


ISSN 1004-132X
CN 42-1294/TH
CN 42-1294/TH
中国机械工程 ›› 2026, Vol. 37 ›› Issue (6): 1486-1496.DOI: 10.3969/j.issn.1004-132X.2026.06.021
• 先进材料加工工程 • 上一篇
张龙1,2( ), 梁棋钰1,2(), 魏骁3, 万闯2
), 梁棋钰1,2(), 魏骁3, 万闯2
收稿日期:2025-05-27
出版日期:2026-06-25
发布日期:2026-07-17
通讯作者:
梁棋钰
作者简介:张龙,男,2000年生,硕士研究生。研究方向为板材成形及回弹预测、深度学习。E-mail: zhanglong202503@163.com基金资助:
ZHANG Long1,2(), LIANG Qiyu1,2(), WEI Xiao3, WAN Chuang2
Received:2025-05-27
Online:2026-06-25
Published:2026-07-17
Contact:
LIANG Qiyu
摘要:
针对船舶三维数控弯板机这一船体外板成形设备,开展了板材回弹实验及仿真方法验证。考虑实际生产需求和加工精度,采用拉丁超立方采样方法间隔生成用于模型训练的工况数据,并采用验证后的仿真方法构建了模型训练集及预测集。提出了一种基于本构嵌入的深度学习模型(CE-DNN),在视觉几何组(VGG)网络中嵌入材料卷积层,构建融合材料参数、厚度及形状特征的多参数耦合学习框架。采用数据外推和训练集缩减策略量化评估该模型在数据受限场景下的性能,结果表明,该模型在材料、厚度和形状参数的训练数据量减少情况下具有一定的鲁棒性,同时在回弹数据外推预测方面具有一定的泛化性能。
中图分类号:
张龙, 梁棋钰, 魏骁, 万闯. 基于本构嵌入深度学习模型的板材多点柔性成形回弹预测[J]. 中国机械工程, 2026, 37(6): 1486-1496.
ZHANG Long, LIANG Qiyu, WEI Xiao, WAN Chuang. Springback Prediction in Plate Forming Based on Constitutive Model Embedded Deep Neural Network[J]. China Mechanical Engineering, 2026, 37(6): 1486-1496.
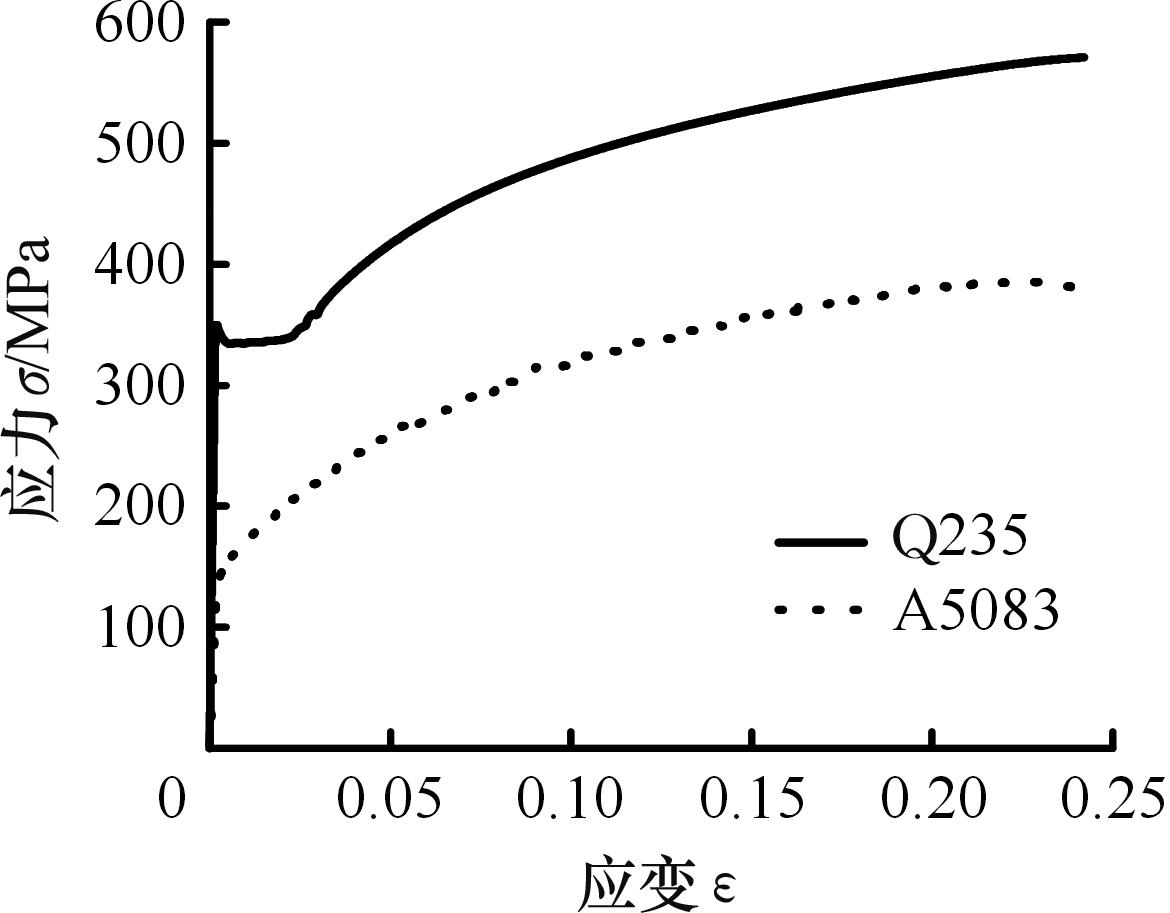
图1 真实应力-应变曲线
Fig.1 True stress-strain curves
| 材料 | 屈服强度 σy/MPa | 抗拉强度 σu/MPa | 弹性模量 E/GPa |
|---|---|---|---|
| Q235 | 348.8 | 571.54 | 207 |
| A5083 | 132.79 | 391.45 | 66.30 |
表1 材料参数
Tab.1 Material parameter
| 材料 | 屈服强度 σy/MPa | 抗拉强度 σu/MPa | 弹性模量 E/GPa |
|---|---|---|---|
| Q235 | 348.8 | 571.54 | 207 |
| A5083 | 132.79 | 391.45 | 66.30 |
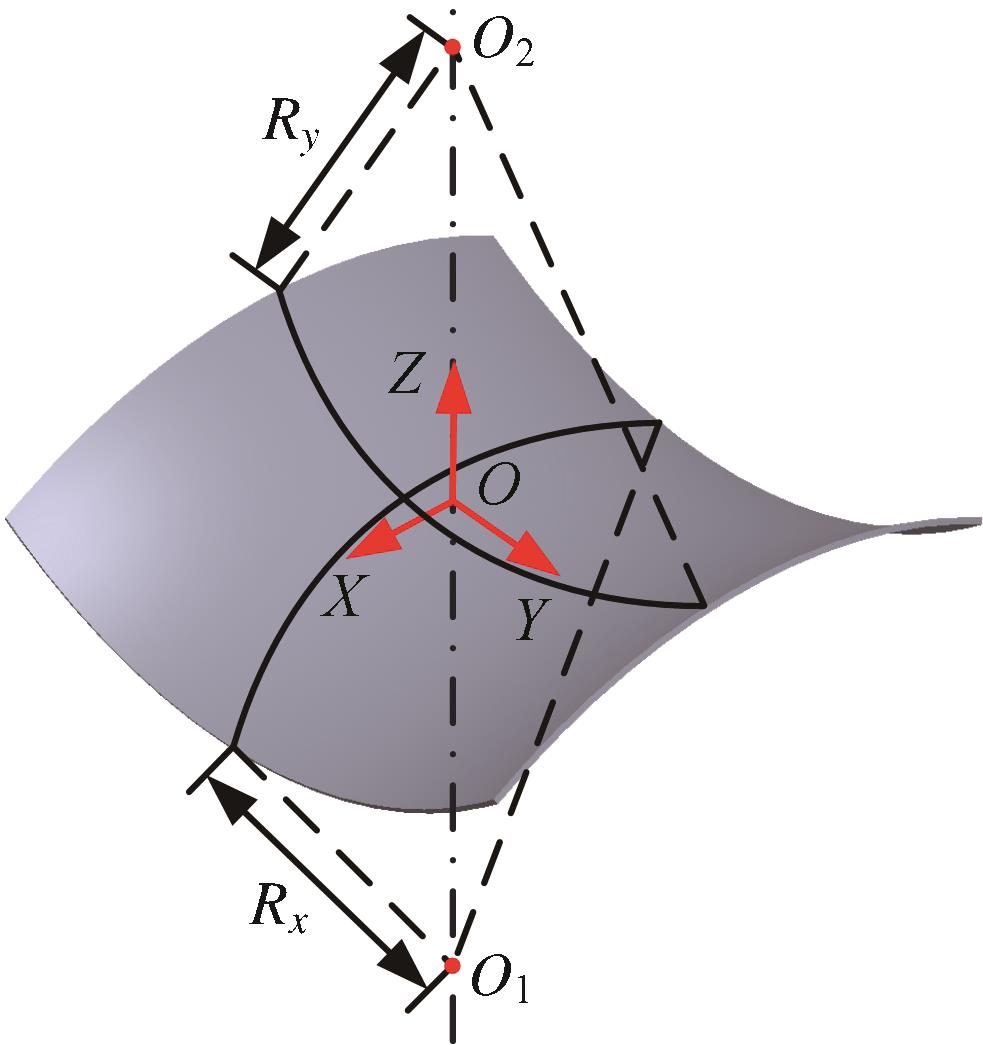
图2 鞍面示意图
Fig.2 Schematic of a saddle surface
| 实验工况 | 材料 | 横向 半径Rx | 纵向 半径Ry | 厚度T |
|---|---|---|---|---|
| QRX300RY300T10 | Q235 | 300 | 300 | 10 |
| ARX300RY300T10 | A5083 | 300 | 300 | 10 |
| ARX350RY350T10 | 350 | 350 | 10 |
表2 实验工况参数 (mm)
Tab.2 Experimental operating conditions and parameters
| 实验工况 | 材料 | 横向 半径Rx | 纵向 半径Ry | 厚度T |
|---|---|---|---|---|
| QRX300RY300T10 | Q235 | 300 | 300 | 10 |
| ARX300RY300T10 | A5083 | 300 | 300 | 10 |
| ARX350RY350T10 | 350 | 350 | 10 |
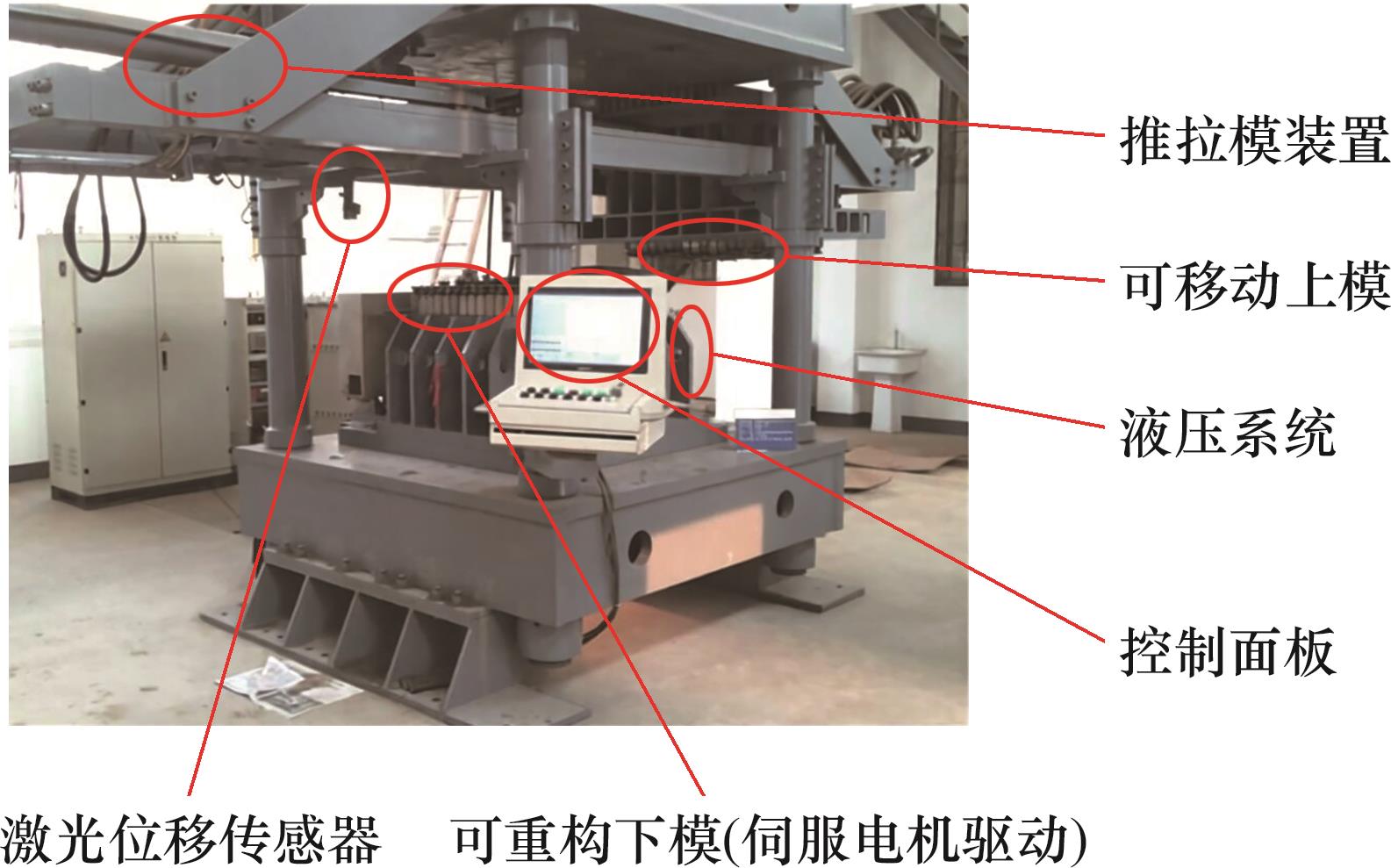
