

ISSN 1004-132X
CN 42-1294/TH
CN 42-1294/TH
China Mechanical Engineering ›› 2025, Vol. 36 ›› Issue (8): 1784-1795.DOI: 10.3969/j.issn.1004-132X.2025.08.014
Zhaohui DENG1,3, Rongjin ZHUO2,3( ), Jingqiang CHEN2,3, Jimin GE2,3, Lishu LYU2,3, Wei LIU2,3
), Jingqiang CHEN2,3, Jimin GE2,3, Lishu LYU2,3, Wei LIU2,3
Received:2024-08-06
Online:2025-08-25
Published:2025-09-18
Contact:
Rongjin ZHUO
邓朝晖1,3, 卓荣锦2,3(), 陈敬强2,3, 葛吉民2,3, 吕黎曙2,3, 刘伟2,3
通讯作者:
卓荣锦
作者简介:邓朝晖,男,1968年生,教授、博士研究生导师。研究方向为先进加工技术、智能制造。发表论文200余篇。
基金资助:CLC Number:
Zhaohui DENG, Rongjin ZHUO, Jingqiang CHEN, Jimin GE, Lishu LYU, Wei LIU. Research on Mechanism Analysis and Online Monitoring System of Camshaft High-speed Grinding Burns[J]. China Mechanical Engineering, 2025, 36(8): 1784-1795.
邓朝晖, 卓荣锦, 陈敬强, 葛吉民, 吕黎曙, 刘伟. 凸轮轴高速磨削烧伤机理分析与在线监测系统研究[J]. 中国机械工程, 2025, 36(8): 1784-1795.
Add to citation manager EndNote|Ris|BibTeX
URL: https://www.cmemo.org.cn/EN/10.3969/j.issn.1004-132X.2025.08.014
Fig.1 Experiment and signal acquisition equipment
Fig.2 Experimental detection equipment
| 水平 | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|
| 砂轮线速度vs/(m·s-1) | 60 | 85 | 110 | 135 | 160 |
| 工件转速vw/(r·min-1) | 30 | 60 | 90 | 120 | 150 |
| 磨削深度ap/mm | 0.05 | 0.10 | 0.15 | 0.20 | 0.25 |
Tab.1 Orthogonal experimental parameters of grinding burn
| 水平 | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|
| 砂轮线速度vs/(m·s-1) | 60 | 85 | 110 | 135 | 160 |
| 工件转速vw/(r·min-1) | 30 | 60 | 90 | 120 | 150 |
| 磨削深度ap/mm | 0.05 | 0.10 | 0.15 | 0.20 | 0.25 |
Fig.3 Camshaft contour and metallographic sample diagram
Fig.4 Effect of grinding burn on workpiece surface
| 组号 | 烧伤程度 | CHV/MPa | ap/mm | vw / (r·min-1) | vs/(m·s-1) |
|---|---|---|---|---|---|
| 1 | 无 | 578.9 | 0.05 | 30 | 60 |
| 2 | 一般 | 513.6 | 0.15 | 60 | 60 |
| 3 | 严重 | 457.3 | 0.25 | 90 | 60 |
| 4 | 一般 | 525.6 | 0.10 | 120 | 60 |
| 5 | 一般 | 492.6 | 0.20 | 150 | 60 |
| 6 | 严重 | 459.5 | 0.25 | 30 | 85 |
| 7 | 一般 | 518.4 | 0.10 | 60 | 85 |
| 8 | 一般 | 481.7 | 0.20 | 90 | 85 |
| 9 | 无 | 573.8 | 0.05 | 120 | 85 |
| 10 | 一般 | 495.3 | 0.15 | 150 | 85 |
| 11 | 严重 | 453.6 | 0.20 | 30 | 110 |
| 12 | 无 | 552.7 | 0.05 | 60 | 110 |
