


ISSN 1004-132X
CN 42-1294/TH
CN 42-1294/TH
中国机械工程 ›› 2025, Vol. 36 ›› Issue (10): 2241-2248.DOI: 10.3969/j.issn.1004-132X.2025.10.010
• 机械基础工程 • 上一篇
刘宏伟1( ), 康仁科1, 朱祥龙1(), 慕昊天1, 何方舟2, 陈莫2
), 康仁科1, 朱祥龙1(), 慕昊天1, 何方舟2, 陈莫2
收稿日期:2024-09-26
出版日期:2025-10-25
发布日期:2025-11-05
通讯作者:
朱祥龙
作者简介:刘宏伟,男,1994年生,博士研究生。研究方向为表面滚压强化技术与装备。E-mail:liuhw@mail.dlut.edu.cn基金资助:
Hongwei LIU1(), Renke KANG1, Xianglong ZHU1(), Haotian MU1, Fangzhou HE2, Mo CHEN2
Received:2024-09-26
Online:2025-10-25
Published:2025-11-05
Contact:
Xianglong ZHU
摘要:
采用滚压加工提高AISI 4340钢螺栓螺纹疲劳性能,以螺栓疲劳寿命为评价指标,通过正交试验优选滚压参数,并分析未滚压、欠滚压、优滚压和过滚压时螺纹的表面完整性与疲劳寿命,以阐明螺纹疲劳机制。结果表明,滚压参数对AISI 4340钢螺纹疲劳寿命有显著影响,显著性顺序为:滚压深度、主轴转速、滚压次数;优选参数为:滚压深度0.09 mm,主轴转速40 r/min,滚压次数3;欠滚压样件表面完整性改善效果低,过滚压样件加工硬化程度最大但损伤螺纹根部表面,优滚压螺纹表面粗糙度Sa和Sq分别降至0.124 μm和0.165 μm,残余压应力增至
中图分类号:
刘宏伟, 康仁科, 朱祥龙, 慕昊天, 何方舟, 陈莫. 滚压加工AISI 4340钢螺纹根部疲劳性能的提高[J]. 中国机械工程, 2025, 36(10): 2241-2248.
Hongwei LIU, Renke KANG, Xianglong ZHU, Haotian MU, Fangzhou HE, Mo CHEN. Improvement of Fatigue Performances of AISI 4340 Steel Thread Root by Rolling Processes[J]. China Mechanical Engineering, 2025, 36(10): 2241-2248.
| w(C) | w(Mn) | w(Si) | w(Cr) | w(Ni) |
|---|---|---|---|---|
| 0.420 | 0.670 | 0.300 | 0.800 | 1.720 |
