


ISSN 1004-132X
CN 42-1294/TH
CN 42-1294/TH
中国机械工程 ›› 2026, Vol. 37 ›› Issue (2): 416-427.DOI: 10.3969/j.issn.1004-132X.2026.02.017
邓晓强, 战韬阳, 项薇( ), 林文文, 余军合, 郑志鹏
), 林文文, 余军合, 郑志鹏
收稿日期:2024-11-29
出版日期:2026-02-25
发布日期:2026-03-13
通讯作者:
项薇
作者简介:邓晓强,男,1999年生,硕士研究生。研究方向为制造系统工程基金资助:
DENG Xiaoqiang, ZHAN Taoyang, XIANG Wei(), LIN Wenwen, YU Junhe, ZHENG Zhipeng
Received:2024-11-29
Online:2026-02-25
Published:2026-03-13
Contact:
XIANG Wei
摘要:
注塑成形过程中,塑件尺寸易受多种复杂因素的耦合影响。为提高预测精度,提出一种基于时间卷积网络(TCN)-双向门控循环单元(BiGRU)-SE注意力机制(SE)的注塑质量预测方法(TCN-BiGRU-SE)。采用TCN-BiGRU-SE网络提取时序数据的深层特征,表征注塑过程中的动态变化;提取注射和保压阶段的定量特征值及量纲一值,堆叠形成三维矩阵,通过卷积神经网络(CNN)进行降维,捕捉关键阶段的变化趋势。通过融合高频数据、统计特征与机器状态信息,构建了一个端到端的深度预测模型,以实现对塑件尺寸的预测。在富士康注塑成形数据集上进行了模型对比、消融实验和稳定性检验,并在三类注塑实验数据集上进行了泛化性检验,结果表明,所建模型在多项评价指标上优于其他方法,具有良好的鲁棒性和泛化能力。
中图分类号:
邓晓强, 战韬阳, 项薇, 林文文, 余军合, 郑志鹏. 基于TCN-BiGRU-SE两阶段特征提取与多特征融合的注塑质量预测方法[J]. 中国机械工程, 2026, 37(2): 416-427.
DENG Xiaoqiang, ZHAN Taoyang, XIANG Wei, LIN Wenwen, YU Junhe, ZHENG Zhipeng. Injection Molding Quality Prediction Method Based on Two-stage Feature Extraction and Multi-feature Fusion Using TCN-BiGRU-SE Model[J]. China Mechanical Engineering, 2026, 37(2): 416-427.
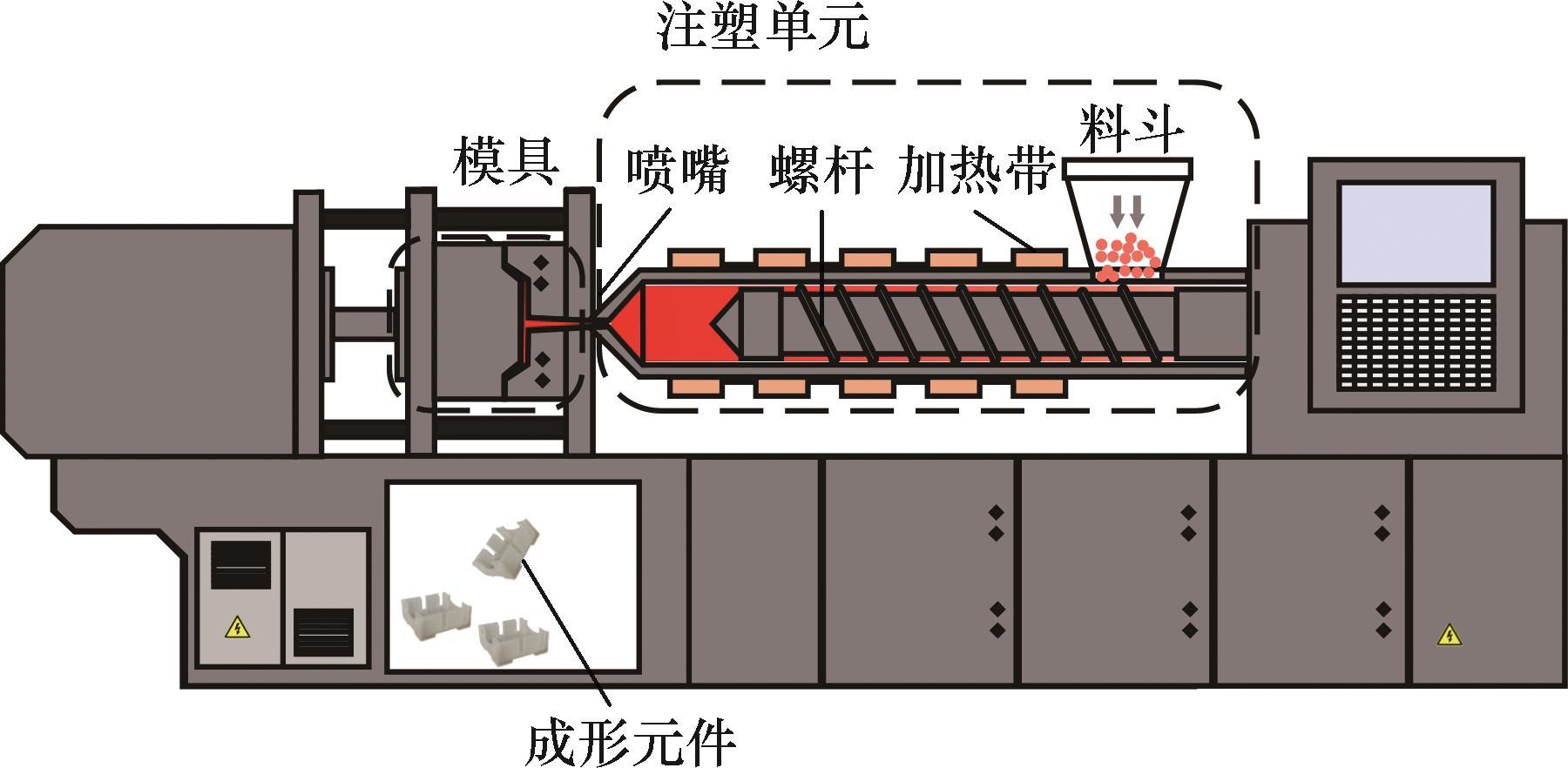
图1 注塑机的关键结构
Fig.1 Main structure of the injection molding machine
特征 类型 | 变量 名称 | 符 号 | 数值范围 | 单位 | 说明 |
|---|---|---|---|---|---|
高频 时序 数据 | 模内 压力 | p | 5~40 | MPa | 反映熔体填充模腔 时模具内部的压力 |
模内 温度 | T | 90~240 | ℃ | 模腔内部的温度 | |
实际 螺杆 位置 | D | 32~105 | mm | 螺杆在注射筒中的实际物理位置 | |
冷却 水流量 | Q | 12~20 | L/min | 冷却系统中循环水的流动速率 | |
| … | … | … | … | … | |
机器 状态 | 保压 时间 | Tb | 11~13.5 | s | 保压阶段的持续时间 |
熔胶 背压 | Pb | 5~11 | MPa | 液压系统施加在螺杆上的反向压力 | |
| … | … | … | … | … | |
质量 标签 | 尺寸(Size) | S | … | mm | 成形制品某个部位的尺寸 |
表1 注塑成形过程中的部分特征说明
Tab.1 Description of partial features in the injection molding process
特征 类型 | 变量 名称 | 符 号 | 数值范围 | 单位 | 说明 |
|---|---|---|---|---|---|
高频 时序 数据 | 模内 压力 | p | 5~40 | MPa | 反映熔体填充模腔 时模具内部的压力 |
模内 温度 | T | 90~240 | ℃ | 模腔内部的温度 | |
实际 螺杆 位置 | D | 32~105 | mm | 螺杆在注射筒中的实际物理位置 | |
冷却 水流量 | Q | 12~20 | L/min | 冷却系统中循环水的流动速率 | |
| … | … | … | … | … | |
机器 状态 | 保压 时间 | Tb | 11~13.5 | s | 保压阶段的持续时间 |
熔胶 背压 | Pb | 5~11 | MPa | 液压系统施加在螺杆上的反向压力 | |
| … | … | … | … | … | |
质量 标签 | 尺寸(Size) | S | … | mm | 成形制品某个部位的尺寸 |
| 尺寸名称 | 尺寸及上下偏差/mm | 公差范围T/mm |
|---|---|---|
| Size1 | 300±0.150 | 0.30 |