图3 船舶三维数控弯板机整体图[13]
Fig.3 Setup of ship three-dimensional computational numerical control bending machine[13]
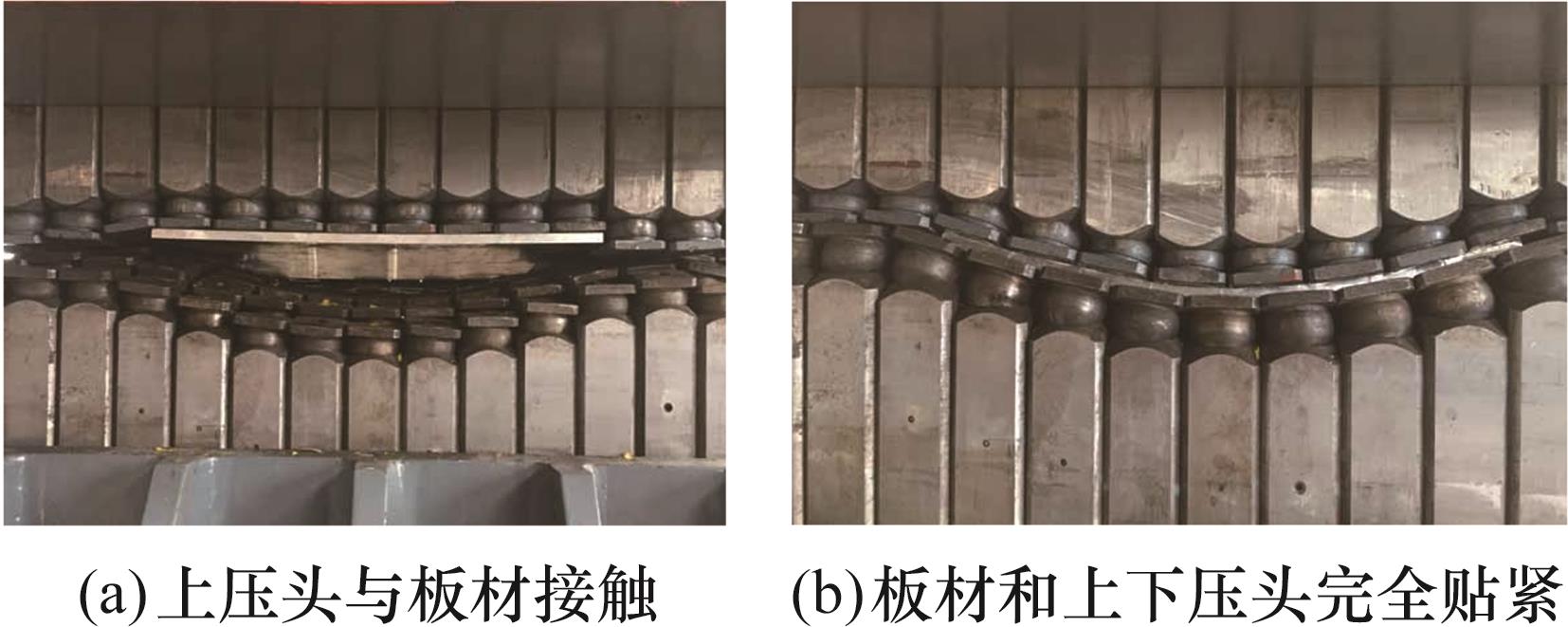
图4 板材在SKWB-400弯板机中的成形过程[14]
Fig.4 Forming process of shect metal in SKWB-400 bending machine[14]
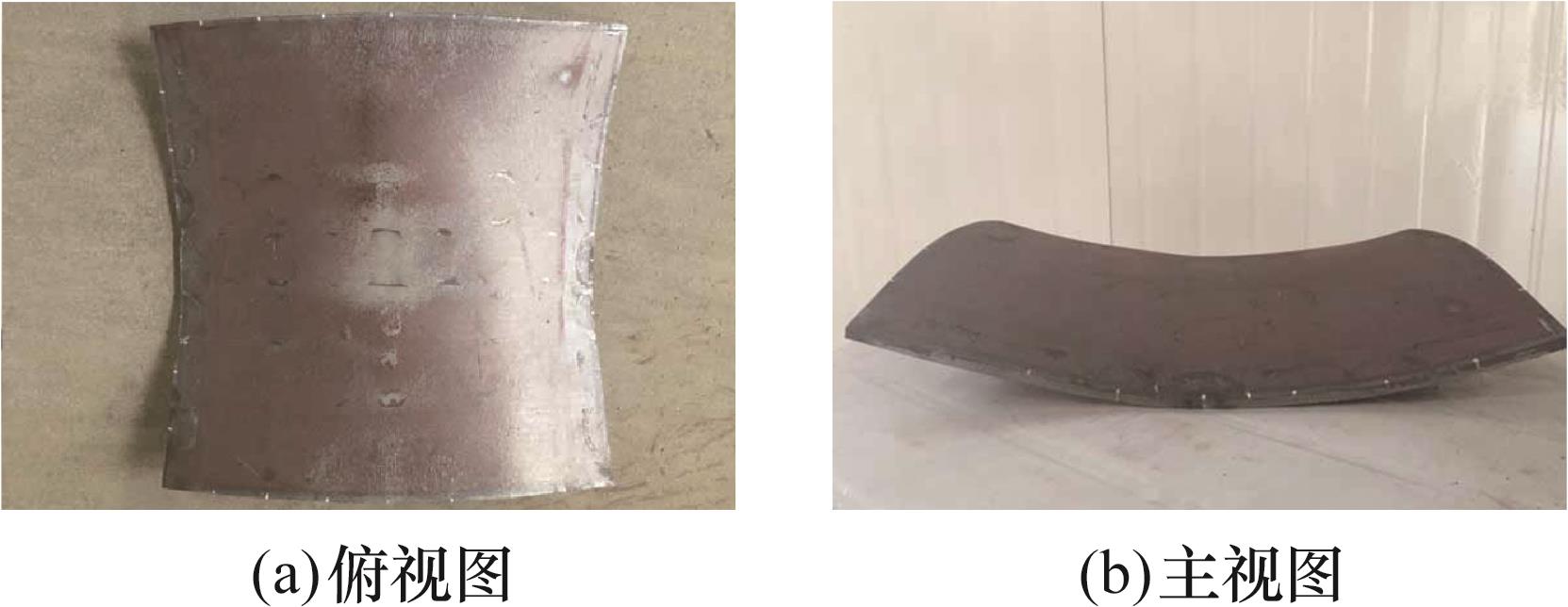
图5 QRX300RY300T10卸载回弹后形状
Fig.5 Sheet springback shape of QRX300RY300T10
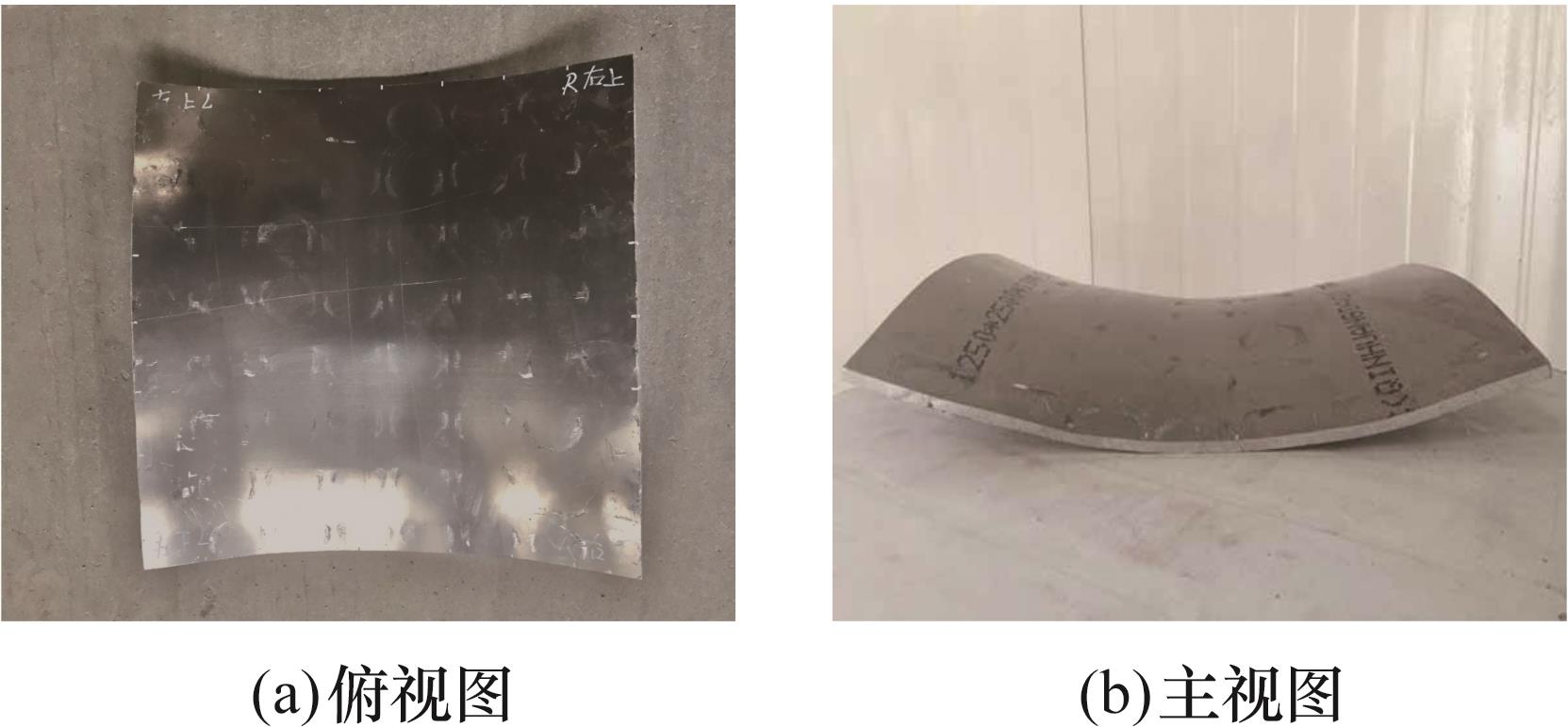
图6 ARX300RY300T10卸载回弹后形状
Fig.6 Sheet springback shape of ARX300RY300T10
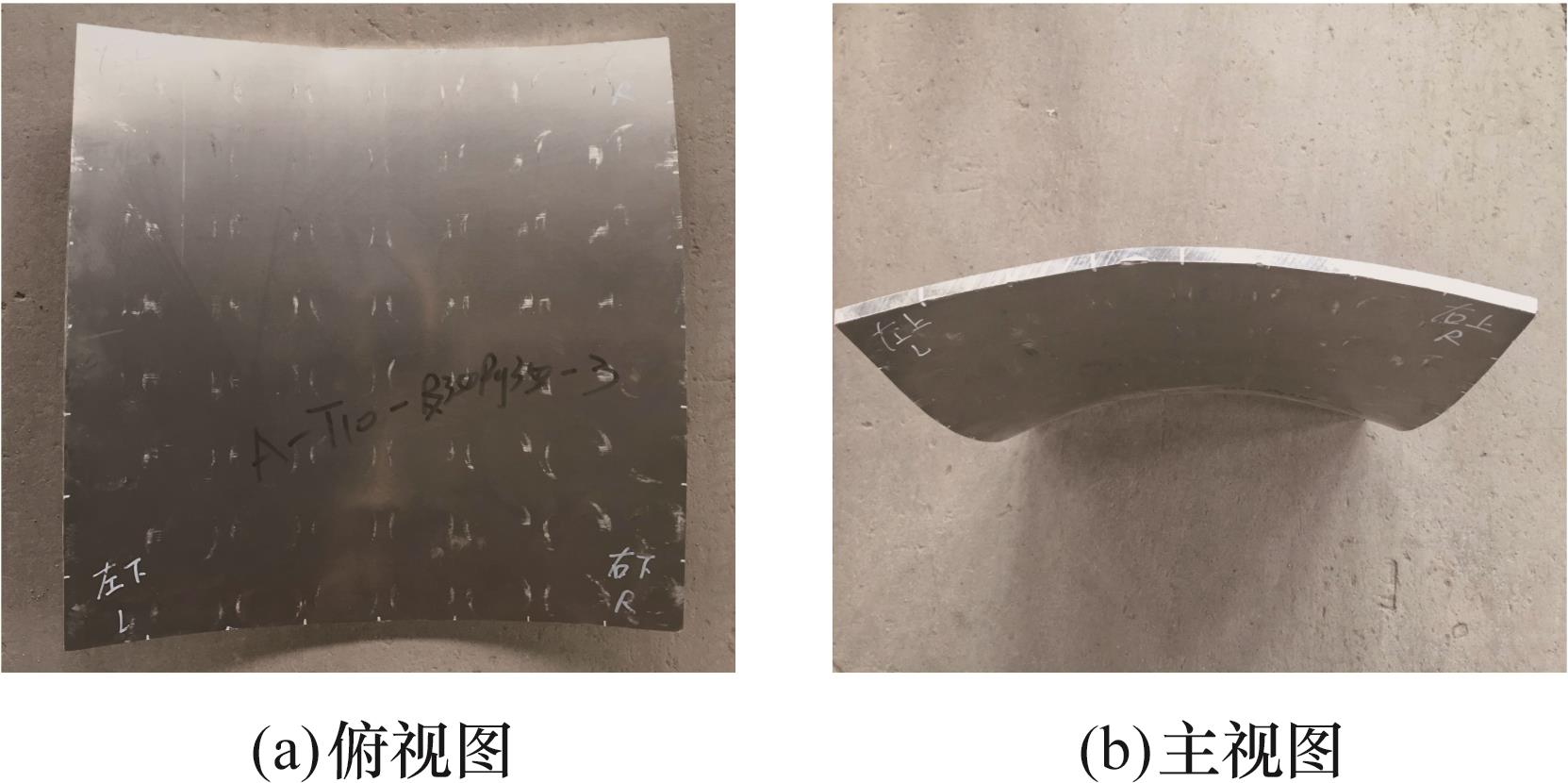
图7 ARX350RY350T10卸载回弹后形状
Fig.7 Sheet springback shape of ARX350RY350T10
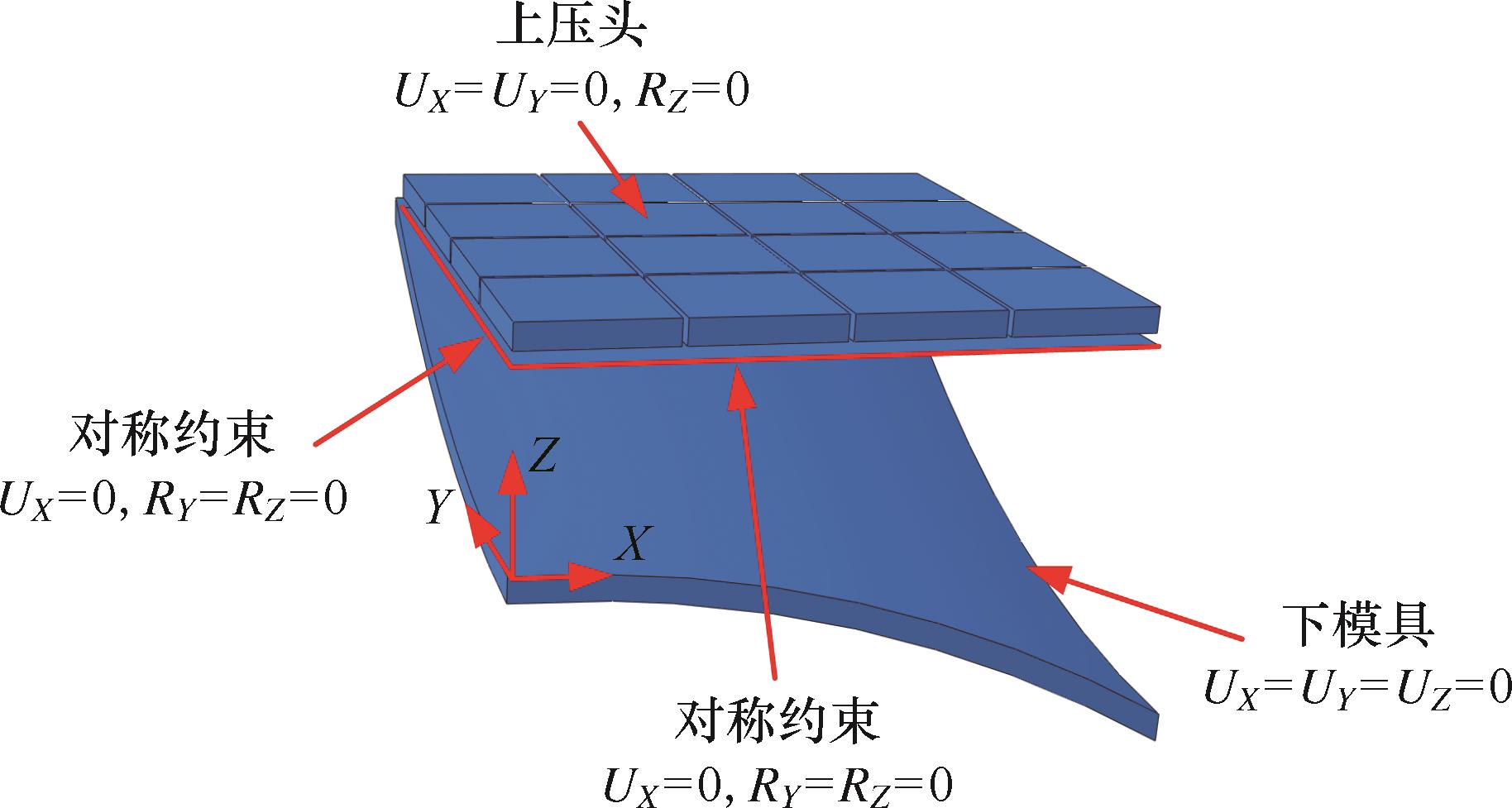
图8 板材成形有限元模型
Fig.8 Finite element model of sheet metal forming
| 工况名称 | 回弹量平均相对误差 |
|---|---|
| QRX300QY300T10 | 18.57 |
| ARX300QY300 T10 | 10.67 |
| ARX350QY350 T10 | 4.73 |
表3 数值模拟相对误差 (%)
Tab.3 Relative error of numerical simulation
| 工况名称 | 回弹量平均相对误差 |
|---|---|
| QRX300QY300T10 | 18.57 |
| ARX300QY300 T10 | 10.67 |
| ARX350QY350 T10 | 4.73 |
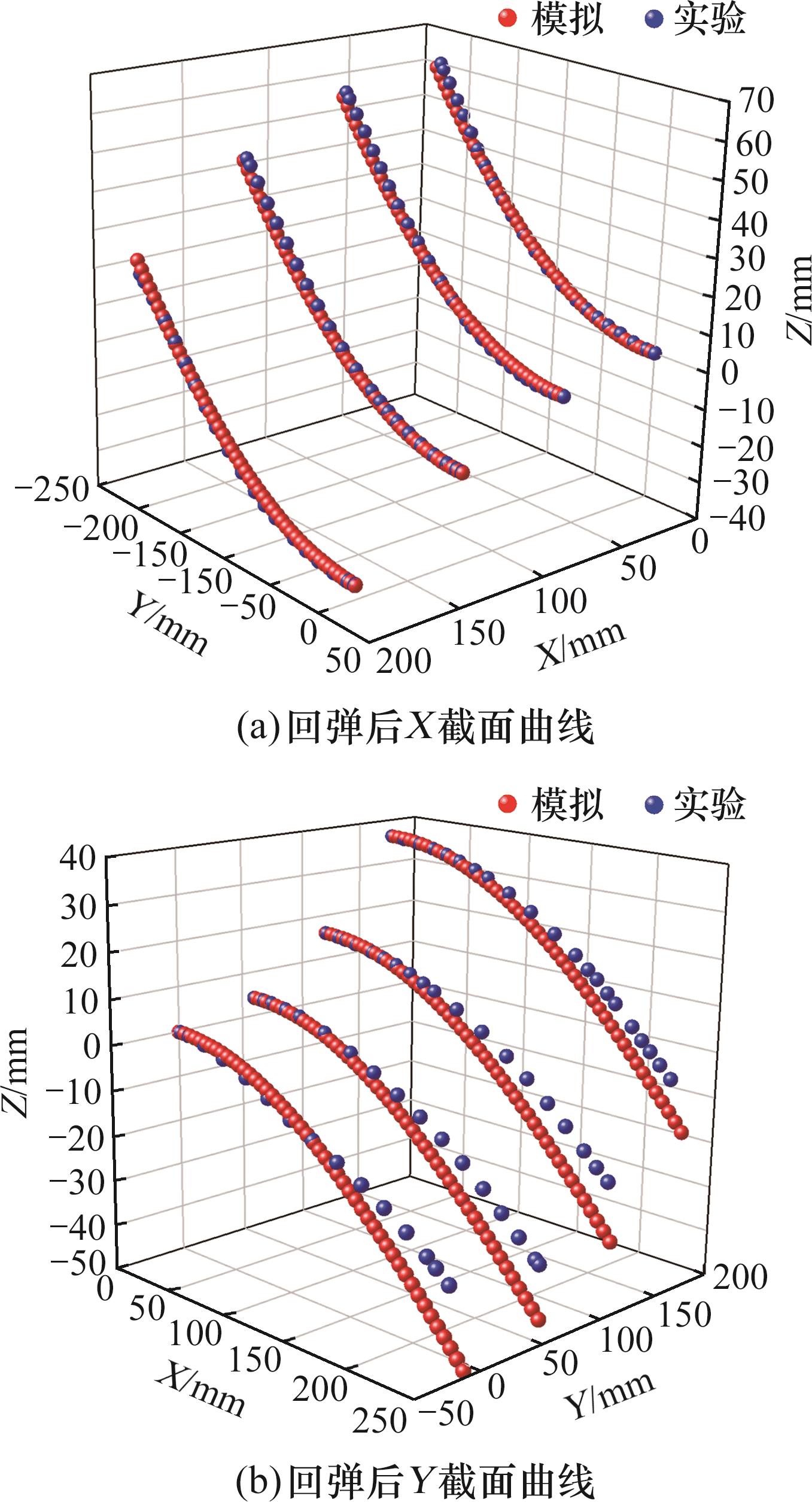
图9 QRX300RY300T10回弹后截面曲线对比
Fig.9 Cross-section curves of QRX300RY300T10 after springback
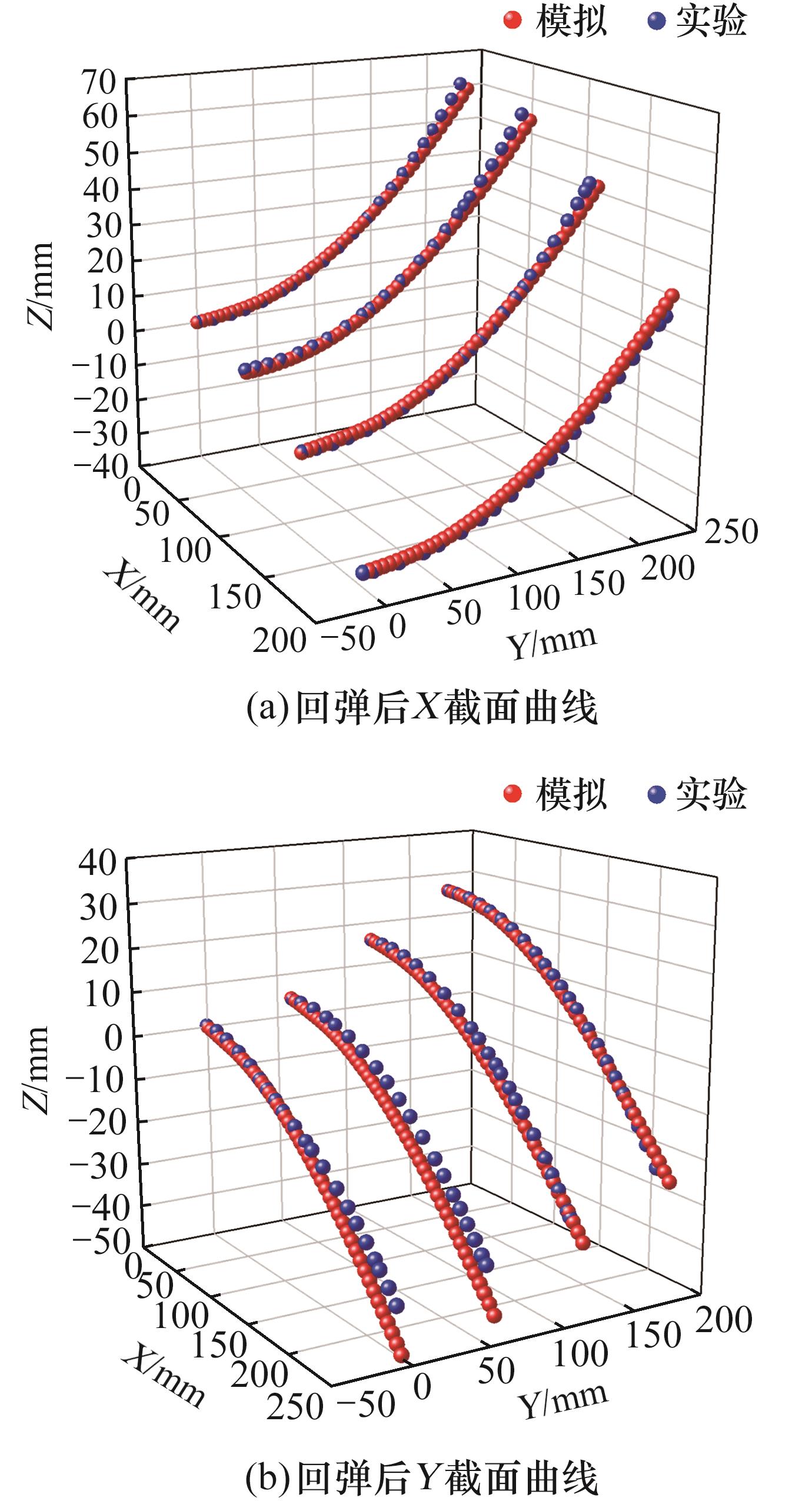
图10 ARX300RY300T10回弹后截面曲线对比
Fig.10 Cross-section curves of ARX300RY300T10 after springback
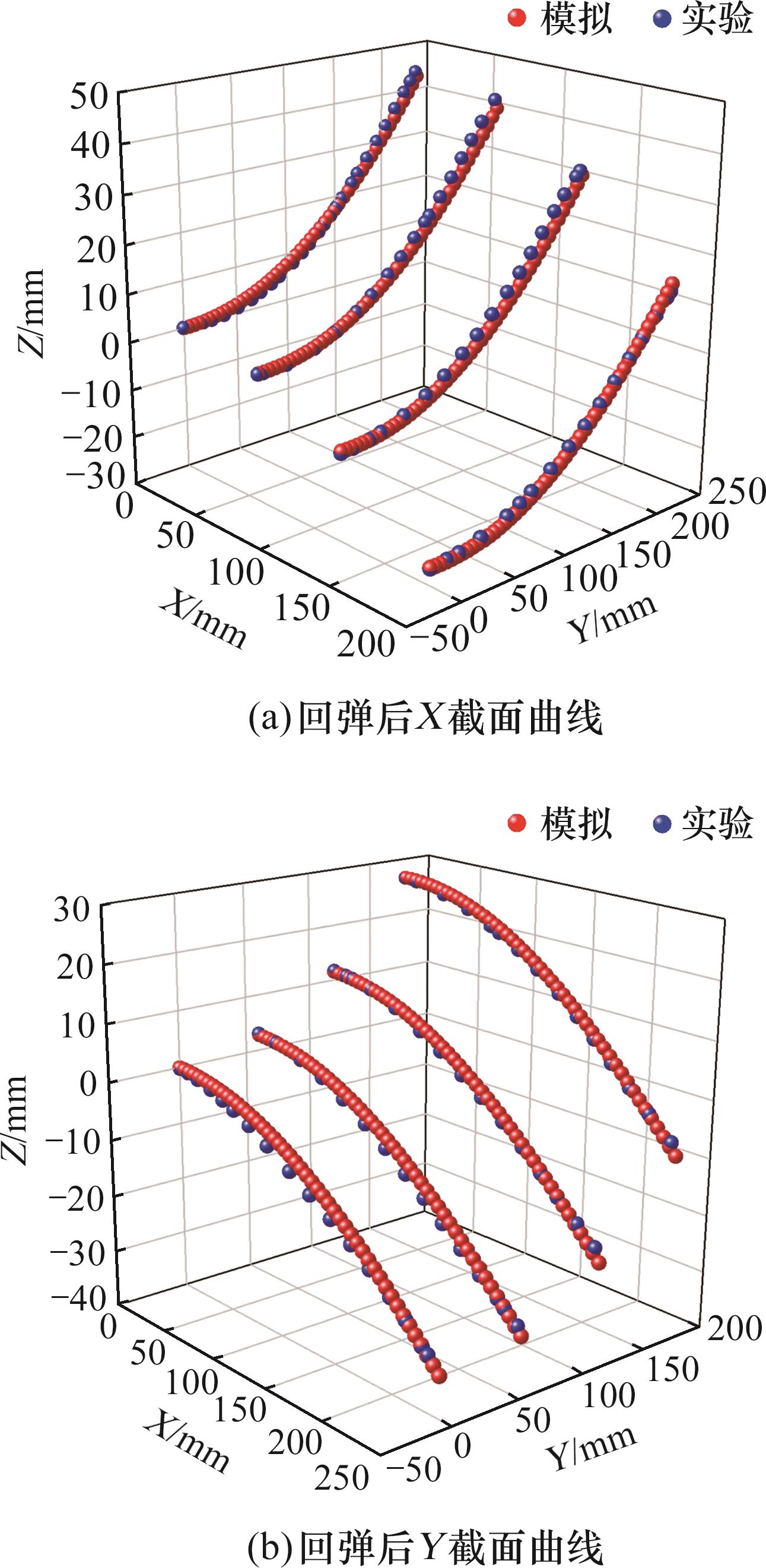
图11 ARX350RY350T10回弹后截面曲线对比
Fig.11 Cross-section curves of ARX350RY350T10 after springback
| 采样参数 | 取值范围 |
|---|---|
| 厚度T/mm | 8~18 |
| X方向成形曲率半径/mm | 1500~2500 |
| Y方向成形曲率半径/mm | 1500~5000 |
| 材料种类 | Q235(Y297),Q235(Y349), Q235(Y252),A5083,EH36 |
表4 拉丁超立方采样参数
Tab.4 Parameters in latin hypercube sampling
| 采样参数 | 取值范围 |
|---|---|
| 厚度T/mm | 8~18 |
| X方向成形曲率半径/mm | 1500~2500 |
| Y方向成形曲率半径/mm | 1500~5000 |
| 材料种类 | Q235(Y297),Q235(Y349), Q235(Y252),A5083,EH36 |
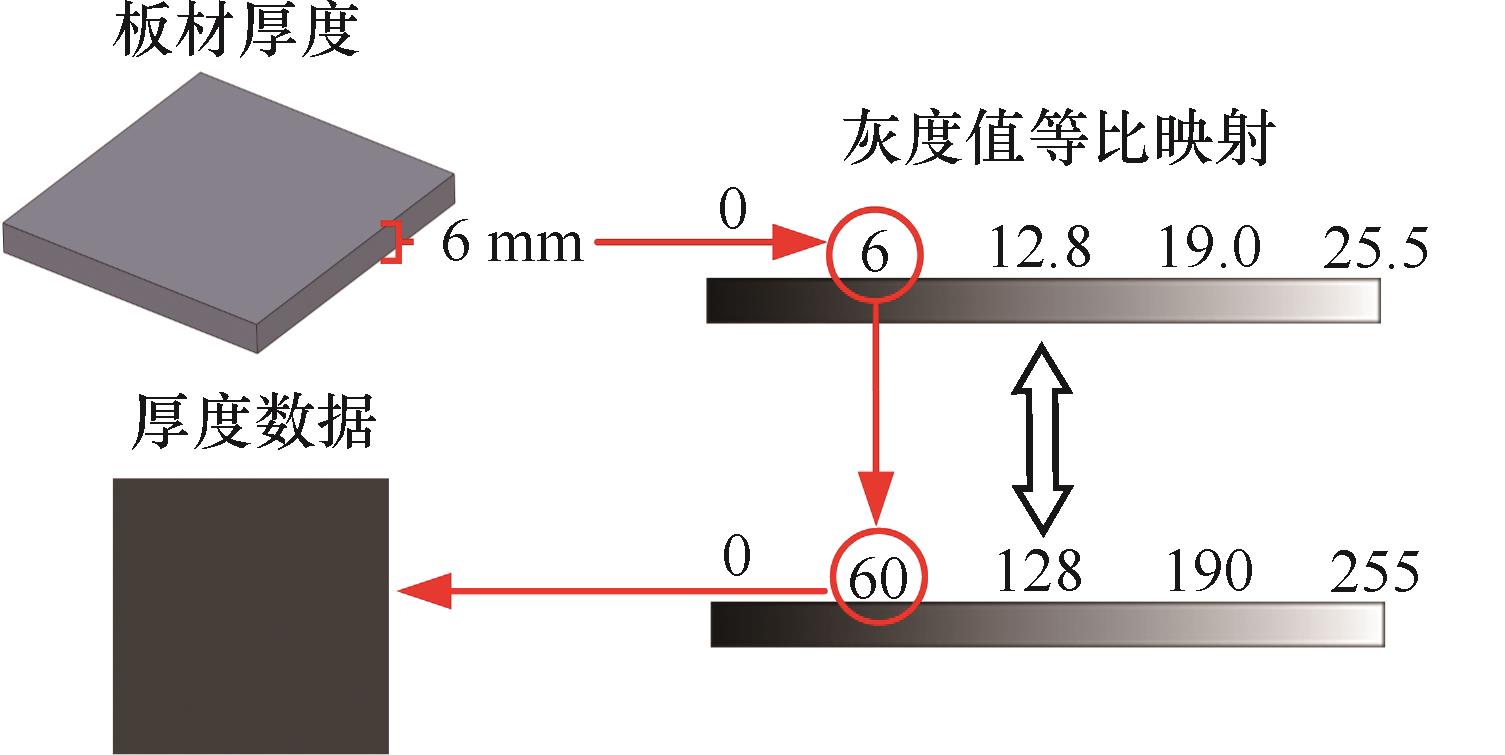
图12 厚度数据集制作流程示意图
Fig.12 Production process of thickness data
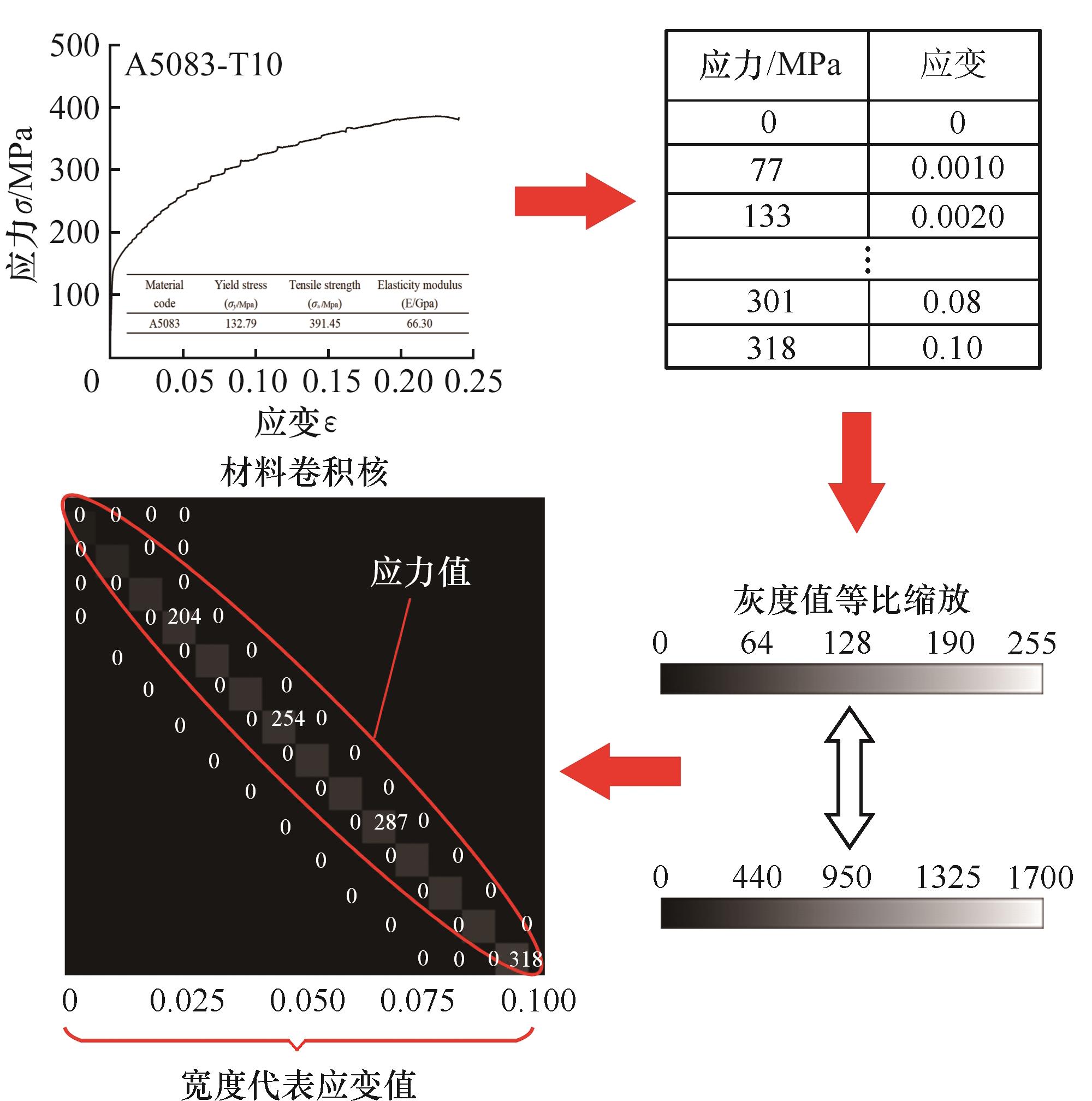
图13 材料数据制作流程示意图
Fig.13 Production process of material data
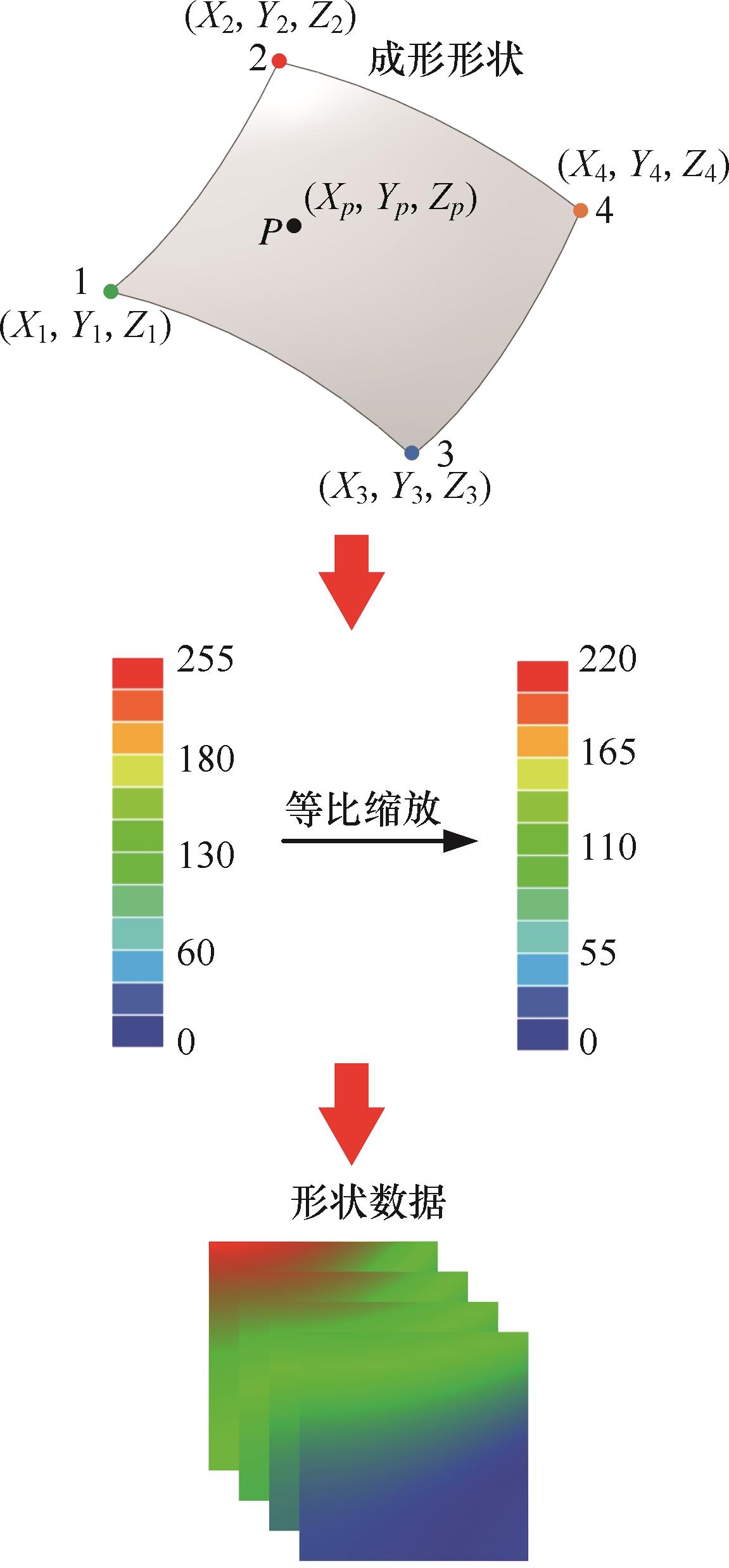