| w(Mo) | w(S) | w(P) | w(Fe) | |
| 0.250 | 0.004 | 0.010 | 余量 |
表 1 AISI 4340钢的化学成分(质量分数) (%)
Tab.1 Chemical composition of AISI 4340 steel(mass fraction)
| w(C) | w(Mn) | w(Si) | w(Cr) | w(Ni) |
|---|---|---|---|---|
| 0.420 | 0.670 | 0.300 | 0.800 | 1.720 |
| w(Mo) | w(S) | w(P) | w(Fe) | |
| 0.250 | 0.004 | 0.010 | 余量 |
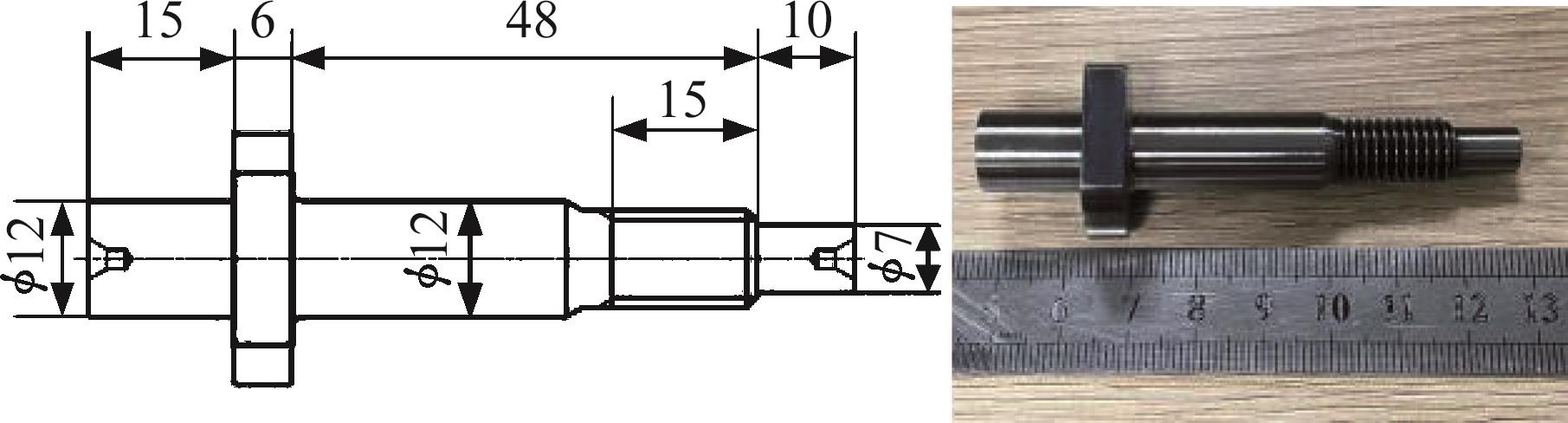
图 1 AISI 4340钢螺栓样件
Fig.1 AISI 4340 steel bolt sample
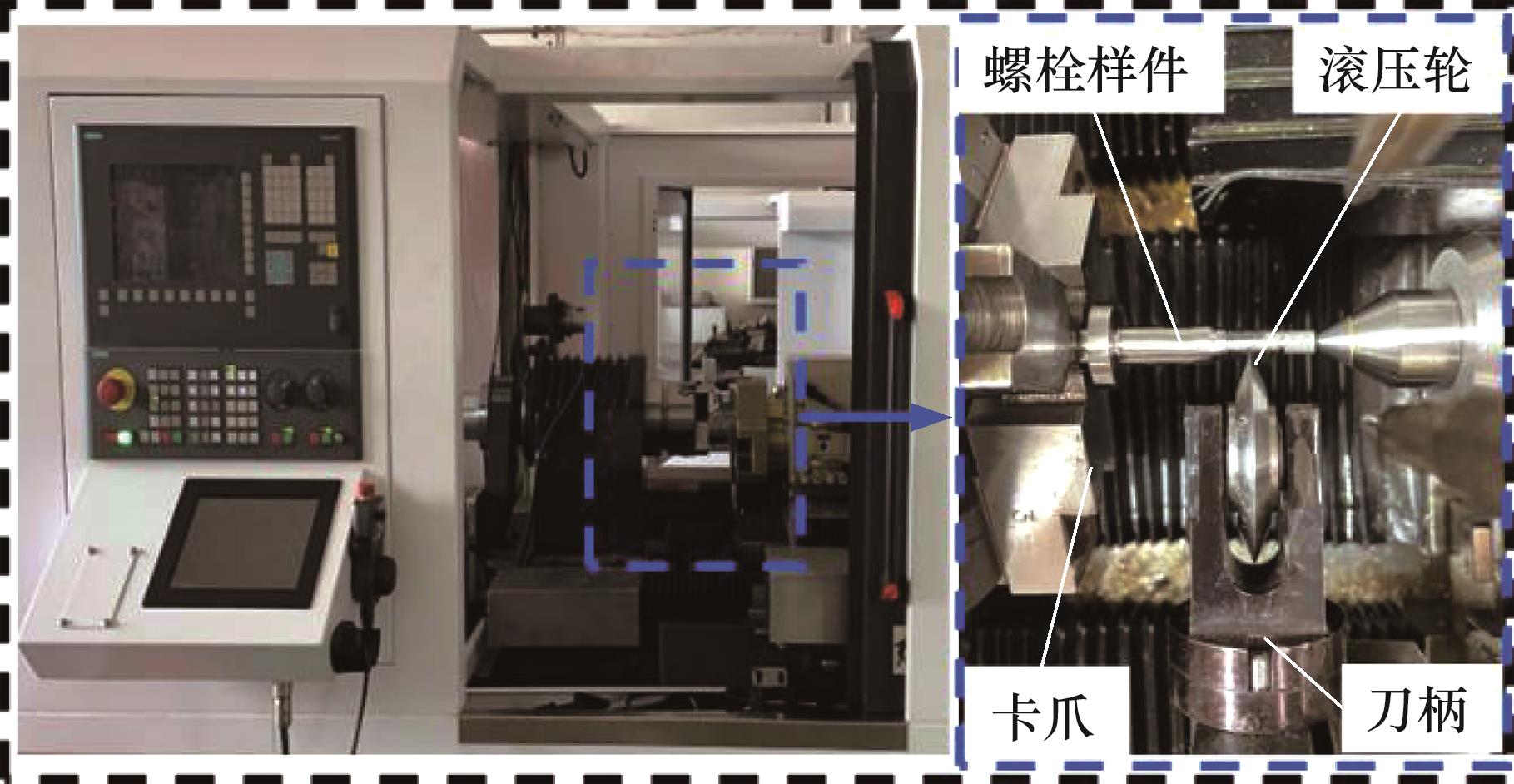
图 2 螺纹根部滚压试验系统
Fig.2 Thread root rolling experiment system
| 水平 | 因素 | ||
|---|---|---|---|
| 滚压深度/mm | 主轴转速/(r·min-1) | 滚压次数 | |
| 1 | 0.05 | 20 | 1 |
| 2 | 0.09 | 40 | 2 |
| 3 | 0.13 | 60 | 3 |
表 2 正交试验因素水平表
Tab.2 Orthogonal test factors and levels
| 水平 | 因素 | ||
|---|---|---|---|
| 滚压深度/mm | 主轴转速/(r·min-1) | 滚压次数 | |
| 1 | 0.05 | 20 | 1 |
| 2 | 0.09 | 40 | 2 |
| 3 | 0.13 | 60 | 3 |
| 样件 | 滚压深度/mm | 主轴转速/ (r·min-1) | 滚压次数 | 疲劳寿命(cycle) |
|---|---|---|---|---|
| 1 | 0.05 | 20 | 1 | 114 976 |
| 2 | 0.05 | 40 | 2 | 145 709 |
| 3 | 0.05 | 60 | 3 | 200 104 |
| 4 | 0.09 | 20 | 2 | 884 302 |
| 5 | 0.09 | 40 | 3 | 1 015 503 |
| 6 | 0.09 | 60 | 1 | 642 603 |
| 7 | 0.13 | 20 | 3 | 290 578 |
| 8 | 0.13 | 40 | 1 | 483 178 |
