

ISSN 1004-132X
CN 42-1294/TH
CN 42-1294/TH
China Mechanical Engineering ›› 2025, Vol. 36 ›› Issue (12): 3030-3039.DOI: 10.3969/j.issn.1004-132X.2025.12.028
Bin YI1,2,3( ), Yanbin LIU2,3, Ling FU2,3, Dingqi XUE2,3, Zhicheng LIU4, Jiangchao WANG1()
), Yanbin LIU2,3, Ling FU2,3, Dingqi XUE2,3, Zhicheng LIU4, Jiangchao WANG1()
Received:2025-02-27
Online:2025-12-25
Published:2025-12-31
Contact:
Jiangchao WANG
易斌1,2,3(), 刘延斌2,3, 付玲2,3, 薛丁琪2,3, 柳志诚4, 王江超1()
通讯作者:
王江超
作者简介:易斌,男,1996年生,博士研究生。研究方向为薄板焊接失稳变形预测及控制。E-mail:yibin009@163.com基金资助:CLC Number:
Bin YI, Yanbin LIU, Ling FU, Dingqi XUE, Zhicheng LIU, Jiangchao WANG. Control of Welding Buckling Distortion in Thin Plates of High-strength Steels AH36 by TTT and Its Mechanism[J]. China Mechanical Engineering, 2025, 36(12): 3030-3039.
易斌, 刘延斌, 付玲, 薛丁琪, 柳志诚, 王江超. 高强钢AH36薄板随焊热拉伸焊接失稳控制及其机理[J]. 中国机械工程, 2025, 36(12): 3030-3039.
Add to citation manager EndNote|Ris|BibTeX
URL: https://www.cmemo.org.cn/EN/10.3969/j.issn.1004-132X.2025.12.028
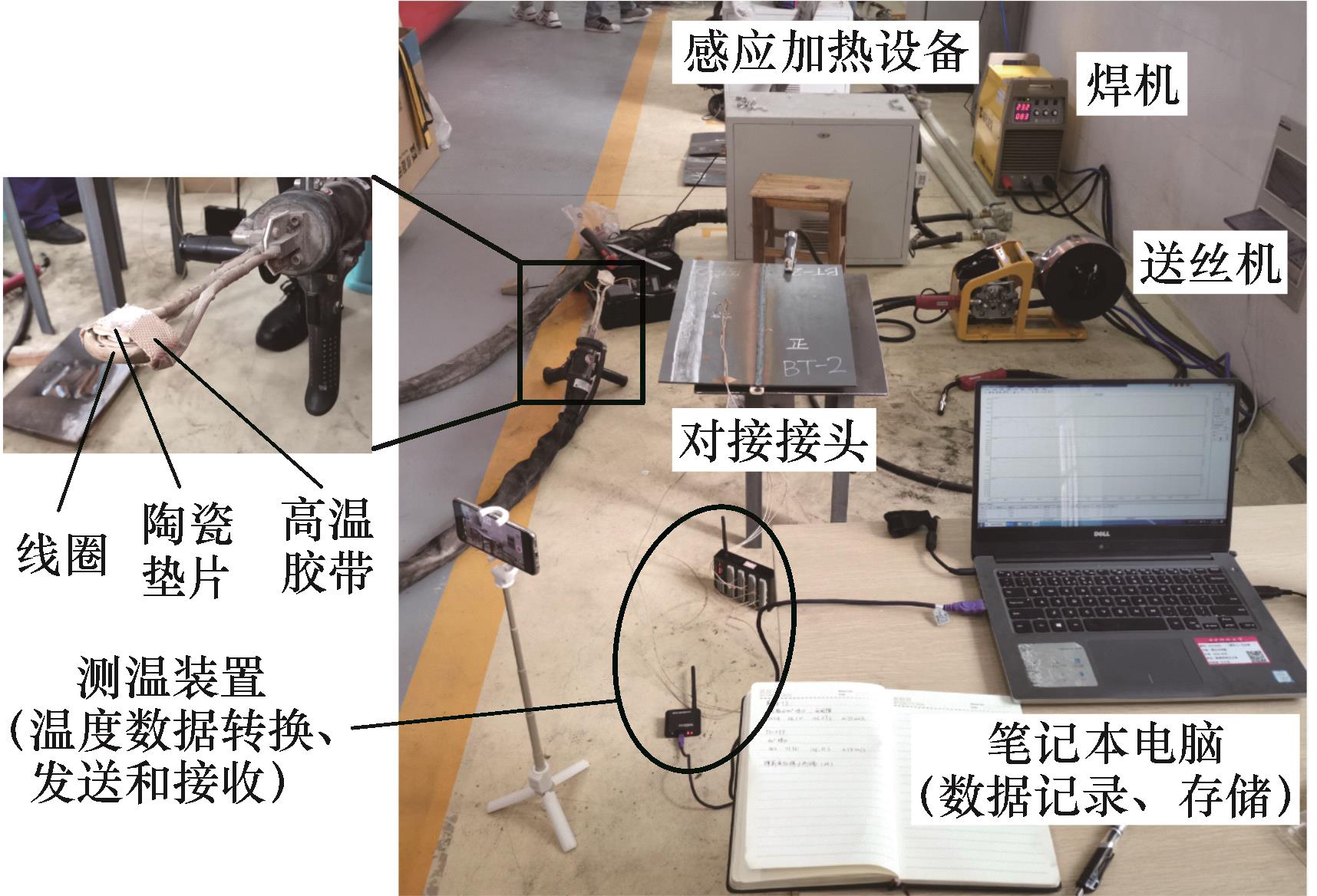
Fig.1 TTT experiment system for butt welded joint
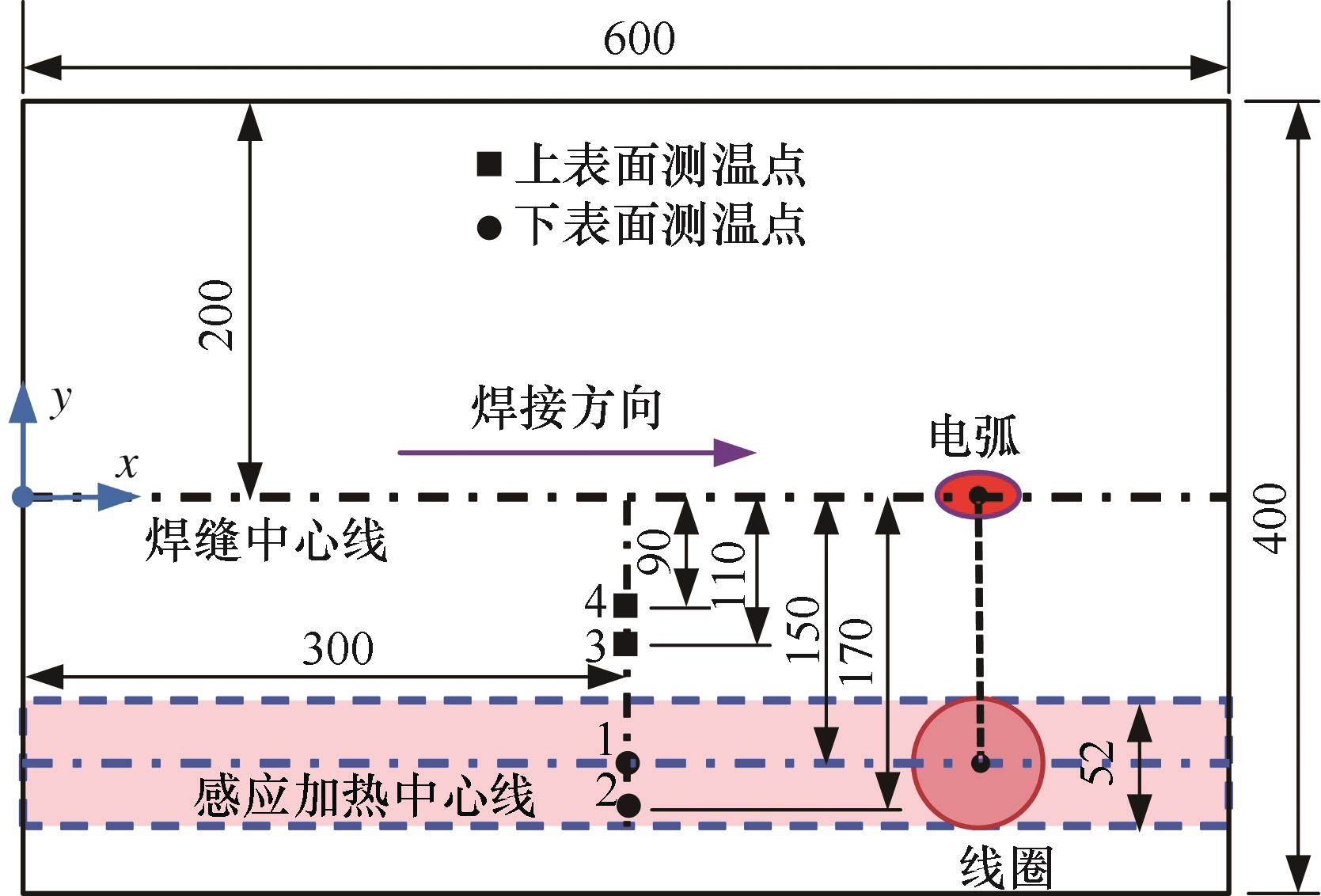
Fig.2 Schematic diagram of TTT process during the experiment
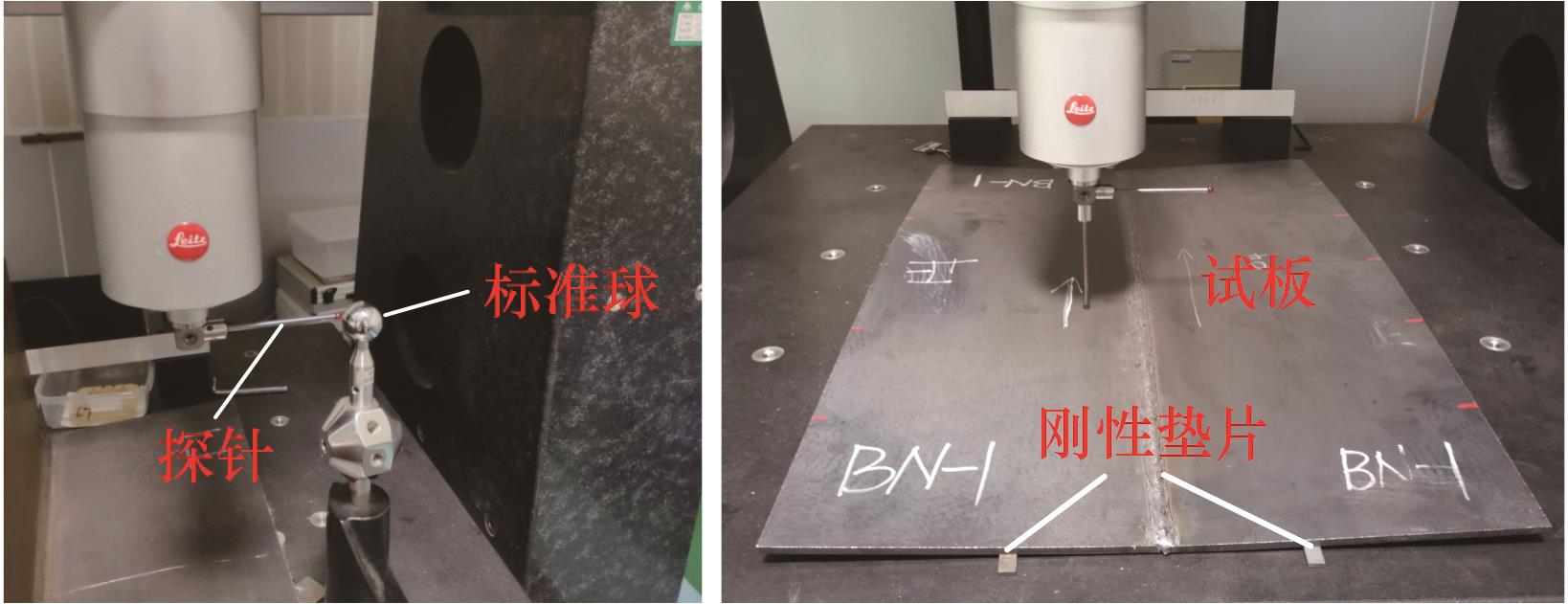
Fig.3 The coordinate measuring machine
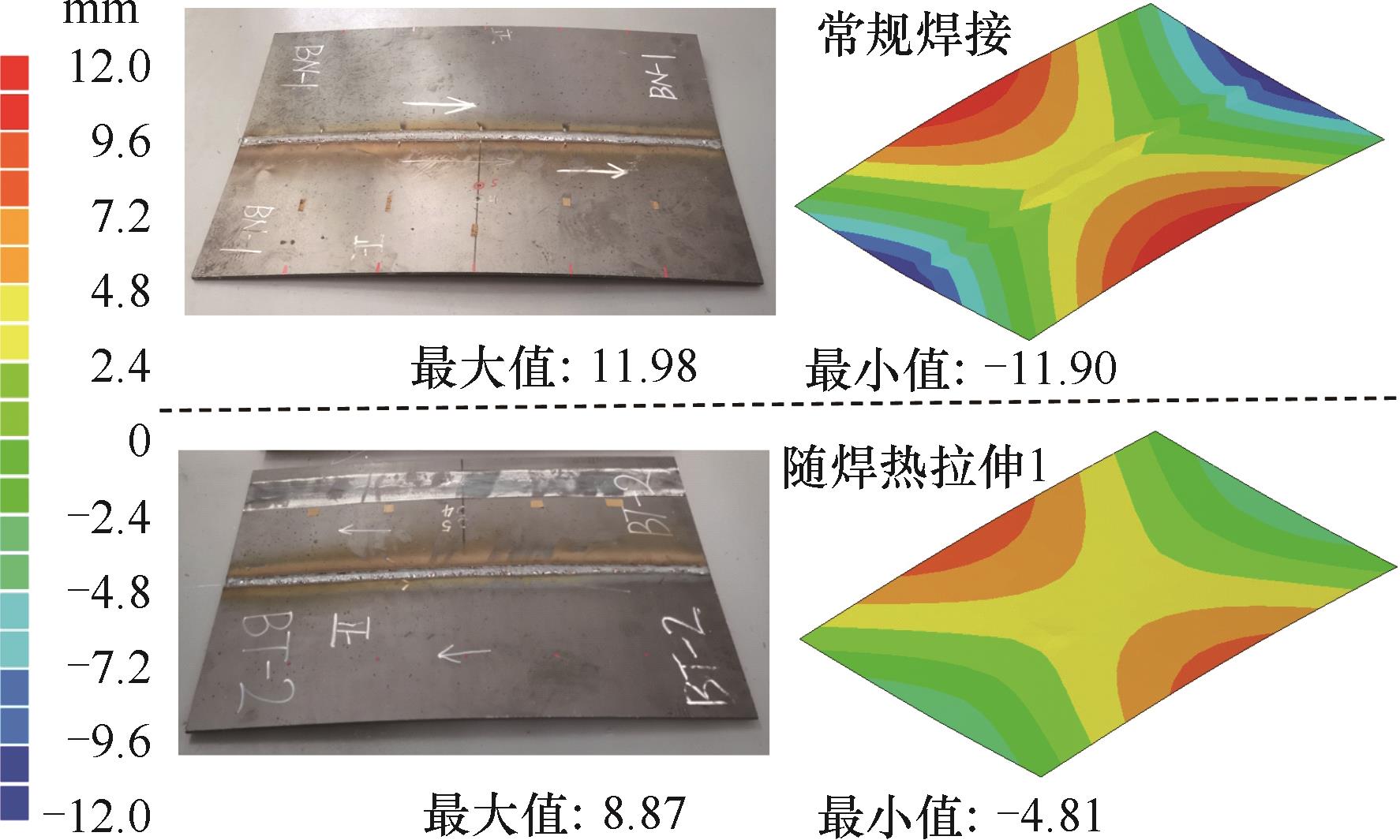