图14 形状数据集制作流程示意图
Fig.14 Production process of shape data
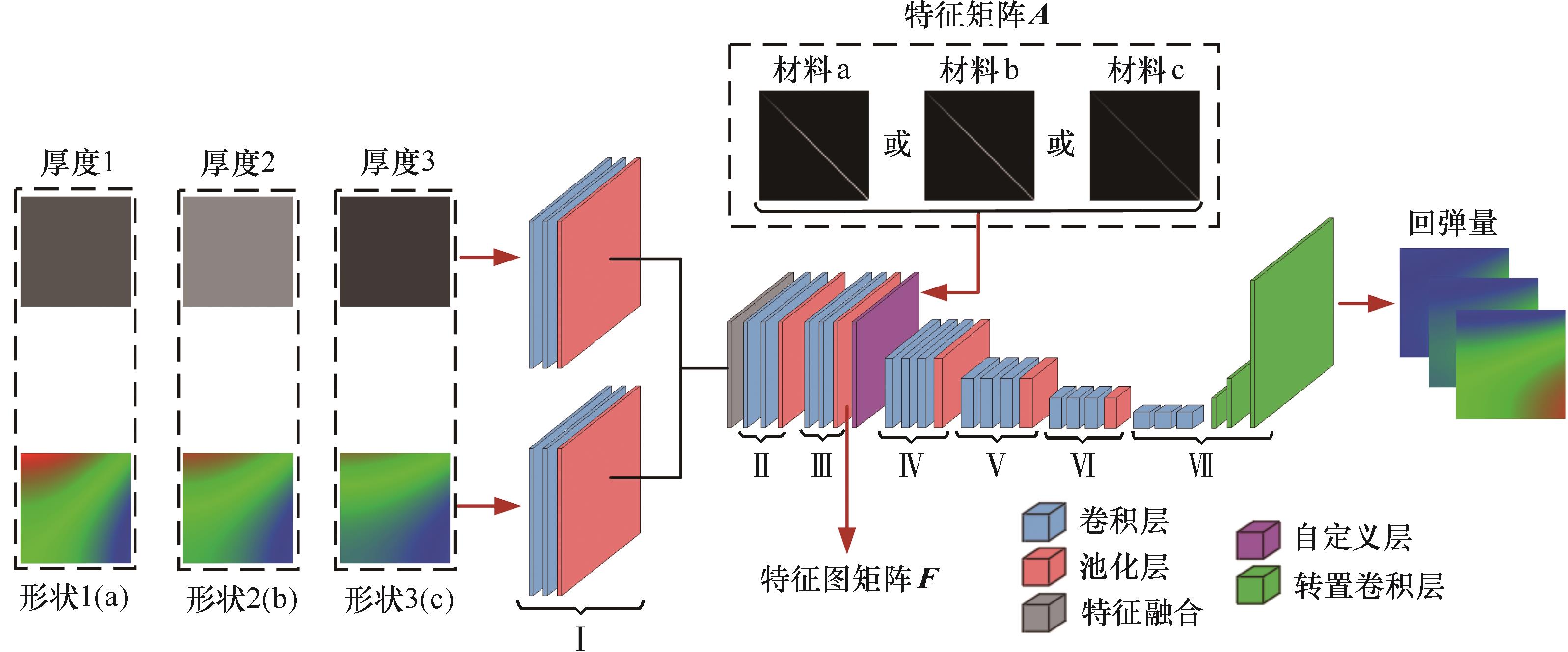
图15 CE-DNN的架构及其内部数据流动
Fig.15 Architecture and internal data flow of CE-DNN
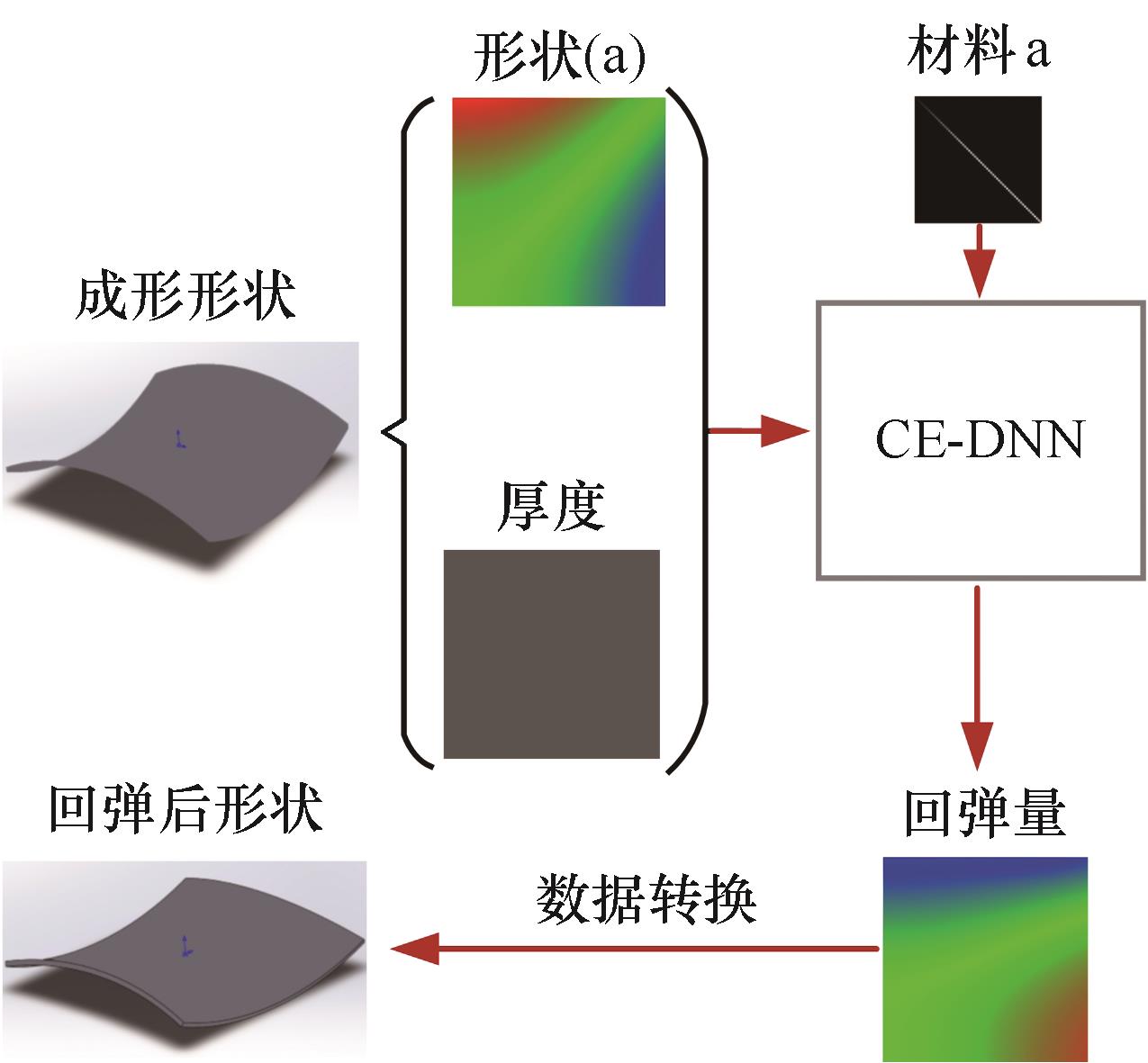
图16 预测模型流程图
Fig.16 The flowchart of prediction model
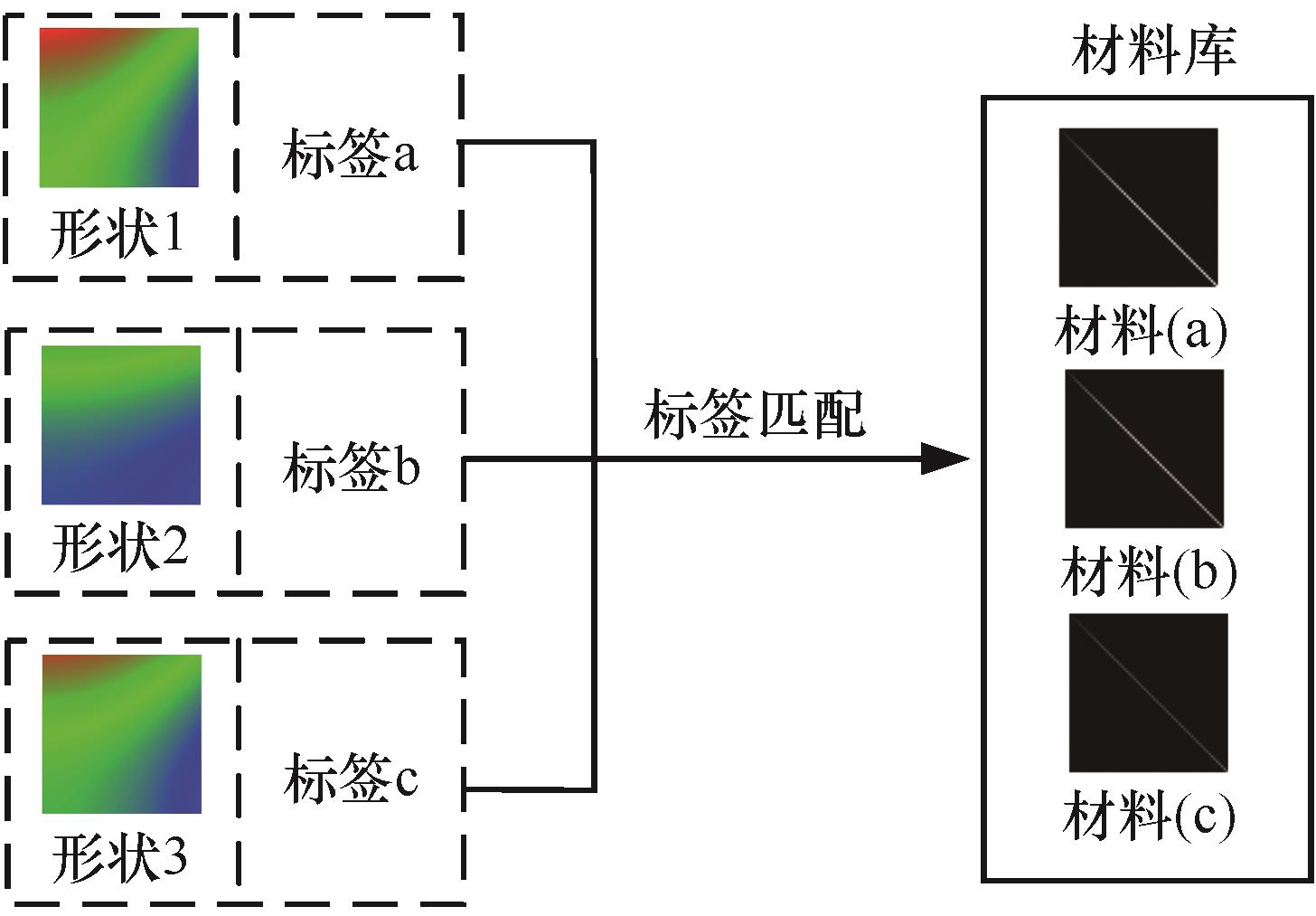
图17 材料参数匹配示意图
Fig.17 Material parameter matching
| 模型名称 | 数据量/组 | 训练时间 | MSE |
|---|---|---|---|
| CE-DNN | 100 | 2 h35 min | 3.9×10 |
表5 模型训练性能
Tab.5 Model training performances
| 模型名称 | 数据量/组 | 训练时间 | MSE |
|---|---|---|---|
| CE-DNN | 100 | 2 h35 min | 3.9×10 |
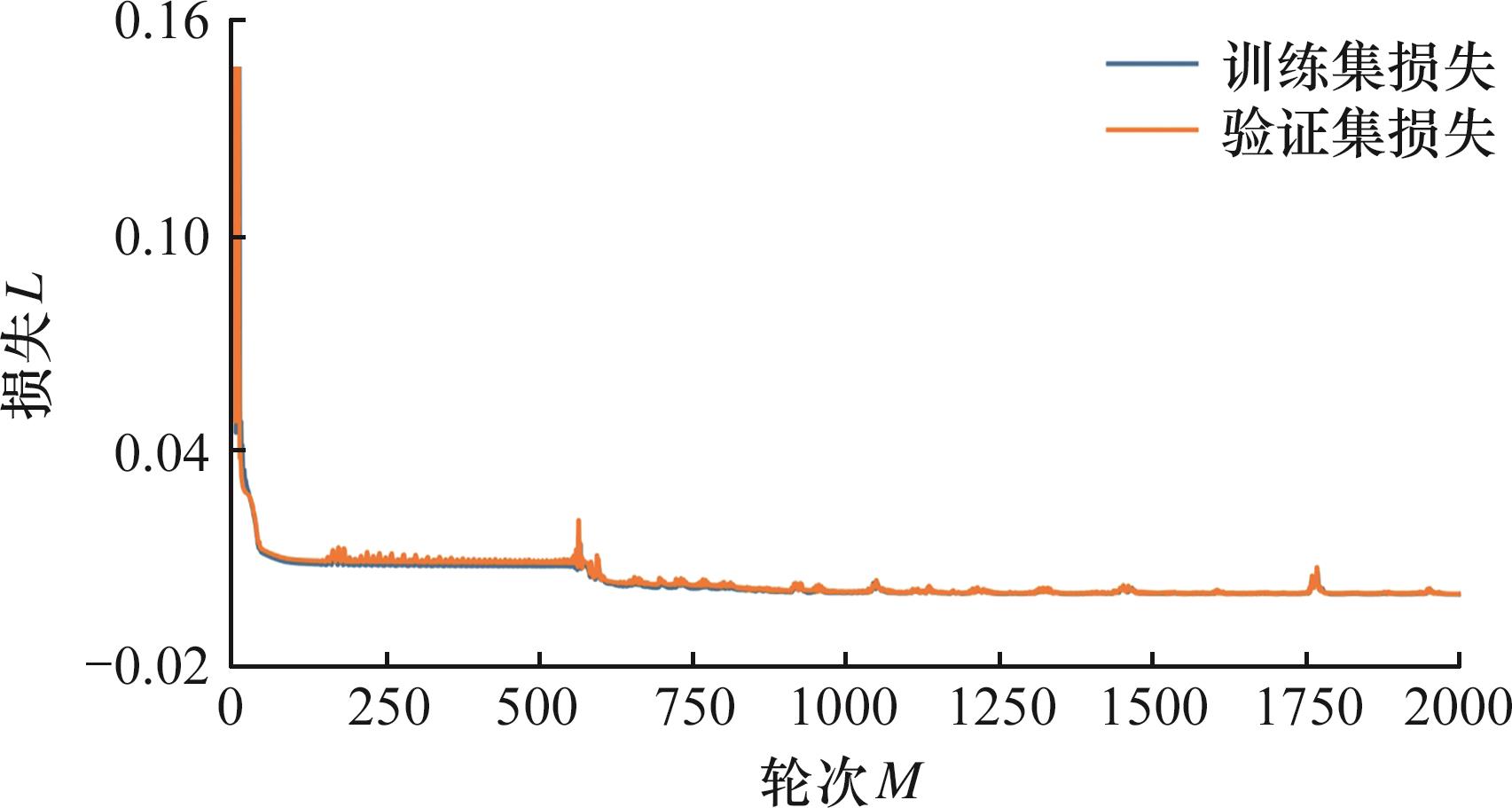
图18 CE-DNN模型损失函数的变化情况
Fig.18 Training loss of CE-DNN
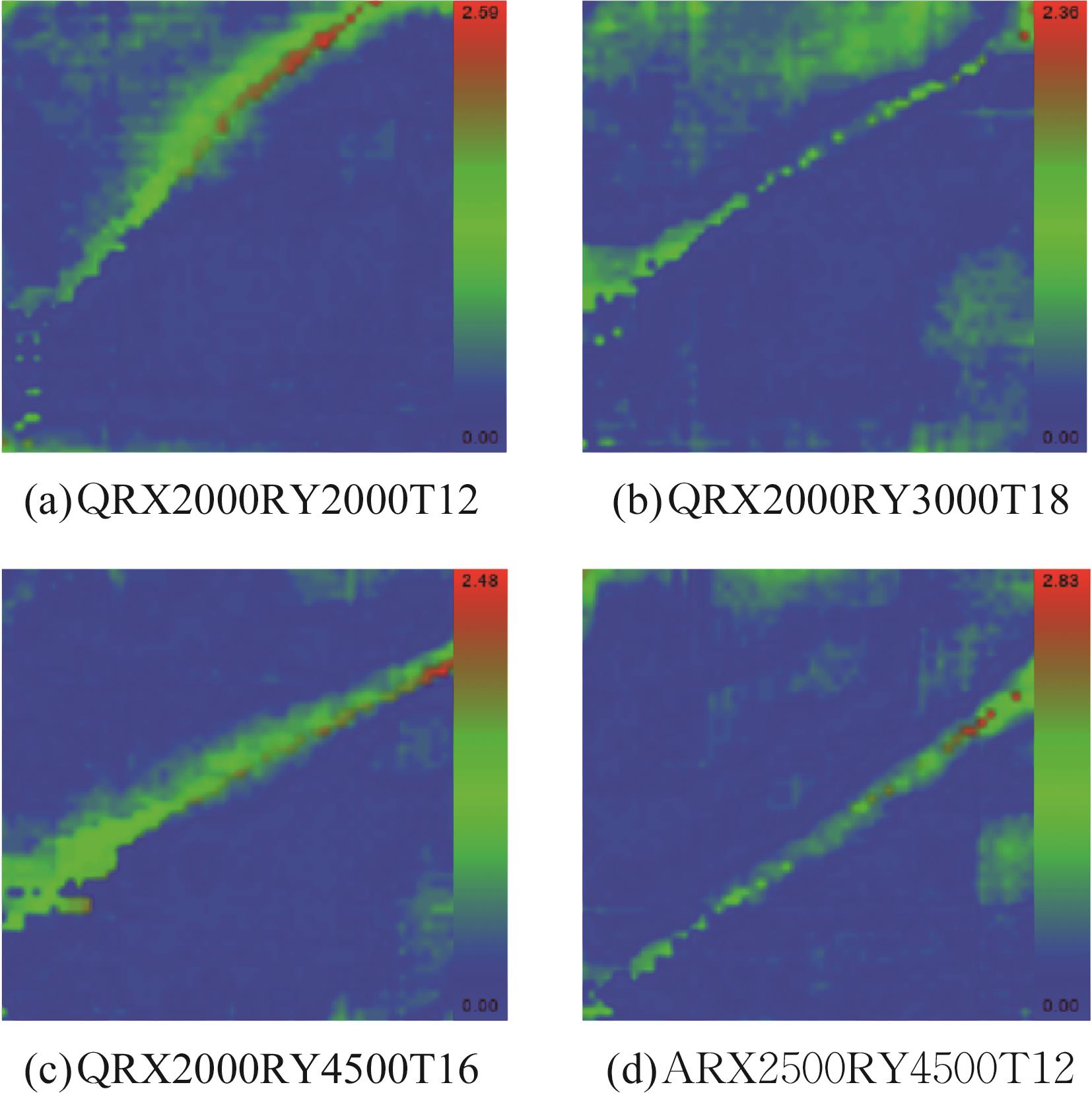
图19 回弹预测的误差图
Fig.19 Springback prediction error diagram
| 工况名称 | 最大回弹量相对误差 |
|---|---|
| QRX2000RY2000T12 | 0.92 |
| QRX2000RY3000T18 | 2.35 |
| QRX2000RY4500T16 | 1.00 |
| ARX2500RY4500T12 | 7.98 |
表6 CE-DNN模型预测结果 (%)
Tab.6 Prediction results of CE-DNN model
| 工况名称 | 最大回弹量相对误差 |
|---|---|
| QRX2000RY2000T12 | 0.92 |
| QRX2000RY3000T18 | 2.35 |
| QRX2000RY4500T16 | 1.00 |
| ARX2500RY4500T12 | 7.98 |
| 最大回弹量相对误差 | 模型名称 | |
|---|---|---|
| FCN | CE-DNN | |
| QRX2000RY1500T12 | 6.77 | 2.54 |
| QRX2000RY2000T12 | 3.37 | 1.87 |
| QRX2000RY2300T14 | 10.07 | 8.76 |
| QRX2000RY2600T18 | 10.38 | 9.11 |
表7 模型预测结果对比 (%)
Tab.7 Prediction accuracy of two models
| 最大回弹量相对误差 | 模型名称 | |
|---|---|---|
| FCN | CE-DNN | |
| QRX2000RY1500T12 | 6.77 | 2.54 |
| QRX2000RY2000T12 | 3.37 | 1.87 |
| QRX2000RY2300T14 | 10.07 | 8.76 |
| QRX2000RY2600T18 | 10.38 | 9.11 |
| 工况名称 | 外推百分比 | 最大回弹量 相对误差 |
|---|---|---|
| QRX2000RY2000T19 | +10 | 6.05 |
| QRX2000RY2000T20 | +20 | 7.27 |
| QRX2000RY2000T21 | +30 | 2.21 |
| QRX2000RY2000T22 | +40 | 42.25 |
| ARX2500RY2000T4 | 27.80 | |
| ARX2500RY2000T5 | 10.78 | |
| ARX2500RY2000T6 | 9.51 | |
| ARX2500RY2000T7 | 5.95 |
表8 厚度参数外推预测精度
Tab.8 Prediction accuracy of thickness extrapolation %
| 工况名称 | 外推百分比 | 最大回弹量 相对误差 |
|---|---|---|