| 9 | 0.13 | 60 | 2 | 383 164 |
| 10 | 车削对照组 | 76 322 | ||
表 3 试验方案与测试结果
Tab.3 Experimental scheme and test results
| 样件 | 滚压深度/mm | 主轴转速/ (r·min-1) | 滚压次数 | 疲劳寿命(cycle) |
|---|---|---|---|---|
| 1 | 0.05 | 20 | 1 | 114 976 |
| 2 | 0.05 | 40 | 2 | 145 709 |
| 3 | 0.05 | 60 | 3 | 200 104 |
| 4 | 0.09 | 20 | 2 | 884 302 |
| 5 | 0.09 | 40 | 3 | 1 015 503 |
| 6 | 0.09 | 60 | 1 | 642 603 |
| 7 | 0.13 | 20 | 3 | 290 578 |
| 8 | 0.13 | 40 | 1 | 483 178 |
| 9 | 0.13 | 60 | 2 | 383 164 |
| 10 | 车削对照组 | 76 322 | ||
| 指标 | 滚压深度 | 主轴转速 | 滚压次数 | |
|---|---|---|---|---|
| 疲劳寿命(cycle) | k1 | 153 596 | 429 952 | 413 585 |
| k2 | 847 469 | 548 130 | 471 058 | |
| k3 | 385 640 | 408 623 | 502 061 | |
| Rj | 693 873 | 139 566 | 88 476 | |
表 4 疲劳寿命极差分析
Tab.4 Fatigue life range analysis
| 指标 | 滚压深度 | 主轴转速 | 滚压次数 | |
|---|---|---|---|---|
| 疲劳寿命(cycle) | k1 | 153 596 | 429 952 | 413 585 |
| k2 | 847 469 | 548 130 | 471 058 | |
| k3 | 385 640 | 408 623 | 502 061 | |
| Rj | 693 873 | 139 566 | 88 476 | |
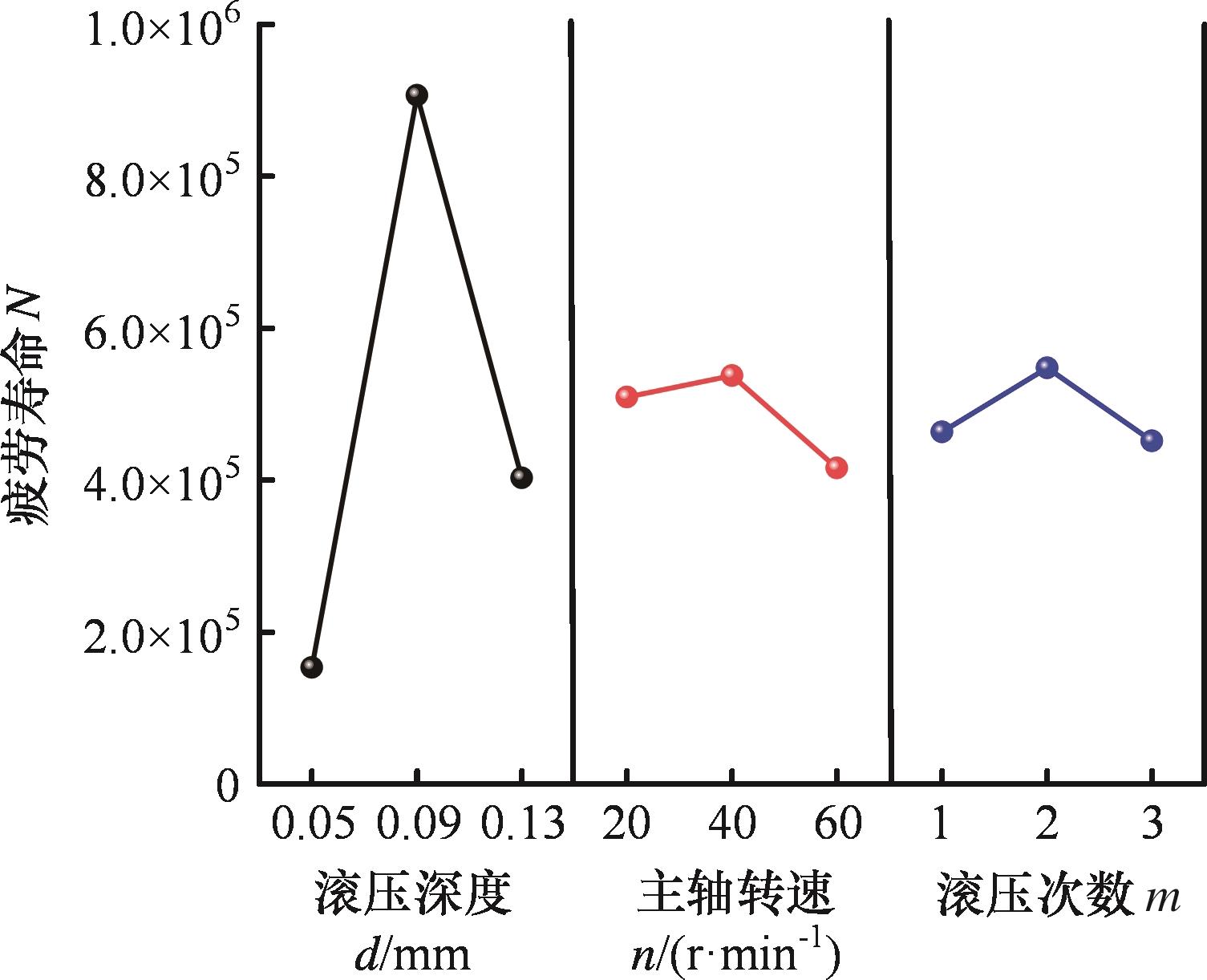
图 3 滚压参数对疲劳寿命的影响
Fig.3 Analysis of rolling parameters on fatigue life
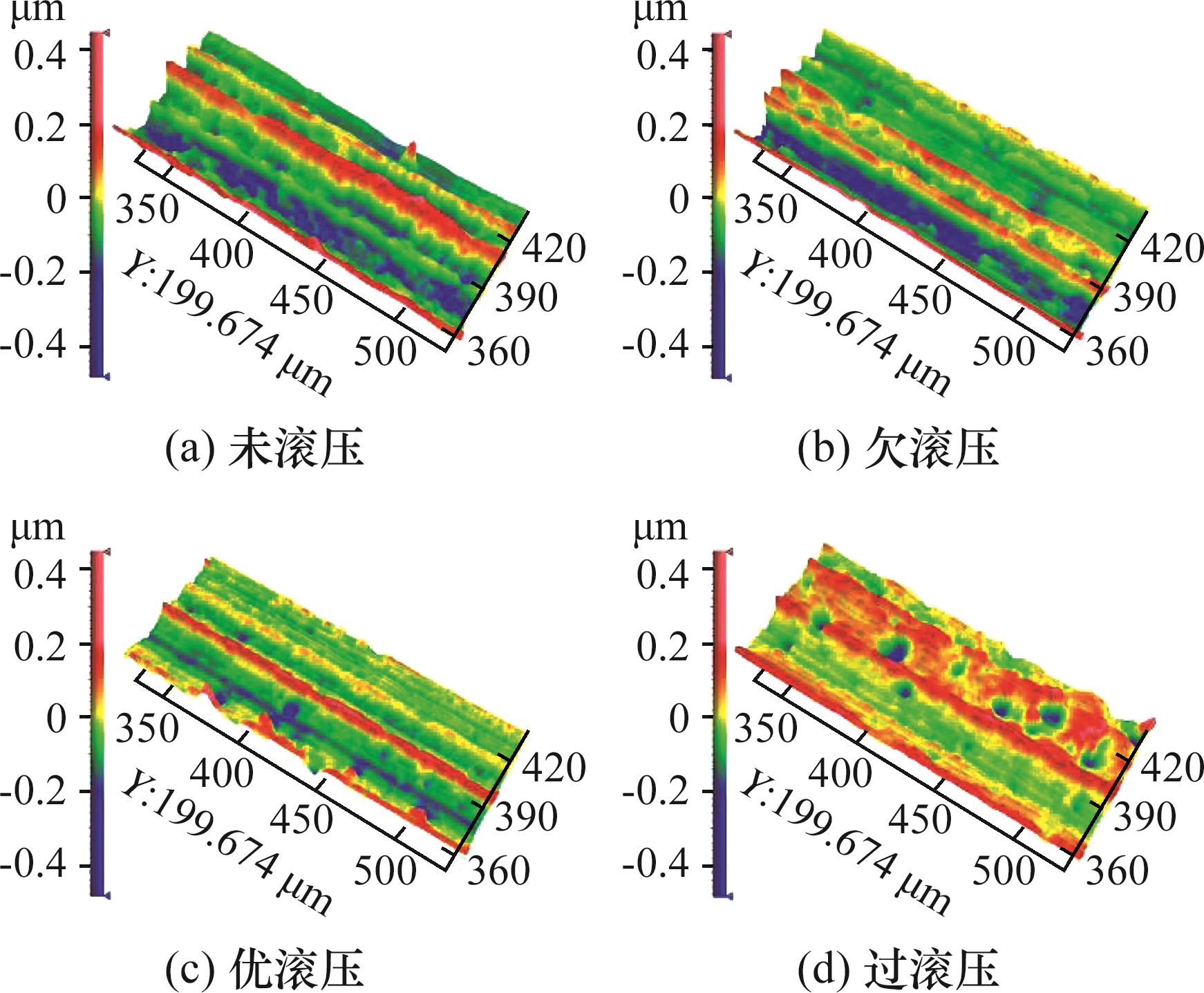
图4 AISI 4340钢螺纹根部表面形貌
Fig.4 Surface morphology of the AISI 4340 steel thread roots
