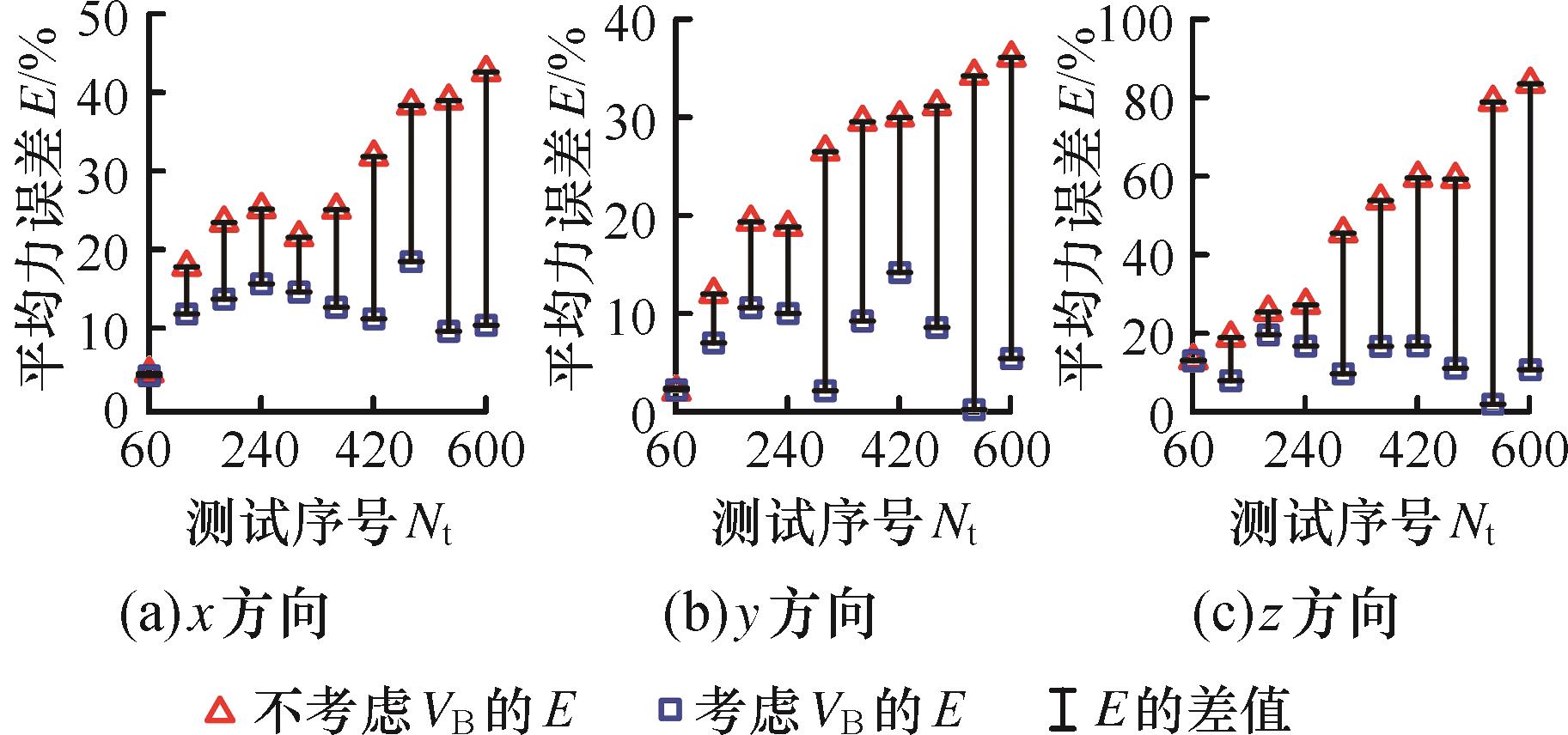
Fig.13 Average cutting force error throughout the micro-milling process
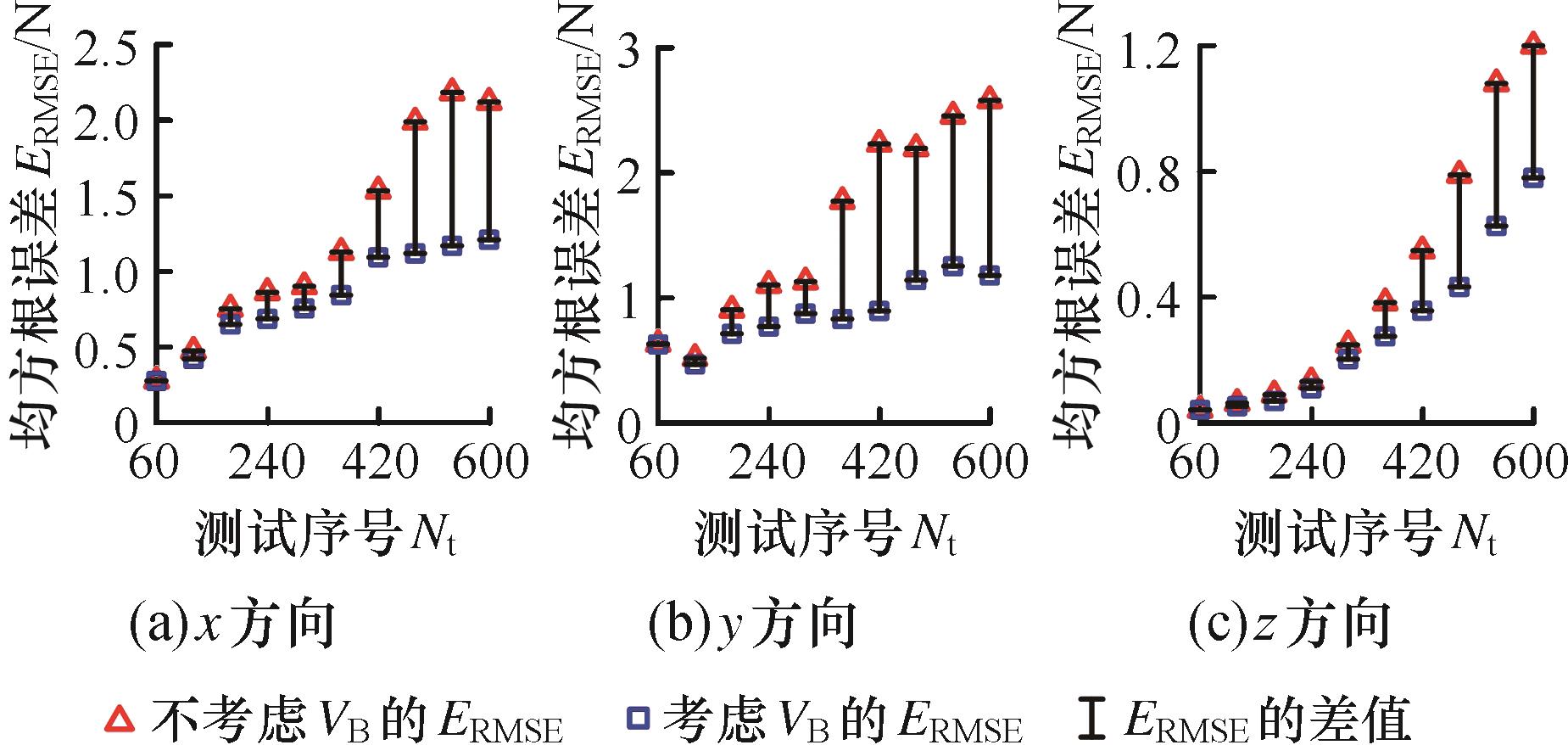
Fig.14 Root mean square error of the predicted cutting forces throughout the micro-milling process
| [1] | 商鹏,黄思硕,刘晓鹏,等. 二维振动辅助微细铣削切削力建模与试验研究[J]. 中国机械工程,2021,32(6):648-657. |
| SHANG Peng, HUANG Sishuo, LIU Xiaopeng, et al. Modeling and Experimental Study on Cutting Forces of 2D Vibration Assisted Micro-milling[J]. China Mechanical Engineering, 2021,32(6):648-657. | |
| [2] | CAPPELLINI C, ABENI A. An Analytical Micro-milling Force Model Based on the Specific Cutting Pressure-feed Dependence, in Presence of Ploughing and Tool Run-out Effects[J]. Journal of Manufacturing Processes, 2024, 116: 224-245. |
| [3] | SAHA S, DEB S, BANDYOPADHYAY P P. Precise Measurement of Worn-out Tool Diameter Using Cutting Edge Features during Progressive Wear Analysis in Micro-milling[J]. Wear, 2022, 488/489: 204169. |
| [4] | 马廉洁, 杜文豪, 赵镇, 等. 刀具偏心跳动下侧铣硬脆材料的瞬时铣削力模型[J]. 航空学报, 2024, 45(4): 428925. |
| MA Lianjie, DU Wenhao, ZHAO Zhen, et al. Instantaneous Milling Force Model of Side Milling Hard and Brittle Materials in the State of Tool Eccentricity and Runout[J]. Acta Aeronautica et Astronautica Sinica, 2024, 45(4): 428925. | |
| [5] | MA K, LIU Z, WANG B, et al. How Does the Uncut Chip Thickness Affect the Deformation States within the Primary Shear Zone during Metal Cutting?[J]. International Journal of Machine Tools and Manufacture, 2024, 199: 104161. |
| [6] | LIU Z, SHI Z, WAN Y. Definition and Determination of the Minimum Uncut Chip Thickness of Microcutting[J]. The International Journal of Advanced Manufacturing Technology, 2013, 69(5/8): 1219-1232. |
| [7] | ZHANG X, YU T, XU P, et al. In-process Stochastic Tool Wear Identification and Its Application to the Improved Cutting Force Modeling of Micro Milling[J]. Mechanical Systems and Signal Processing, 2022, 164: 108233. |