| Size2 | 200±0.075 | 0.15 |
| Size3 | 200±0.075 | 0.15 |
表2 注塑件尺寸及公差范围
Tab.2 Dimensions and tolerance range of injection parts
| 尺寸名称 | 尺寸及上下偏差/mm | 公差范围T/mm |
|---|---|---|
| Size1 | 300±0.150 | 0.30 |
| Size2 | 200±0.075 | 0.15 |
| Size3 | 200±0.075 | 0.15 |
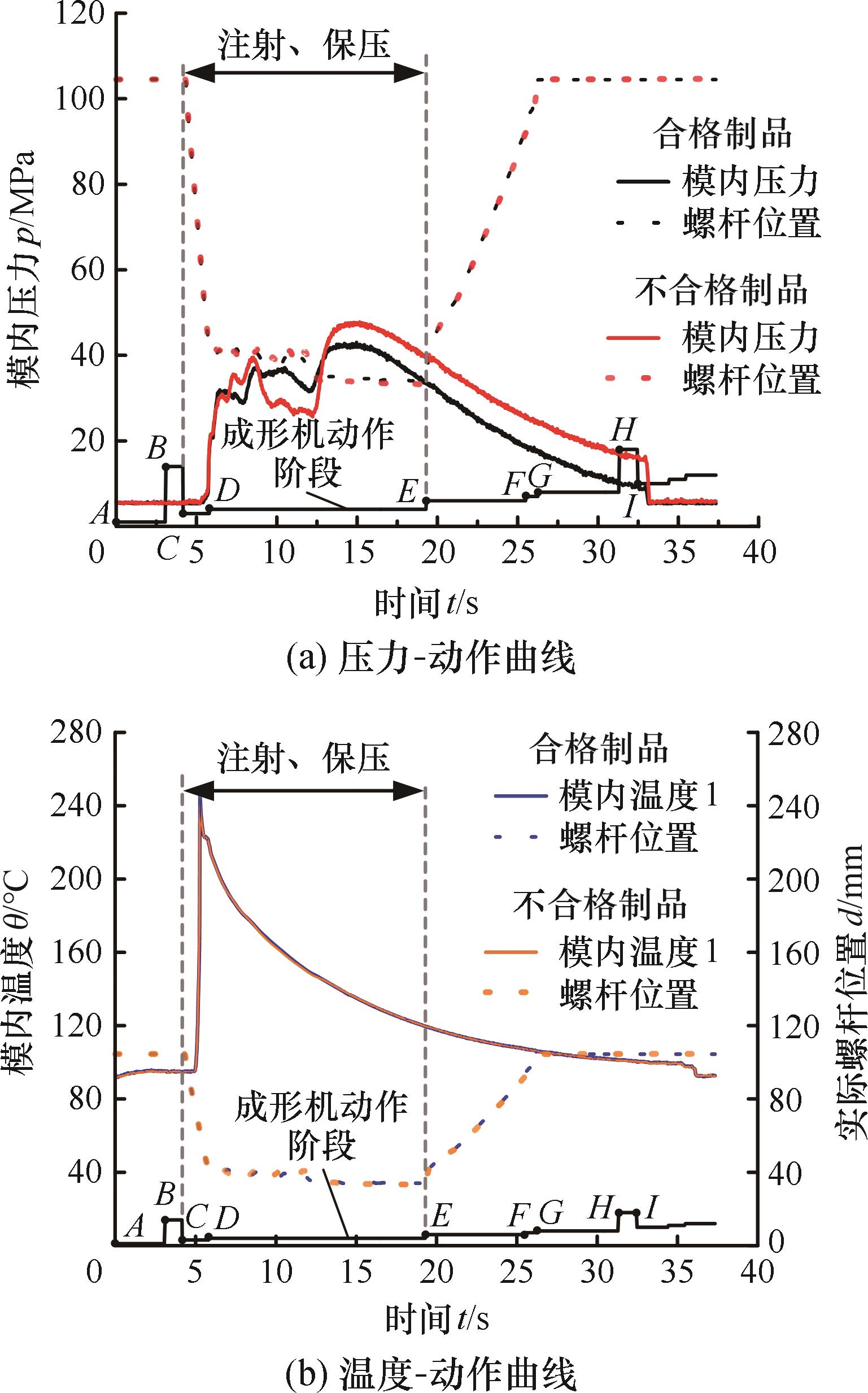
图2 合格与不合格制品的温度、压力动作曲线对比
Fig.2 Comparison of temperature and pressure action curves between qualified and unqualified products
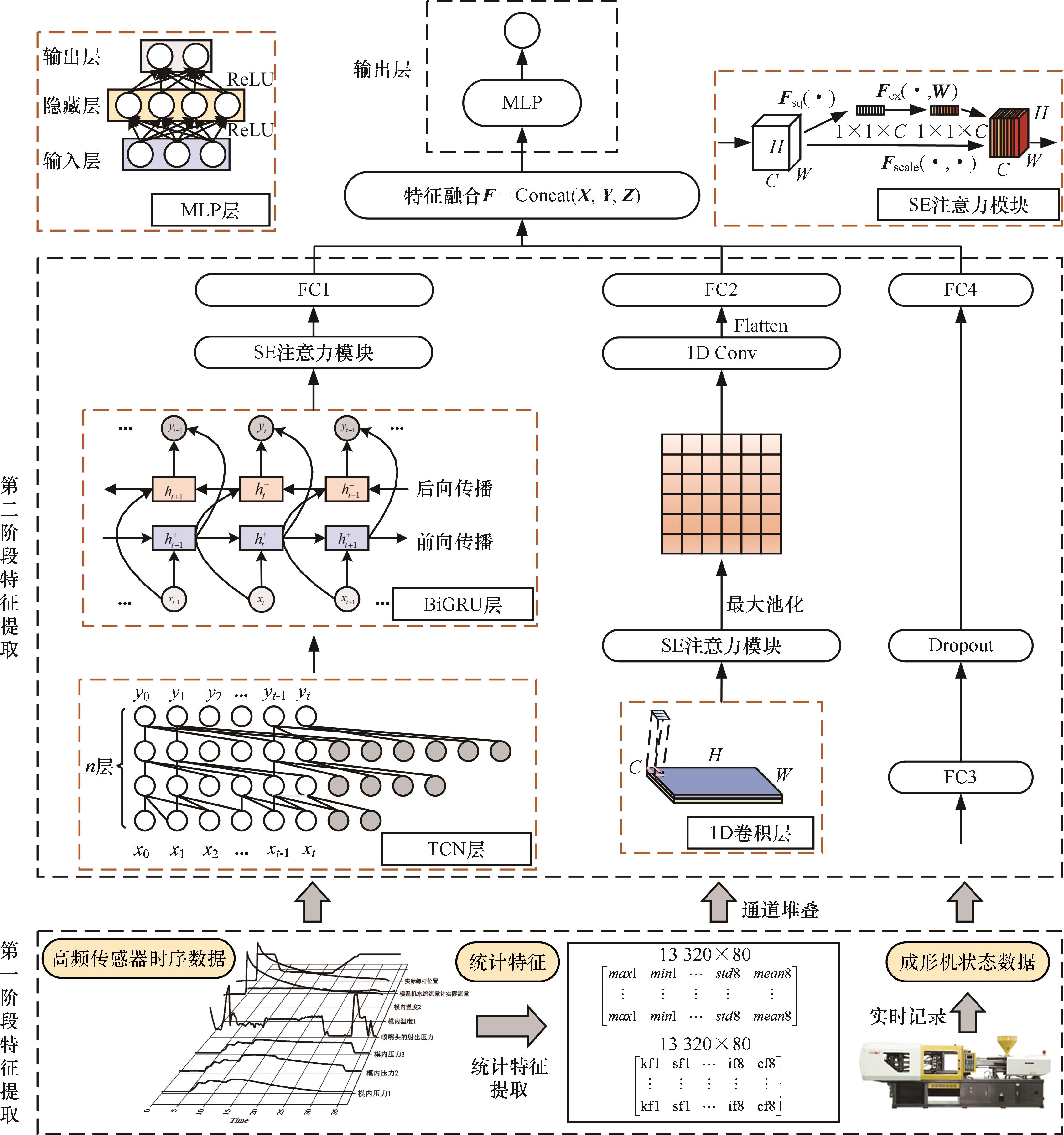
图3 基于TCN-BiGRU-SE多特征融合的注塑质量预测模型
Fig.3 Injection quality prediction model based on TCN-BiGRU-SE multi-feature fusion
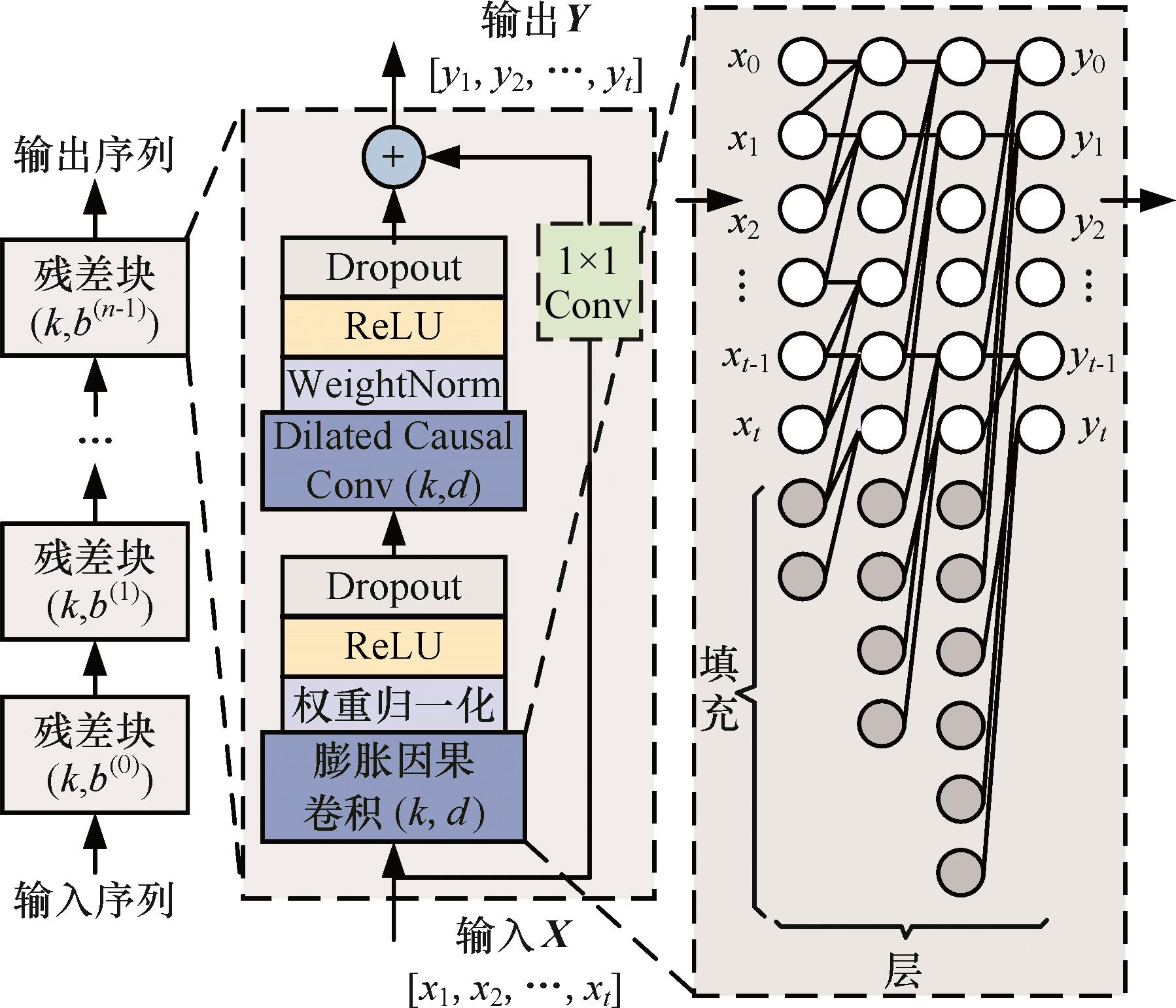
图4 TCN网络
Fig.4 TCN network
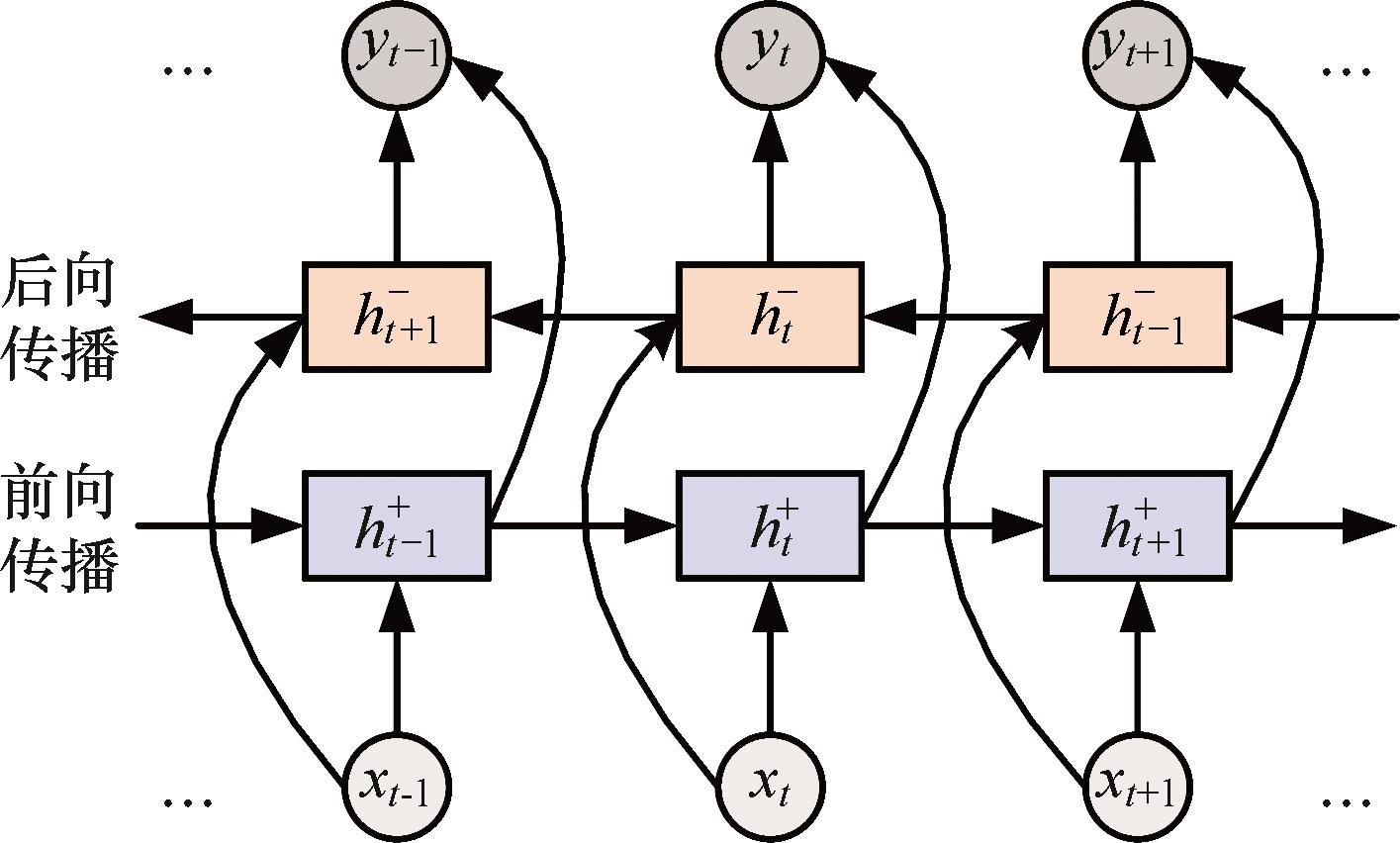
图5 BiGRU结构
Fig.5 BiGRU structure
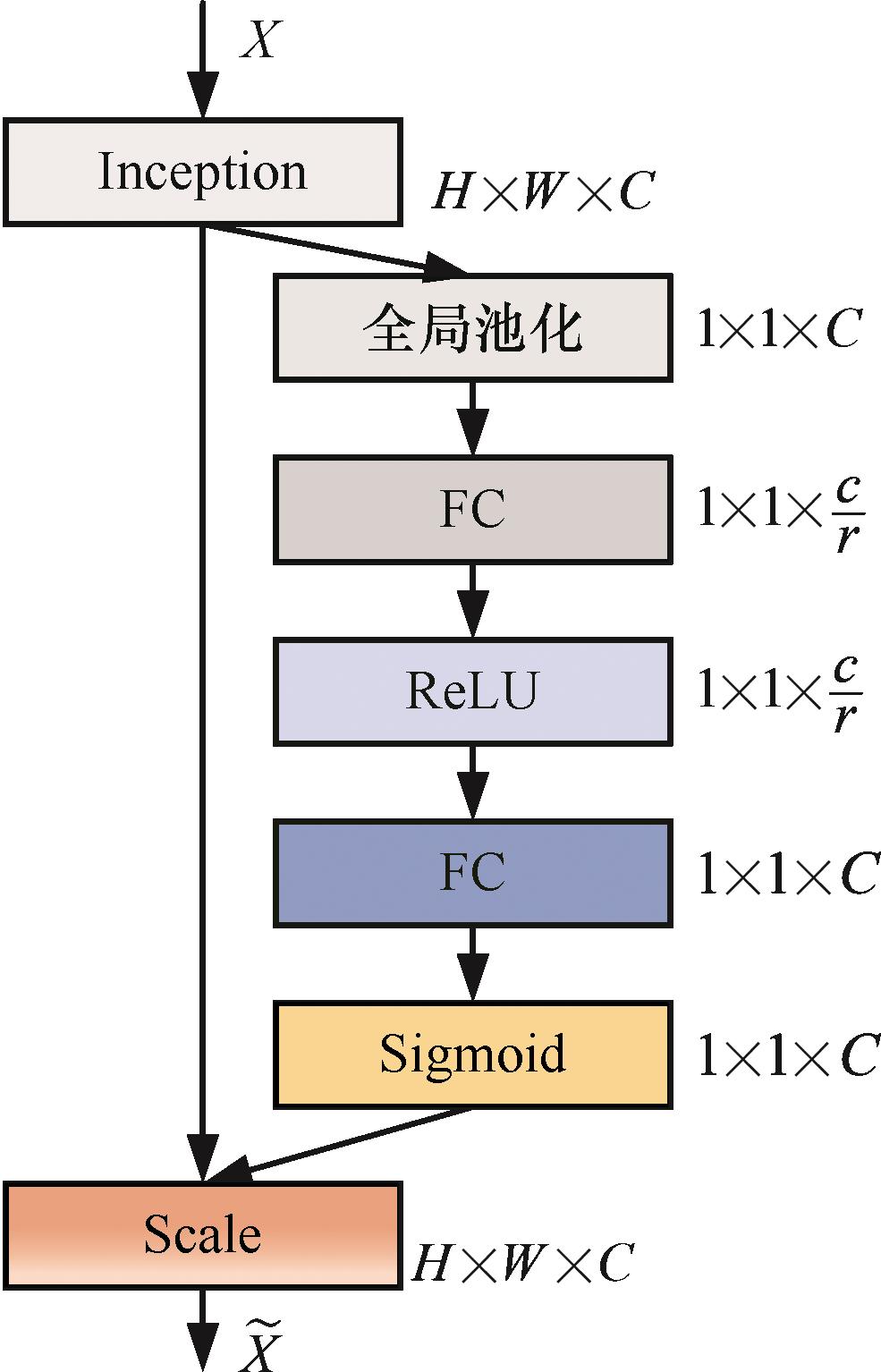
图6 SE注意力机制结构
Fig.6 SE attention mechanism structure
| 输入特征 | 网络层名称 | 设置参数 | 输出维度 |
|---|---|---|---|
| 传感器时序数据 | Input(sensor_input) | (128,8) | (None,128,8) |
| TCN | (filters=64,kernel=3,dilation_rate=[ | (None,128,64) | |
| BiGRU | (units=64,return_sequences=True) | (None,128,128) | |
| SE Block | (reduction_ratio=16) | (None,1,128) | |
| FC1 | (units=512,activation='relu') | (None,512) | |
| 统计特征 | Input(tj_input) | (2,80) | (None,2,80) |
| Conv1D | (filters=64,kernel=3,padding='same',activation='relu') | (None,2,64) | |
| SE Block | (reduction_ratio=16)MaxPooling1D(pool_size=2) | (None,1,64) | |
| Conv1D | (filters=64,kernel=3,activation='relu',padding='same')Flatten | (None,64) | |
| FC2 | (units=160,activation='relu') | (None,160) | |
| 成形机状态数据 | Input(state_input) | (,41) | (None,41) |
| FC3,4 | (units=41,activation='relu')*2,dropout_rate=0.2 | (None,41) | |
| 输出层MLP | Concatenate | - | (None,713) |
| FC5,6 | (units=512,activation='relu')*2,dropout_rate=0.2 | (None,512) | |
| Out | units=1 | (None,1) |
表3 各网络层参数设置
Tab.3 Parameter settings of each network layer
| 输入特征 | 网络层名称 | 设置参数 | 输出维度 |
|---|---|---|---|
| 传感器时序数据 | Input(sensor_input) | (128,8) | (None,128,8) |
| TCN | (filters=64,kernel=3,dilation_rate=[ | (None,128,64) | |
| BiGRU | (units=64,return_sequences=True) | (None,128,128) | |
| SE Block | (reduction_ratio=16) | (None,1,128) | |
| FC1 | (units=512,activation='relu') | (None,512) | |
| 统计特征 | Input(tj_input) | (2,80) | (None,2,80) |
| Conv1D | (filters=64,kernel=3,padding='same',activation='relu') | (None,2,64) | |