| 13 | 一般 | 485.5 | 0.15 | 90 | 110 |
| 14 | 严重 | 442.9 | 0.25 | 120 | 110 |
| 15 | 一般 | 547.3 | 0.10 | 150 | 110 |
| 16 | 一般 | 510.9 | 0.15 | 30 | 135 |
| 17 | 一般 | 484.9 | 0.25 | 60 | 135 |
| 18 | 一般 | 524.4 | 0.10 | 90 | 135 |
| 19 | 严重 | 468.1 | 0.20 | 120 | 135 |
| 20 | 无 | 524.2 | 0.05 | 150 | 135 |
| 21 | 无 | 564.3 | 0.10 | 30 | 160 |
| 22 | 一般 | 470.6 | 0.20 | 60 | 160 |
| 23 | 无 | 571.1 | 0.05 | 90 | 160 |
| 24 | 一般 | 491.3 | 0.15 | 120 | 160 |
| 25 | 严重 | 438.0 | 0.25 | 150 | 160 |
| 513.60 | 513.44 | 560.14 | |||
| 505.74 | 508.04 | 536.00 | |||
| 496.40 | 504.00 | 499.32 | |||
| 502.50 | 500.34 | 473.32 | |||
| 507.06 | 499.48 | 456.52 | |||
| Ri | 17.20 | 13.96 | 103.62 |
Tab.2 Orthogonal experimental results and range analysis
| 组号 | 烧伤程度 | CHV/MPa | ap/mm | vw / (r·min-1) | vs/(m·s-1) |
|---|---|---|---|---|---|
| 1 | 无 | 578.9 | 0.05 | 30 | 60 |
| 2 | 一般 | 513.6 | 0.15 | 60 | 60 |
| 3 | 严重 | 457.3 | 0.25 | 90 | 60 |
| 4 | 一般 | 525.6 | 0.10 | 120 | 60 |
| 5 | 一般 | 492.6 | 0.20 | 150 | 60 |
| 6 | 严重 | 459.5 | 0.25 | 30 | 85 |
| 7 | 一般 | 518.4 | 0.10 | 60 | 85 |
| 8 | 一般 | 481.7 | 0.20 | 90 | 85 |
| 9 | 无 | 573.8 | 0.05 | 120 | 85 |
| 10 | 一般 | 495.3 | 0.15 | 150 | 85 |
| 11 | 严重 | 453.6 | 0.20 | 30 | 110 |
| 12 | 无 | 552.7 | 0.05 | 60 | 110 |
| 13 | 一般 | 485.5 | 0.15 | 90 | 110 |
| 14 | 严重 | 442.9 | 0.25 | 120 | 110 |
| 15 | 一般 | 547.3 | 0.10 | 150 | 110 |
| 16 | 一般 | 510.9 | 0.15 | 30 | 135 |
| 17 | 一般 | 484.9 | 0.25 | 60 | 135 |
| 18 | 一般 | 524.4 | 0.10 | 90 | 135 |
| 19 | 严重 | 468.1 | 0.20 | 120 | 135 |
| 20 | 无 | 524.2 | 0.05 | 150 | 135 |
| 21 | 无 | 564.3 | 0.10 | 30 | 160 |
| 22 | 一般 | 470.6 | 0.20 | 60 | 160 |
| 23 | 无 | 571.1 | 0.05 | 90 | 160 |
| 24 | 一般 | 491.3 | 0.15 | 120 | 160 |
| 25 | 严重 | 438.0 | 0.25 | 150 | 160 |
| 513.60 | 513.44 | 560.14 | |||
| 505.74 | 508.04 | 536.00 | |||
| 496.40 | 504.00 | 499.32 | |||
| 502.50 | 500.34 | 473.32 | |||
| 507.06 | 499.48 | 456.52 | |||
| Ri | 17.20 | 13.96 | 103.62 |
| 因素 | Sig. | 均方 | F值 | 自由度f | 离差平方和 |
|---|---|---|---|---|---|
| vs | 0.983 | 198.679 | 0.094 | 4 | 794.716 |
| vw | 0.988 | 167.054 | 0.078 | 4 | 668.216 |