| QRX2000RY2000T19 | +10 | 6.05 |
| QRX2000RY2000T20 | +20 | 7.27 |
| QRX2000RY2000T21 | +30 | 2.21 |
| QRX2000RY2000T22 | +40 | 42.25 |
| ARX2500RY2000T4 | 27.80 | |
| ARX2500RY2000T5 | 10.78 | |
| ARX2500RY2000T6 | 9.51 | |
| ARX2500RY2000T7 | 5.95 |
| 工况名称 | 外推百分比 | 最大回弹量 相对误差 |
|---|---|---|
| QRX1500RY1400T12 | +8.43 | 3.02 |
| QRX1500RY1200T12 | +17.27 | 5.09 |
| QRX1500RY1100T12 | +22.72 | 7.76 |
| QRX1500RY1050T12 | +26.05 | 43.98 |
| QRX1500RY1000T12 | +29.53 | 81.52 |
表9 曲率参数外推预测精度 (%)
Tab.9 Prediction accuracy of curvature extrapolation
| 工况名称 | 外推百分比 | 最大回弹量 相对误差 |
|---|---|---|
| QRX1500RY1400T12 | +8.43 | 3.02 |
| QRX1500RY1200T12 | +17.27 | 5.09 |
| QRX1500RY1100T12 | +22.72 | 7.76 |
| QRX1500RY1050T12 | +26.05 | 43.98 |
| QRX1500RY1000T12 | +29.53 | 81.52 |
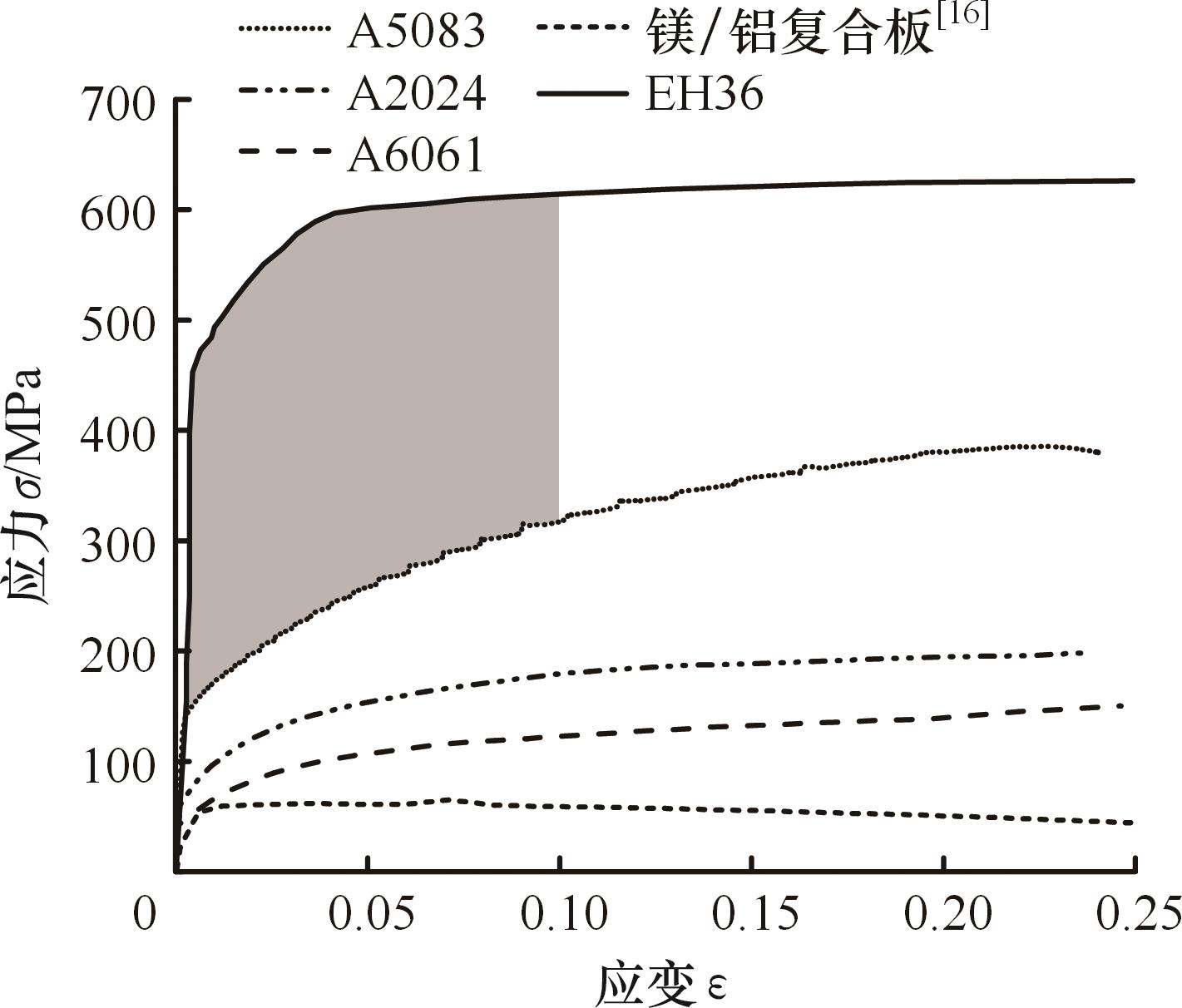
图20 铝合金材料真实应力-应变曲线
Fig.20 True stress-strain curves of aluminum alloy
| 工况名称 | 材料 | 外推 百分比 | 最大回弹量 相对误差 |
|---|---|---|---|
| RX1500RY1500T8 | A2024 | 32 | 7.63 |
| RX1500RY2000T8 | 9.31 | ||
| RX1500RY2000T10 | 5.02 | ||
| RX1500RY1500T8 | A6061 | 45 | 19.69 |
| RX1500RY1500T12 | 23.11 | ||
| RX1500RY2500T8 | 22.33 | ||
| RX1500RY1500T8 | 镁/铝 复合板 | 63 | 78.45 |
| RX1500RY1500T10 | 75.43 | ||
| RX1500RY2000T8 | 83.43 |
表10 材料参数外推预测精度
Tab.10 Prediction accuracy of material extrapolation %
| 工况名称 | 材料 | 外推 百分比 | 最大回弹量 相对误差 |
|---|---|---|---|
| RX1500RY1500T8 | A2024 | 32 | 7.63 |
| RX1500RY2000T8 | 9.31 | ||
| RX1500RY2000T10 | 5.02 | ||
| RX1500RY1500T8 | A6061 | 45 | 19.69 |
| RX1500RY1500T12 | 23.11 | ||
| RX1500RY2500T8 | 22.33 | ||
| RX1500RY1500T8 | 镁/铝 复合板 | 63 | 78.45 |
| RX1500RY1500T10 | 75.43 | ||
| RX1500RY2000T8 | 83.43 |
| 模型名称 | 数据量/组 | 训练时间 | MSE |
|---|---|---|---|
| 厚度 | 88 | 2 h | 3.3×10 |
| 厚度 | 66 | 1 h37 min | 3.2×10 |
| 厚度 | 53 | 1 h16 min | 3.7×10 |
表11 不同厚度数据训练精度对比
Tab.11 Comparison of training accuracy by different thickness data
| 模型名称 | 数据量/组 | 训练时间 | MSE |
|---|---|---|---|
| 厚度 | 88 | 2 h | 3.3×10 |
| 厚度 | 66 | 1 h37 min | 3.2×10 |