| [8] | WOJCIECHOWSKI S, MATUSZAK M, POWAŁKA B, et al. Prediction of Cutting Forces during Micro End Milling Considering Chip Thickness Accumulation[J]. International Journal of Machine Tools and Manufacture, 2019, 147: 103466. |
| [9] | ZHANG X W, EHMANN K F, YU T B, et al. Cutting Forces in Micro-end-milling Processes[J]. International Journal of Machine Tools and Manufacture, 2016, 107: 21-40. |
| [10] | WAN M, WEN D Y, ZHANG W H, et al. Prediction of Cutting Forces in Flexible Micro Milling Processes by Considering the Change of Instantaneous Cutting Direction[J]. Journal of Manufacturing Processes, 2023, 90: 180-195. |
| [11] | DING Pengfei, HUANG Xianzhen, LI Shangjie, et al. Real-time Reliability Analysis of Micro-milling Processes Considering the Effects of Tool Wear[J]. Mechanical Systems and Signal Processing, 2023, 200: 110582. |
| [12] | JING X, LYU R, CHEN Y, et al. Modelling and Experimental Analysis of the Effects of Run Out, Minimum Chip Thickness and Elastic Recovery on the Cutting Force in Micro-end-milling[J]. International Journal of Mechanical Sciences, 2020, 176: 105540. |
| [13] | DAMBLY V, RIVIÈRE-LORPHÈVRE É, DUCOBU F, et al. Tri-dexel-based Cutter-workpiece Engagement: Computation and Validation for Virtual Machining Operations[J]. The International Journal of Advanced Manufacturing Technology, 2024, 131(2): 623-635. |
| [14] | ZHANG Yu, LI Si, ZHU Kunpeng. Generic Instantaneous Force Modeling and Comprehensive Real Engagement Identification in Micro-milling[J]. International Journal of Mechanical Sciences, 2020, 176: 105504. |
| [15] | DOU Jianming, JIAO Shengjie, XU Chuangwen, et al. Unsupervised Online Prediction of Tool Wear Values Using Force Model Coefficients in Milling[J]. The International Journal of Advanced Manufacturing Technology, 2020, 109(3): 1153-1166. |
| [16] | MAMMADOV B, MOHAMMADI Y, FARAHANI N D, et al. A Unified FFT-based Mechanistic Force Coefficient Identification Model for Isotropic and Anisotropic Materials[J]. CIRP Journal of Manufacturing Science and Technology, 2024, 49: 216-229. |