Fig.4 The measured out-of-plane displacement of butt welded joint
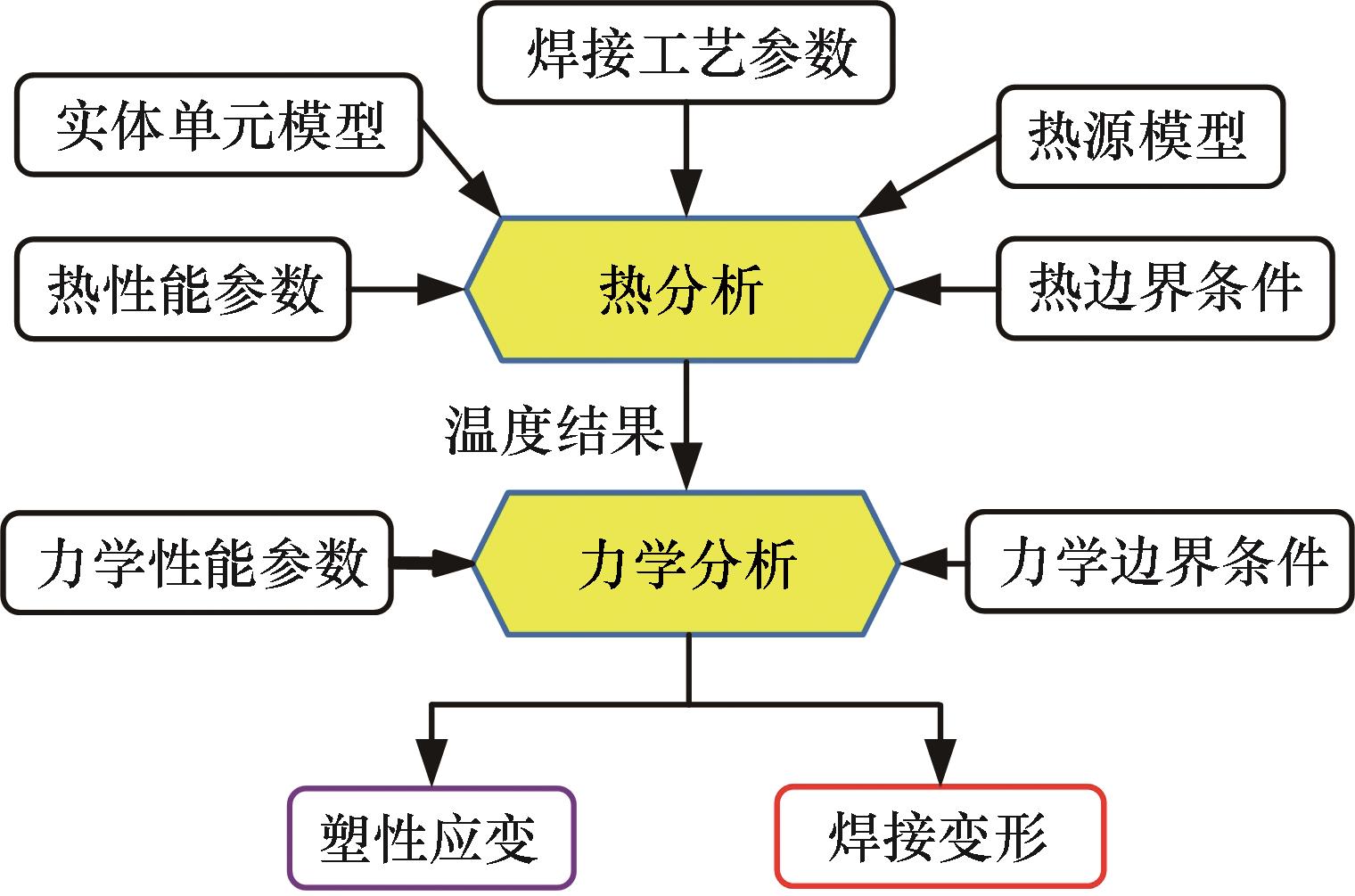
Fig.5 Flowchart of thermal elastic plastic FE analysis
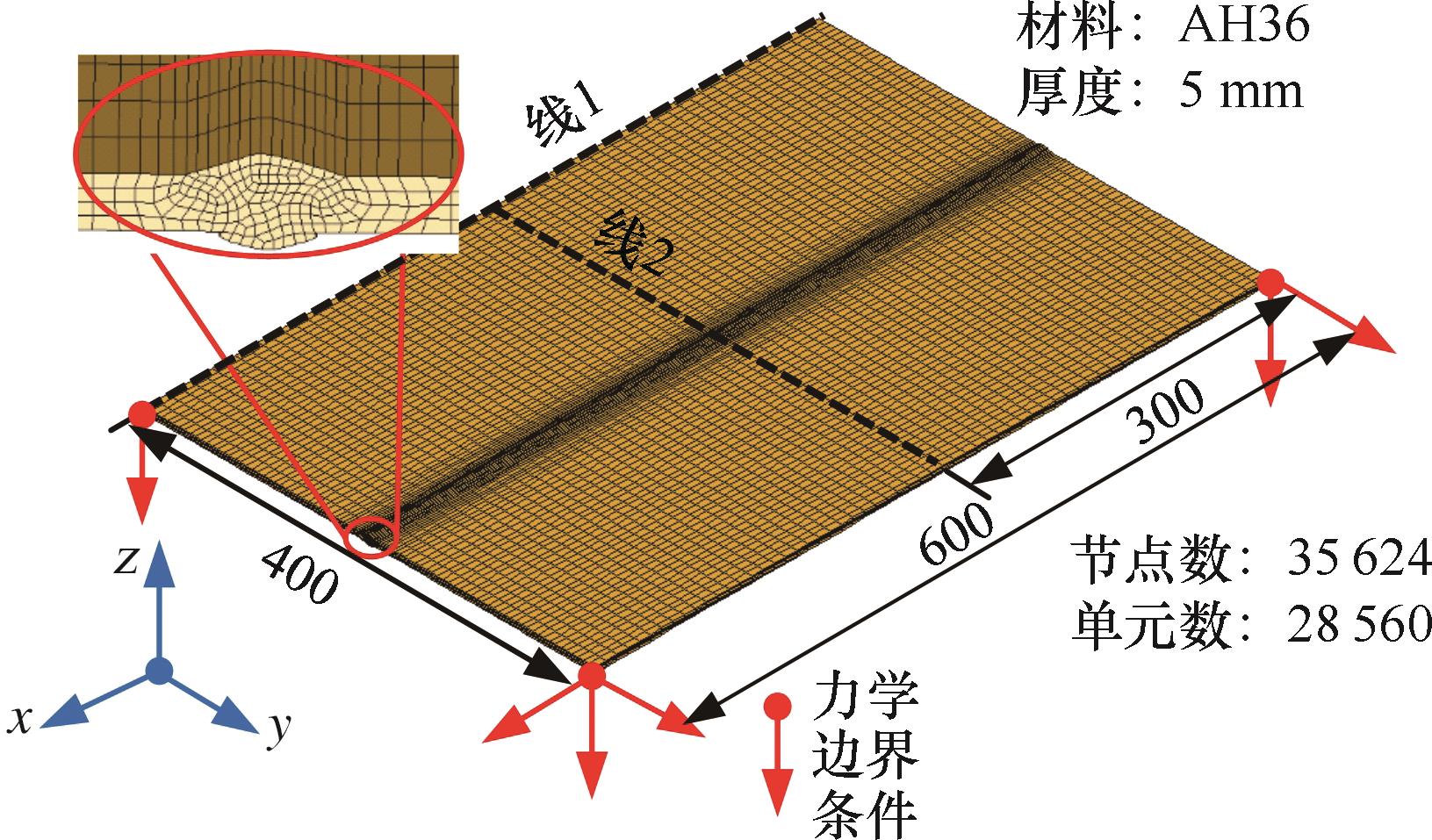
Fig.6 Solid element FE model for butt welded joint
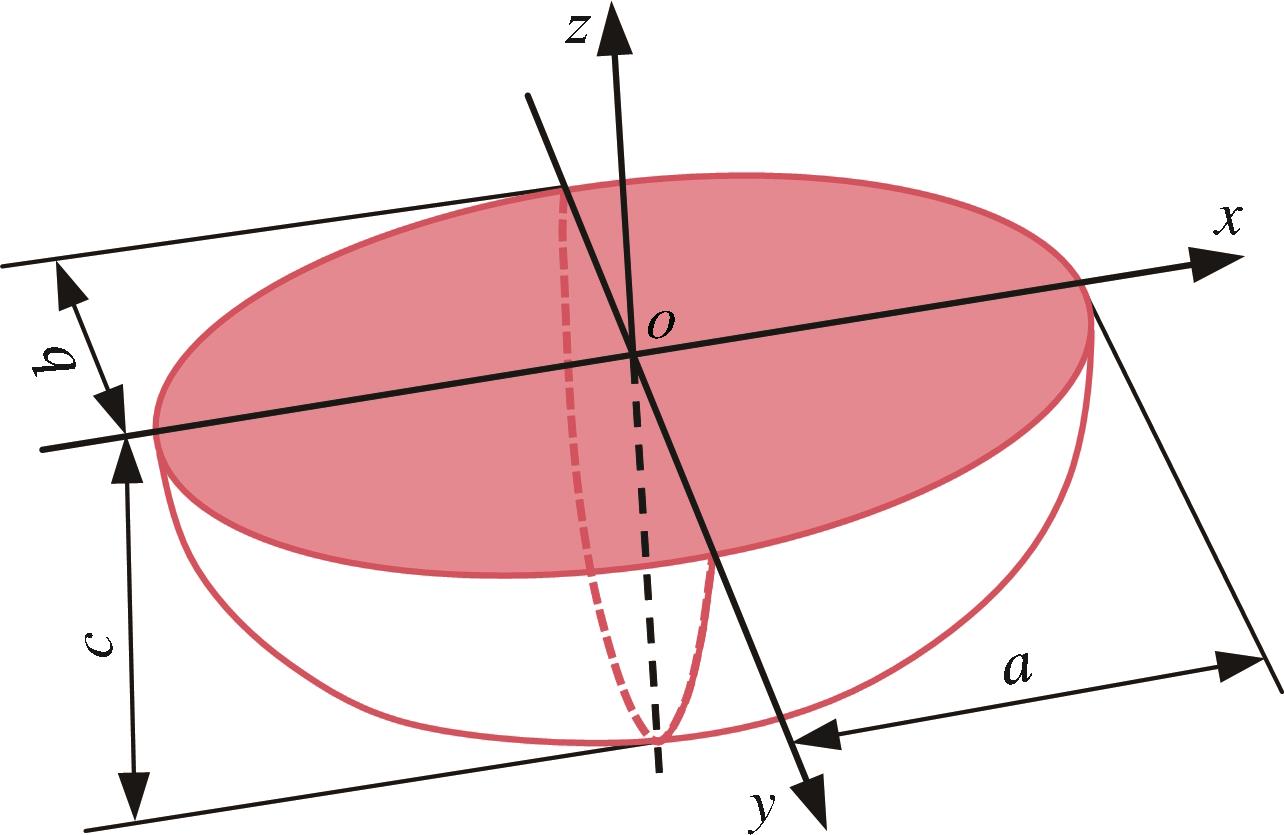
Fig.7 Volumetric heat source model
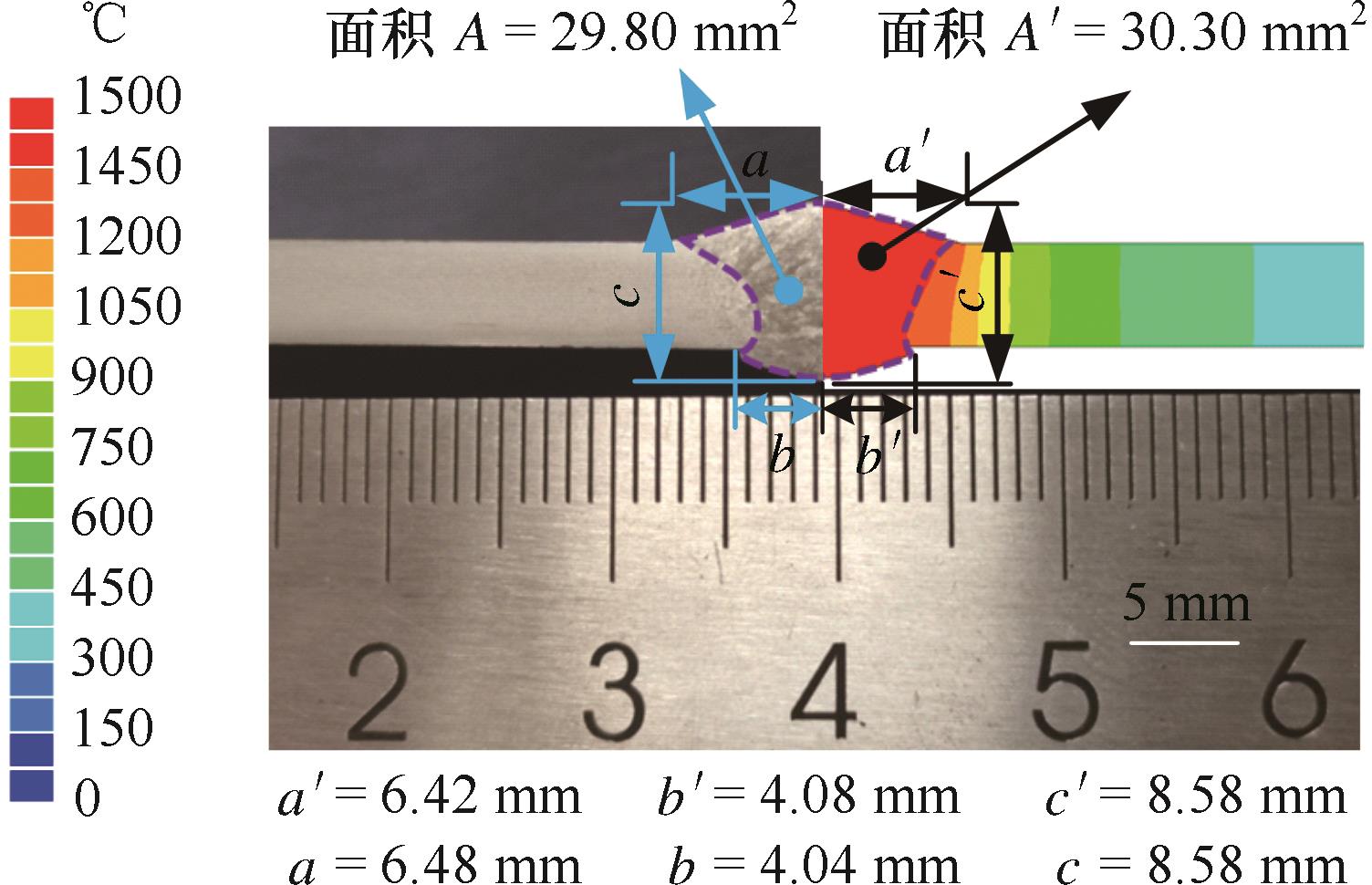
Fig.8 Comparison of weld pool shape and area of butt joint
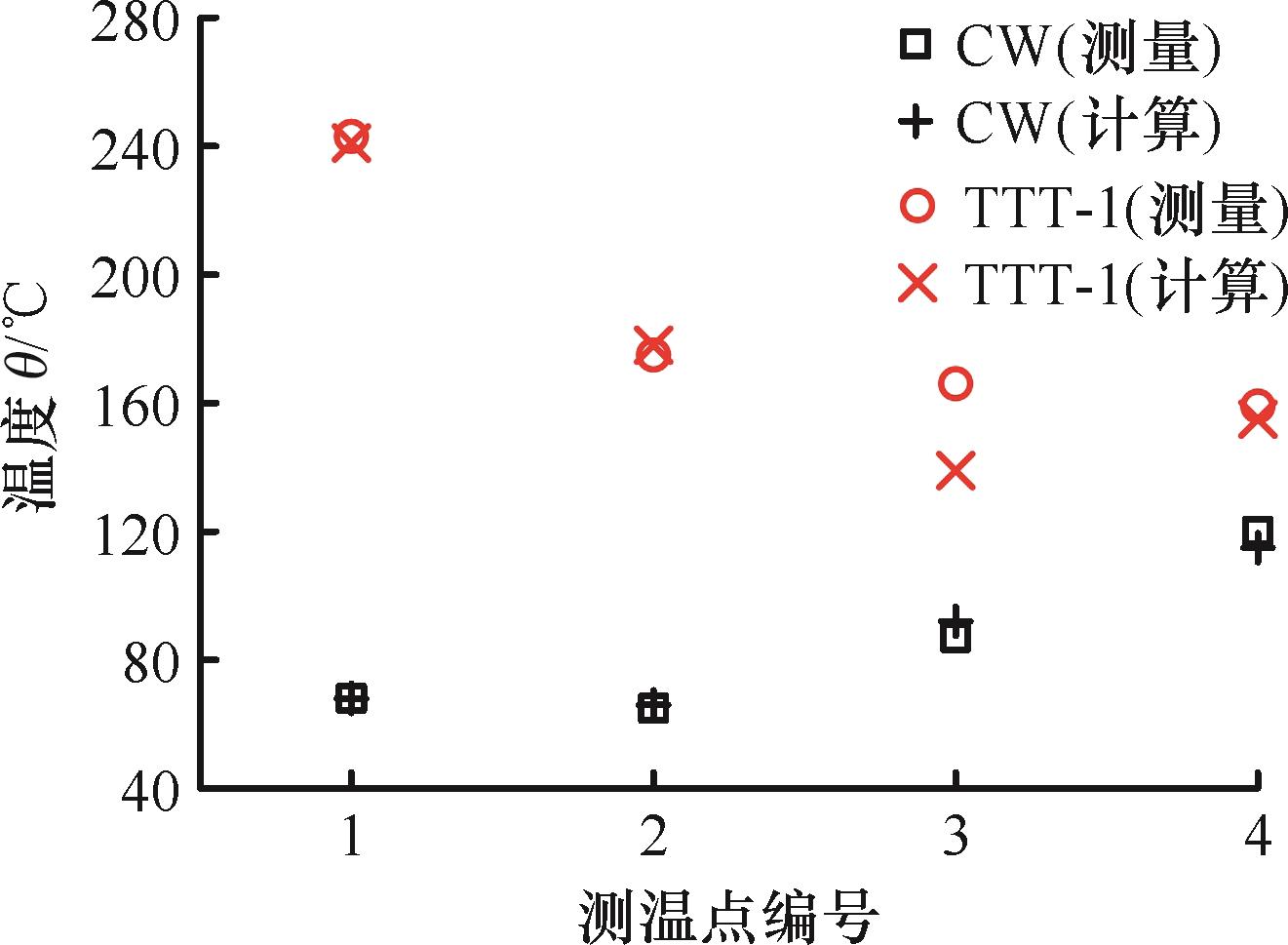
Fig.9 Comparison of the highest temperature at the temperature measuring point
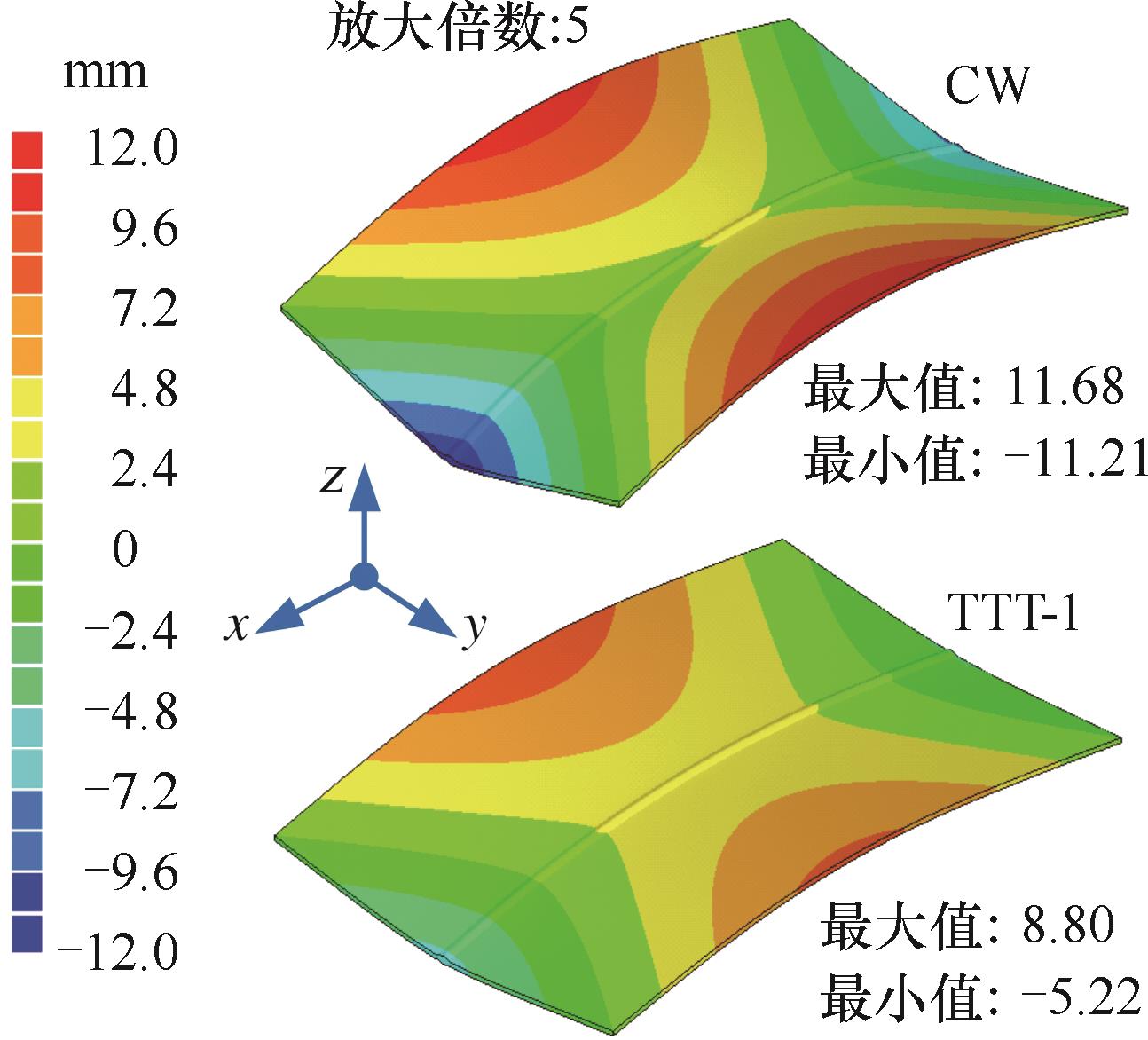
Fig.10 Computed contour of out-of-plane displacement for butt welded joint
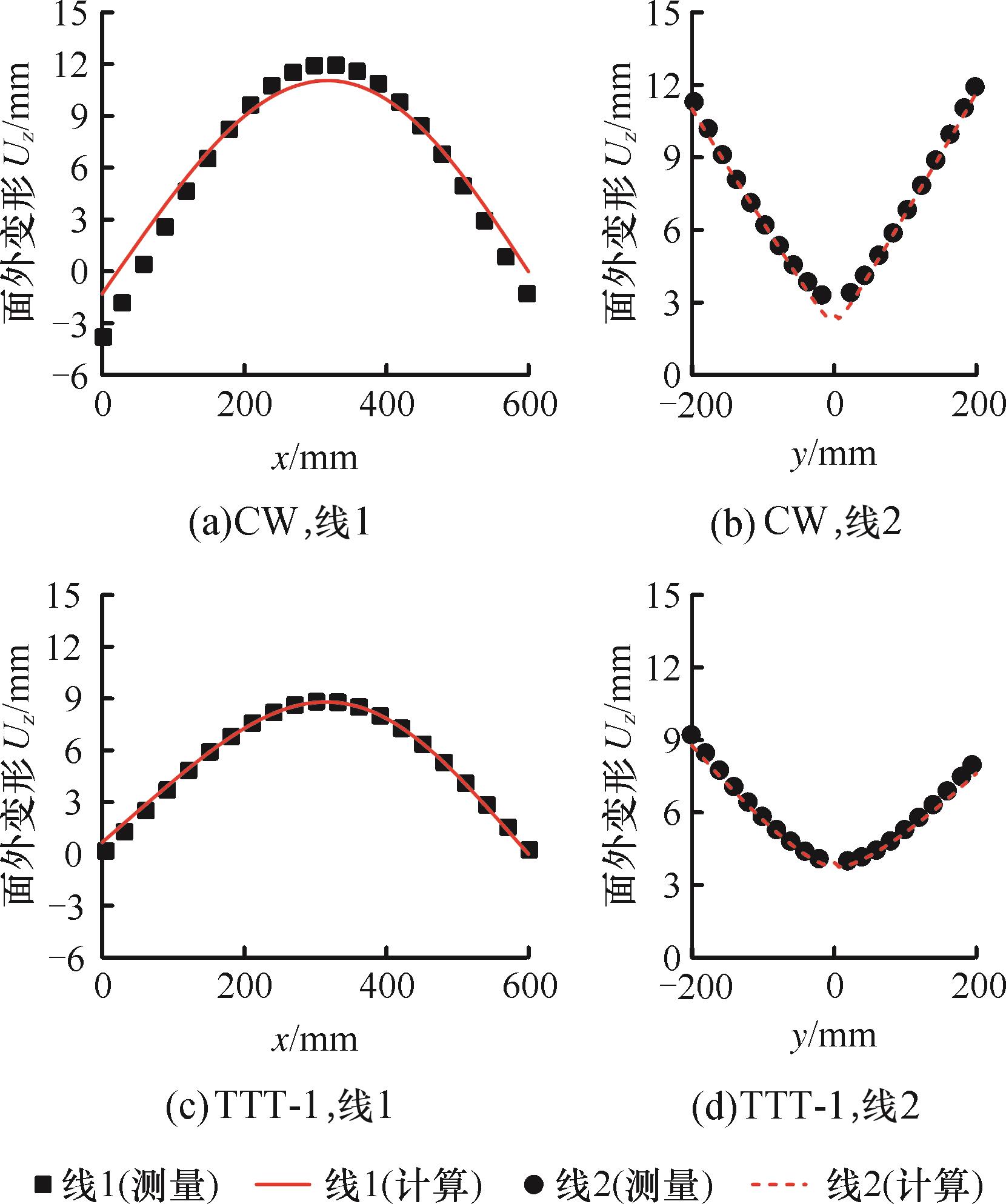
Fig.11 Comparison of out-of-plane displacement for butt welded joint
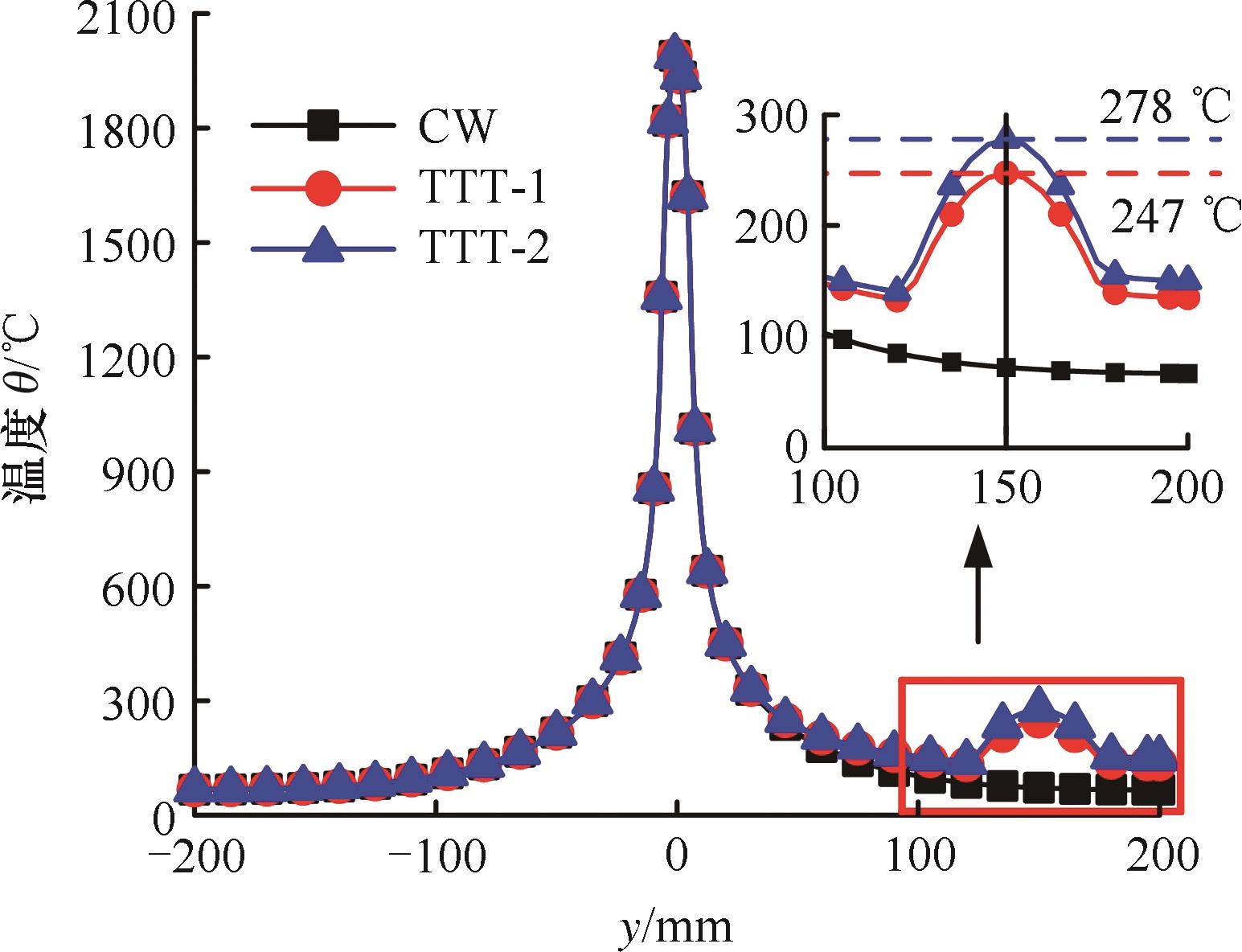
Fig.12 Comparison of the maximum temperature on the cross section of joints with CW and different temperatures during TTT
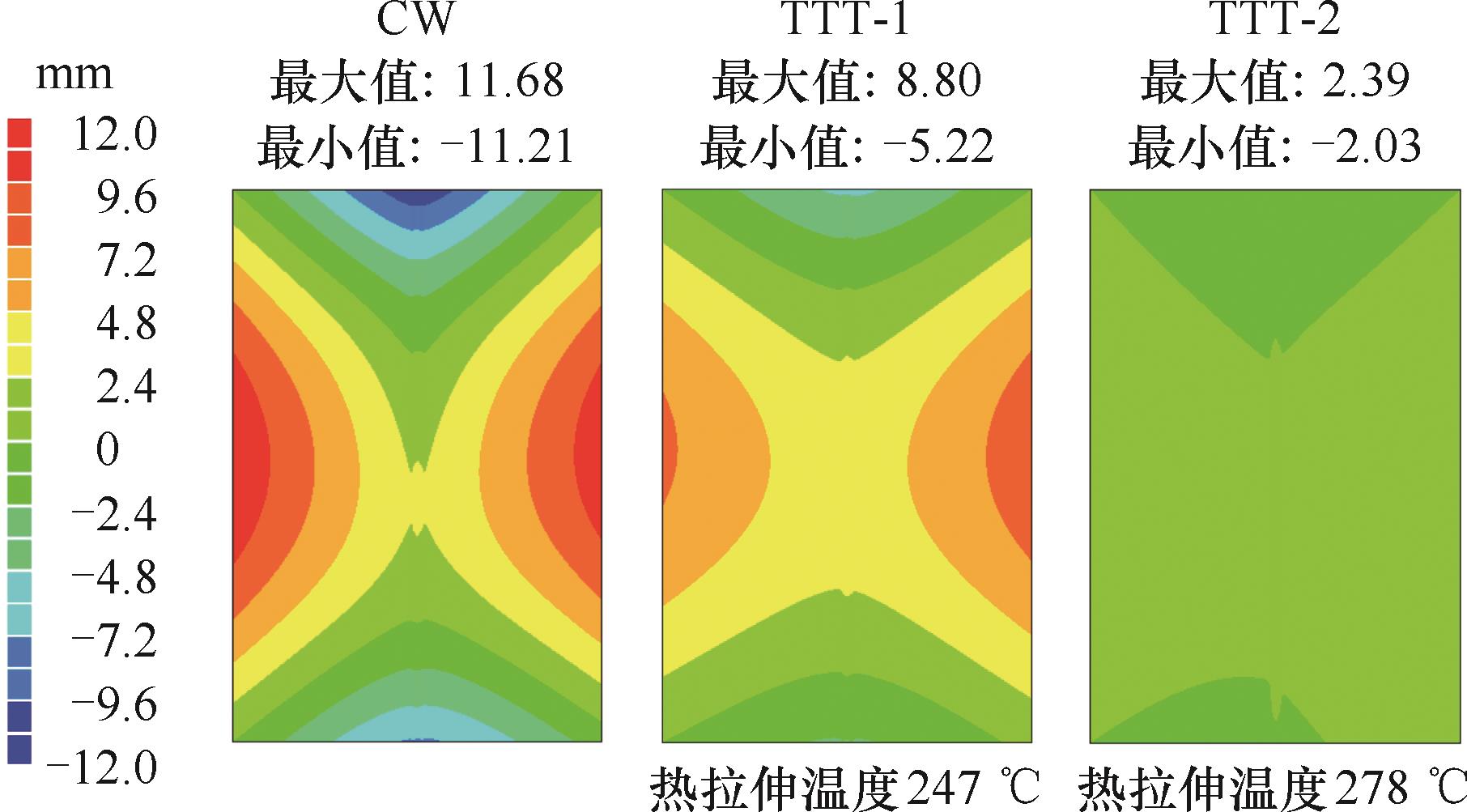
Fig.13 Comparison of the welding out-of-plane displacement of joints with CW and different TTT temperatures
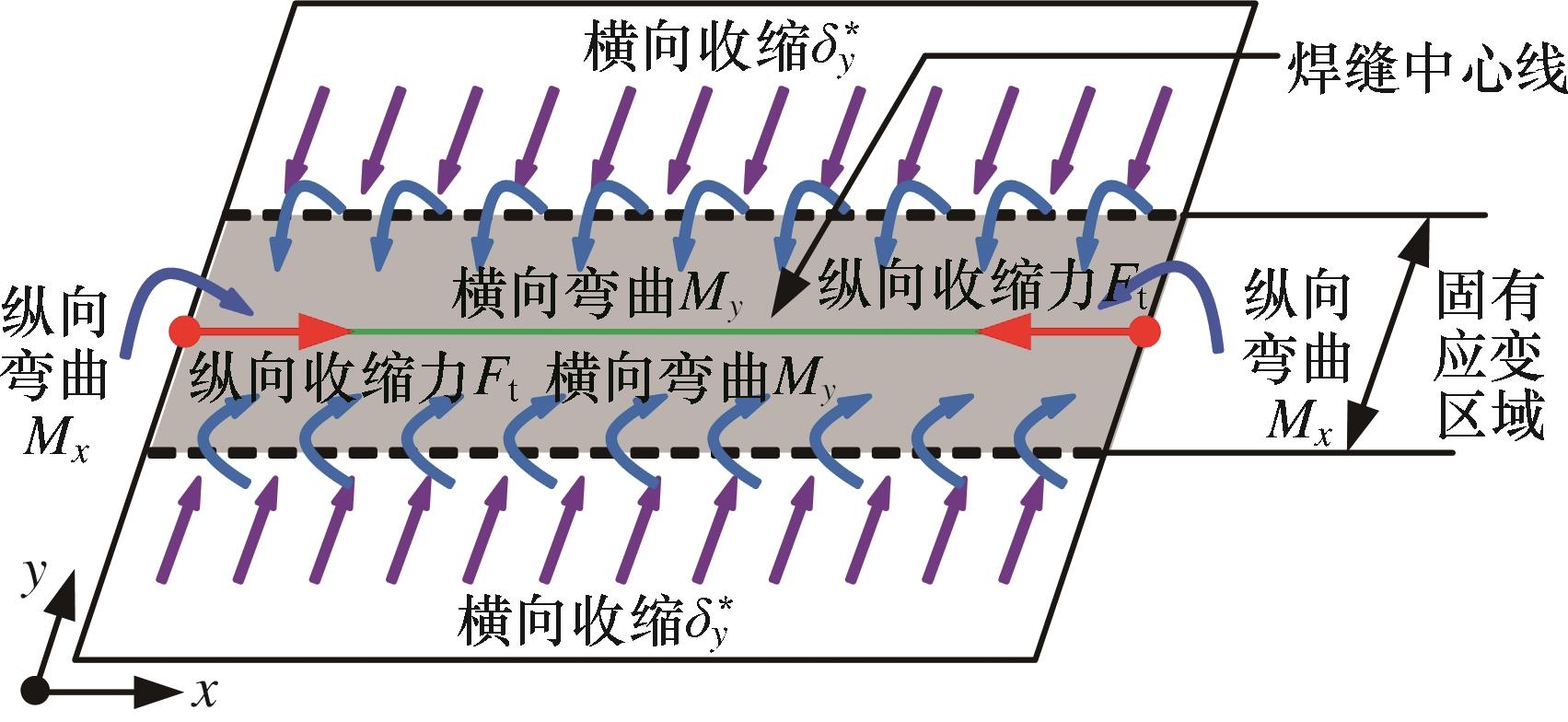
Fig.14 Schematic diagram of post-weld load on a typical welded structure
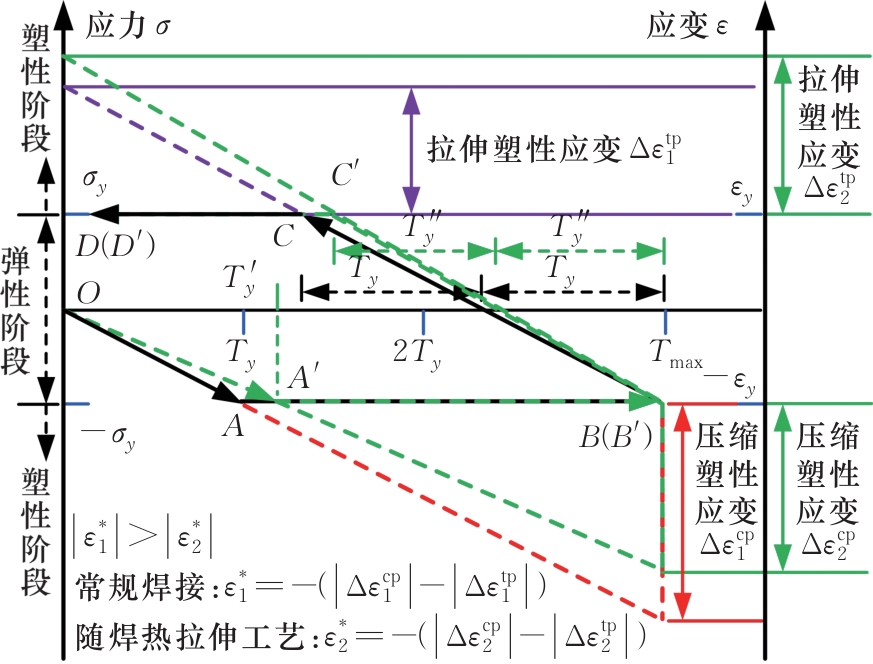
Fig.15 Stress and strain as a function of temperature in CW and TTT processes