| 厚度 | 53 | 1 h16 min | 3.7×10 |
| 工况名称 | 最大回弹量相对误差 | |||
|---|---|---|---|---|
厚度 50% | 厚度 30% | 厚度 10% | 厚度 0 | |
| QRX1500RY2000T12 | 21.11 | 13.76 | 5.73 | 4.59 |
| QRX2000RY2000T12 | 17.51 | 7.75 | 5.60 | 3.73 |
| ARX2500RY3000T8 | 22.01 | 7.86 | 5.50 | 3.55 |
| ARX2500RY3000T18 | 16.50 | 4.87 | 4.17 | 3.34 |
表12 减少厚度数据预测结果 (%)
Tab.12 Prediction results for thickness data reduction
| 工况名称 | 最大回弹量相对误差 | |||
|---|---|---|---|---|
厚度 50% | 厚度 30% | 厚度 10% | 厚度 0 | |
| QRX1500RY2000T12 | 21.11 | 13.76 | 5.73 | 4.59 |
| QRX2000RY2000T12 | 17.51 | 7.75 | 5.60 | 3.73 |
| ARX2500RY3000T8 | 22.01 | 7.86 | 5.50 | 3.55 |
| ARX2500RY3000T18 | 16.50 | 4.87 | 4.17 | 3.34 |
| 模型名称 | 数据量/组 | 训练时间 | σMSE |
|---|---|---|---|
| 曲率 | 88 | 2 h4 min | 2.5×10 |
| 曲率 | 66 | 1 h32 min | 5.9×10 |
表13 不同曲率数据训练精度对比
Tab.13 Comparison of training accuracy by different curvature data
| 模型名称 | 数据量/组 | 训练时间 | σMSE |
|---|---|---|---|
| 曲率 | 88 | 2 h4 min | 2.5×10 |
| 曲率 | 66 | 1 h32 min | 5.9×10 |
| 工况名称 | 最大回弹量相对误差 | ||
|---|---|---|---|
| 曲率 | 曲率 | 曲率 | |
| QRX1500RY2000T12 | 16.61 | 5.80 | 4.59 |
| QRX1500RY3500T8 | 18.37 | 6.64 | 5.25 |
| QRX2000RY3500T16 | 14.26 | 3.56 | 1.17 |
| ARX2500RY1500T18 | 28.88 | 8.42 | 7.82 |
表14 减少曲率数据预测结果 (%)
Tab.14 Prediction results for curvature data reduction
| 工况名称 | 最大回弹量相对误差 | ||
|---|---|---|---|
| 曲率 | 曲率 | 曲率 | |
| QRX1500RY2000T12 | 16.61 | 5.80 | 4.59 |
| QRX1500RY3500T8 | 18.37 | 6.64 | 5.25 |
| QRX2000RY3500T16 | 14.26 | 3.56 | 1.17 |
| ARX2500RY1500T18 | 28.88 | 8.42 | 7.82 |
| 模型名称 | 数据量/组 | 训练时间 | MSE |
|---|---|---|---|
| 材料 | 82 | 1 h 57 min | 1.2×10 |
| 材料 | 61 | 1 h 35 min | 2.0×10 |
表15 不同材料种类数据训练精度对比
Tab.15 Comparison of training accuracy by different material data
| 模型名称 | 数据量/组 | 训练时间 | MSE |
|---|---|---|---|
| 材料 | 82 | 1 h 57 min | 1.2×10 |
| 材料 | 61 | 1 h 35 min | 2.0×10 |
模型名称 (去除材料种类) | 最大回弹量相对误差 | |
|---|---|---|
多工况 平均差值 | 多模型 平均差值 | |
| 材料 | 6.55 | 6.55 |
| 材料 | 7.03 | 6.30 |
| 材料 | 6.38 | |
| 材料 | 5.69 | |