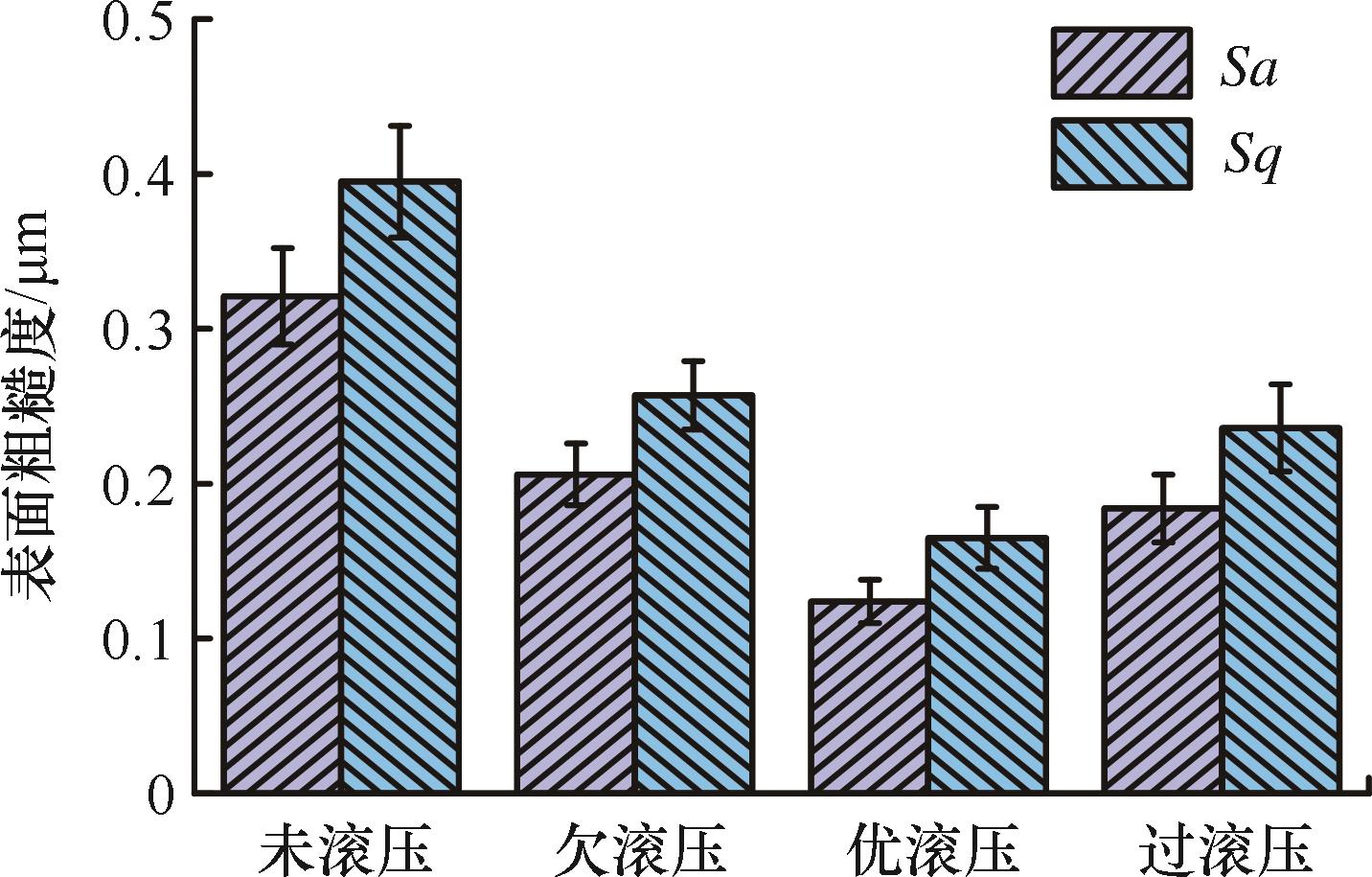
图5 AISI 4340钢螺纹根部表面粗糙度
Fig.5 Surface roughness of the AISI 4340 steel thread roots
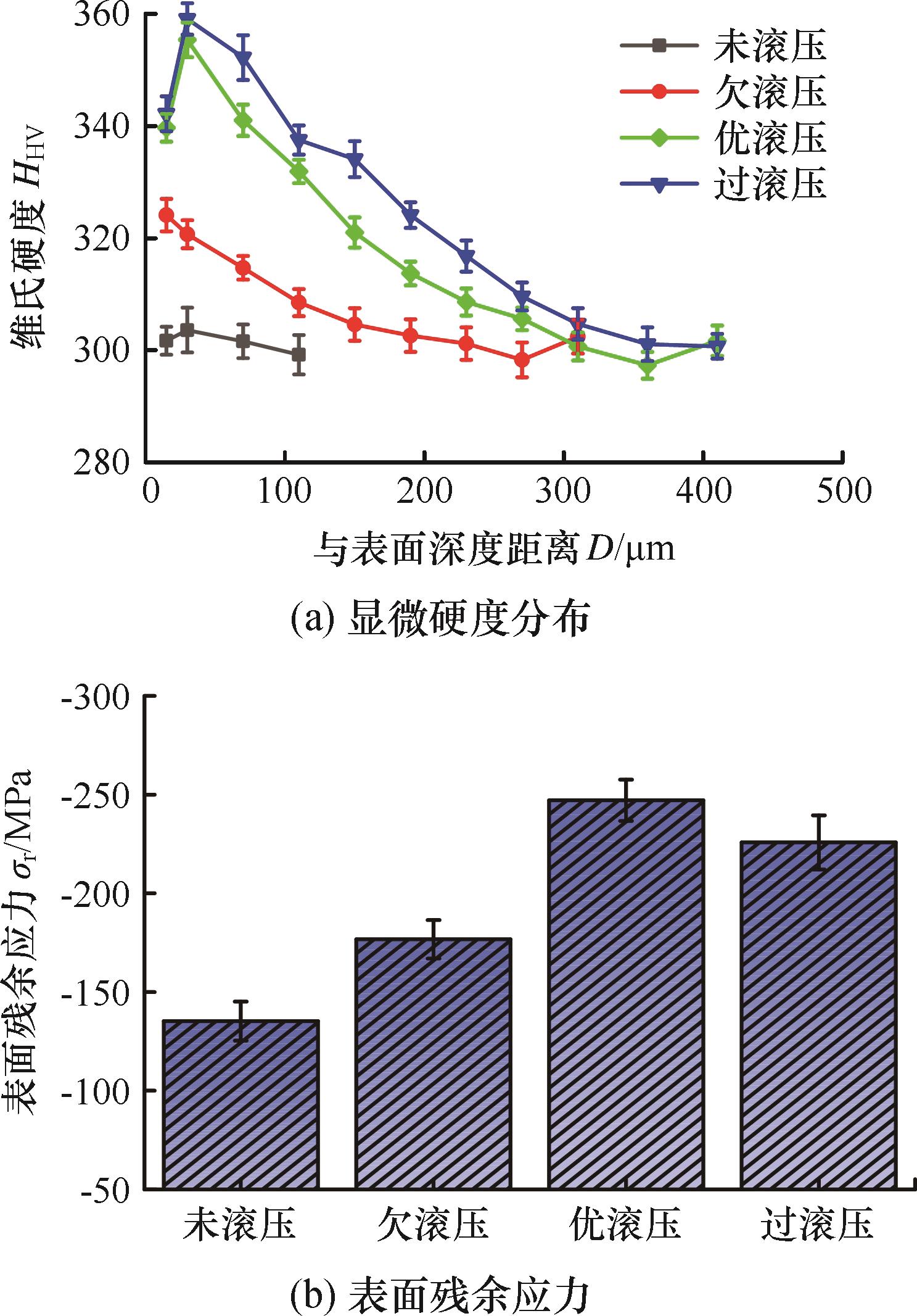
图6 螺纹根部表面硬度与残余应力
Fig.6 Surface hardness and residual stress of threaded roots
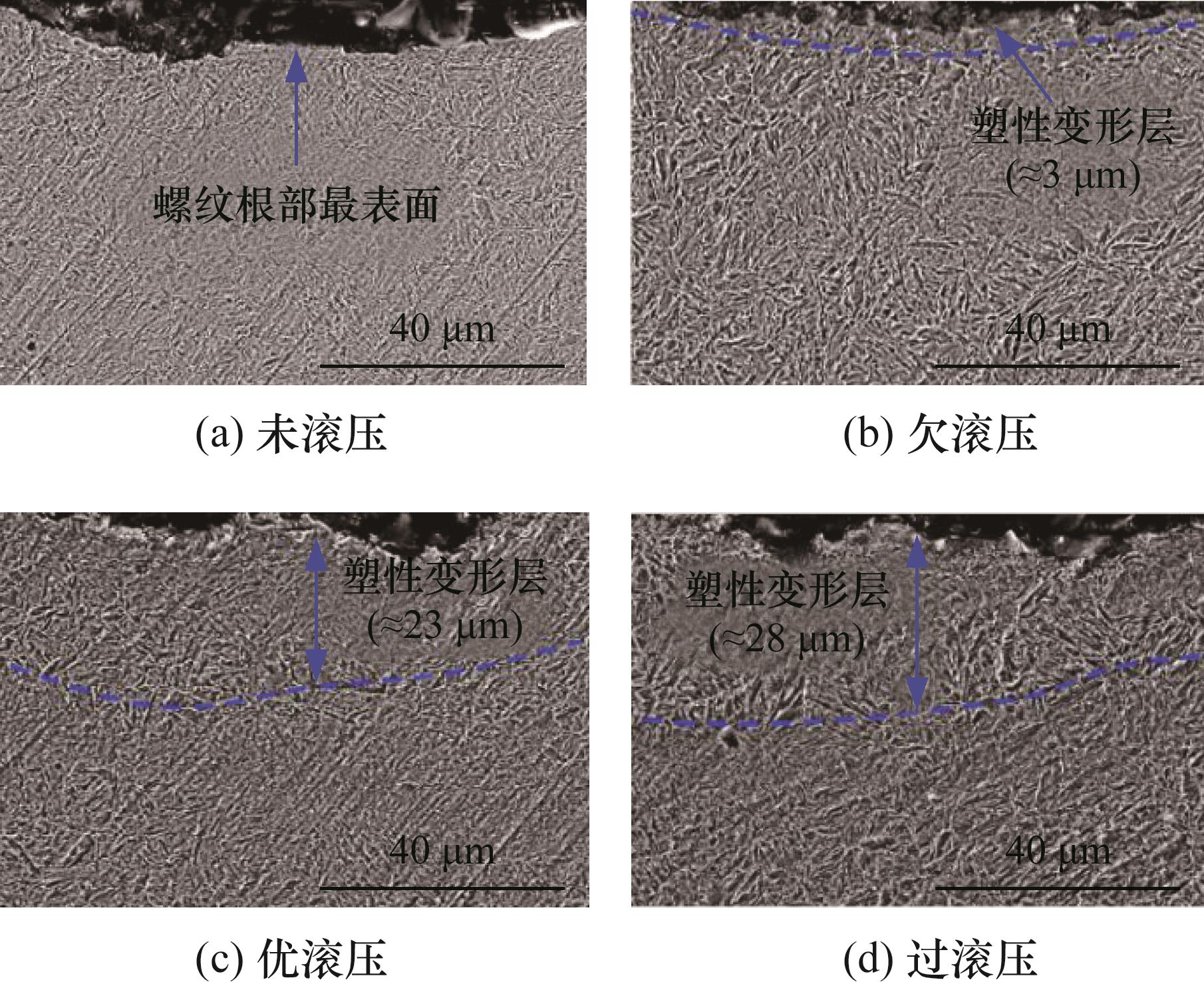
图7 AISI 4340钢螺纹根部横截面微观组织
Fig.7 Microstructure of cross-section of AISI 4340 steel thread roots
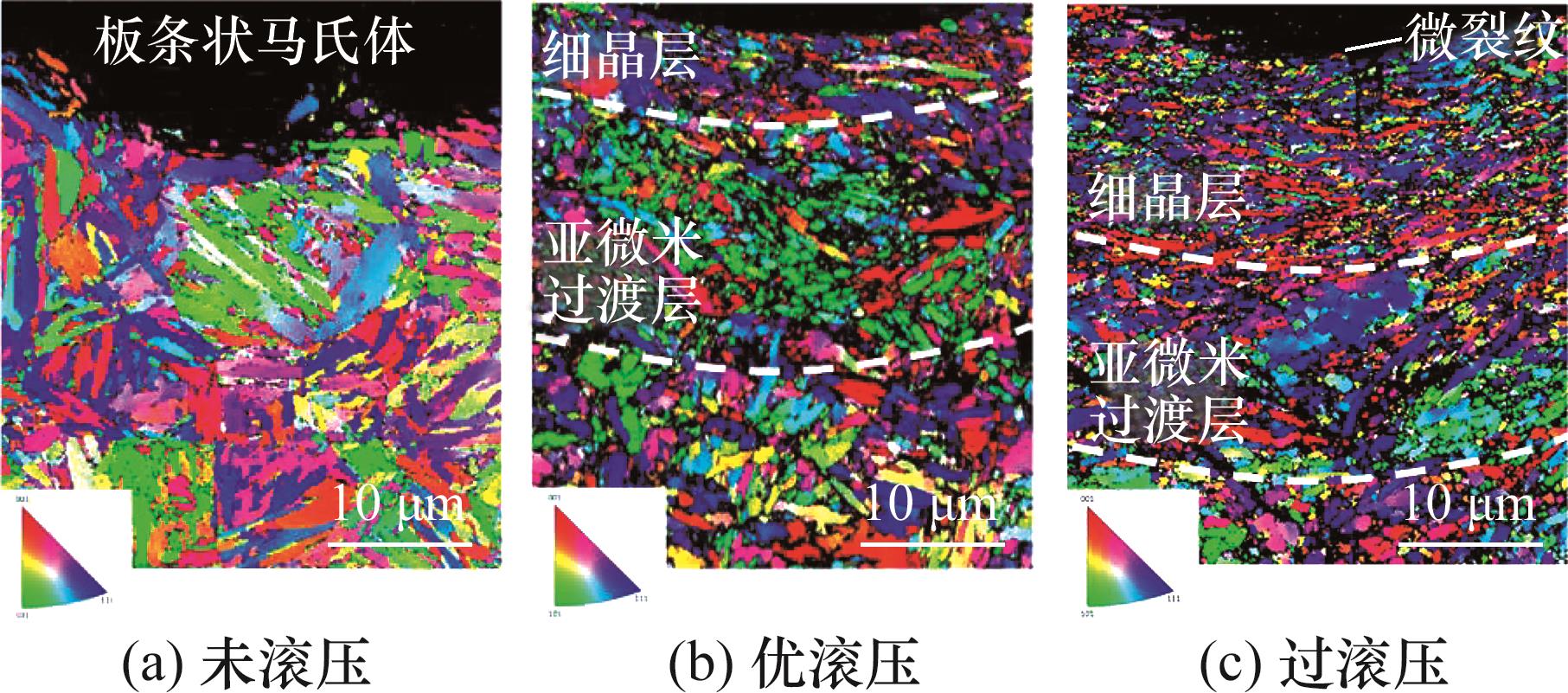
图8 螺纹根部横截面晶粒分布
Fig.8 Grain distribution in the cross-section of the thread root
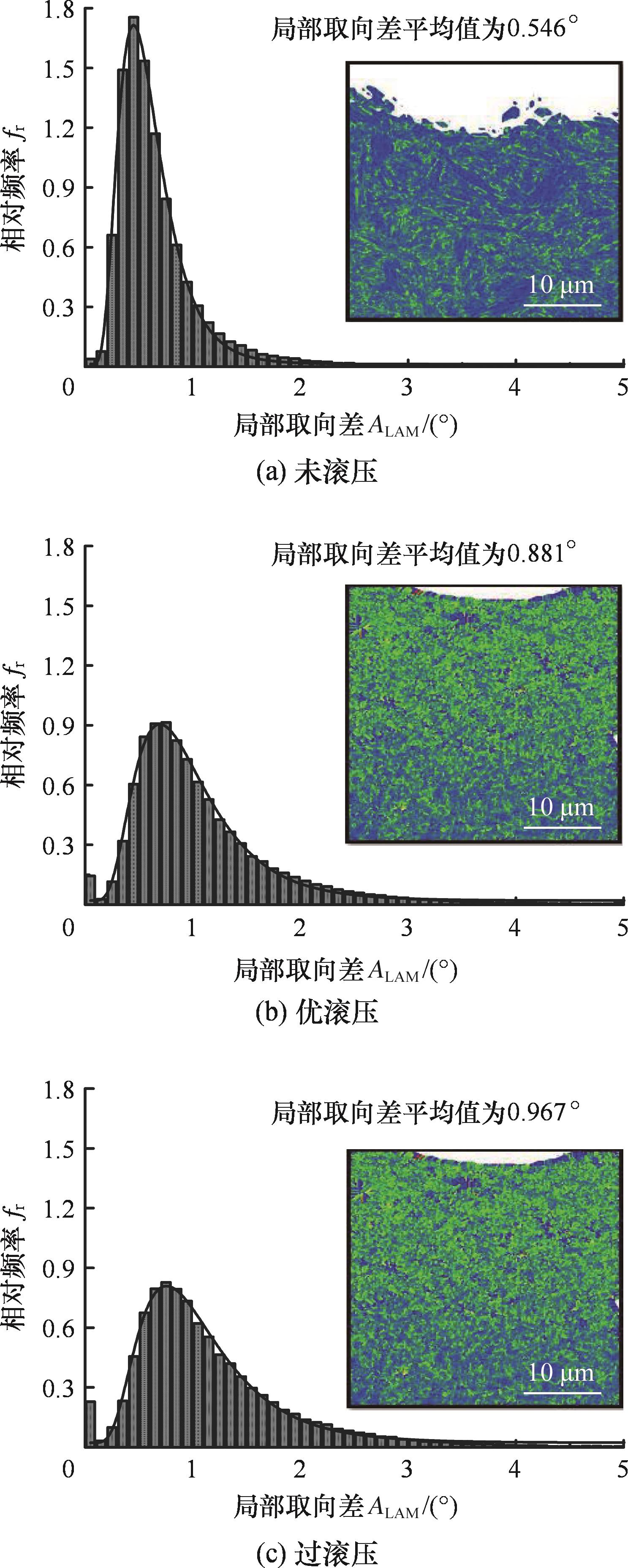
图9 螺纹根部局部取向差分布
Fig.9 Distribution of the local misorientation average angle of threaded root
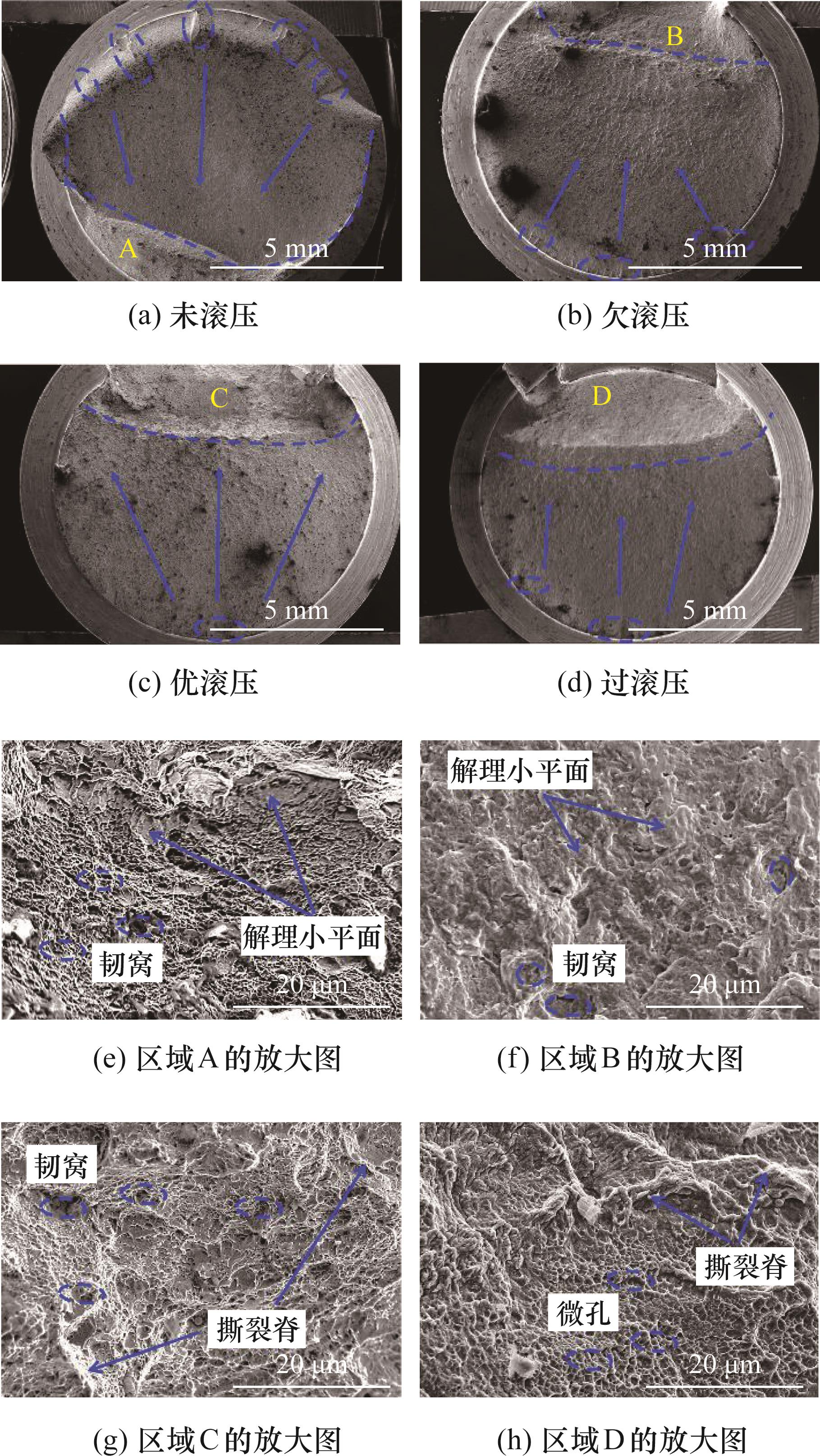
图10 AISI 4340钢螺纹断口形貌
Fig.10 Fracture morphology of AISI 4340 steel threads
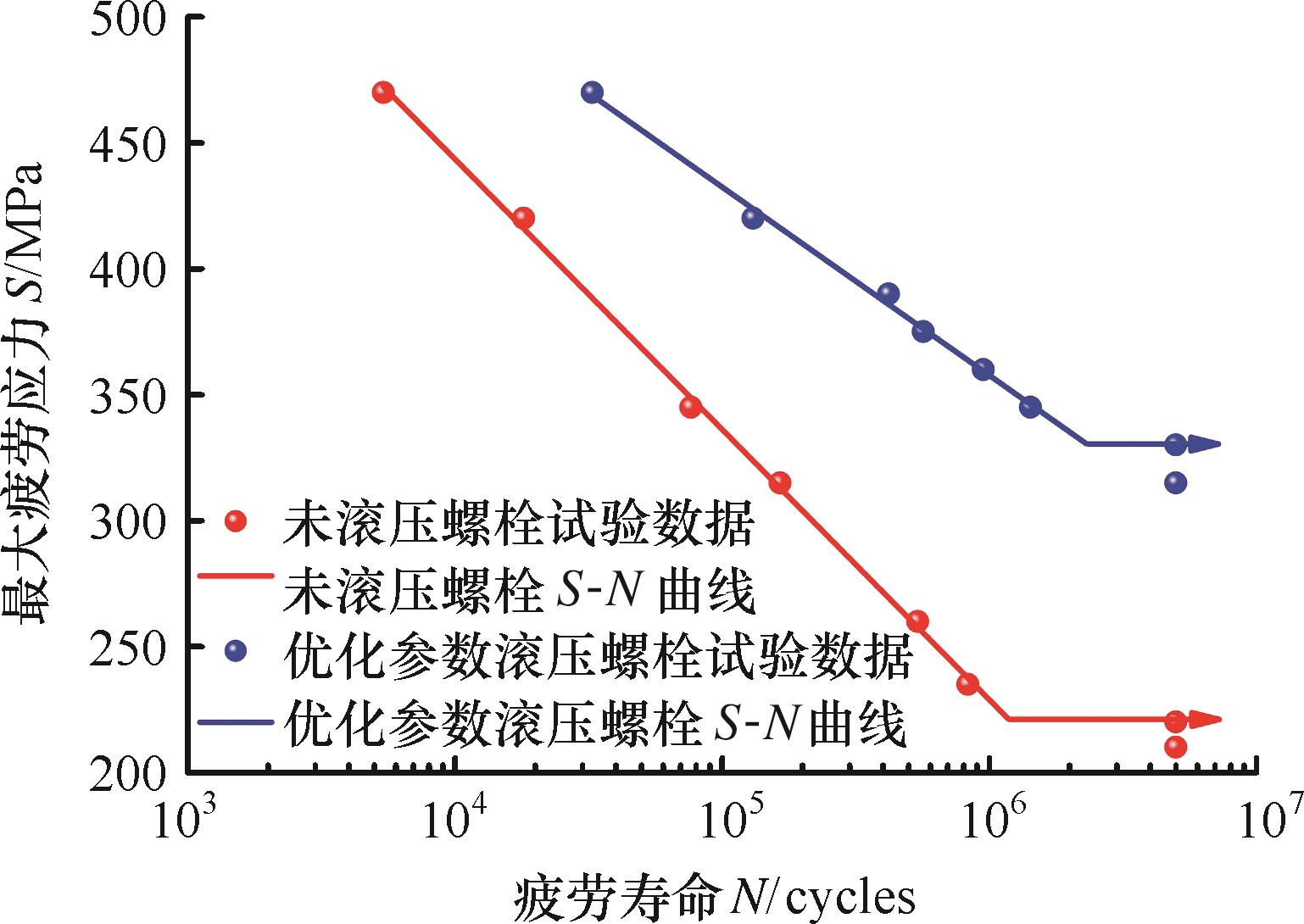
图11 未滚压和优化滚压参数下AISI 4340钢螺栓疲劳S-N曲线
Fig.11 Fatigue S-N curves of AISI 4340 steel bolts without rolling and with optimize rolling parameters
| [1] | 郭凤明,徐倩,吴洁,等. 一种运载火箭连接螺栓刚度设计方法及应用[J]. 机械设计与制造, 2023(9):133-136. |
| GUO Fengming, XU Qian, WU Jie, et al. A Design Method of Bolts by Stiffness for Parts Connection of Launch Vehicle[J]. Machinery Design & Manufacture, 2023(9):133-136. | |