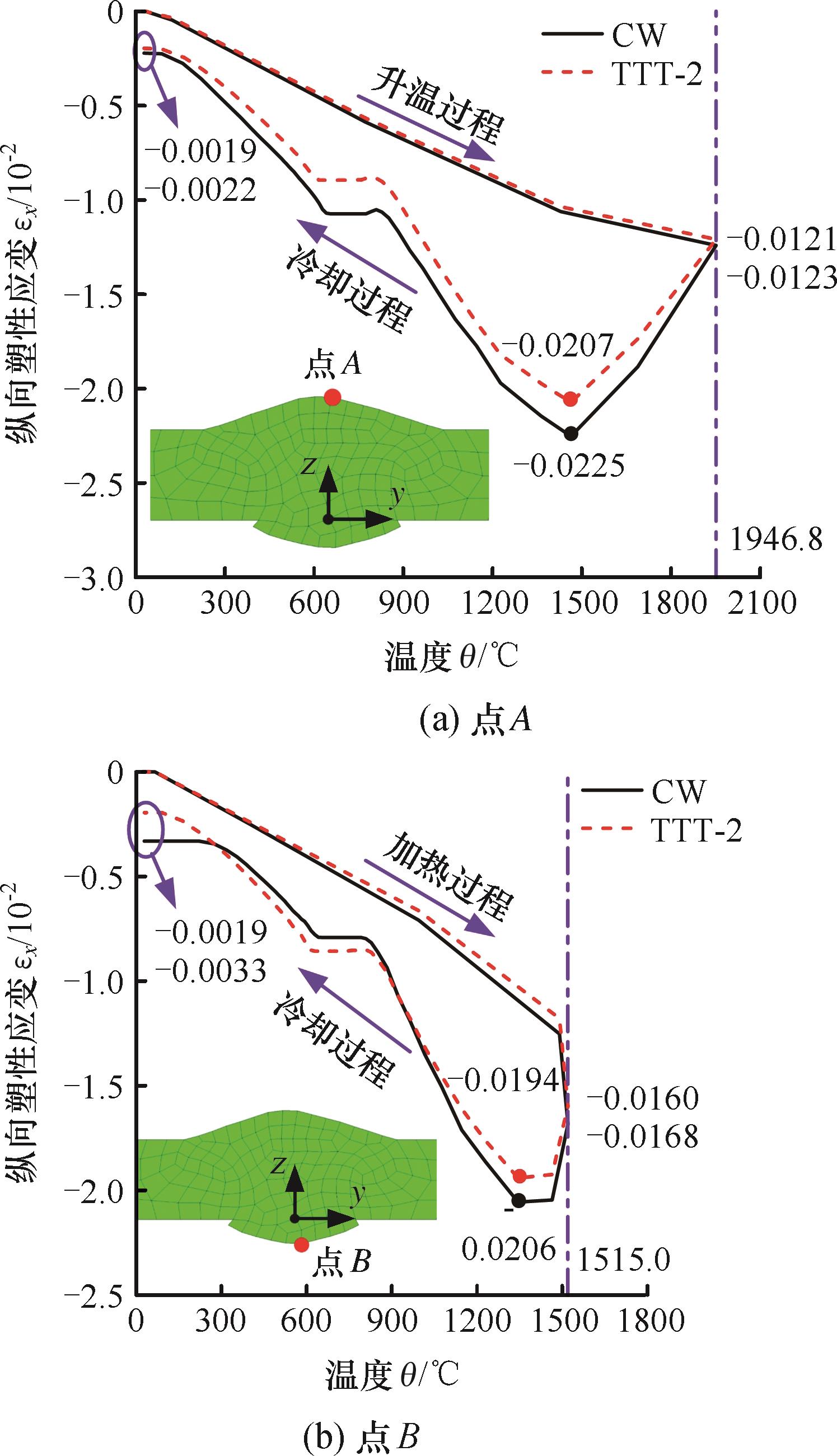
Fig.16 Computed longitudinal plastic strain versus temperature for CW and TTT-2 processes
| 数据点 | 点A | 点B | ||
|---|---|---|---|---|
| 工艺过程 | CW | TTT-2 | CW | TTT-2 |
| 升温过程中纵向压缩塑性应变 | ||||
残余纵向压缩 塑性应变 | ||||
| 冷却过程中纵向拉伸塑性应变 | 0.0101 | 0.0102 | 0.0135 | 0.0141 |
最大纵向压缩 塑性应变 | ||||
Tab.1 Related longitudinal plastic strain of CW and TTT-2 processes
| 数据点 | 点A | 点B | ||
|---|---|---|---|---|
| 工艺过程 | CW | TTT-2 | CW | TTT-2 |
| 升温过程中纵向压缩塑性应变 | ||||
残余纵向压缩 塑性应变 | ||||
| 冷却过程中纵向拉伸塑性应变 | 0.0101 | 0.0102 | 0.0135 | 0.0141 |
最大纵向压缩 塑性应变 | ||||
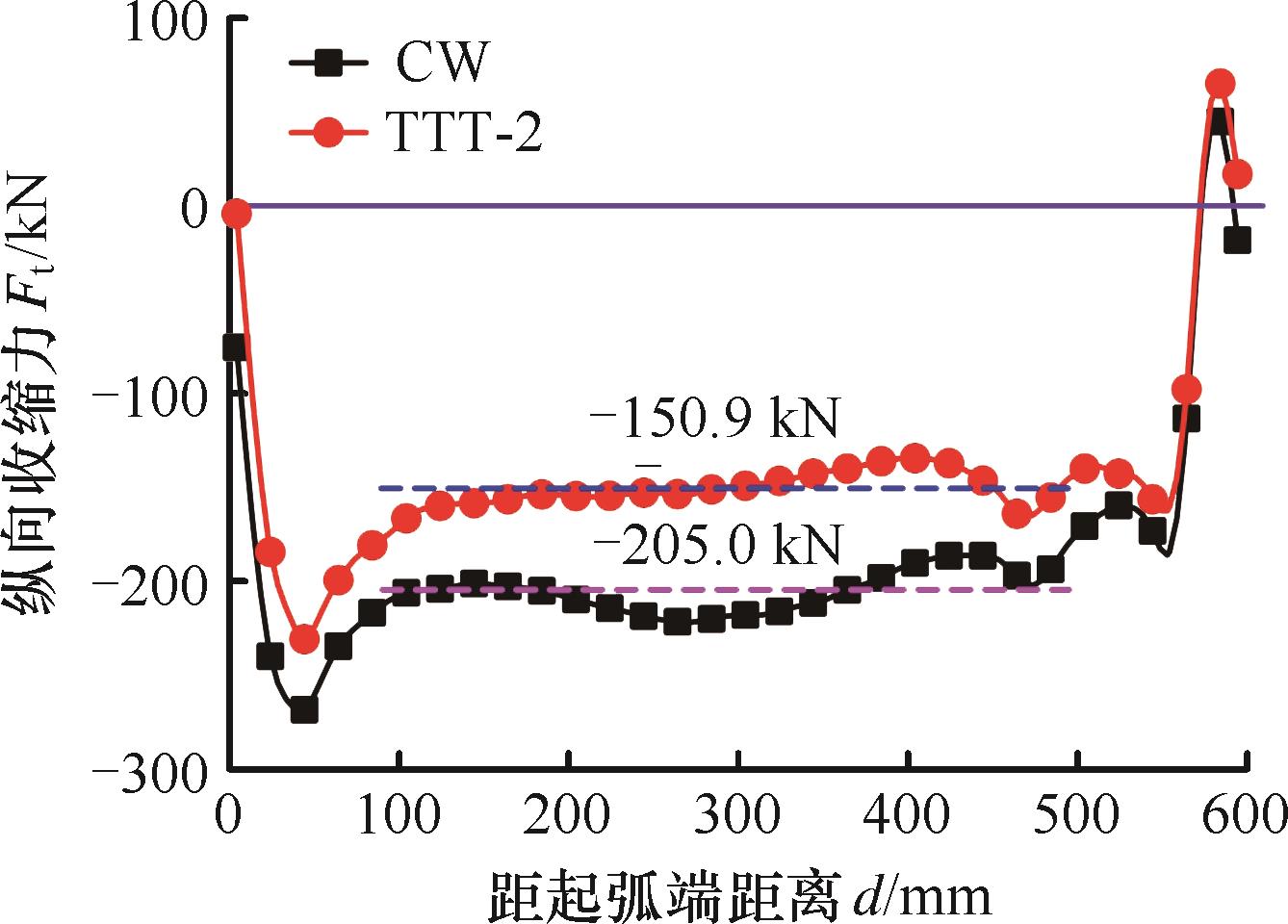
Fig.17 The curves of tendon force Ft for CW and TTT-2 processes
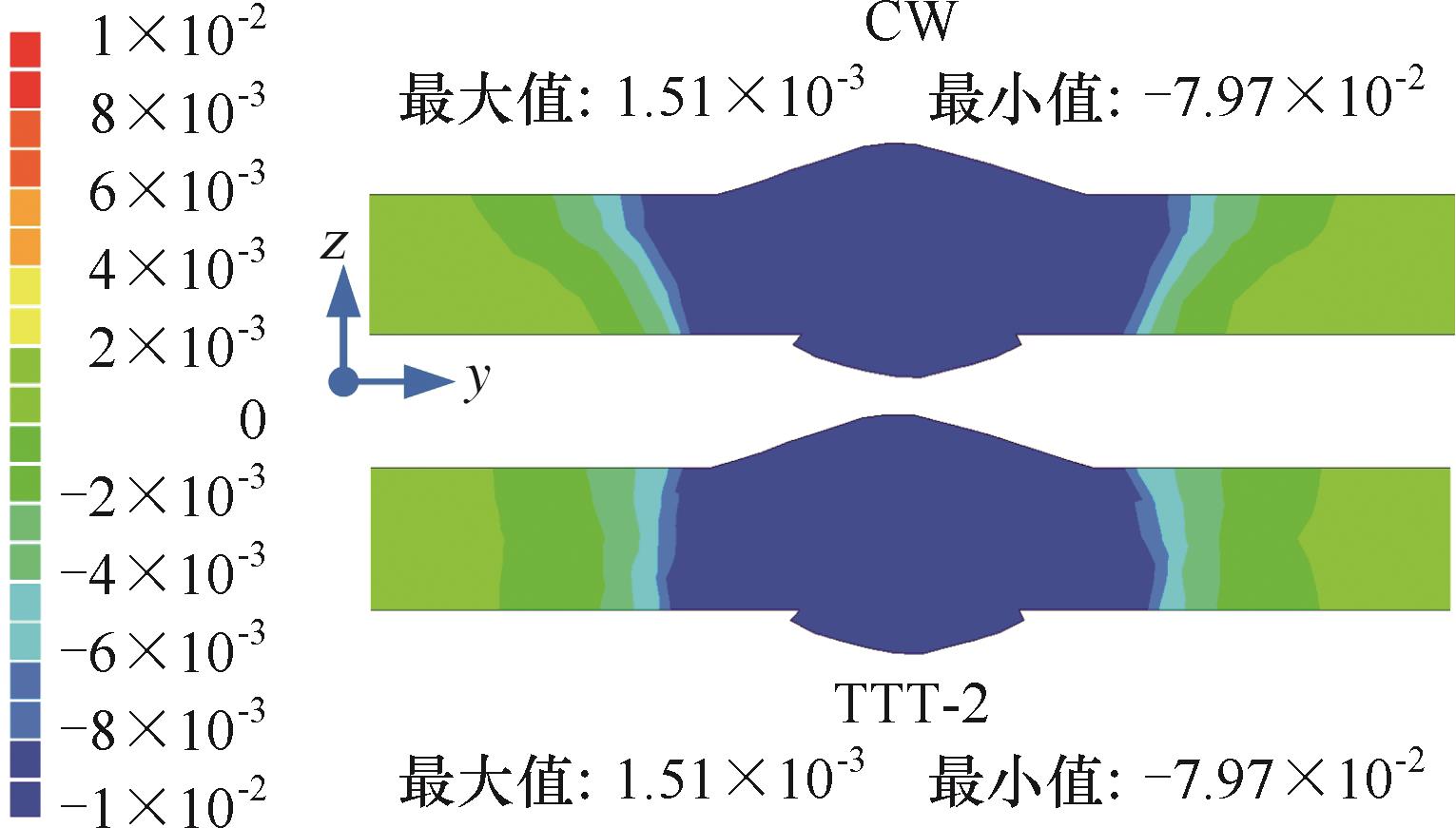
Fig.18 Comparison of transverse inherent strain on cross section under CW and TTT-2
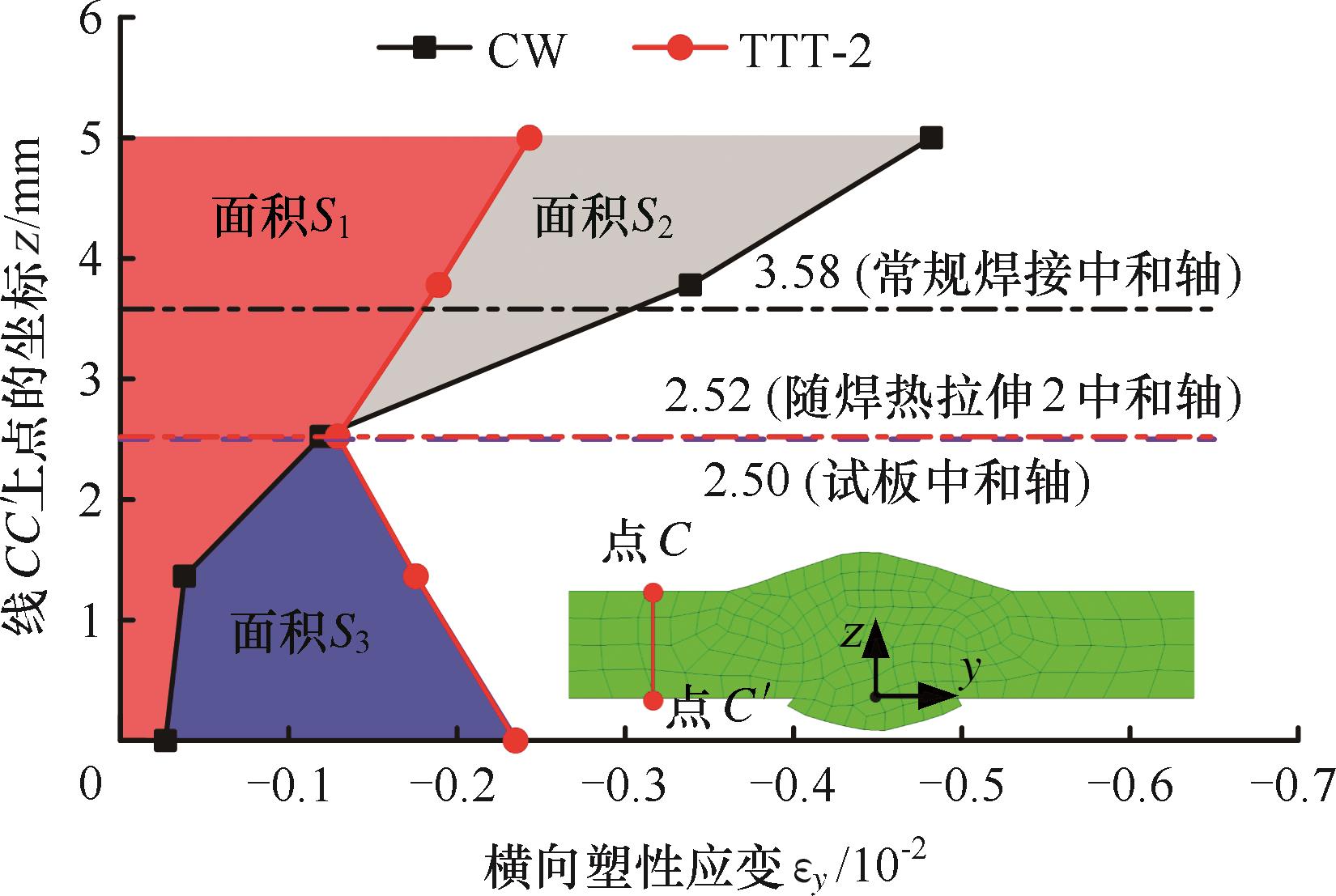
Fig.19 Comparison of transverse inherent strain curves along the thickness direction under CW and TTT-2
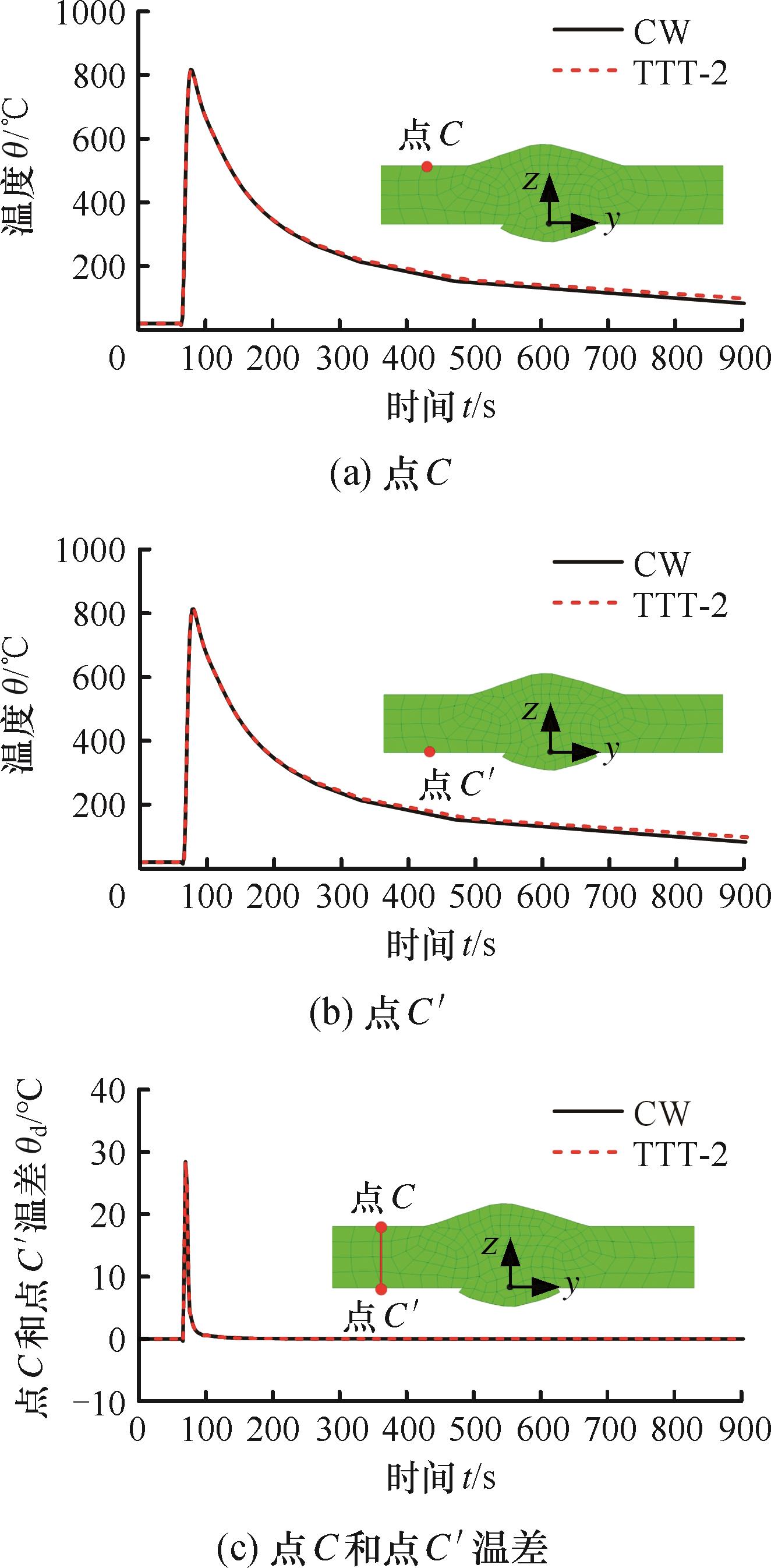
Fig.20 Comparison of the thermal cycle in CW and TTT-2 processes
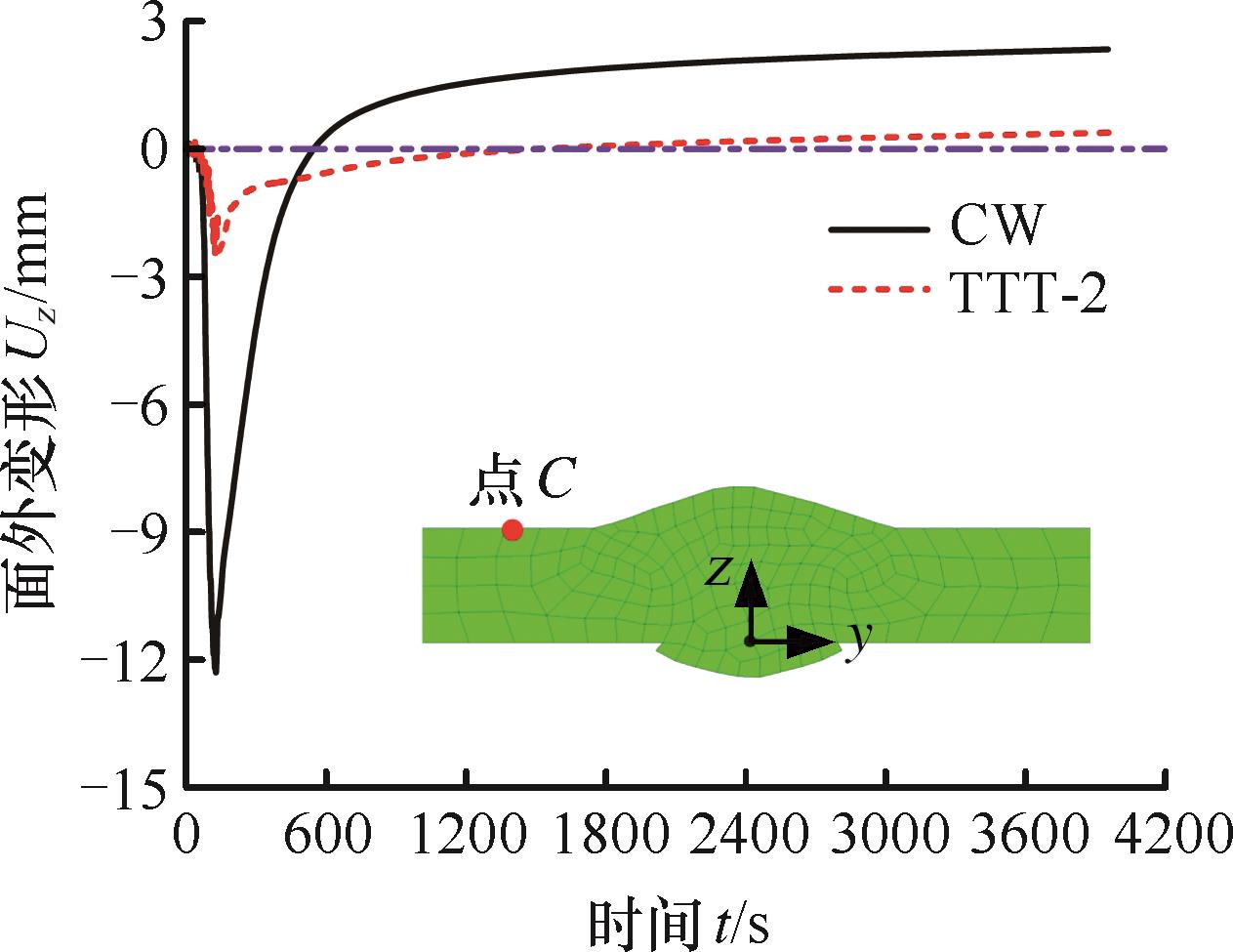
Fig.21 Instantaneous welding out-of-plane displacement curves at point C in CW and TTT-2 processes
| [1] | YANG Yuping. Recent Advances in the Prediction of Weld Residual Stress and Distortion——Part 1[J]. Welding Journal, 2021, 100:151-170. |
