


ISSN 1004-132X
CN 42-1294/TH
CN 42-1294/TH
中国机械工程 ›› 2026, Vol. 37 ›› Issue (6): 1383-1392.DOI: 10.3969/j.issn.1004-132X.2026.06.011
• 电子增材制造工艺及器件 • 上一篇
郭炯棋( ), 于攀宇, 刘清涛(), 吕景祥, 张义超
), 于攀宇, 刘清涛(), 吕景祥, 张义超
收稿日期:2025-04-21
出版日期:2026-06-25
发布日期:2026-07-17
通讯作者:
刘清涛
作者简介:郭炯棋,男,2001年生,硕士研究生。研究方向为电子增材制造。E-mail: 2441428130@qq.com基金资助:
GUO Jiongqi(), YU Panyu, LIU Qingtao(), LYU Jingxiang, ZHANG Yichao
Received:2025-04-21
Online:2026-06-25
Published:2026-07-17
Contact:
LIU Qingtao
摘要:
设计了导电线路喷墨打印的正交试验方案,通过响应面法建立了导线电阻和线宽的回归模型,分析了不同打印参数对电阻和线宽的影响。建立了以打印速度、基板温度、打印层数为优化变量,以最小化阻值、线宽为优化目标的多目标优化模型,使用改进的灰狼算法对模型进行求解,确定了最优工艺参数。通过实验验证了回归模型精度以及打印效果,结果表明:在打印速度为39 mm/s、基板温度为120 ℃、打印层数为8的最优打印参数下,导线电阻值为5.8 Ω,线宽为128.804 µm。与验证实验线路平均电阻值和线宽值相比,最优参数下的导线电阻值和线宽分别减小了66.8%和61.3%,电阻和线宽的实际值与预测值之间的平均相对误差分别为3.88%和2.91%。最后,设计并打印了微带天线、螺旋电路、RFID标签等3种功能件,验证了所提方法的可行性。
中图分类号:
郭炯棋, 于攀宇, 刘清涛, 吕景祥, 张义超. 基于响应面法与改进灰狼算法的柔性电路喷墨打印工艺优化[J]. 中国机械工程, 2026, 37(6): 1383-1392.
GUO Jiongqi, YU Panyu, LIU Qingtao, LYU Jingxiang, ZHANG Yichao. Optimization of Flexible Circuit Inkjet Printinges Processes Based on Response Surface Methodology and IGWO Algorithm[J]. China Mechanical Engineering, 2026, 37(6): 1383-1392.