| SE Block | (reduction_ratio=16)MaxPooling1D(pool_size=2) | (None,1,64) | |
| Conv1D | (filters=64,kernel=3,activation='relu',padding='same')Flatten | (None,64) | |
| FC2 | (units=160,activation='relu') | (None,160) | |
| 成形机状态数据 | Input(state_input) | (,41) | (None,41) |
| FC3,4 | (units=41,activation='relu')*2,dropout_rate=0.2 | (None,41) | |
| 输出层MLP | Concatenate | - | (None,713) |
| FC5,6 | (units=512,activation='relu')*2,dropout_rate=0.2 | (None,512) | |
| Out | units=1 | (None,1) |
| 模型 | Size1 | Size2 | Size3 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| R2 | MSE值 | MAE值 | R2 | MSE值 | MAE值 | R2 | MSE值 | MAE值 | |
| SVR | 0.53 | 0.000 825 | 0.023 123 | 0.81 | 0.000 509 | 0.017 658 | 0.69 | 0.000 406 | 0.015 551 |
| XGBoost | 0.70 | 0.000 519 | 0.017 469 | 0.81 | 0.000 507 | 0.017 422 | 0.68 | 0.000 415 | 0.015 847 |
| LightGBM | 0.60 | 0.000 719 | 0.020 475 | 0.70 | 0.000 800 | 0.022 579 | 0.56 | 0.000 566 | 0.018 641 |
| MLP | 0.58 | 0.000 728 | 0.020 926 | 0.73 | 0.000 729 | 0.021 019 | 0.61 | 0.000 507 | 0.017 850 |
| LSTM | 0.69 | 0.000 552 | 0.018527 | 0.73 | 0.000 752 | 0.021 378 | 0.67 | 0.000 430 | 0.016 478 |
| GRU | 0.66 | 0.000 604 | 0.018 805 | 0.78 | 0.000 580 | 0.018 711 | 0.70 | 0.000 389 | 0.015 510 |
| Transformer | 0.74 | 0.000 454 | 0.016 421 | 0.83 | 0.000 464 | 0.016 628 | 0.72 | 0.000 363 | 0.014 904 |
| CNN-GRU | 0.75 | 0.000 440 | 0.015 839 | 0.79 | 0.000 580 | 0.018 447 | 0.72 | 0.000 366 | 0.014 663 |
| CNN-LSTM | 0.75 | 0.000 434 | 0.015 640 | 0.79 | 0.000 562 | 0.018 172 | 0.72 | 0.000 364 | 0.014 595 |
| TCN-BiLSTM-SE | 0.76 | 0.000 420 | 0.015 388 | 0.83 | 0.000 457 | 0.016 202 | 0.72 | 0.000 359 | 0.014 527 |
| TCN-BiGRU-SE | 0.77 | 0.000 415 | 0.014 983 | 0.83 | 0.000 450 | 0.015 973 | 0.74 | 0.000 335 | 0.014 078 |
表4 不同模型的预测性能对比
Tab.4 Comparison of prediction performance of different models
| 模型 | Size1 | Size2 | Size3 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| R2 | MSE值 | MAE值 | R2 | MSE值 | MAE值 | R2 | MSE值 | MAE值 | |
| SVR | 0.53 | 0.000 825 | 0.023 123 | 0.81 | 0.000 509 | 0.017 658 | 0.69 | 0.000 406 | 0.015 551 |
| XGBoost | 0.70 | 0.000 519 | 0.017 469 | 0.81 | 0.000 507 | 0.017 422 | 0.68 | 0.000 415 | 0.015 847 |
| LightGBM | 0.60 | 0.000 719 | 0.020 475 | 0.70 | 0.000 800 | 0.022 579 | 0.56 | 0.000 566 | 0.018 641 |