| [2] | GRAY T, CAMILLERI D, MCPHERSON N. Control of Welding Distortion in Thin-plate Fabrication[M]. Cambridge:Woodhead Publishing, 2014:1-12. |
| [3] | FAN Ding, GAO Mingjiang, LI Chunling, et al. Residual Stress and Microstructure Properties by Trailing Cooling of Argon Gas of Wire and Arc Additive Manufacturing[J]. Journal of Manufacturing Processes, 2022, 77:32-39. |
| [4] | YANG Yuping. Recent Advances in the Prediction of Weld Residual Stress and Distortion—Part 2[J]. Welding Journal, 2021, 100:193-205. |
| [5] | CONRARDY C, HUANG T D, HARWIG D, et al. Practical Welding Techniques to Minimize Distortion in Lightweight Ship Structures[J]. Journal of Ship Production, 2006, 22(4):239-247. |
| [6] | HUANG T D, CONRARDY C, Dong Pingsha, et al. Engineering and Production Technology for Lightweight Ship Structures, Part Ⅱ:Distortion Mitigation Technique and Implementation[J]. Journal of Ship Production, 2007, 23(23):82-93. |
| [7] | HUANG T D, DULL R, CONRARDY C, et al. Transient Thermal Tensioning and Prototype System Testing of Thin Steel Ship Panel Structures[J]. Journal of Ship Production, 2008, 24:25-36. |
| [8] | XU Jun, LI Wei. The Nonlinear Time-varying Response of Dynamic Thermal Tensioning for Welding-induced Distortion Control[J]. Journal of Manufacturing Science and Engineering, 2006, 129(2):333-341. |