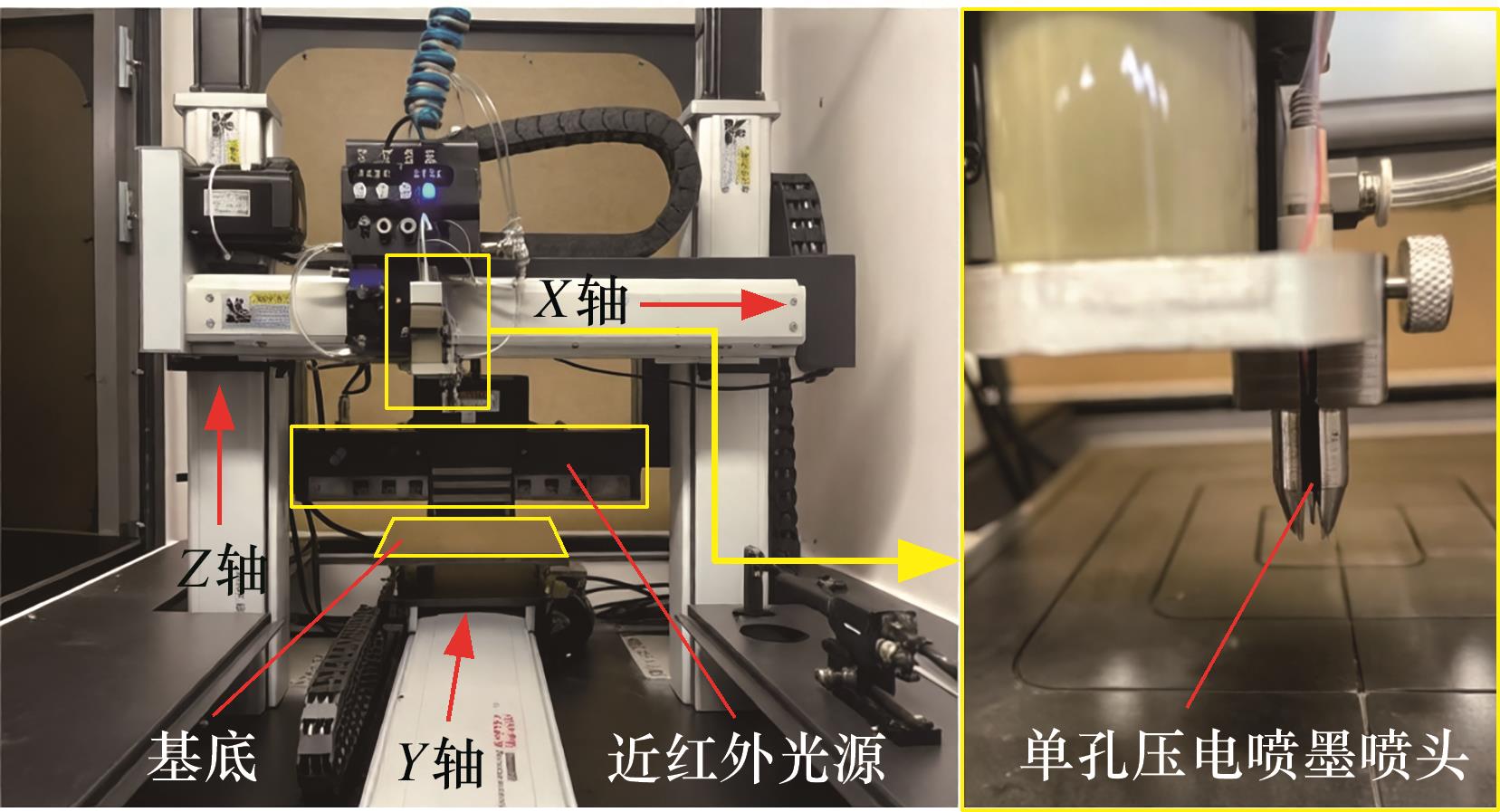
图1 打印设备JD200JET及固化系统
Fig.1 Printing equipment JD200JET and curing system
| 水平 | 因素 | ||
|---|---|---|---|
| 打印速度A/(mm∙s | 基板温度B/℃ | 打印层数C | |
| 30 | 120 | 3 | |
| 0 | 35 | 130 | 6 |
| 1 | 40 | 140 | 9 |
表1 响应面试验因素及水平
Tab.1 Test factors and levels of response surface
| 水平 | 因素 | ||
|---|---|---|---|
| 打印速度A/(mm∙s | 基板温度B/℃ | 打印层数C | |
| 30 | 120 | 3 | |
| 0 | 35 | 130 | 6 |
| 1 | 40 | 140 | 9 |
| 组号 | 打印速度/ (mm∙s | 基板温度/℃ | 打印 层数 | 电阻/Ω | 线宽/µm |
|---|---|---|---|---|---|
| 1 | 35 | 130 | 6 | 7.5 | 261.754 |
| 2 | 35 | 140 | 3 | 17.6 | 164.743 |
| 3 | 40 | 130 | 3 | 16.3 | 132.328 |
| 4 | 35 | 130 | 6 | 8.1 | 251.312 |
| 5 | 35 | 120 | 9 | 4.8 | 300.431 |
| 6 | 30 | 130 | 3 | 20.2 | 341.514 |
| 7 | 35 | 120 | 3 | 12.8 | 234.712 |
| 8 | 35 | 140 | 9 | 6.1 | 298.341 |
| 9 | 30 | 140 | 6 | 10.2 | 387.534 |
| 10 | 40 | 140 | 6 | 10.9 | 211.634 |
| 11 | 40 | 120 | 6 | 7.6 | 175.421 |
| 12 | 40 | 130 | 9 | 7.9 | 143.467 |