| 材料 | 4.77 | |
| 材料 | 7.62 | |
| 材料 | 7.82 | 6.54 |
| 材料 | 7.73 | |
| 材料 | 7.72 | |
| 材料 | 6.97 | |
| 材料 | 7.19 | |
| 材料 | 5.86 | |
| 材料 | 4.43 | |
| 材料 | 4.15 | |
| 材料 | 4.52 | |
| 材料 | 6.55 | |
表16 减少材料种类数据预测结果
Tab.16 Prediction results for material data reduction %
模型名称 (去除材料种类) | 最大回弹量相对误差 | |
|---|---|---|
多工况 平均差值 | 多模型 平均差值 | |
| 材料 | 6.55 | 6.55 |
| 材料 | 7.03 | 6.30 |
| 材料 | 6.38 | |
| 材料 | 5.69 | |
| 材料 | 4.77 | |
| 材料 | 7.62 | |
| 材料 | 7.82 | 6.54 |
| 材料 | 7.73 | |
| 材料 | 7.72 | |
| 材料 | 6.97 | |
| 材料 | 7.19 | |
| 材料 | 5.86 | |
| 材料 | 4.43 | |
| 材料 | 4.15 | |
| 材料 | 4.52 | |
| 材料 | 6.55 | |
| [1] | SHEN Wei, YAN Renjun, LI Shuangyin, et al. Spring-back Analysis in the Cold-forming Process of Ship Hull Plates[J]. The International Journal of Advanced Manufacturing Technology, 2018, 96(5): 2341-2354. |
| [2] | 惠生猛, 毛晓博, 湛利华. 铝锂合金回弹预测的机器学习及有限元仿真与实验[J]. 中国机械工程, 2024, 35(12): 2114-2121. |
| HUI Shengmeng, MAO Xiaobo, ZHAN Lihua. Machine Learning and Finite Element Simulation and Experimentation for Springback Prediction of Al-Li Alloys[J]. China Mechanical Engineering, 2024, 35(12): 2114-2121. | |
| [3] | DAVOODI B, ZAREH-DESARI B. Assessment of Forming Parameters Influencing Spring-back in Multi-point Forming Process: a Comprehensive Experimental and Numerical Study[J]. Materials & Design, 2014, 59: 103-114. |
| [4] | LOW D W W, AKSHAY C, JIRATHEARANAT S, et al. Improving Geometric Accuracy in Incremental Sheet Metal Forming Using Convolutional Neural Networks[J]. International Journal of Mechatronics and Manufacturing Systems, 2023, 16(2/3): 201-224. |
| [5] | HE Jingsheng, Shiyi CU, XIA Hui, et al. High Accuracy Roll Forming Springback Prediction Model of SVR Based on SA-PSO Optimization[J]. Journal of Intelligent Manufacturing, 2025, 36(1): 167-183. |
| [6] | 聂昕, 谭天, 申丹凤. 基于深度学习的汽车梁类件冲压回弹研究[J]. 中国机械工程, 2023, 34(7): 838-846. |
| NIE Xin, TAN Tian, SHEN Danfeng. Research on Stamping Springback of Automobile Beam Parts Based on Deep Learning[J]. China Mechanical Engineering, 2023, 34(7): 838-846. | |