| MLP | 0.58 | 0.000 728 | 0.020 926 | 0.73 | 0.000 729 | 0.021 019 | 0.61 | 0.000 507 | 0.017 850 |
| LSTM | 0.69 | 0.000 552 | 0.018527 | 0.73 | 0.000 752 | 0.021 378 | 0.67 | 0.000 430 | 0.016 478 |
| GRU | 0.66 | 0.000 604 | 0.018 805 | 0.78 | 0.000 580 | 0.018 711 | 0.70 | 0.000 389 | 0.015 510 |
| Transformer | 0.74 | 0.000 454 | 0.016 421 | 0.83 | 0.000 464 | 0.016 628 | 0.72 | 0.000 363 | 0.014 904 |
| CNN-GRU | 0.75 | 0.000 440 | 0.015 839 | 0.79 | 0.000 580 | 0.018 447 | 0.72 | 0.000 366 | 0.014 663 |
| CNN-LSTM | 0.75 | 0.000 434 | 0.015 640 | 0.79 | 0.000 562 | 0.018 172 | 0.72 | 0.000 364 | 0.014 595 |
| TCN-BiLSTM-SE | 0.76 | 0.000 420 | 0.015 388 | 0.83 | 0.000 457 | 0.016 202 | 0.72 | 0.000 359 | 0.014 527 |
| TCN-BiGRU-SE | 0.77 | 0.000 415 | 0.014 983 | 0.83 | 0.000 450 | 0.015 973 | 0.74 | 0.000 335 | 0.014 078 |
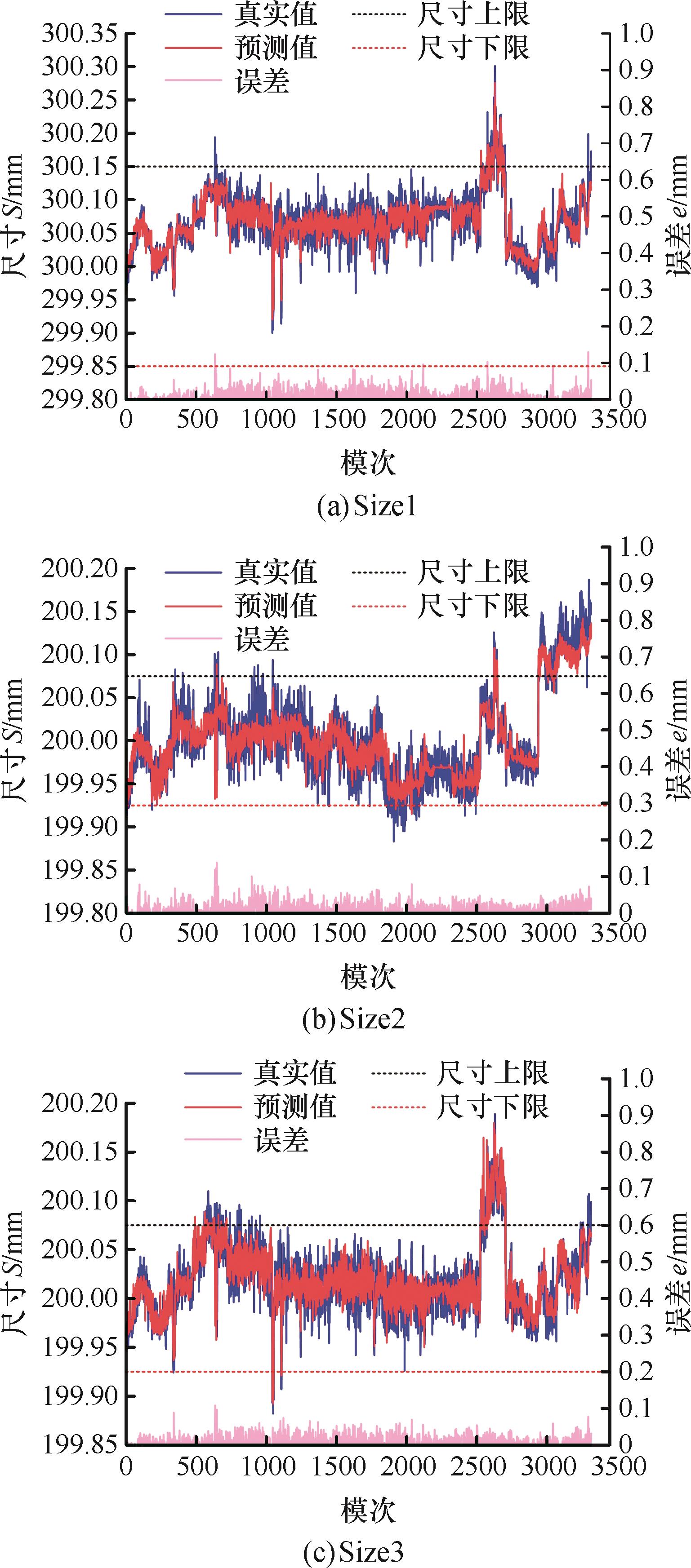
图7 TCN-BiGRU-SE模型预测效果
Fig.7 Prediction performance of the TCN-BiGRU-SE model
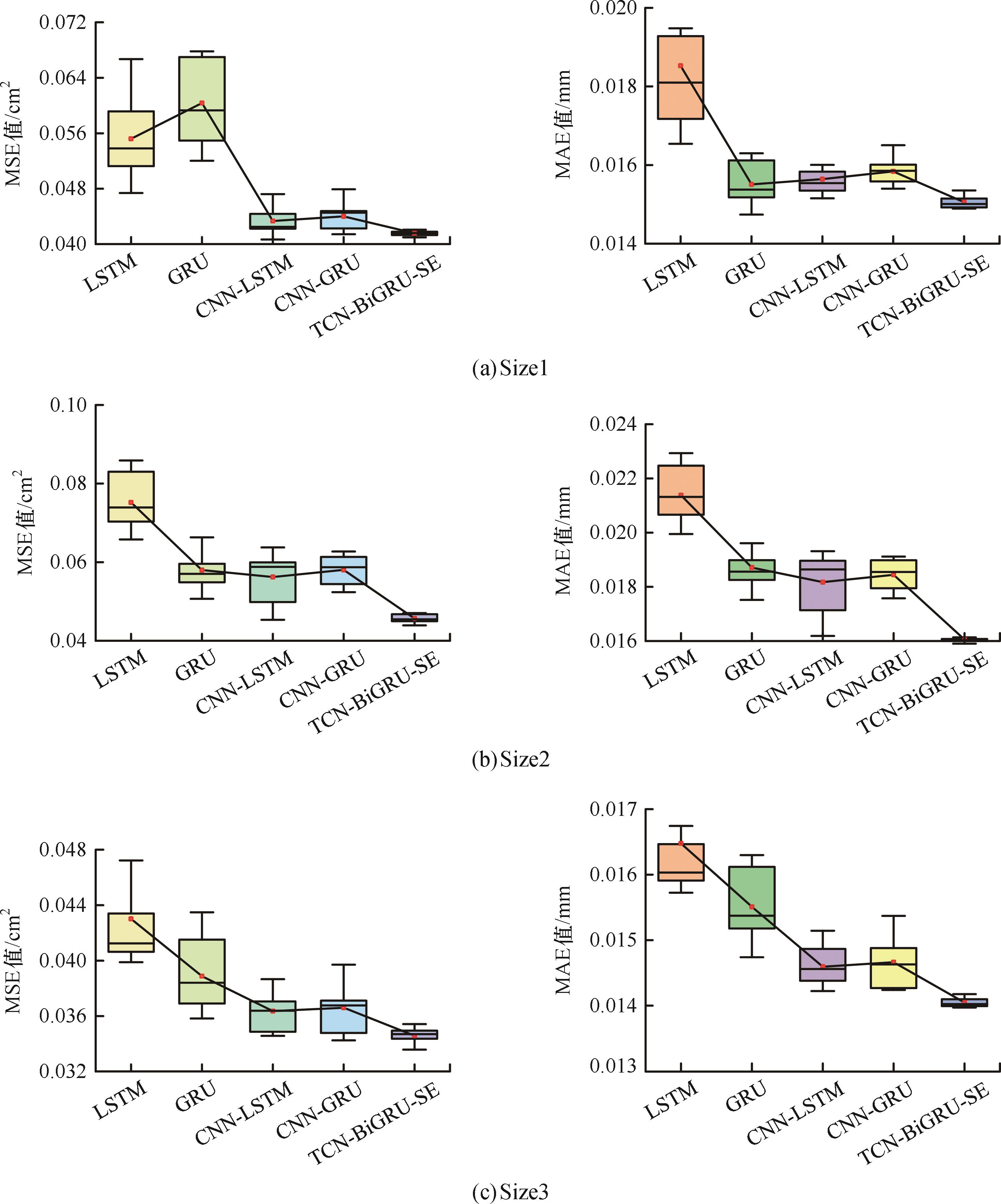
图8 模型稳定性箱线图
Fig.8 Box plot of model stability
| 使用的特征组合 | Size1 | Size2 | Size3 | |||
|---|---|---|---|---|---|---|
| MSE | MAE | MSE | MAE | MSE | MAE | |
| 统计 | 0.005 135 | 0.036 829 | 0.002 384 | 0.031 139 | 0.001 437 | 0.024 214 |
| 高频 | 0.002 273 | 0.030 285 | 0.002 503 | 0.031 555 | 0.000 656 | 0.019 644 |
| 机器状态 | 0.001 961 | 0.029 203 | 0.001 759 | 0.029 362 | 0.002 351 | 0.033 088 |
| 统计+机器状态 | 0.004 637 | 0.037 401 | 0.003 282 | 0.034 318 | 0.001 315 | 0.023 194 |
| 高频+统计 | 0.003 726 | 0.034 728 | 0.001 016 | 0.023 633 | 0.001 450 | 0.023 932 |
| 高频+机器状态 | 0.001 025 | 0.023 320 | 0.001 360 | 0.026 253 | 0.002 147 | 0.029 931 |
| 高频+统计+机器状态 | 0.000 415 | 0.015 034 | 0.000 450 | 0.015 973 | 0.000 335 | 0.014 078 |
表5 不同特征组合对模型预测性能的影响
Tab.5 Impact of different feature combinations on model prediction performance
| 使用的特征组合 | Size1 | Size2 | Size3 | |||
|---|---|---|---|---|---|---|
| MSE | MAE | MSE | MAE | MSE | MAE | |
| 统计 | 0.005 135 | 0.036 829 | 0.002 384 | 0.031 139 | 0.001 437 | 0.024 214 |
| 高频 | 0.002 273 | 0.030 285 | 0.002 503 | 0.031 555 | 0.000 656 | 0.019 644 |
| 机器状态 | 0.001 961 | 0.029 203 | 0.001 759 | 0.029 362 | 0.002 351 | 0.033 088 |
| 统计+机器状态 | 0.004 637 | 0.037 401 | 0.003 282 | 0.034 318 | 0.001 315 | 0.023 194 |