| 13 | 35 | 130 | 6 | 7.1 | 275.374 |
| 14 | 35 | 130 | 6 | 6.8 | 254.674 |
| 15 | 30 | 120 | 6 | 8.6 | 495.543 |
| 16 | 30 | 130 | 9 | 5.5 | 521.482 |
| 17 | 35 | 130 | 6 | 7.4 | 258.754 |
表2 响应面试验设计及结果
Tab.2 Test design and results of response surface
| 组号 | 打印速度/ (mm∙s | 基板温度/℃ | 打印 层数 | 电阻/Ω | 线宽/µm |
|---|---|---|---|---|---|
| 1 | 35 | 130 | 6 | 7.5 | 261.754 |
| 2 | 35 | 140 | 3 | 17.6 | 164.743 |
| 3 | 40 | 130 | 3 | 16.3 | 132.328 |
| 4 | 35 | 130 | 6 | 8.1 | 251.312 |
| 5 | 35 | 120 | 9 | 4.8 | 300.431 |
| 6 | 30 | 130 | 3 | 20.2 | 341.514 |
| 7 | 35 | 120 | 3 | 12.8 | 234.712 |
| 8 | 35 | 140 | 9 | 6.1 | 298.341 |
| 9 | 30 | 140 | 6 | 10.2 | 387.534 |
| 10 | 40 | 140 | 6 | 10.9 | 211.634 |
| 11 | 40 | 120 | 6 | 7.6 | 175.421 |
| 12 | 40 | 130 | 9 | 7.9 | 143.467 |
| 13 | 35 | 130 | 6 | 7.1 | 275.374 |
| 14 | 35 | 130 | 6 | 6.8 | 254.674 |
| 15 | 30 | 120 | 6 | 8.6 | 495.543 |
| 16 | 30 | 130 | 9 | 5.5 | 521.482 |
| 17 | 35 | 130 | 6 | 7.4 | 258.754 |
| 来源 | 均方差 | F值 | P值 |
|---|---|---|---|
| 模型 | 35.10 | 83.92 | <0.0001 |
| A | 0.4050 | 0.9682 | 0.3579 |
| B | 15.13 | 36.16 | 0.0005 |