| ap | 0.000 | 9234.496 | 29.292 | 4 | 36 937.984 |
Tab.3 Analysis for orthogonal experiment
| 因素 | Sig. | 均方 | F值 | 自由度f | 离差平方和 |
|---|---|---|---|---|---|
| vs | 0.983 | 198.679 | 0.094 | 4 | 794.716 |
| vw | 0.988 | 167.054 | 0.078 | 4 | 668.216 |
| ap | 0.000 | 9234.496 | 29.292 | 4 | 36 937.984 |
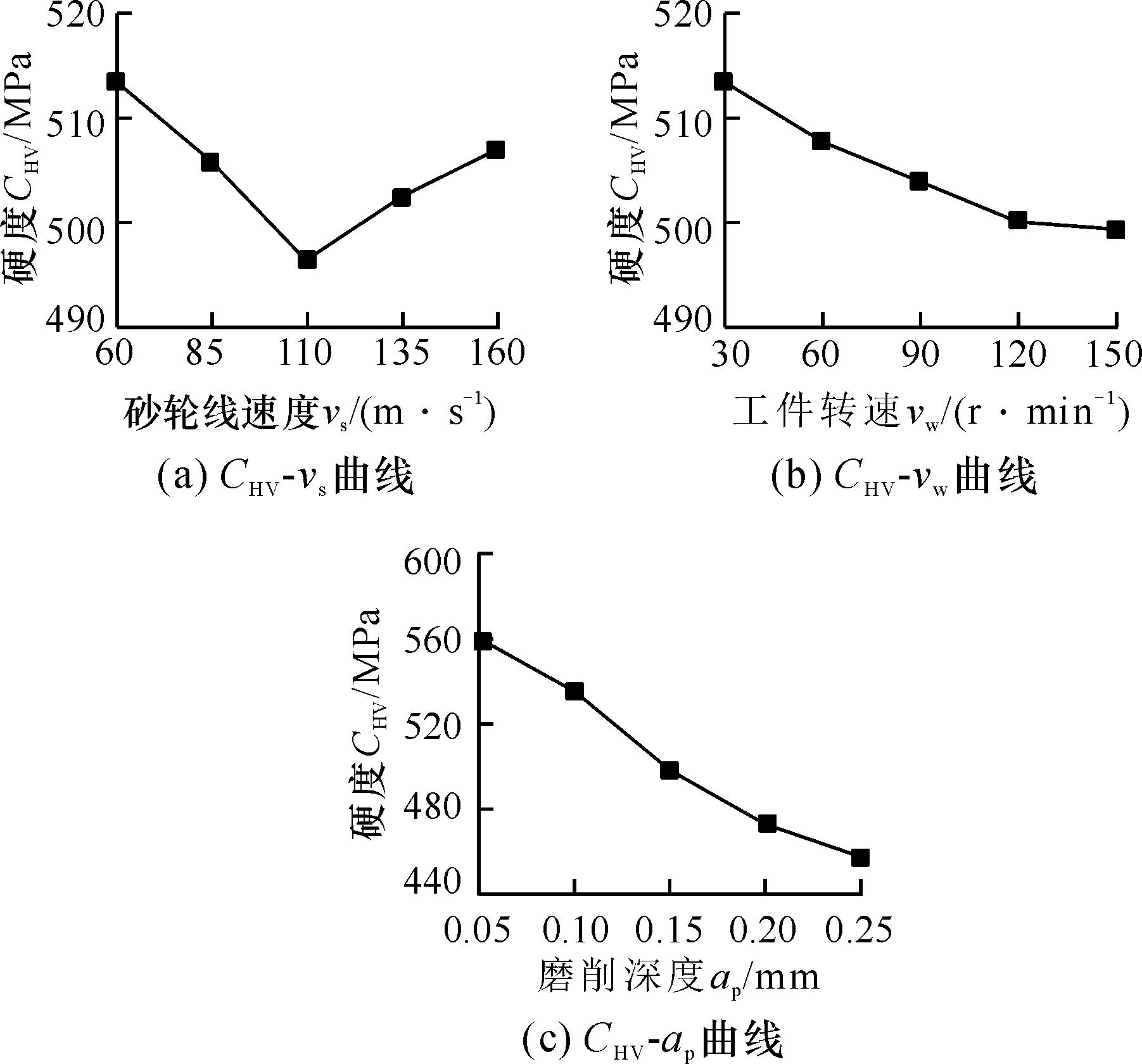
Fig.5 The influence of grinding process parameters on the surface hardness of the workpiece
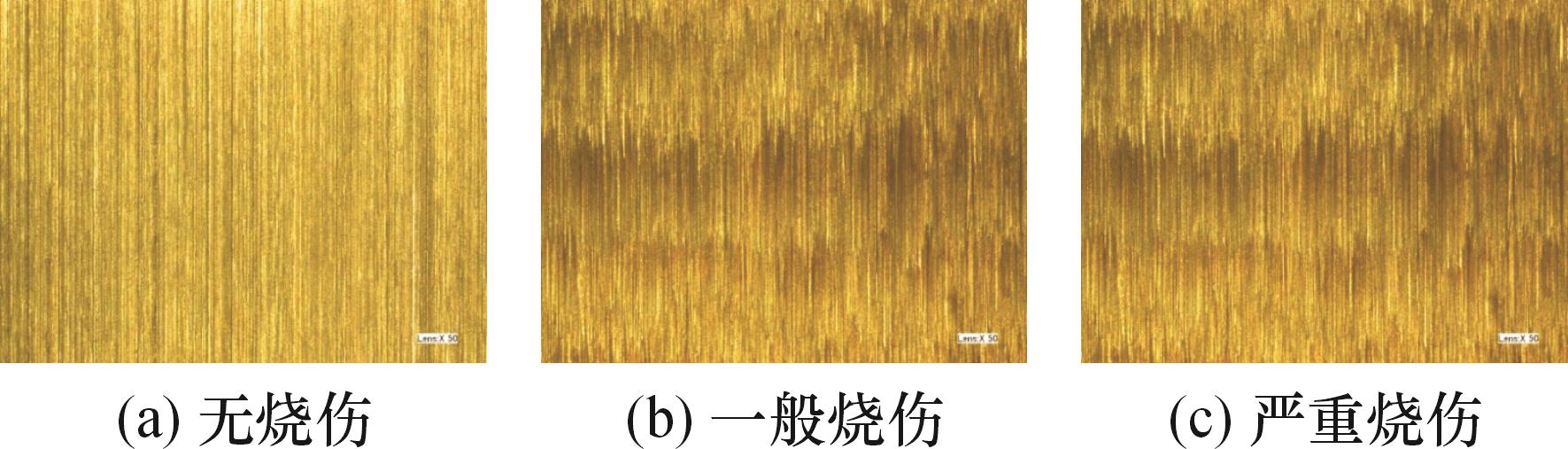
Fig.6 The surface morphology under grinding
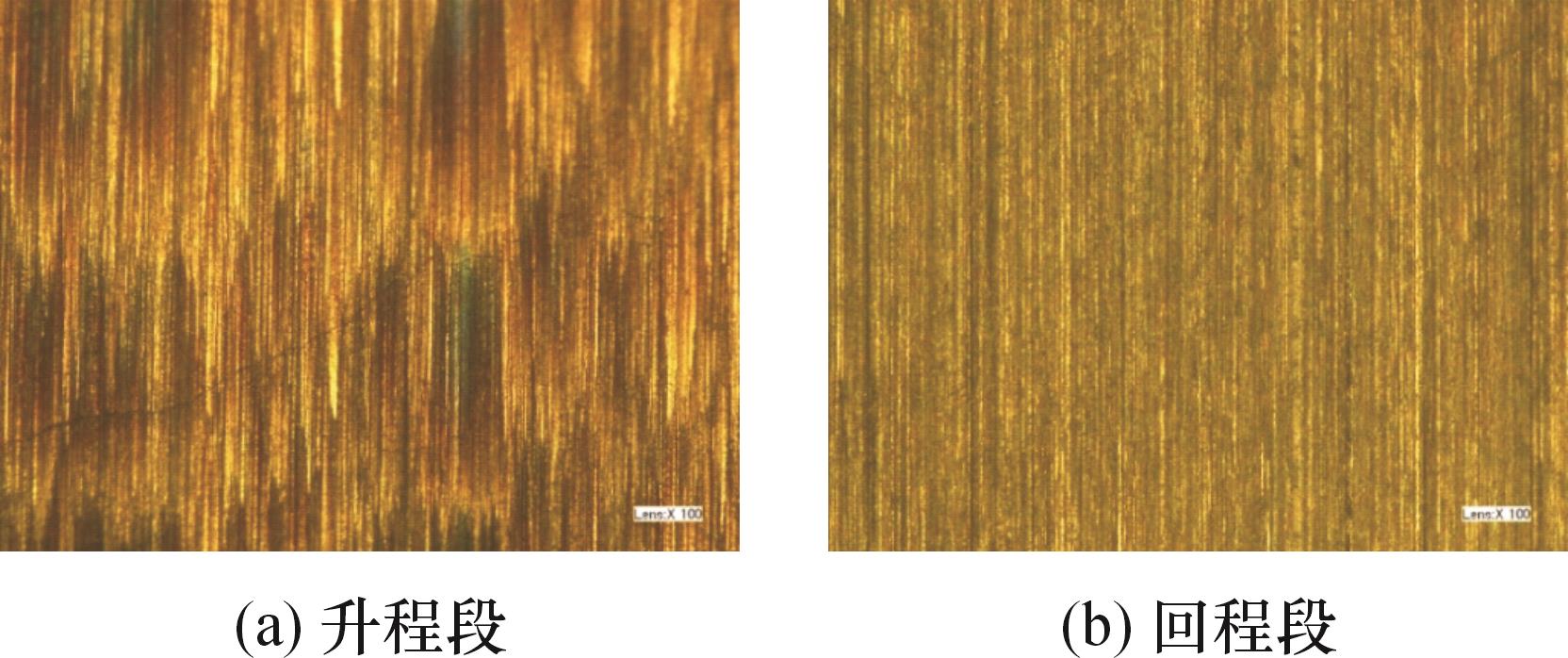
Fig.7 Grinding surface morphology of camshaft profile
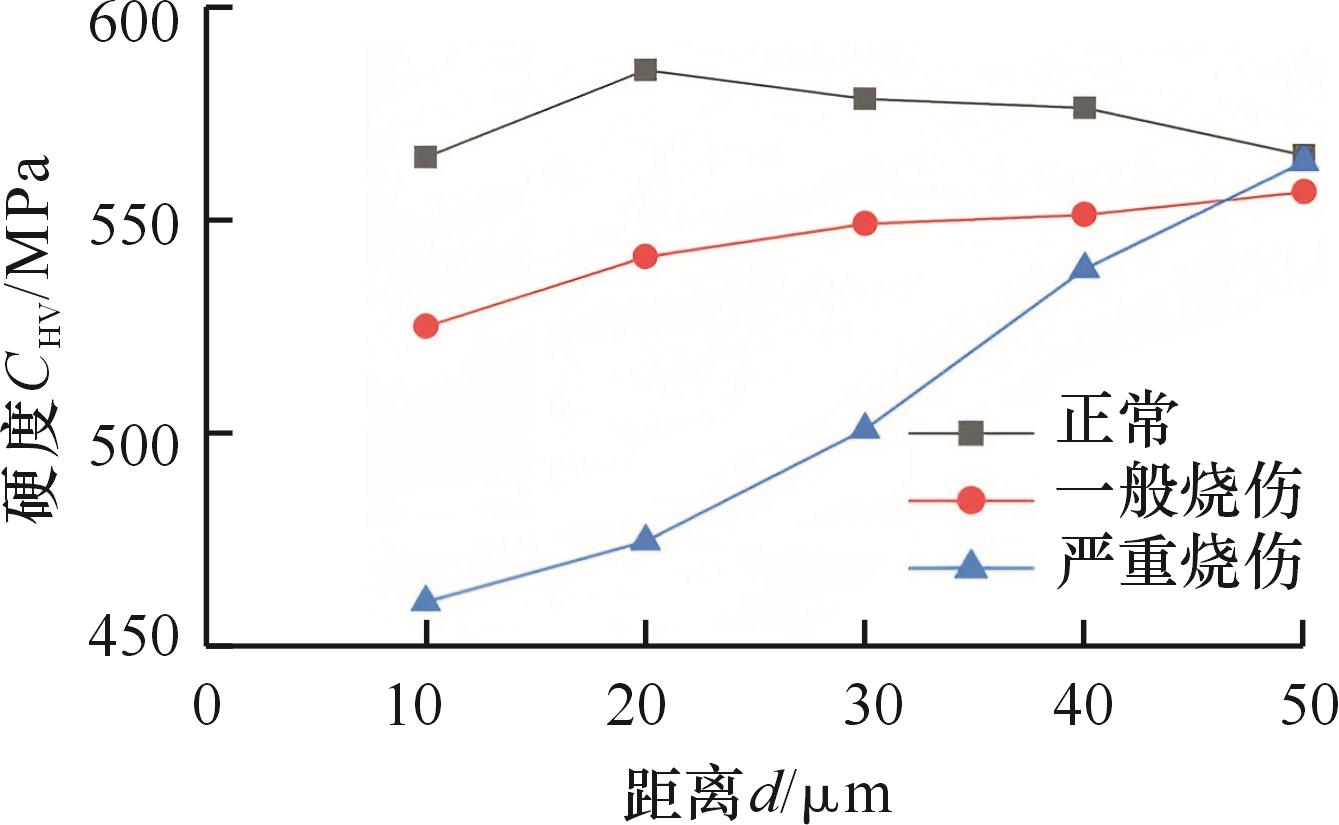
Fig.8 Effect of grinding burns on CHV of subsurface layer
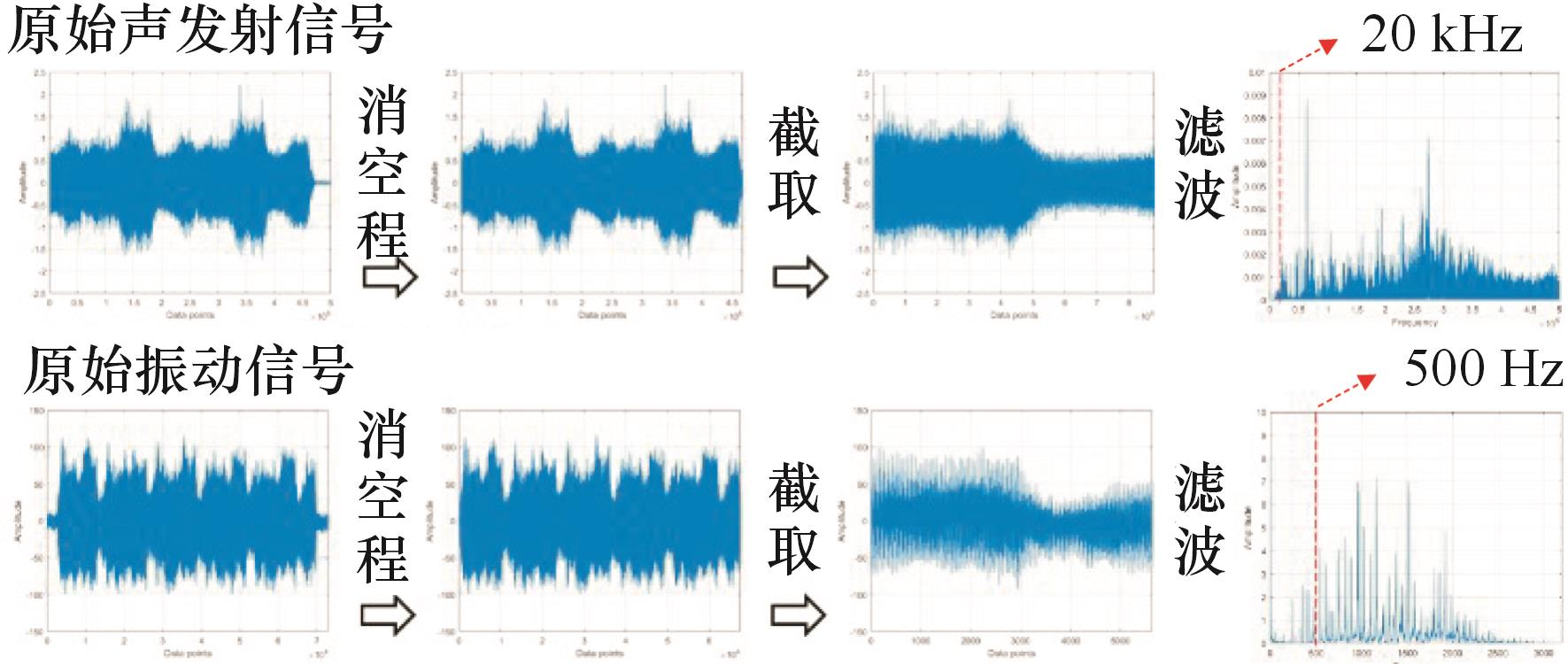
Fig.9 Signal preprocessing
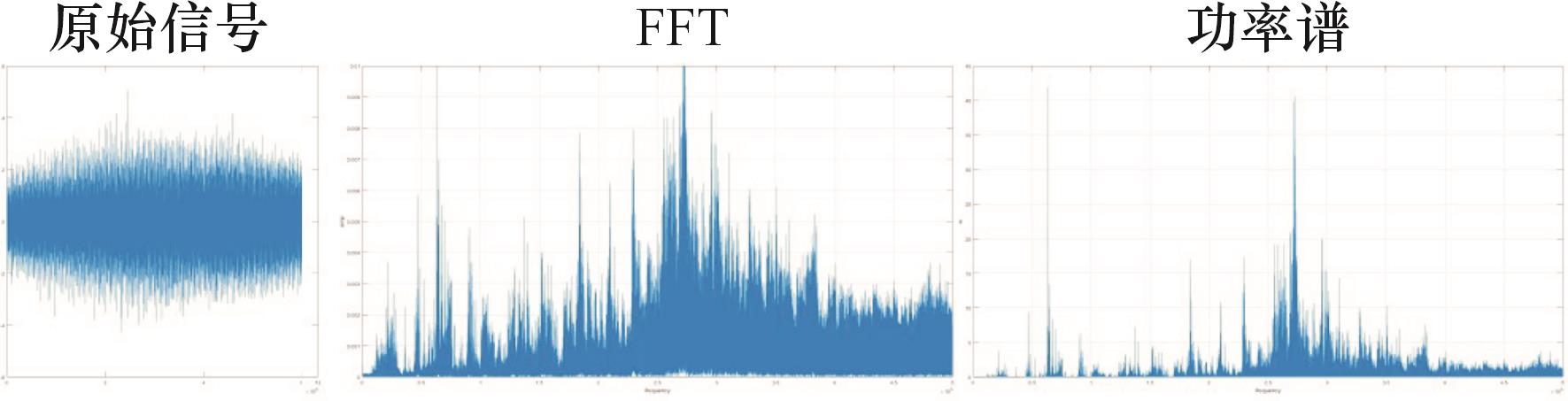
Fig.10 Frequency domain analysis(AE, vs=110 m/s, vw=120 r/min, ap=0.25 mm)
| 特征 | 表达式 |
|---|---|
| 重心频率 | |
| 均方频率 | |
| 频率偏度 | |
| 频率标准差 | |
| 频率方差 | |
| 频率均方根值 | |
| 频率峭度 |
Tab.4 Signal features
| 特征 | 表达式 |
|---|---|
| 重心频率 | |
| 均方频率 | |
| 频率偏度 | |
| 频率标准差 | |
| 频率方差 | |
| 频率均方根值 | |
| 频率峭度 |
| 小波基 | sym | morl | db | haar | meyr | coif |
|---|---|---|---|---|---|---|
| DFT | 可以 | 不可 | 可以 | 可以 | 可以 | 可以 |
| 紧支性 | 有 | 有 | 有 | 有 | 有 | 有 |
| CWT | 可以 | 可以 | 可以 | 可以 | 可以 | 可以 |
| 对称性 | 近似 | 对称 | 近似 | 对称 | 对称 | 近似 |
| 正交性 | 有 | 无 | 有 | 有 | 有 | 有 |
| 消失矩 | N | / | N | 1 | / | 2N |
Tab.5 Common wavelet bases
| 小波基 | sym | morl | db | haar | meyr | coif |
|---|---|---|---|---|---|---|
| DFT | 可以 | 不可 | 可以 | 可以 | 可以 | 可以 |
| 紧支性 | 有 | 有 | 有 | 有 | 有 | 有 |
| CWT | 可以 | 可以 | 可以 | 可以 | 可以 | 可以 |
| 对称性 | 近似 | 对称 | 近似 | 对称 | 对称 | 近似 |
| 正交性 | 有 | 无 | 有 | 有 | 有 | 有 |
| 消失矩 | N | / | N | 1 | / | 2N |
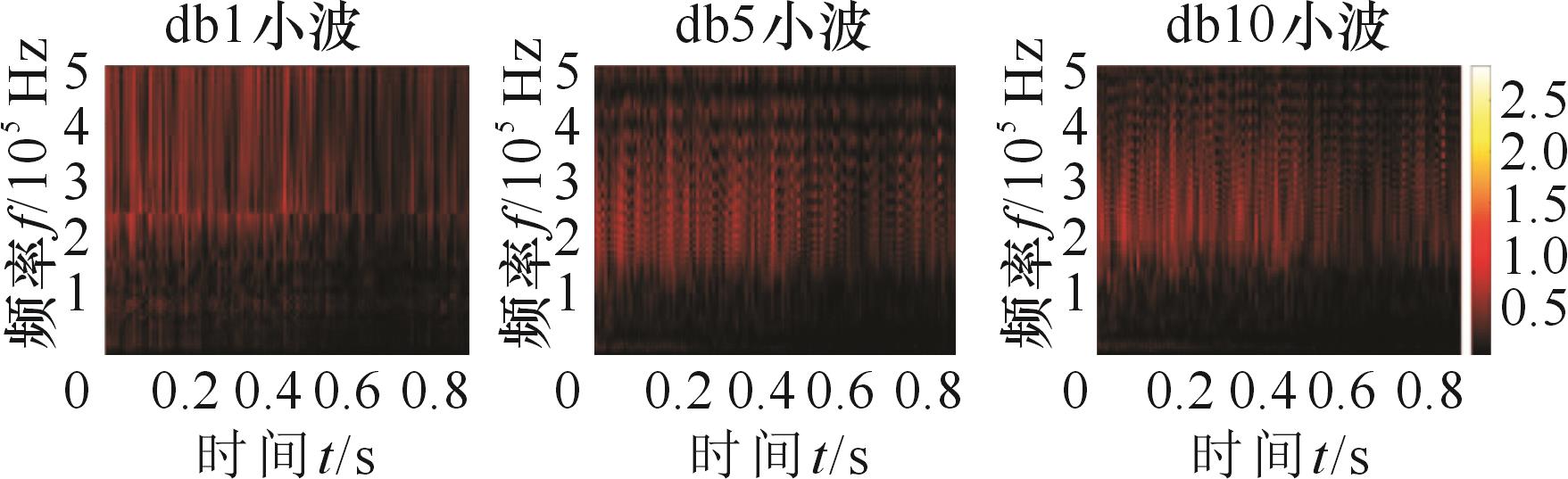
Fig.11 Time-frequency analysis with different db
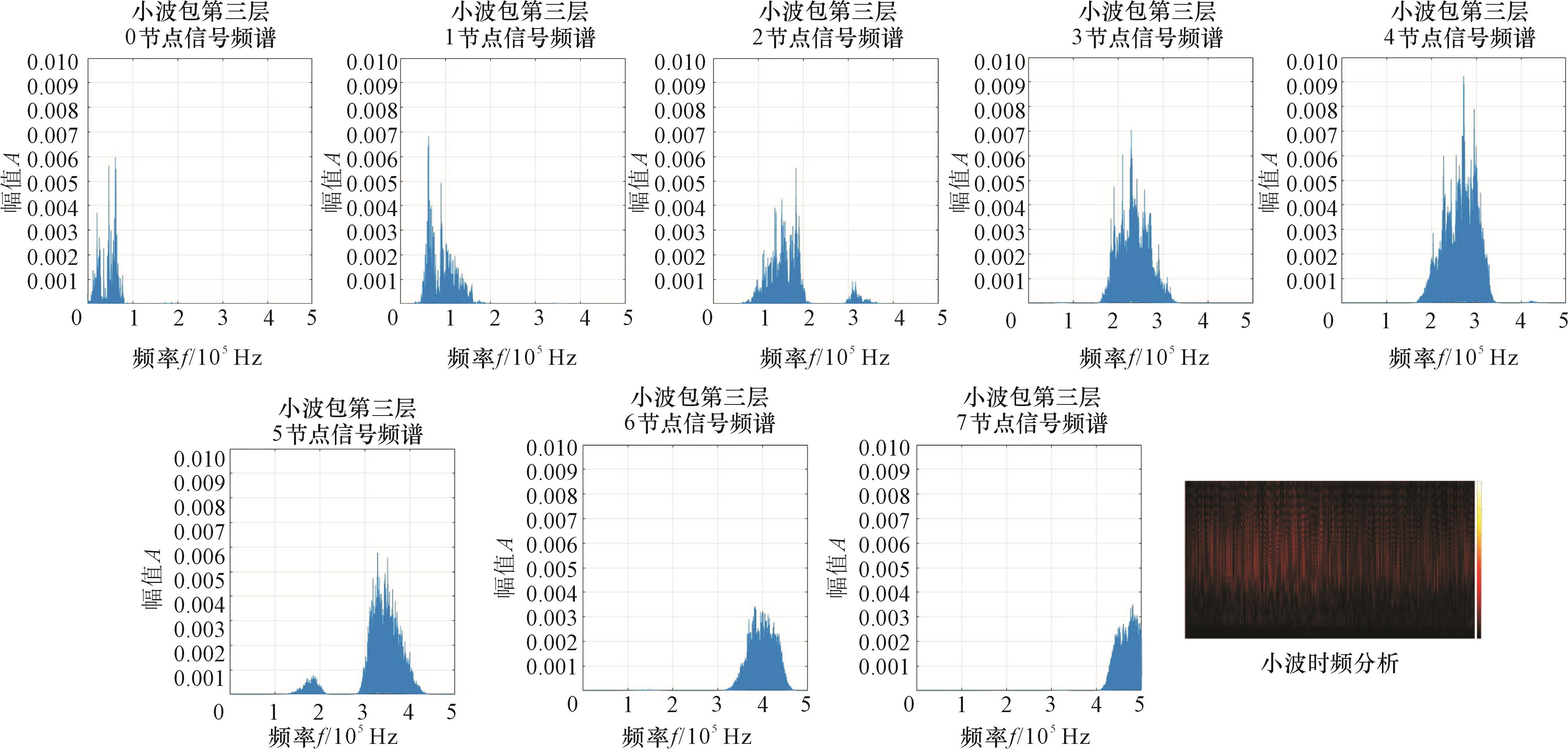
Fig.12 WPD and time-frequency analysis(AE,vs=110 m/s, vw=120 r/min,ap=0.25 mm)
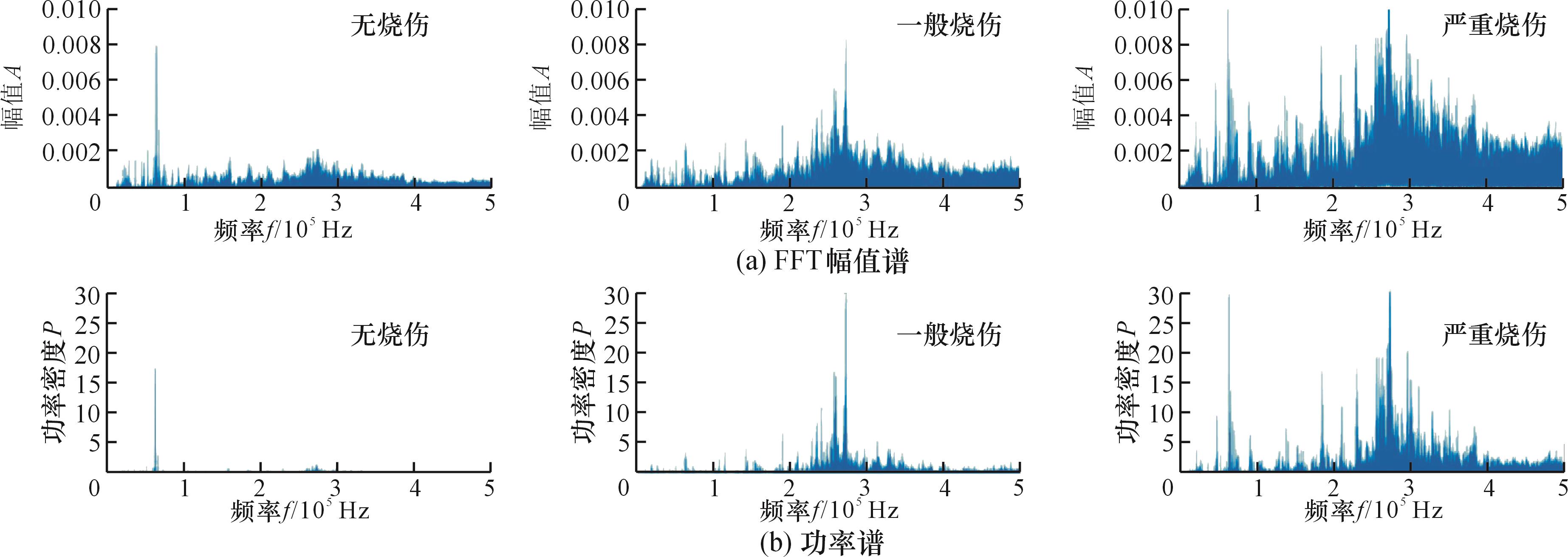
Fig.13 FFT amplitude spectrum and power spectrum of AE
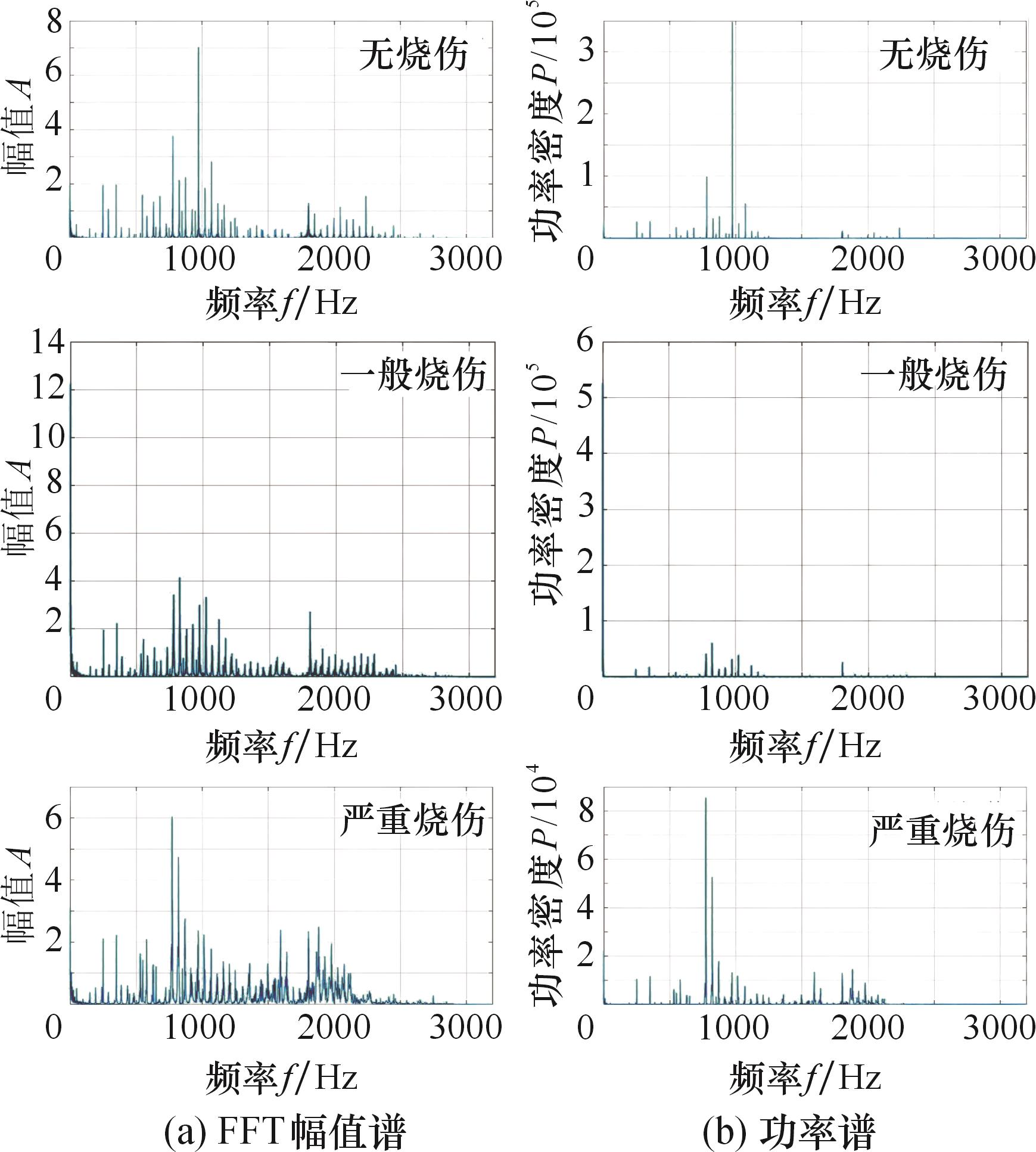
Fig.14 Vibration signal amplitude and power spectrum