| 高频+统计 | 0.003 726 | 0.034 728 | 0.001 016 | 0.023 633 | 0.001 450 | 0.023 932 |
| 高频+机器状态 | 0.001 025 | 0.023 320 | 0.001 360 | 0.026 253 | 0.002 147 | 0.029 931 |
| 高频+统计+机器状态 | 0.000 415 | 0.015 034 | 0.000 450 | 0.015 973 | 0.000 335 | 0.014 078 |
不同特征使用的模块 (时序,统计,机器状态) | Size1 | Size2 | Size3 | |||
|---|---|---|---|---|---|---|
| MSE | MAE | MSE | MAE | MSE | MAE | |
| (TCN, CNN, FC) | 0.000 427 | 0.015 352 | 0.000 452 | 0.016 157 | 0.000 367 | 0.014 370 |
| (BiGRU, CNN, FC) | 0.000 438 | 0.015 703 | 0.000 482 | 0.016 759 | 0.000 366 | 0.014 383 |
| (TCN-SE, CNN, FC) | 0.000 430 | 0.015 411 | 0.000 508 | 0.016 943 | 0.000 365 | 0.014 653 |
| (TCN-BiGRU, CNN, FC) | 0.000 418 | 0.015 350 | 0.000 470 | 0.016 404 | 0.000 377 | 0.014 749 |
| (BiGRU-SE, CNN,FC) | 0.000 421 | 0.015 234 | 0.000 455 | 0.016 283 | 0.000 351 | 0.014 250 |
| (TCN-BiGRU-SE, FC, FC) | 0.000 426 | 0.015 642 | 0.000 452 | 0.016 444 | 0.000 370 | 0.015 117 |
| (TCN-BiGRU-SE, CNN, FC) | 0.000 415 | 0.015 034 | 0.000 450 | 0.015 973 | 0.000 335 | 0.014 078 |
表6 消融不同模块对预测性能的影响
Tab.6 Impact of ablation different modules on model prediction performance
不同特征使用的模块 (时序,统计,机器状态) | Size1 | Size2 | Size3 | |||
|---|---|---|---|---|---|---|
| MSE | MAE | MSE | MAE | MSE | MAE | |
| (TCN, CNN, FC) | 0.000 427 | 0.015 352 | 0.000 452 | 0.016 157 | 0.000 367 | 0.014 370 |
| (BiGRU, CNN, FC) | 0.000 438 | 0.015 703 | 0.000 482 | 0.016 759 | 0.000 366 | 0.014 383 |
| (TCN-SE, CNN, FC) | 0.000 430 | 0.015 411 | 0.000 508 | 0.016 943 | 0.000 365 | 0.014 653 |
| (TCN-BiGRU, CNN, FC) | 0.000 418 | 0.015 350 | 0.000 470 | 0.016 404 | 0.000 377 | 0.014 749 |
| (BiGRU-SE, CNN,FC) | 0.000 421 | 0.015 234 | 0.000 455 | 0.016 283 | 0.000 351 | 0.014 250 |
| (TCN-BiGRU-SE, FC, FC) | 0.000 426 | 0.015 642 | 0.000 452 | 0.016 444 | 0.000 370 | 0.015 117 |
| (TCN-BiGRU-SE, CNN, FC) | 0.000 415 | 0.015 034 | 0.000 450 | 0.015 973 | 0.000 335 | 0.014 078 |
| 模型 | Dataset1 | Dataset2 | Dataset3 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| R2 | MSE | MAE | R2 | MSE | MAE | R2 | MSE | MAE | |
| LR | 0.35 | 0.000 608 | 0.018 520 | 0.72 | 0.001 798 | 0.033 474 | 0.81 | 0.002 897 | 0.031 546 |
| SVR | 0.52 | 0.000 455 | 0.016 998 | 0.69 | 0.001 975 | 0.033 688 | 0.74 | 0.004 123 | 0.029 324 |