| [17] | 朱锟鹏, 李刚. 基于刀具磨损映射关系的微细铣削力理论建模与试验研究[J]. 机械工程学报, 2021, 57(19): 246-259. |
| ZHU Kunpeng, LI Gang. Theoretical Modeling and Experimental Study of Micro Milling Force Based on Tool Wear Mapping[J]. Journal of Mechanical Engineering, 2021, 57(19): 246-259. | |
| [18] | 李刚, 张宇, 李斯, 等. 基于运动学的高速高精密铣削力建模: 综合模型与试验[J]. 航空学报, 2023, 44(8): 427261. |
| LI Gang, ZHANG Yu, LI Si, et al. Modeling of High Speed and High Precision Milling Forces Based on Kinematics: Comprehensive Modeling and Experimental[J]. Acta Aeronautica et Astronautica Sinica, 2023, 44(8): 427261. |
| [1] | GAO Yuan, WU Qiwei, SONG Yang, QU Da. Design of Smart Tool Holders and Systems Based on Multi-sensor Information Fusion [J]. China Mechanical Engineering, 2026, 37(1): 184-191. |
| [2] | QI Shutao, LI Jiaqi, ZHENG Shucai, XU Jinting, SUN Yuwen. Instantaneous Milling Force Modeling and Coefficient Calibration Method of Variable Helical Circular-arc End Mills with Unequal Rake Angle [J]. China Mechanical Engineering, 2025, 36(04): 681-687,696. |
| [3] | WANG Haiyan, ZHOU Zhitong, WU YeFU Qilin. Modeling of Cutting Force in Helical Milling of Titanium Alloys Based on Oblique Cutting Theory [J]. China Mechanical Engineering, 2023, 34(02): 142-147. |
| [4] | LIU Weiji, YANG Feilong, ZHU Xiaohua, LUO Yunxu, HELing. Research on Mechanism of Rock Breaking and Speed Increase in Cutting with Abnormal PDC Cutter [J]. China Mechanical Engineering, 2022, 33(17): 2133-2141. |
| [5] | WU Fenghe, ZHANG Ning, LI Yuanxiang, ZHANG Huilong, GUO Baosu, . Compressed Sensing Method for Cutting Force Signals Based on Improved Gauss Random Measurement Matrix [J]. China Mechanical Engineering, 2021, 32(18): 2231-2238. |
| [6] | ZHUANG Kejia, HU Cheng, DAI Xing, PU Donglin, DING Han. Prediction of Cutting Forces for Chamfered Inserts Based on Modified Slip-line Field Model#br# [J]. China Mechanical Engineering, 2021, 32(08): 890-906. |