| [9] | YANG Yuping, DULL R, CONRARDY C, et al. Transient Thermal Tensioning and Numerical Modeling of Thin Steel Ship Panel Structures[J]. Journal of Ship Production, 2008, 24(1):37-49. |
| [10] | PAZOOKI A M A, HERMANS M J M, RICHARDSON I M. Finite Element Simulation and Experimental Investigation of Thermal Tensioning during Welding of DP600 Steel[J]. Science and Technology of Welding and Joining, 2017, 22(1):7-21. |
| [11] | ZHANG Wei, FU Hang, FAN Jikang, et al. Influence of Multi-beam Preheating Temperature and Stress on the Buckling Distortion in Electron Beam Welding[J]. Materials & Design, 2018, 139:439-446. |
| [12] | LI Mingshen, JI Shude, YAN Dejun, et al. Controlling Welding Residual Stress and Distortion by a Hybrid Technology of Transient Thermal Tensioning and Trailing Intensive Cooling[J]. Science and Technology of Welding and Joining, 2019, 24(6):527-537. |
| [13] | LIN Y C, CHOU C P. A New Technique for Reducing the Residual Stress Induced by Welding in Type 304 Stainless Steel[J]. Journal of Materials Processing Technology, 1995, 48(1):693-698. |
| [14] | DEO M V, MICHALERIS P, SUN J. Prediction of Buckling Distortion of Welded Structures[J]. Science and Technology of Welding and Joining, 2003, 8(1):55-61. |