| KNN | 0.48 | 0.000 490 | 0.017 588 | 0.78 | 0.001 380 | 0.028 473 | 0.85 | 0.002 392 | 0.027 357 |
| XGBoost | 0.51 | 0.000 460 | 0.017 041 | 0.77 | 0.001 512 | 0.029 644 | 0.87 | 0.001 957 | 0.025 745 |
| TCN-BiGRU-SE | 0.54 | 0.000 435 | 0.016 753 | 0.80 | 0.001 249 | 0.028 315 | 0.83 | 0.002 756 | 0.027 607 |
表7 所提模型在三个注塑实验数据集上的表现情况
Tab.7 Performance of the proposed model on three types of injection molding experimental datasets
| 模型 | Dataset1 | Dataset2 | Dataset3 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| R2 | MSE | MAE | R2 | MSE | MAE | R2 | MSE | MAE | |
| LR | 0.35 | 0.000 608 | 0.018 520 | 0.72 | 0.001 798 | 0.033 474 | 0.81 | 0.002 897 | 0.031 546 |
| SVR | 0.52 | 0.000 455 | 0.016 998 | 0.69 | 0.001 975 | 0.033 688 | 0.74 | 0.004 123 | 0.029 324 |
| KNN | 0.48 | 0.000 490 | 0.017 588 | 0.78 | 0.001 380 | 0.028 473 | 0.85 | 0.002 392 | 0.027 357 |
| XGBoost | 0.51 | 0.000 460 | 0.017 041 | 0.77 | 0.001 512 | 0.029 644 | 0.87 | 0.001 957 | 0.025 745 |
| TCN-BiGRU-SE | 0.54 | 0.000 435 | 0.016 753 | 0.80 | 0.001 249 | 0.028 315 | 0.83 | 0.002 756 | 0.027 607 |
| [1] | 王新铭, 党开放, 马艺涛, 等. 注塑机故障诊断技术进展[J]. 塑料工业, 2023, 51(11): 15-20. |
| WANG Xinming, DANG Kaifang, MA Yitao, et al. Development of Fault Diagnosis Technology for Injection Molding Machines[J]. China Plastics Industry, 2023, 51(11): 15-20. | |
| [2] | KHOSRAVANI M R, NASIRI S. Injection Molding Manufacturing Process: Review of Case-based Reasoning Applications[J]. Journal of Intelligent Manufacturing, 2020, 31(4): 847-864. |
| [3] | 刘永兴, 唐小琦, 钟靖龙, 等. 基于轻量级梯度提升机的非对称风险注塑成形产品尺寸预测模型[J]. 中国机械工程, 2022, 33(8): 965-969. |
| LIU Yongxing, TANG Xiaoqi, ZHONG Jinglong, et al. Asymmetric Risk Injection Molding Product Size Prediction Model Based on LightGBM[J]. China Mechanical Engineering, 2022, 33(8): 965-969. | |
| [4] | LOCKNER Y, HOPMANN C, ZHAO Weibo. Transfer Learning with Artificial Neural Networks between Injection Molding Processes and Different Polymer Materials[J]. Journal of Manufacturing Processes, 2022, 73: 395-408. |
| [5] | 陈昱, 项薇, 龚川. 基于数据挖掘的注塑产品质量在线故障检测及预测[J]. 中国机械工程, 2023, 34(14): 1749-1755. |
| CHEN Yu, XIANG Wei, GONG Chuan. Online Diagnostic Inspection and Prediction of Product Quality in Injection Molding Intelligent Factories Based on Data Mining[J]. China Mechanical Engineering, 2023, 34(14): 1749-1755. | |