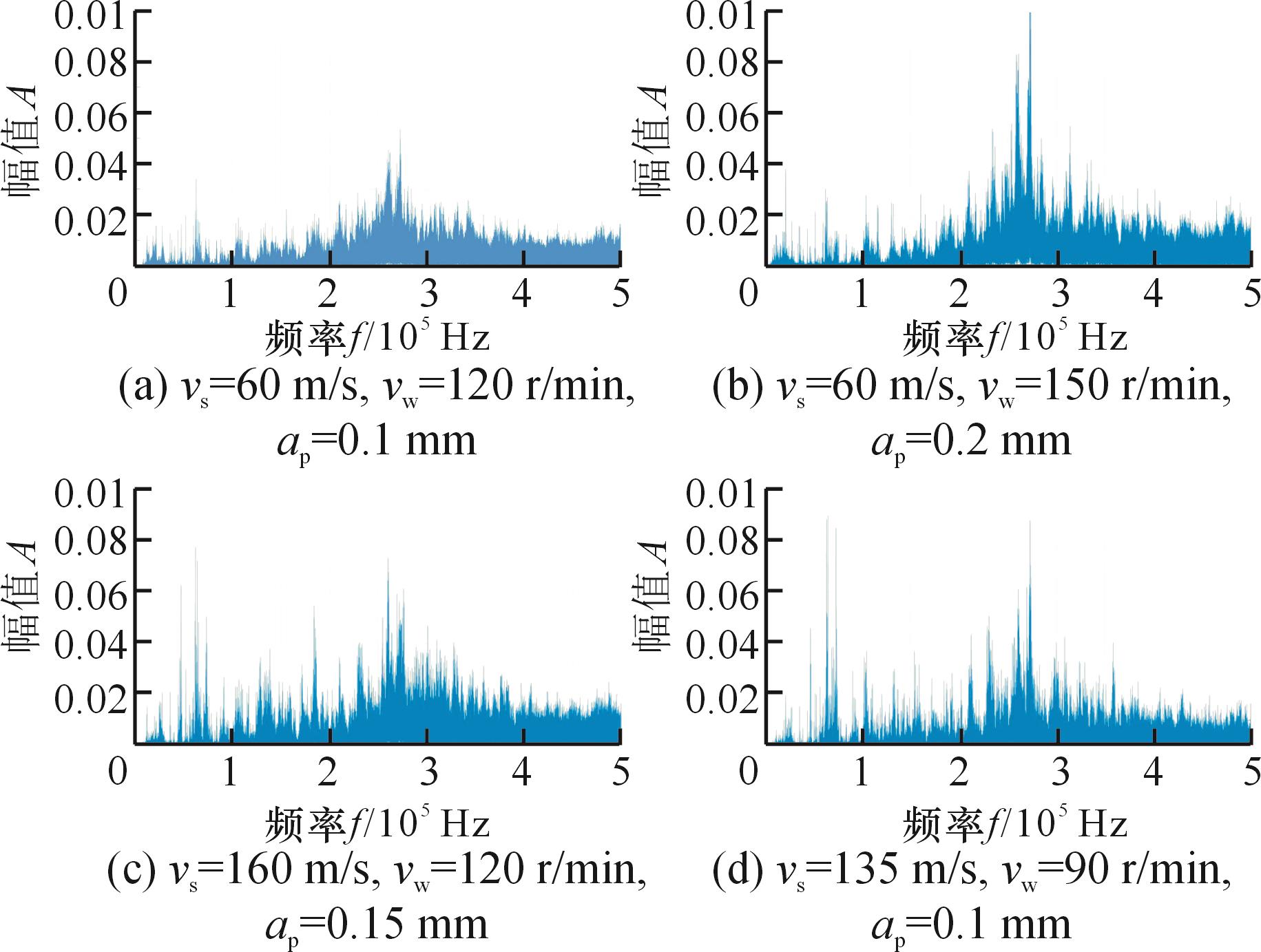
Fig.15 AE̓s FFT amplitude spectrum under different process parameters
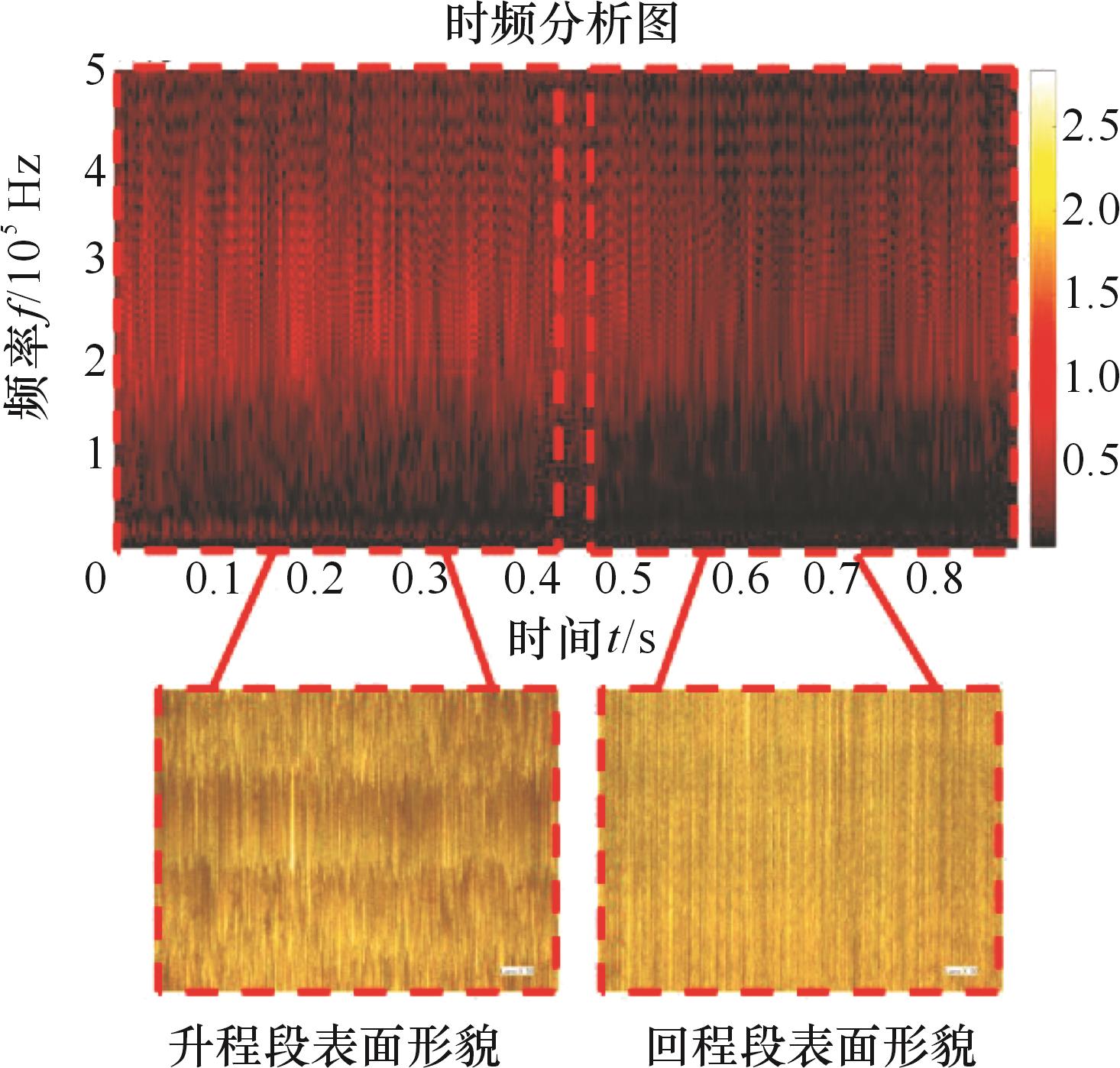
Fig.16 Time-frequency analysis and workpiece surface morphology(AE,vs=60 m/s,vw=150 r/min,ap=0.20 mm)
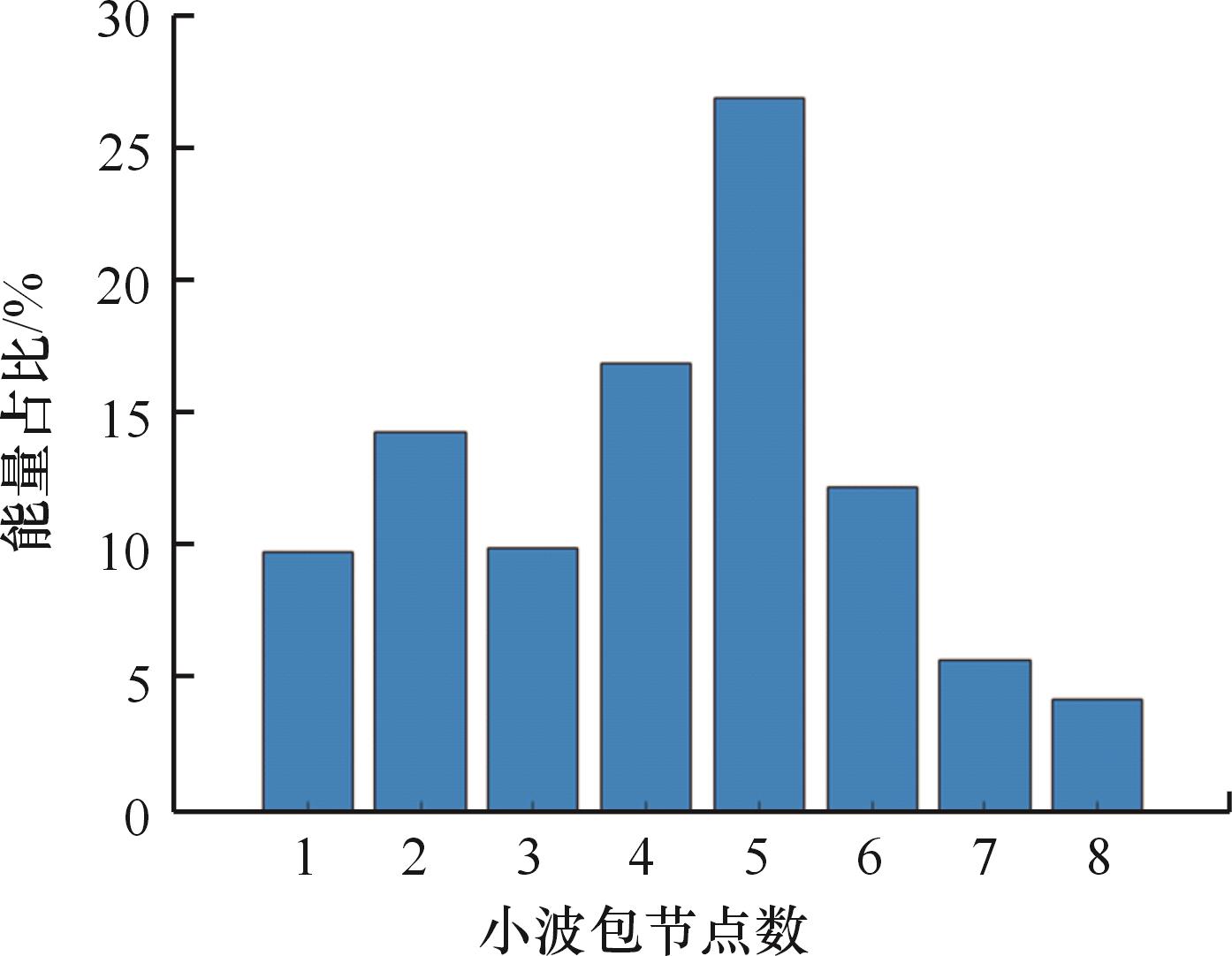
Fig.17 The energy ratio of each node
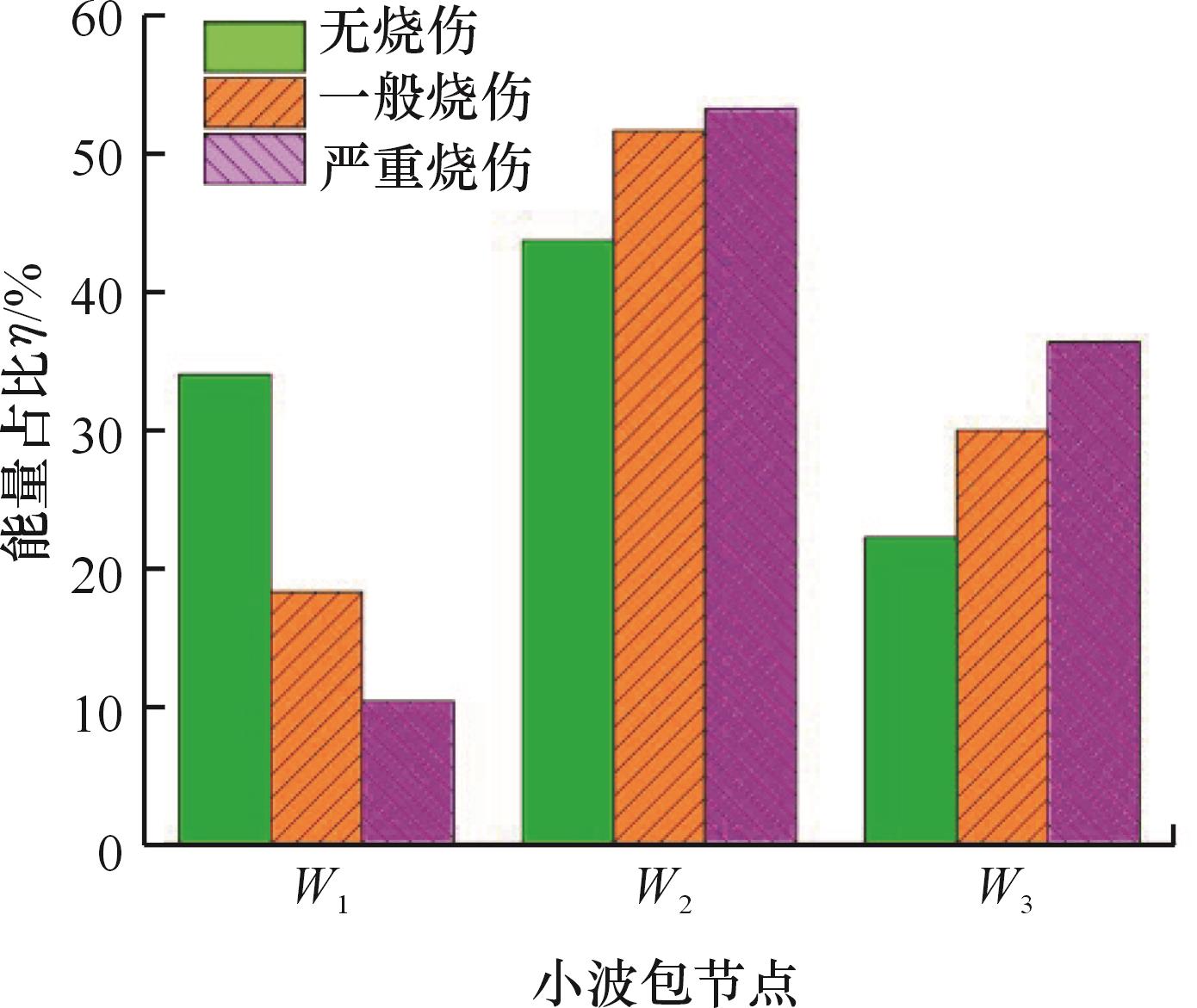
Fig.18 The energy proportion of reconstructed nodes of AE under different grinding burn conditions
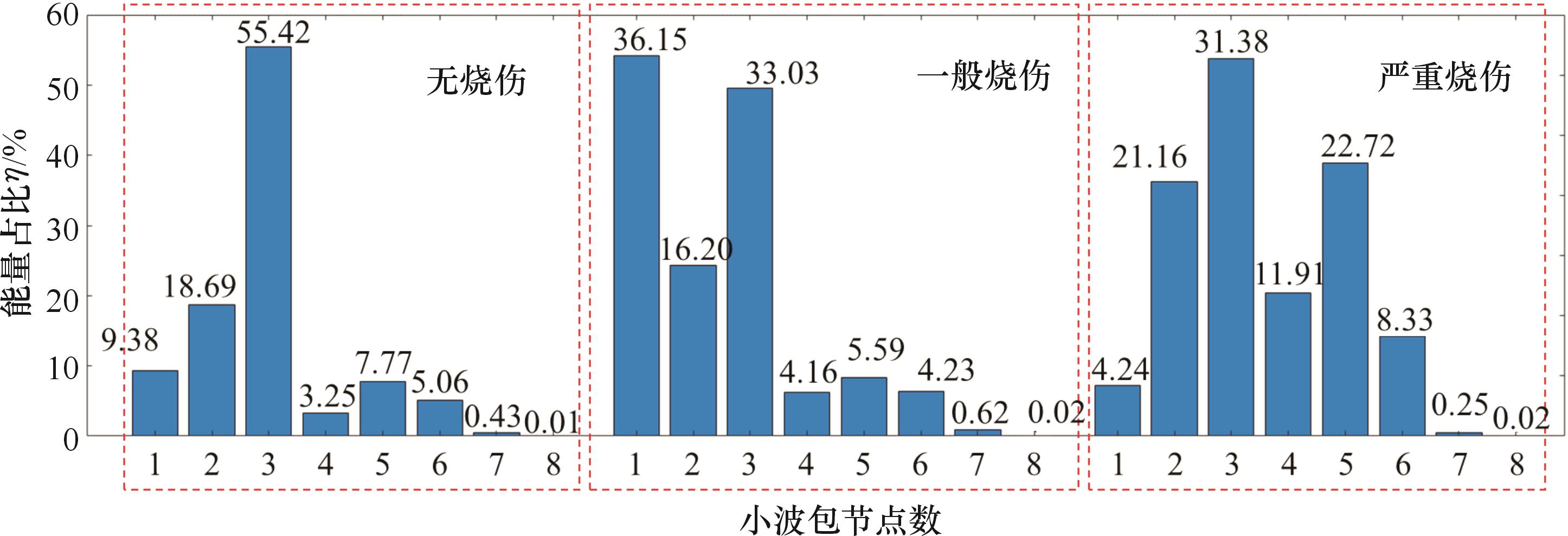
Fig.19 The energy ratio of each node of vibration signal
| AE 信号 | 振动信号 | ||||
|---|---|---|---|---|---|
| 排名 | 特征 | 权重得分 | 排名 | 特征 | 权重得分 |
| 1 | 功率谱重心频率 | 0.1388 | 1 | 中频RMS | 0.0210 |
| 2 | 功率谱均方频率 | 0.13499 | 2 | 功率谱均方频率 | 0.0184 |
| 3 | 高频能量占比 | 0.1325 | 3 | 功率谱矩心 | 0.0183 |
| 4 | 高频RMS | 0.1209 | 4 | 中频标准差 | 0.0114 |
| 5 | 中频RMS | 0.1081 | 5 | 幅值谱重心频率 | 0.0049 |
| 6 | 功率谱频率方差 | 0.1067 | 6 | 高频RMS | -0.0076 |
| 7 | 幅值谱重心频率 | 0.0961 | 7 | 高频标准差 | -0.0081 |
| 8 | 高频标准差 | 0.0788 | 8 | 高频能量占比 | -0.0114 |
| 9 | 高频节点/低频节点的能量比值 | 0.0723 | 9 | 高频峭度 | -0.0135 |
| 10 | 中频标准差 | 0.0643 | 10 | 中频能量占比 | -0.0195 |
| 11 | 低频RMS | 0.0490 | |||
| 12 | 低频偏度 | 0.0334 | |||
| 13 | 中频能量占比 | 0.0321 | |||
| 14 | 低频峭度 | 0.0272 | |||
| 15 | 低频标准差 | 0.0266 | |||
Tab.6 Weight ranking of AE and vibration signal features
| AE 信号 | 振动信号 | ||||
|---|---|---|---|---|---|
| 排名 | 特征 | 权重得分 | 排名 | 特征 | 权重得分 |
| 1 | 功率谱重心频率 | 0.1388 | 1 | 中频RMS | 0.0210 |
| 2 | 功率谱均方频率 | 0.13499 | 2 | 功率谱均方频率 | 0.0184 |
| 3 | 高频能量占比 | 0.1325 | 3 | 功率谱矩心 | 0.0183 |
| 4 | 高频RMS | 0.1209 | 4 | 中频标准差 | 0.0114 |
| 5 | 中频RMS | 0.1081 | 5 | 幅值谱重心频率 | 0.0049 |
| 6 | 功率谱频率方差 | 0.1067 | 6 | 高频RMS | -0.0076 |
| 7 | 幅值谱重心频率 | 0.0961 | 7 | 高频标准差 | -0.0081 |
| 8 | 高频标准差 | 0.0788 | 8 | 高频能量占比 | -0.0114 |
| 9 | 高频节点/低频节点的能量比值 | 0.0723 | 9 | 高频峭度 | -0.0135 |
| 10 | 中频标准差 | 0.0643 | 10 | 中频能量占比 | -0.0195 |
| 11 | 低频RMS | 0.0490 | |||
| 12 | 低频偏度 | 0.0334 | |||
| 13 | 中频能量占比 | 0.0321 | |||
| 14 | 低频峭度 | 0.0272 | |||
| 15 | 低频标准差 | 0.0266 | |||
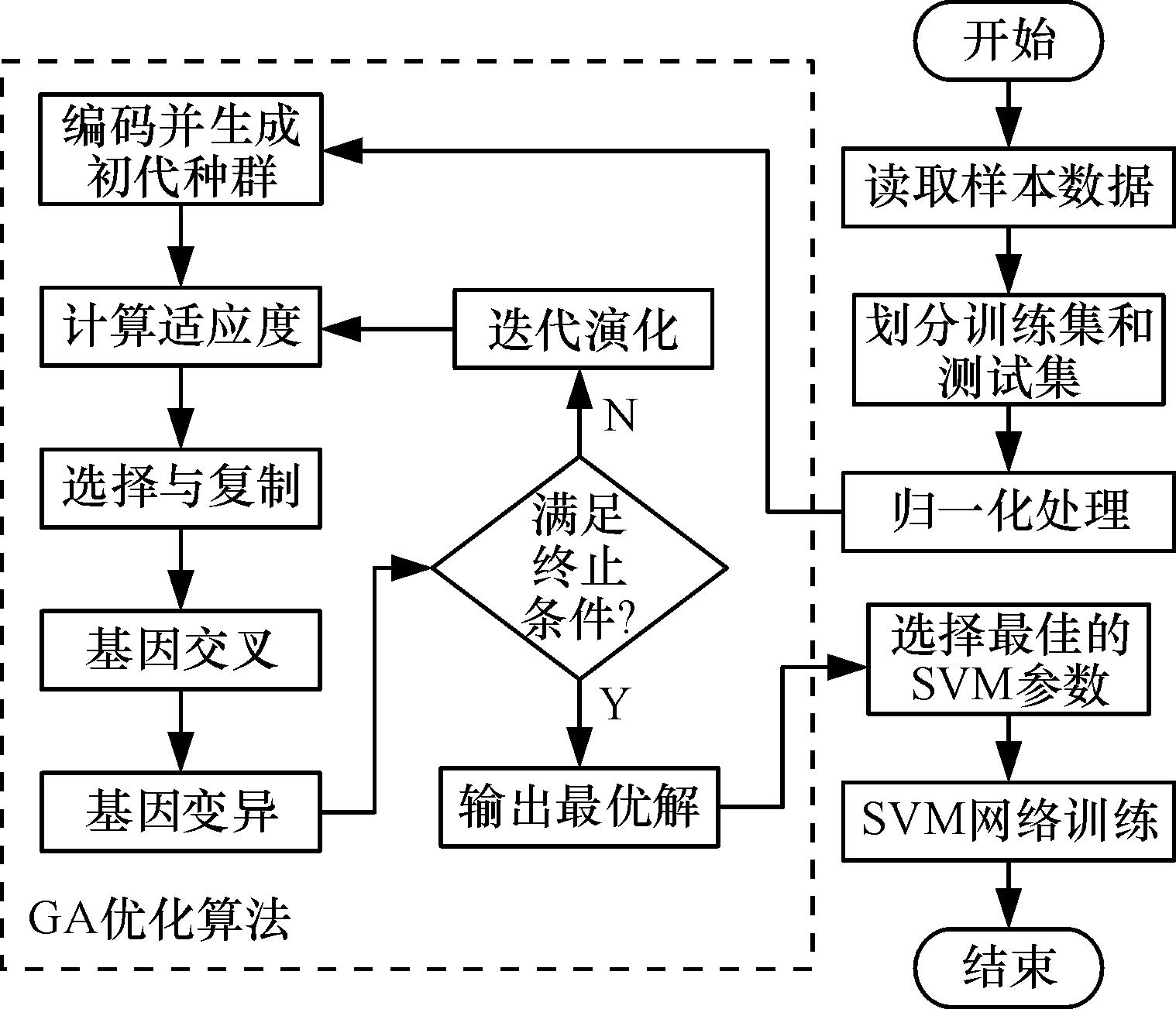
Fig.20 GA-SVM flow chart
| 样本 | 样本数 |
|---|---|
| 训练样本 | 严重烧伤:9 一般烧伤:20 无烧伤:11 |