| C | 226.84 | 542.32 | <0.0001 |
| AB | 0.7225 | 1.73 | 0.2302 |
| AC | 9.92 | 23.72 | 0.0018 |
| BC | 3.06 | 7.32 | 0.0304 |
| A2 | 17.65 | 42.20 | 0.0003 |
| B2 | 0.0442 | 0.1058 | 0.7545 |
| C2 | 39.10 | 93.49 | <0.0001 |
| 失拟项 | 0.6600 | 2.78 | 0.1738 |
表3 电阻回归模型的方差分析表
Tab.3 Analysis of variance table of the resistance regression model
| 来源 | 均方差 | F值 | P值 |
|---|---|---|---|
| 模型 | 35.10 | 83.92 | <0.0001 |
| A | 0.4050 | 0.9682 | 0.3579 |
| B | 15.13 | 36.16 | 0.0005 |
| C | 226.84 | 542.32 | <0.0001 |
| AB | 0.7225 | 1.73 | 0.2302 |
| AC | 9.92 | 23.72 | 0.0018 |
| BC | 3.06 | 7.32 | 0.0304 |
| A2 | 17.65 | 42.20 | 0.0003 |
| B2 | 0.0442 | 0.1058 | 0.7545 |
| C2 | 39.10 | 93.49 | <0.0001 |
| 失拟项 | 0.6600 | 2.78 | 0.1738 |
| 来源 | 均方差 | F值 | P值 |
|---|---|---|---|
| 模型 | 21 443.70 | 107.85 | <0.0001 |
| A | 146 700 | 737.69 | <0.0001 |
| B | 2586.78 | 13.01 | 0.0087 |
| C | 19 053.86 | 95.83 | <0.0001 |
| AB | 5200.00 | 26.15 | 0.0014 |
| AC | 7125.81 | 35.84 | 0.0005 |
| BC | 1151.89 | 5.79 | 0.0470 |
| A2 | 8967.75 | 45.10 | 0.0003 |