| [7] | SHANG Peng, HUANG Sishuo, LIU Xiaopeng, YANG Zhuang, LIU Teng, ZHANG Jianjun. Modeling and Experimental Study on Cutting Forces of 2D Vibration Assisted Micro-milling [J]. China Mechanical Engineering, 2021, 32(06): 648-657,665. |
| [8] | ZHANG Yongbin, YAN Guanghe, LI Jianyuan, JIANG Chen. Milling Process Tests of Diamond Coated Micro-milling Cutters [J]. China Mechanical Engineering, 2020, 31(15): 1772-1777. |
| [9] | CAI Anjiang;LIU Libo;LIU Lei;LI Wenbo. Influences of Cutting Parameters on Shaving Cutting Forces and Tooth Profile Concave Errors [J]. China Mechanical Engineering, 2020, 31(06): 655-661. |
| [10] | MENG Zhen1,2;CUI Zhi1;NI Jing1,2;YANG Yongfeng1,2. Effects of Surfactant on Performances of Atomized Nano Cutting Fluid after Ultrasonic Dispersion in Abrasive Cutting-grinding [J]. China Mechanical Engineering, 2019, 30(07): 852-857. |
| [11] | DU Maohua1;WANG Junhua2;ZHANG Jianfei1;WANG Shensong1. Robust Design Optimization Analysis of Experimental Results in High Speed Milling of an Alloy Cast Iron [J]. China Mechanical Engineering, 2019, 30(05): 554-559. |
| [12] | WANG Min. Cutting Parameter Optimization and Cutting Force Prediction for Fe-based Amorphous Alloy Spray-fused Coatings [J]. China Mechanical Engineering, 2017, 28(21): 2627-2631,2638. |
| [13] | ZHANG Quanbiao;WANG Guofeng;SONG Qingyue;WU Lirui;YANG Xinghuan. Multi-axis Linkage Servo System Simulation Considering Cutting Force Interferences [J]. China Mechanical Engineering, 2017, 28(14): 1718-1723. |
| [14] | CAI Ming, GONG Yadong, YU Ning, GAO Qi. Experimental Study on Surface Quality of Single Crystal DD98 in Micro-milling Processes [J]. China Mechanical Engineering, 2017, 28(11): 1261-1265. |
| [15] | Huan Haixiang, , Xu Jiuhua, Su Honghua, Fu Yucan, Liang Xinghui, Ge Yingfei. Study on Tool Wear Characteristics during Turning Titanium Matrix Composite Using PCD and Carbide Tools [J]. China Mechanical Engineering, 2016, 27(14): 1877-1883. |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||