| 测试样本 | 严重烧伤:3 一般烧伤:4 无烧伤:3 |
Tab.7 Training and test sample distribution
| 样本 | 样本数 |
|---|---|
| 训练样本 | 严重烧伤:9 一般烧伤:20 无烧伤:11 |
| 测试样本 | 严重烧伤:3 一般烧伤:4 无烧伤:3 |
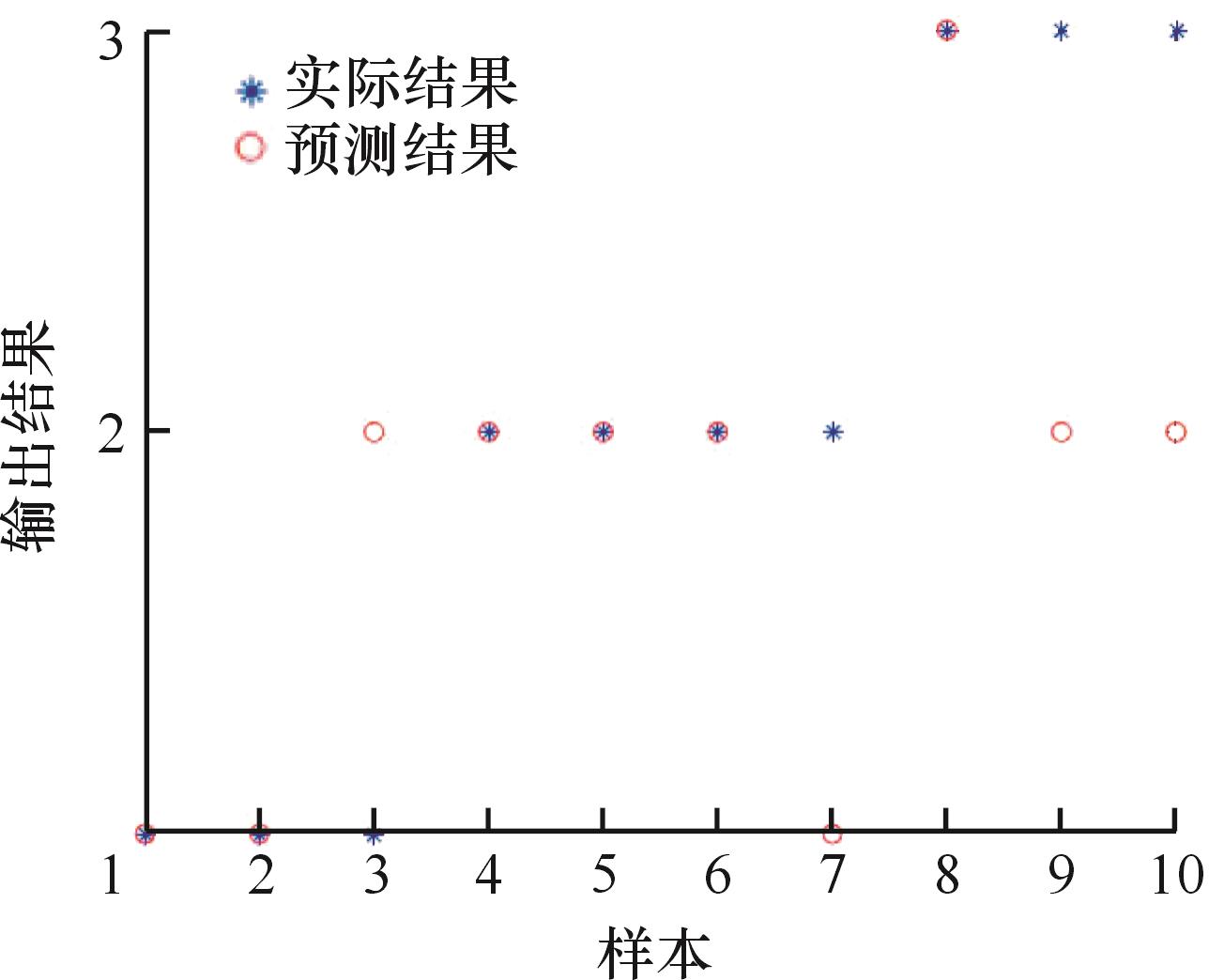
Fig.21 Classification results of SVM
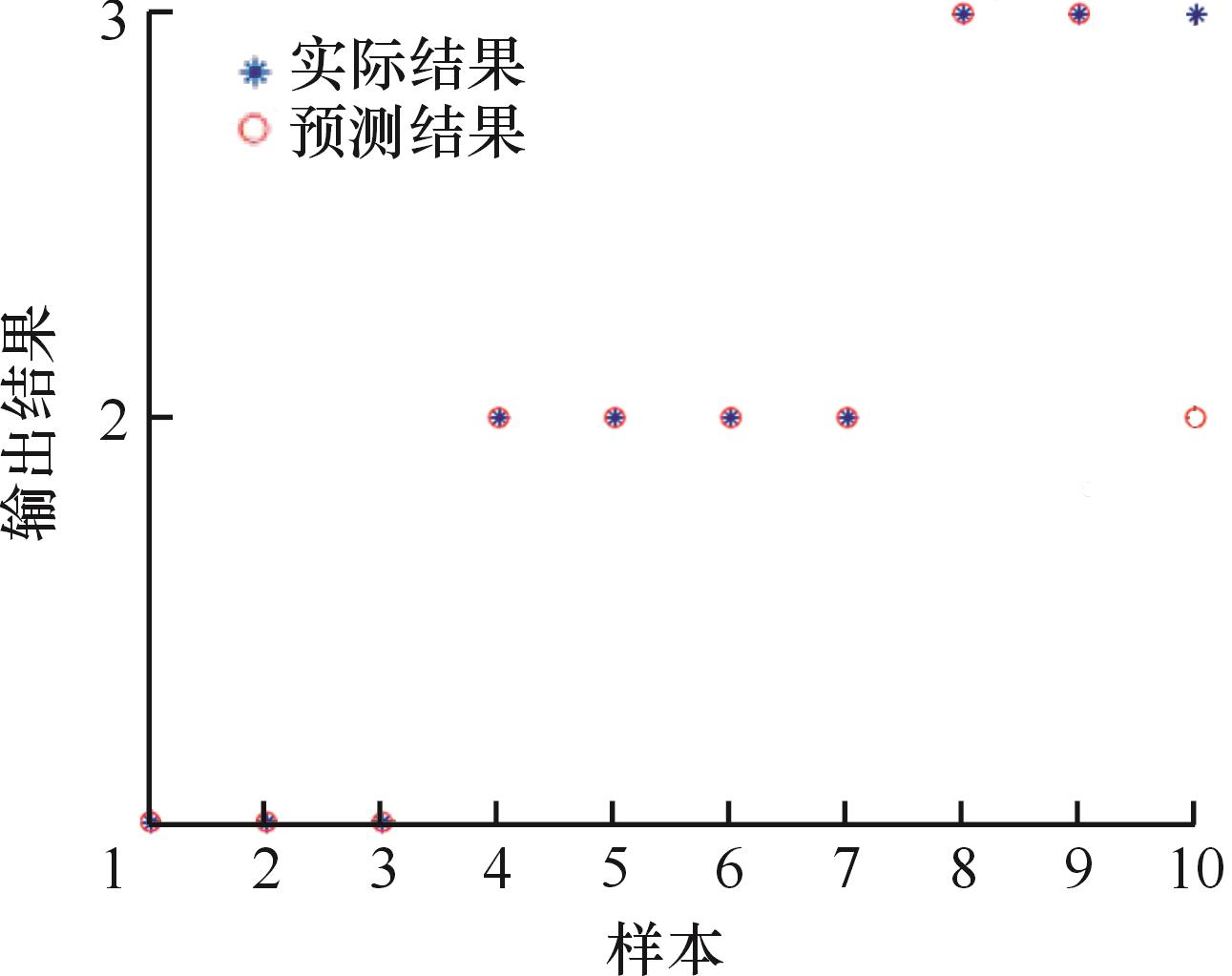
Fig.22 Classification results of GA-SVM
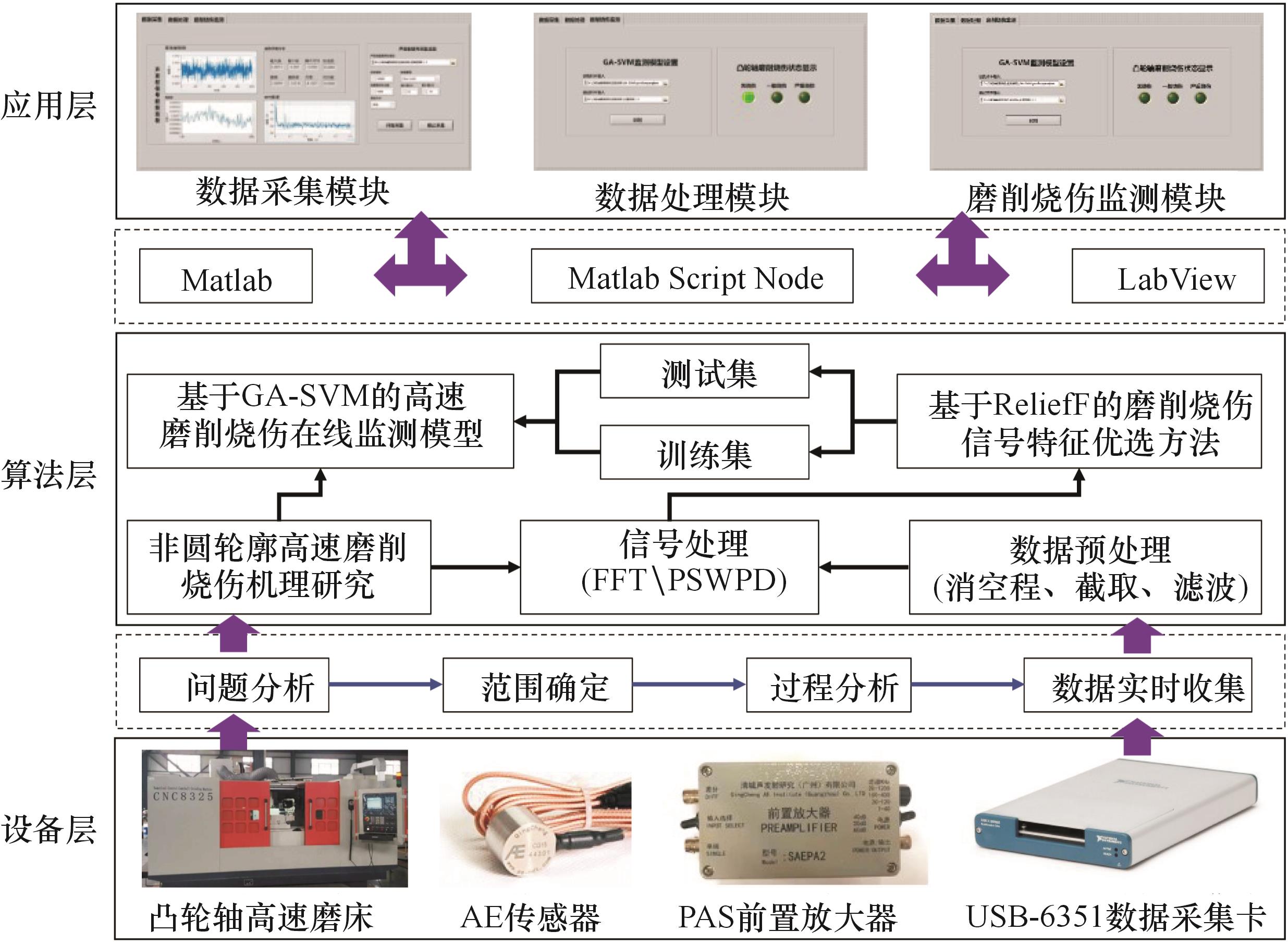
Fig.23 Online monitoring system architecture
| [1] | SAIO K, MORIMOTO S, ARIKABE T, et al. Development of Ultra-high Speed, High-accuracy Profile Grinding Machine [J]. Komatsu Technical Report,2017, 63(170): 9-17. |
| [2] | 邓朝晖, 刘涛, 廖礼鹏, 等. 凸轮轴高速磨削温度的实验研究[J]. 中国机械工程, 2016, 27(20): 2717-2722. |
| DENG Zhaohui, LIU Tao, LIAO Lipeng, et al. Experimental Investigation on Temperature in Camshaft High Speed Grinding[J]. China Mechanical Engineering, 2016, 27(20): 2717-2722. | |
| [3] | 朱正德. 工件磨削烧伤及其检测、评定方法简析[J]. 柴油机设计与制造, 2013, 19(2): 36-39. |
| ZHU Zhengde. Analysis on Inspection and Evaluation of Burnt Part Due to Grinding[J]. Design and Manufacture of Diesel Engine, 2013, 19(2): 36-39. | |
| [4] | 金滩, 易军. 高速高效磨削传热过程建模与数值分析方法[M]. 北京: 机械工业出版社, 2016: 12-38. |
| JIN Tan, YI Jun. Modeling and Numerical Analysis Method of Heat Transfer Process in High-speed and High-efficiency Grinding[M]. Beijing: China Machine Press, 2016: 12-38. | |
| [5] | WAN Linlin, DENG Zhaohui, LIU Tao, et al. Experimental Investigation of Grinding Temperature and Burn in High Speed Deep Camshaft Grinding[J]. International Journal of Abrasive Technology, 2016, 7(4): 321. |
| [6] | WANG Jianjian, FENG Pingfa, ZHA Tijian. Process Monitoring in Precision Cylindrical Traverse Grinding of Slender Bar Using Acoustic Emission Technology[J]. Journal of Mechanical Science and Technology, 2017, 31(2): 859-864. |
| [7] | LAURO C H, BRANDÃO L C, BALDO D, et al. Monitoring and Processing Signal Applied in Machining Processes-a Review[J]. Measurement, 2014, 58: 73-86. |
| [8] | LIU Qiang, CHEN Xun, GINDY N. Investigation of Acoustic Emission Signals under a Simulative Environment of Grinding Burn[J]. International Journal of Machine Tools and Manufacture, 2006, 46(3/4): 284-292. |