| [6] | LU Fanlei, GUI Weihua, QIN Liyang, et al. A Novel Semi-supervised Prediction Modeling Method Based on Deep Learning for Flotation Process with Large Drift of Working Conditions[J]. Advanced Engineering Informatics, 2024, 62: 102934. |
| [7] | SOBRIE L, VERSCHELDE M, HENNEBEL V, et al. Capturing Complexity over Space and Time via Deep Learning: an Application to Real-time Delay Prediction in Railways[J]. European Journal of Operational Research, 2023, 310(3): 1201-1217. |
| [8] | ZHOU Jingtao, ZHAO Xu, GAO Jing. Tool Remaining Useful Life Prediction Method Based on LSTM under Variable Working Conditions[J]. The International Journal of Advanced Manufacturing Technology, 2019, 104(9): 4715-4726. |
| [9] | HUA Liang. Comprehensive Early Warning of Power Quality in Distribution Network Based on Deep Learning[J]. Wireless Networks, 2024, 30(7): 6371-6384. |
| [10] | MUAZ M, YU Hanxin, SUNG W L, et al. A Multitask Encoder–Decoder Model for Quality Prediction in Injection Moulding[J]. Journal of Manufacturing Processes, 2023, 103: 238-247. |
| [11] | XIE Tingli, HUANG Xufeng, CHOI S K. Intelligent Mechanical Fault Diagnosis Using Multisensor Fusion and Convolution Neural Network[J]. IEEE Transactions on Industrial Informatics, 2022, 18(5): 3213-3223. |
| [12] | DUAN Xiaoyan, XUE Linlin, LEI Chunli, et al. Rolling Bearing Fault Diagnosis Method Based on Multi-information Fusion Characteristics under Complex Working Conditions[J]. Applied Acoustics, 2023, 214: 109685. |
| [13] | MA Tianchi, SHEN Junxian, SONG Di, et al. Multi-sensor and Multi-level Information Fusion Model for Compressor Blade Crack Detection[J]. Measurement, 2023, 222: 113622. |
| [14] | 钱庆杰, 余军合, 战洪飞, 等. 基于DL-BiGRU多特征融合的注塑件尺寸预测方法[J]. 浙江大学学报(工学版), 2024, 58(3): 646-654. |
| QIAN Qingjie, YU Junhe, ZHAN Hongfei, et al. Dimension Prediction Method of Injection Molded Parts Based on Multi-feature Fusion of DL-BiGRU[J]. Journal of Zhejiang University (Engineering Science), 2024, 58(3): 646-654. | |
| [15] | CHEN Jianyu, ZHUANG Jiaxiang, HUANG M S. Enhancing the Quality Stability of Injection Molded Parts by Adjusting V/P Switchover Point and Holding Pressure[J]. Polymer, 2021, 213: 123332. |