| [7] | ZHANG Chong, LOU Yanshan. Influences of the Evolving Plastic Behavior of Sheet Metal on V-bending and Springback Analysis Considering Different Stress States[J]. International Journal of Plasticity, 2024, 173: 103889. |
| [8] | SUMIKAWA S, ISHIWATARI A, HIRAMOTO J. Improvement of Springback Prediction Accuracy by Considering Nonlinear Elastoplastic Behavior after Stress Reversal[J]. Journal of Materials Processing Technology, 2017, 241: 46-53. |
| [9] | YANG X, CHOI C, SEVER N K, et al. Prediction of Springback in Air-bending of Advanced High Strength Steel (DP780) Considering Young׳s Modulus Variation and with a Piecewise Hardening Function[J]. International Journal of Mechanical Sciences, 2016, 105: 266-272. |
| [10] | LI Dongwei, LIU Jinxiang, FAN Yongsheng, et al. A Preliminary Discussion about the Application of Machine Learning in the Field of Constitutive Modeling Focusing on Alloys[J]. Journal of Alloys and Compounds, 2024, 976: 173210. |
| [11] | LEE S Y, YOON S Y, KIM J H, et al. Evaluation of Loading-path-dependent Constitutive Models for Springback Prediction in Martensitic Steel Forming[J]. International Journal of Mechanical Sciences, 2023, 251: 108317. |
| [12] | LIU Shiming, XIA Yifan, SHI Zhusheng, et al. Deep Learning in Sheet Metal Bending with a Novel Theory-guided Deep Neural Network[J]. IEEE/CAA Journal of Automatica Sinica, 2021, 8(3): 565-581. |
| [13] | ZHU Ling, LIANG Qiyu, YU T X, et al. Experimental and Theoretical Study of Constant Curvature Multi-square Punch Forming Process of Strips under Follower Load[J]. International Journal of Mechanical Sciences, 2019, 156: 462-473. |
| [14] | 梁棋钰. 板条在多压头作用下塑性成形及回弹研究[D]. 武汉: 武汉理工大学, 2020. |
| LIANG Qiyu. Multi-square Punch Forming and Springback Prediction of Strips[D]. Wuhan: Wuhan University of Technology, 2020. | |
| [15] | 朱凌, 董金辉, 梁棋钰. 基于全卷积神经网络的板条多压头成形回弹预测及模具设计[J]. 中国舰船研究, 2023, 18(6): 197-207. |