| [9] | CHEN Xun, GRIFFIN J, LIU Qiang. Mechanical and Thermal Behaviours of Grinding Acoustic Emission[J]. International Journal of Manufacturing Technology and Management, 2007, 12(1/2/3): 184. |
| [10] | YANG Zhensheng, YU Zhonghua, XIE Chao, et al. Application of Hilbert-Huang Transform to Acoustic Emission Signal for Burn Feature Extraction in Surface Grinding Process[J]. Measurement, 2014, 47: 14-21. |
| [11] | 朱欢欢, 迟玉伦, 闻章, 等. 断续磨削表面烧伤机理与在线监测方法研究[J]. 表面技术, 2021, 50(9): 379-389. |
| ZHU Huanhuan, CHI Yulun, WEN Zhang, et al. Research on Burn Mechanism of Intermittent Grinding Surface and Online Monitoring Method[J]. Surface Technology, 2021, 50(9): 379-389. | |
| [12] | GAO Zheyu, LIN Jing, WANG Xiufeng, et al. Grinding Burn Detection Based on Cross Wavelet and Wavelet Coherence Analysis by Acoustic Emission Signal[J]. Chinese Journal of Mechanical Engineering, 2019, 32(1): 68. |
| [13] | GUO Weicheng, LI Beizhi, SHEN Shouguo, et al. An Intelligent Grinding Burn Detection System Based on Two-stage Feature Selection and Stacked Sparse Autoencoder[J]. The International Journal of Advanced Manufacturing Technology, 2019, 103(5): 2837-2847. |
| [14] | HÜBNER H B, DUARTE M A V, Da SILVA R B. Automatic Grinding Burn Recognition Based on Time-frequency Analysis and Convolutional Neural Networks[J]. The International Journal of Advanced Manufacturing Technology, 2020, 110(7): 1833-1849. |
| [15] | YANG Zhensheng, YU Zhonghua. Experimental Study of Burn Classification and Prediction Using Indirect Method in Surface Grinding of AISI 1045 Steel[J]. The International Journal of Advanced Manufacturing Technology, 2013, 68(9): 2439-2449. |
| [16] | 袁子皓. 基于多传感器信息融合的刀具磨损状态监测系统研究[D]. 洛阳: 河南科技大学, 2014. |
| YUAN Zihao. Research on Tool Wear Condition Monitoring System Based on Multi-sensor Information Fusion[D]. Luoyang: Henan University of Science and Technology, 2014. | |
| [17] | 李尧, 刘强. 基于小波包及Hilbert-Huang变换的数控铣削颤振诊断技术[J]. 计算机集成制造系统, 2015, 21(1): 204-216. |
| LI Yao, LIU Qiang. Chatter Identification in CNC Milling Based on Wallet Packet and Hilbert-Huang Transform[J]. Computer Integrated Manufacturing Systems, 2015, 21(1): 204-216. | |