| [15] | DEO M V, MICHALERIS P. Mitigation of Welding Induced Buckling Distortion Using Transient Thermal Tensioning[J]. Science and Technology of Welding and Joining, 2003, 8(1):49-54. |
| [16] | GUAN Qiao, GUO Delun, Li Congqing, et al. Low Stress Non-distortion (LSND) Welding—a New Technique for Thin Materials[J]. Welding in the world, 1994, 33(3):160-167. |
| [17] | UEDA Y, MURAKAWA H, MA N. Welding Deformation and Residual Stress Prevention[M]. Waltham:Butterworth-Heinemann, 2012:26-34. |
| [18] | YI Bin, ZHOU Xiaoli, SHEN Chaonan, et al. Computational Investigation on Transient Thermal Tensioning for Mitigation of Welding Induced Buckling by Elastic FE Method[J]. Journal of Manufacturing Processes, 2022, 83:590-606. |
| [19] | 董宏宝. 船舶曲板成型冷热加载方案生成方法[D]. 武汉:华中科技大学,2020. |
| DONG Hongbao. Scheme Generating Method and Experiment Verification of Cold and Hot Loading for Forming Curved Plates of Ship [D]. Wuhan:Huazhong University of Science and Technology, 2020. | |
| [20] | YI Bin, FU Ling, XUE Dingqi, et al. Rapid Analysis Method for Process Parameter Determination of Transient Thermal Tensioning during Welding Buckling Distortion Mitigation[J]. Thin-walled Structures, 2024, 202:112053. |
| [21] | ZHANG Kaiyuan, DONG Wenqiao, LU Shanping. Transformation Plasticity of AF1410 Steel and Its Influences on the Welding Residual Stress and Distortion:Experimental and Numerical Study[J]. Materials Science and Engineering:A, 2021, 821:141628. |