| [2] | 孙淑玲, 王琦. 航空航天螺纹紧固件失效模式及预防[J]. 航空标准化与质量, 2022(1):39-43. |
| SUN Shuling, WANG Qi. Aerospace Threaded Fastener Failure Modes and Prevention[J].Aeronautic Standardization & Quality, 2022(1):39-43. | |
| [3] | BARBARA R, GIORGIO O. Experimental Investigation on the Effect of Shot Peening and Deep Rolling on the Fatigue Response of High Strength[J]. Metal, 2019, 9:1093. |
| [4] | 罗亚军. 螺纹连接疲劳寿命的关键要素分析与应用[J]. 机械管理开发, 2011(2):89-91. |
| LUO Yajun. Analysis of the Key Factor of Screw Thread Fatigue Lifetime and Its Application[J]. Mechanical Management and Development, 2011(2):29-91. | |
| [5] | WANG X M, XIONG X Y, HUANG K H, et al. Effects of Deep Rolling on the Microstructure Modification and Fatigue Life of 35Cr2Ni4MoA Bolt Threads[J]. Metals, 2022, 12:1224. |
| [6] | 胡阿林, 翟甲友, 白亚玲. MJ螺纹滚压与测量[J]. 装备制造技术, 2021(7):240-244. |
| HU Alin, ZHAI Jayou, BAI Yaling. Rolling and Measurement of MJ Thread[J]. Equipment Manufacturing Technology, 2021 (7):240-244. | |
| [7] | 张素颖, 周智敏, 吴晓苏, 等. 大螺距异型螺纹牙根的微滚压强化技术[J]. 金属热处理, 2015, 40(4):135-138. |
| ZHANG Suyin, ZHOU Zhimin, WU Xiaosu, et al. Trace Rolling Strengthening Technology of Steep-pitch Nonstandard Thread[J]. Heat Treatment of Metals, 2015, 40(4):135-138. | |