| [18] | 王宗炼, 任会兰, 宁建国. 基于小波变换降噪的声发射源定位方法[J]. 振动与冲击, 2018, 37(4): 226-232. |
| WANG Zonglian, REN Huilan, NING Jianguo. Acoustic Emission Source Location Based on Wavelet Transform De-noising[J]. Journal of Vibration and Shock, 2018, 37(4): 226-232. | |
| [19] | 孙林, 陈雨生, 徐久成. 基于改进ReliefF的多标记特征选择算法[J]. 山东大学学报(理学版), 2022, 57(4): 1-11. |
| SUN Lin, CHEN Yusheng, XU Jiucheng. Multilabel Feature Selection Algorithm Based on Improved ReliefF[J]. Journal of Shandong University (Natural Science), 2022, 57(4): 1-11. | |
| [20] | ZHUO Rongjin, DENG Zhaohui, CHEN Bing, et al. Research on Online Intelligent Monitoring System of Band Saw Blade Wear Status Based on Multi-feature Fusion of Acoustic Emission Signals[J]. The International Journal of Advanced Manufacturing Technology, 2022, 121(7): 4533-4548. |
| [21] | 王晶. 基于DGA特征量优选与GA-SVM的变压器故障诊断模型[D]. 杭州: 中国计量大学, 2021. |
| WANG Jing. Transformer Based on DGA Feature Quantity Optimization and GA-SVM Fault Diagnosis Model. Hangzhou: China University of Metrology, 2021. |
| [1] | ZHANG Peng, CAO Zeze, KOU Shuqing, WANG Tao, GUO Jibao, LI Jinzhe, WU Lei. Research on Joint Strength and Radial Knurling Connection Mechanism of Assembled Camshafts [J]. China Mechanical Engineering, 2022, 33(06): 664-671. |
| [2] |
LIU Tao, DENG Zhaohui, GE Zhiguang, LYU Lishu, LIU Wei, PENG Keli .
Implementation of Intelligent Decision Cloud Service for Camshaft Grinding Processes
[J]. China Mechanical Engineering, 2020, 31(07): 773-780.
|
| [3] | ZHANG Haicong;LIU Tonggang;LI Linning;QIU Xianming. Experimental Study on On-line Monitoring Device for Wear Particles [J]. China Mechanical Engineering, 2018, 29(01): 30-35. |
| [4] | ZHANG Qiang, LIU Zhiheng, WANG Haijian, HUANG Chuanhui, Nguyen Viet Tuyen. On-line Monitoring of Pick's Wear Degrees Based on BP Neural Network [J]. China Mechanical Engineering, 2017, 28(09): 1062-1068. |
| [5] | Deng Zhaohui , Liu Tao, Liao Lipeng, Liu Wei, Wan Linlin, Peng Keli. Experimental Investigation on Temperature in Camshaft High Speed Grinding [J]. China Mechanical Engineering, 2016, 27(20): 2717-2722. |