| [22] | ZHOU Hong, WANG Jiangchao, ZHANG Hong, et al. Prediction and Mitigation of Out-of-plane Welding Distortion of a Typical Block in Fabrication of a Semi-submersible Lifting and Disassembly Platform[J]. Marine Structures, 2021, 77:102964. |
| [23] | 骆文泽, 胡龙, 邓德安. SUS316不锈钢马鞍形管-管接头的残余应力数值模拟及高效计算方法开发[J]. 金属学报, 2022, 58(10):1334-1348. |
| LUO Wenze, HU Long, DENG Dean. Numerical Simulation and Development of Efficient Calculation Method for Residual Stress of SUS316 Saddle Tube-Pipe Joint[J]. Acta Metallurgica Sinica, 2022, 58(10):1334-1348. | |
| [24] | 骆文泽, 成慧梅, 刘红艳, 等. 高强钢Q960E对接接头残余应力与焊接变形的数值模拟[J]. 中国机械工程, 2023, 34(17):2095-2105. |
| LUO Wenze, CHENG Huimei, LIU Hongyan, et al. Numerical Simulation of Residual Stress and Welding Deformation for High Strength Steel Q960E Butt-welded Joints[J]. China Mechanical Engineering, 2023, 34(17):2095-2105. | |
| [25] | WANG Jiangchao, ZHOU Xiaoli, YI Bin. Buckling Distortion Investigation during Thin Plates Butt Welding with Considering Clamping Influence[J]. CIRP Journal of Manufacturing Science and Technology, 2022, 37:278-290. |