| ZHU Ling, DONG Jinhui, LIANG Qiyu. Springback Prediction and Mould Design for Multi-square Punch Forming of the Strip Based on FCN[J]. Chinese Journal of Ship Research, 2023, 18(6): 197-207. | |
| [16] | 李莎, 楚志兵, 桂海莲, 等. 退火态CFR镁/铝复合板界面形貌与力学性能研究[J]. 塑性工程学报, 2024, 31(3): 144-156. |
| LI Sha, CHU Zhibing, GUI Hailian, et al. Research on Interface Morphology and Mechanical Properties of Annealed CFR Mg/Al Composite Plates[J]. Journal of Plasticity Engineering, 2024, 31(3): 144-156. |
| [1] | 战庆亮, 曹子涵, 王智勇, 白春锦, 刘鑫. 涡街流量计探头位置优化的流场时程深度学习方法[J]. 中国机械工程, 2026, 37(5): 1105-1110. |
| [2] | 邓晓强, 战韬阳, 项薇, 林文文, 余军合, 郑志鹏. 基于TCN-BiGRU-SE两阶段特征提取与多特征融合的注塑质量预测方法[J]. 中国机械工程, 2026, 37(2): 416-427. |
| [3] | 王浩, 罗浩东, 施亚中, 王立文, 张威, 王忠. 基于端到端深度学习模型TOPO-U型网的结构拓扑优化方法[J]. 中国机械工程, 2026, 37(1): 174-183. |
| [4] | 闫祖龙, 庞启龙, 熊建龙. 基于深度学习的KDP晶体三维已加工表面形貌预测[J]. 中国机械工程, 2025, 36(10): 2329-2334. |
| [5] | 赵昀杰, 贺岩松, 张志飞, 徐中明. 基于生成模型的三维波束形成图像压缩方法[J]. 中国机械工程, 2025, 36(07): 1520-1529. |
| [6] | 孟林园1, 秦泗吉1, 赵金志1, 唐子超1, 纪晓宇2. 考虑压边间隙的电控永磁压边方法及有限元分析[J]. 中国机械工程, 2024, 35(12): 2169-2176,2210. |
| [7] | 曾浩, 曹华军, 董俭雄. 基于ISABO-IBiLSTM模型的刀具磨损预测方法[J]. 中国机械工程, 2024, 35(11): 1995-2006. |
| [8] | 李悦1, 2, 谢恒1, 周公博1, 2, 周坪1, 2, 李猛钢1, 2. 基于半监督贝叶斯Transformer的刀具磨损软测量及不确定性分析方法[J]. 中国机械工程, 2024, 35(11): 2015-2025. |
| [9] | 高嵩, 孙荧力, 李奇涵, 盈亮, 郝兆朋, 张邦成. 钛合金型材多点三维热拉弯成形工艺及其微观组织演化[J]. 中国机械工程, 2023, 34(24): 2986-2995,3014. |
| [10] | 张东, 刘啸奔, 孔天威, 杨悦, 武学健, 吴锴, 张宏. 高钢级管道焊缝材料应力应变本构关系确定方法[J]. 中国机械工程, 2023, 34(17): 2106-2114. |
| [11] | 聂昕, 谭天, 申丹凤. 基于深度学习的汽车梁类件冲压回弹研究[J]. 中国机械工程, 2023, 34(07): 838-846. |
| [12] | 史锐, 秦泗吉, 潘自给, 陈浩东, 李学洋. 考虑磁场区影响的电控永磁压边方法[J]. 中国机械工程, 2023, 34(01): 102-108. |
| [13] | 唐东林, 杨洲, 程衡, 刘铭璇, 周立, 丁超. 浅层卷积神经网络融合Transformer的金属缺陷图像识别方法[J]. 中国机械工程, 2022, 33(19): 2298-2305,2316. |
| [14] | 屈聪, 孟智娟, 赵亮, 陈耀, 马立东. 基于变弹性模量的Ti-6Al-4V板材五点弯曲回弹预测[J]. 中国机械工程, 2022, 33(16): 1991-1999. |
| [15] | 于浩, 黄华贵, 郑加丽, 赵铁琳, 周新亮. 无缝钢管斜轧穿孔顶头表面缺陷非接触在线检测方法[J]. 中国机械工程, 2022, 33(14): 1717-1724. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||