| [6] | Yang Shouzhi, Deng Zhaohui, Liu Wei, Li Jian, Peng Keli. Contour Error Analysis and Compensation for Camshaft CNC Grinding [J]. China Mechanical Engineering, 2016, 27(16): 2230-2235. |
| [7] | Guo Li, Jiang Zhishun, Shang Zhentao. Experimental Research on HVOF Sprayed WC-17Co Coating at High Speed Grinding Mechanism [J]. China Mechanical Engineering, 2016, 27(10): 1279-1286. |
| [8] | Yang Shouzhi, Deng Zhaohui, Wu Guiyun, Liu Wei, Wan Linlin, Peng Keli. Modeling and Experimental Research of Workpiece Spindle Speed Optimization in CNC Camshaft Grinding [J]. China Mechanical Engineering, 2016, 27(05): 652-657. |
| [9] | Chen Guiping, Wen Guilin. Parameterized Modeling and Modal Analysis of High Speed Grinding Machine Structure [J]. China Mechanical Engineering, 2015, 26(18): 2415-2418. |
| [10] | Wan Linlin, Deng Zhaohui, Huang Qiang, Liu Zhijian. On-machine Measurement Technology of Camshaft High Speed NC Grinding [J]. China Mechanical Engineering, 2015, 26(13): 1747-1751. |
| [11] | Tian Lin, Fu Yucan, Yang Lu, Zhao Jiayan. Experimental Studies for High Speed Grinding of Titanium Alloy Ti6Al4V [J]. China Mechanical Engineering, 2014, 25(22): 3056-3060. |
| [12] | FENG Can-Bei, XIE Gui-Zhi, CHENG Xiao-Min, GUO Li, CHANG Zhen-Chao. #br# #br# Process Test Research on Stainless Steel in Ultra-high Speed Grinding [J]. China Mechanical Engineering, 2013, 24(3): 322-326. |
| [13] | Li Jing;Zhang Wei;Shen Nanyan;Wang Xinling. Study on Profile Reconstruction Method for Concave Curve of Locomotive Engine Camshaft in Non-circular Grinding [J]. China Mechanical Engineering, 2013, 24(20): 2836-2839. |
| [14] | FAN Jin-Wei-1, MEI Qin-1, BANG Gao-2, JIN Ai-Hui-1, NING Kun-1, LI Hai-Chong-1. Research on Geometric Error Modeling and Parameter Identification Technology Theory of Automotive Camshaft Grinding Based on Multi-body System Theory [J]. China Mechanical Engineering, 2013, 24(16): 2216-2222. |
| [15] | CHEN Jian-Yi-1, XU Xi-Feng-2. Study on Specific Grinding Energy of Alumina Grinding with a Brazed Diamond Wheel in High Speed Regime [J]. China Mechanical Engineering, 2013, 24(07): 890-894. |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||