| [8] | 孙鑫, 张德远, 程明龙, 等. A100钢外螺纹椭圆超声滚压强化试验研究[J]. 航空制造技术, 2016(3):77-80. |
| SUN Xin, ZHANG Deyuan, CHENG Minglong, et al. Study on Strengthening of External Threads in A100 Steel by Elliptical Ultrasonic Rolling[J]. Aviation Manufacturing Technology, 2016 (3):77-80. | |
| [9] | 王伟, 李博, 姚志强. 超高强度钢MJ螺纹滚压强化工艺研究[J]. 新技术新工艺, 2015(12):63-66. |
| WANG Wei, LI Bo, YAO Zhiqiang. The Process Research for MJ Thread Rolling Strengthening of Ultrahigh-strength Steel[J]. New Technology & New Process, 2015 (12):63-66. | |
| [10] | CHENG M L, ZHANG D Y, CHEN H W, et al. Development of Ultrasonic Thread Root Rolling Technology for Prolonging the Fatigue Performance of High Strength Thread[J]. Journal of Materials Processing Technology,2014, 214(11):2395-2401. |
| [11] | KNIGHT M J, BRENNAN F P, DOVER W D. Fatigue Life Improvement of Threaded Connections by Cold Rolling[J]. Strain Analysis, 2004, 40(2):83-93. |
| [12] | 王栋, 鲁新羲, 赵静雯, 等. 滚压强化对45钢螺纹根部表面完整性的影响研究[J]. 机械强度, 2022, 44(5):1075-1081. |
| WANG Dong, LU Xinxi, ZHAO Jingwen, et al. Study on the Effect of Rolling Strengthening on the Surface Integrity of 45 Steel Thread Root[J], Journal of Mechanical Strength, 2022, 44(5):1075-1081. | |