| [26] | YI Bin, WANG Jiangchao. Mechanism Clarification of Mitigating Welding Induced Buckling by Transient Thermal Tensioning Based on Inherent Strain Theory[J]. Journal of Manufacturing Processes, 2021, 68:1280-1294. |
| [27] | WANG J, RASHED S, MURAKAWA H. Mechanism Investigation of Welding Induced Buckling Using Inherent Deformation Method[J]. Thin-walled Structures, 2014, 80:103-119. |
| [28] | OKANO S, MOCHIZUKI M. Transient Distortion Behavior during TIG Welding of Thin Steel Plate[J]. Journal of Materials Processing Technology, 2017, 241:103-111. |
| [1] | MENG Kang, TENG Wei, PENG Dikang, XIANG Ling, LIU Yibing. Operating Mechanism and Data Driven Approach for Fault Alarm of Wind Turbine Gearbox Systems [J]. China Mechanical Engineering, 2023, 34(12): 1476-1485. |
| [2] | LI Yuantai, WU Huaxin, DONG Bin, XIAO Shenchong. Study on Variation Laws of Inherent Strain of Q345/SUS304 Dissimilar Steel Welded Joints#br# [J]. China Mechanical Engineering, 2021, 32(15): 1868-1873. |
| [3] |
WANG Lin1;PAN Jun1;HE Qingchuan1;DING Wei2;GU Liwei2.
Welding Process Optimization on Robot Welding of the Backward Centrifugal Fan Impeller
[J]. China Mechanical Engineering, 2020, 31(19): 2379-2387.
|
| [4] | Wang Jing, ;Wang Deyou;Han Qingkai. Mechanism Analysis and Treatment on Loss Corner Faults of Compressor Blades [J]. J4, 2008, 19(9): 0-1133. |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||