| [16] | LÓPEZ A, AISA J, MARTINEZ A, et al. Injection Moulding Parameters Influence on Weight Quality of Complex Parts by Means of DOE Application: Case Study[J]. Measurement, 2016, 90: 349-356. |
| [17] | BAI S, KOLTER J Z, KOLTUN V. An Empirical Evaluation of Generic Convolutional and Recurrent Networks for Sequence Modeling [J]. Arxiv Preprint Arxiv:, 2018. |
| [18] | CHUNG J, GULCEHRE C, CHO K H, et al. Empirical Evaluation of Gated Recurrent Neural Networks on Sequence Modeling [J]. Arxiv Preprint Arxiv:, 2014. |
| [19] | HU Jie, SHEN Li, SUN Gang. Squeeze-and-excitation Networks[C]∥2018 IEEE/CVF Conference on Computer Vision and Pattern Recognition. Salt Lake City, 2018: 7132-7141. |
| [20] | BOGEDALE L, DOERFEL S, SCHRODT A, et al. Online Prediction of Molded Part Quality in the Injection Molding Process Using High-resolution Time Series[J]. Polymers, 2023, 15(4): 978. |
| [1] | 刘洋, 吴庆军, 郭浩, 祁凯飞, 庄蔚敏, 伏广省. 基于多策略改进复合麻雀搜索算法的自冲铆成形质量预测[J]. 中国机械工程, 2026, 37(2): 476-486. |
| [2] | 王浩, 罗浩东, 施亚中, 王立文, 张威, 王忠. 基于端到端深度学习模型TOPO-U型网的结构拓扑优化方法[J]. 中国机械工程, 2026, 37(1): 174-183. |
| [3] | 闫祖龙, 庞启龙, 熊建龙. 基于深度学习的KDP晶体三维已加工表面形貌预测[J]. 中国机械工程, 2025, 36(10): 2329-2334. |
| [4] | 赵昀杰, 贺岩松, 张志飞, 徐中明. 基于生成模型的三维波束形成图像压缩方法[J]. 中国机械工程, 2025, 36(07): 1520-1529. |
| [5] | 廖钱生1, 3, 柳和生2, 匡唐清2, 刘家豪2, 张伟2. 玻纤质量分数对长玻纤增强聚丙烯水驱动弹头辅助共注塑管件的影响[J]. 中国机械工程, 2025, 36(06): 1329-1337. |
| [6] | 曾浩, 曹华军, 董俭雄. 基于ISABO-IBiLSTM模型的刀具磨损预测方法[J]. 中国机械工程, 2024, 35(11): 1995-2006. |
| [7] | 李悦1, 2, 谢恒1, 周公博1, 2, 周坪1, 2, 李猛钢1, 2. 基于半监督贝叶斯Transformer的刀具磨损软测量及不确定性分析方法[J]. 中国机械工程, 2024, 35(11): 2015-2025. |
| [8] | 聂昕, 谭天, 申丹凤. 基于深度学习的汽车梁类件冲压回弹研究[J]. 中国机械工程, 2023, 34(07): 838-846. |
| [9] | 唐东林, 杨洲, 程衡, 刘铭璇, 周立, 丁超. 浅层卷积神经网络融合Transformer的金属缺陷图像识别方法[J]. 中国机械工程, 2022, 33(19): 2298-2305,2316. |
| [10] | 于浩, 黄华贵, 郑加丽, 赵铁琳, 周新亮. 无缝钢管斜轧穿孔顶头表面缺陷非接触在线检测方法[J]. 中国机械工程, 2022, 33(14): 1717-1724. |
| [11] | 杨光友, 刘浪, 习晨博. 自适应辅助分类器生成式对抗网络样本生成模型及轴承故障诊断[J]. 中国机械工程, 2022, 33(13): 1613-1621. |
| [12] | 钱应平, 薛杭, 梅建良. 结晶性塑料制品注塑成形质量在线监测方法研究[J]. 中国机械工程, 2022, 33(09): 1073-1076,1083. |
| [13] | 刘永兴, 唐小琦, 钟靖龙, 钟震宇, 周向东. 基于轻量级梯度提升机的非对称风险注塑成形产品尺寸预测模型[J]. 中国机械工程, 2022, 33(08): 965-969. |
| [14] | 艾青波, 张洁, 程辉, 吕佑龙, 左丽玲, 胡蓝. 基于PointCPP-LSF方法的航天筒段薄壁件滚弯成形质量分析[J]. 中国机械工程, 2022, 33(08): 977-985. |
| [15] | 何彦, 肖圳, 李育锋, 吴鹏程, 刘德高, 杜江. 使用CNN-SVR的汽车组合仪表组装质量预测方法[J]. 中国机械工程, 2022, 33(07): 825-833. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||