| [13] | RUSLAN K, YOUNG-SIK P, ERFAN M, et al. An Improvement in Fatigue Behavior of AISI 4340 Steel by Shot Peening and Ultrasonic Nanocrystal Surface Modification[J]. Materials Science & Engineering A, 2020, 791:139752. |
| [14] | ZHOU C H, YAN X Y, LIU D, et al. Simultaneously Achieving Strength-ductility in Additive-manufactured. Ti6Al4V Alloy via Ultrasonic Surface Rolling Process [J]. Materials Science & Engineering A, 2025, 920, 147555. |
| [15] | YANG J, LIU D X, REN Z C, et al. Grain Growth and Fatigue Behaviors of GH4169 Superalloy Subjected to Excessive Ultrasonic Surface Rolling Process [J]. Materials Science & Engineering A, 2022, 839: 142875. |
| [16] | QIN T, AO N, REN X, et al. Determination of Optimal Ultrasonic Surface Rolling Parameters to Enhance the Fatigue Strength of Railway Axle EA4T Steel[J]. Engineering Fracture Mechanics, 2022, 275:108831. |
| [17] | TONG Z, LIU H, JIAO J, et al. Microstructure, Microhardness and Residual Stress of Laser Additive Manufactured CoCrFeMnNi High-entropy Alloy Subjected to Laser Shock Peening[J]. Journal of Materials Processing Technology, 2020, 285:116806. |
| [18] | LI F, ZHAO B, LAN S, et al. Experiment and Simulation of the effect of Ultrasonic Rolling on the Surface Properties of Ti-6Al-4V[J]. International Journal of Advanced Manufacturing Technology, 2020, 106(5/6):1-8. |
| [1] | 周金宇, 陈逸飞. 基于多尺度模拟的选区激光熔化金属件疲劳性能预测[J]. 中国机械工程, 2025, 36(9): 2087-2096. |
| [2] | 姜世杰1, 2, 蔡尚港1, 英洪玮1, 陈佳琦1. 17-4PH不锈钢挤出成形制品的疲劳性能[J]. 中国机械工程, 2025, 36(07): 1582-1591. |
| [3] | 雷付煜1, 徐小旭2, 赵亚明2, 罗军1, 马超1, 徐从昌1, 李落星13. 加载角度对6082铝合金自冲铆接接头疲劳性能及失效模式的影响[J]. 中国机械工程, 2025, 36(01): 141-151. |
| [4] | 靳淇超1, 2, 包虎子1, 李良万3, 汪文虎3, 张锦淇1, 叶子银1, 郭磊1. DD5缓进磨削表面粗糙度和硬化率对疲劳性能影响研究[J]. 中国机械工程, 2024, 35(08): 1472-1479. |
| [5] | 于良, 郑光明, 杨先海, 程祥, 常垲硕, 李学伟. 深冷处理对PCBN刀具切削性能的影响研究[J]. 中国机械工程, 2022, 33(20): 2450-2458. |
| [6] | 姜云禄, 杨亮, 韩晓辉, 徐野, 陈怀宁, 蔡桂喜. 运行条件对不锈钢点焊疲劳性能影响及开裂分析[J]. 中国机械工程, 2021, 32(14): 1726-1731. |
| [7] | 唐凯1;周留成2;何卫峰2;王文健1;郭俊1;刘启跃1. 激光冲击强化对LZ50车轴钢疲劳性能影响试验研究[J]. 中国机械工程, 2020, 31(03): 267-273. |
| [8] | 黄潇1,2;曹子文2;常明1;邹世坤2. 激光冲击强化对TC4钛合金单面修饰激光焊接接头疲劳性能的影响[J]. 中国机械工程, 2018, 29(01): 104-109. |
| [9] | 石燕栋, 郭海丁. 铝合金焊点疲劳性能及其影响因素分析[J]. 中国机械工程, 2014, 25(22): 3104-3108. |
| [10] | 石燕栋, 郭海丁. 铝合金点焊拉剪接头疲劳性能及寿命分析[J]. 中国机械工程, 2014, 25(20): 2806-2810. |
| [11] | 廖建;曹增强;代瑛;马宏毅;. 玻璃纤维/铝合金层板基本成形性试验研究[J]. J4, 2008, 19(2): 248-251. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||