| B2 | 510.33 | 2.57 | 0.1532 |
| C2 | 2005.80 | 10.09 | 0.0156 |
| 失拟项 | 349.21 | 4.06 | 0.1047 |
表4 线宽回归模型的方差分析表
Tab.4 Analysis of variance table of the linear width regression model
| 来源 | 均方差 | F值 | P值 |
|---|---|---|---|
| 模型 | 21 443.70 | 107.85 | <0.0001 |
| A | 146 700 | 737.69 | <0.0001 |
| B | 2586.78 | 13.01 | 0.0087 |
| C | 19 053.86 | 95.83 | <0.0001 |
| AB | 5200.00 | 26.15 | 0.0014 |
| AC | 7125.81 | 35.84 | 0.0005 |
| BC | 1151.89 | 5.79 | 0.0470 |
| A2 | 8967.75 | 45.10 | 0.0003 |
| B2 | 510.33 | 2.57 | 0.1532 |
| C2 | 2005.80 | 10.09 | 0.0156 |
| 失拟项 | 349.21 | 4.06 | 0.1047 |
| 因素 | R2 | R | R |
|---|---|---|---|
| 电阻 | 0.9908 | 0.9790 | 0.8960 |
| 线宽 | 0.9928 | 0.9836 | 0.9110 |
表5 电阻和线宽回归模型的误差统计分析表
Tab.5 Error statistical analysis table of resistance and line width regression model
| 因素 | R2 | R | R |
|---|---|---|---|
| 电阻 | 0.9908 | 0.9790 | 0.8960 |
| 线宽 | 0.9928 | 0.9836 | 0.9110 |
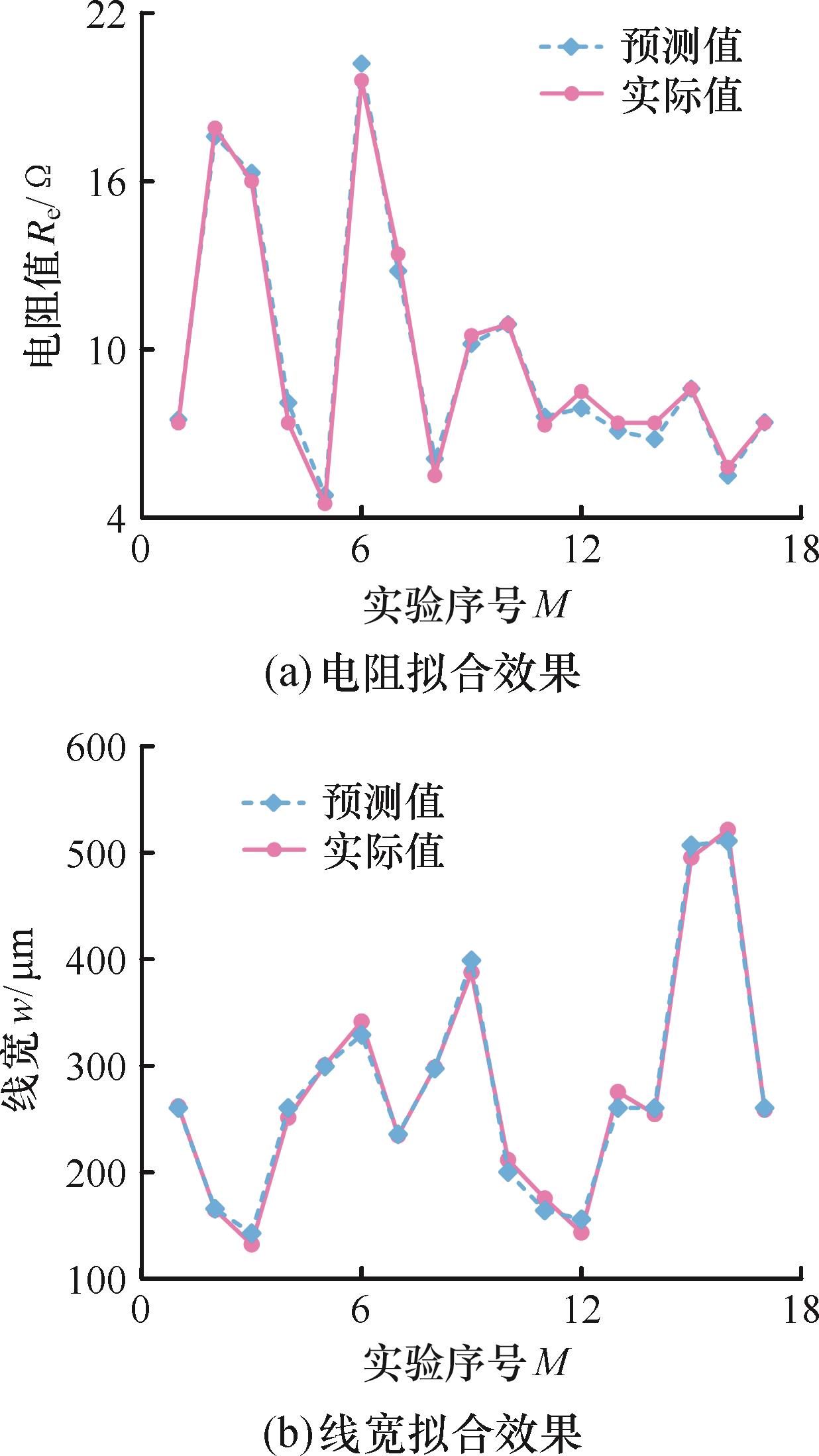
图2 RSM模型拟合效果
Fig.2 RSM model fitting effect
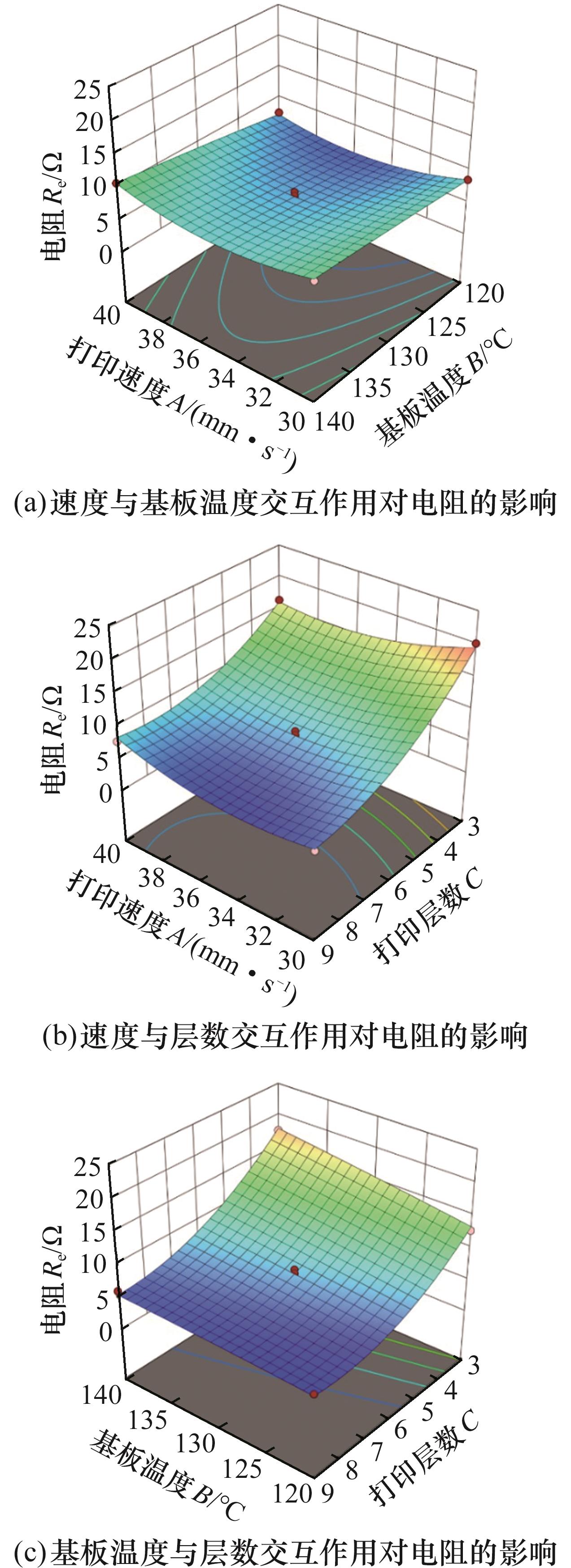
图3 电阻的响应曲面
Fig.3 Response surface of resistance
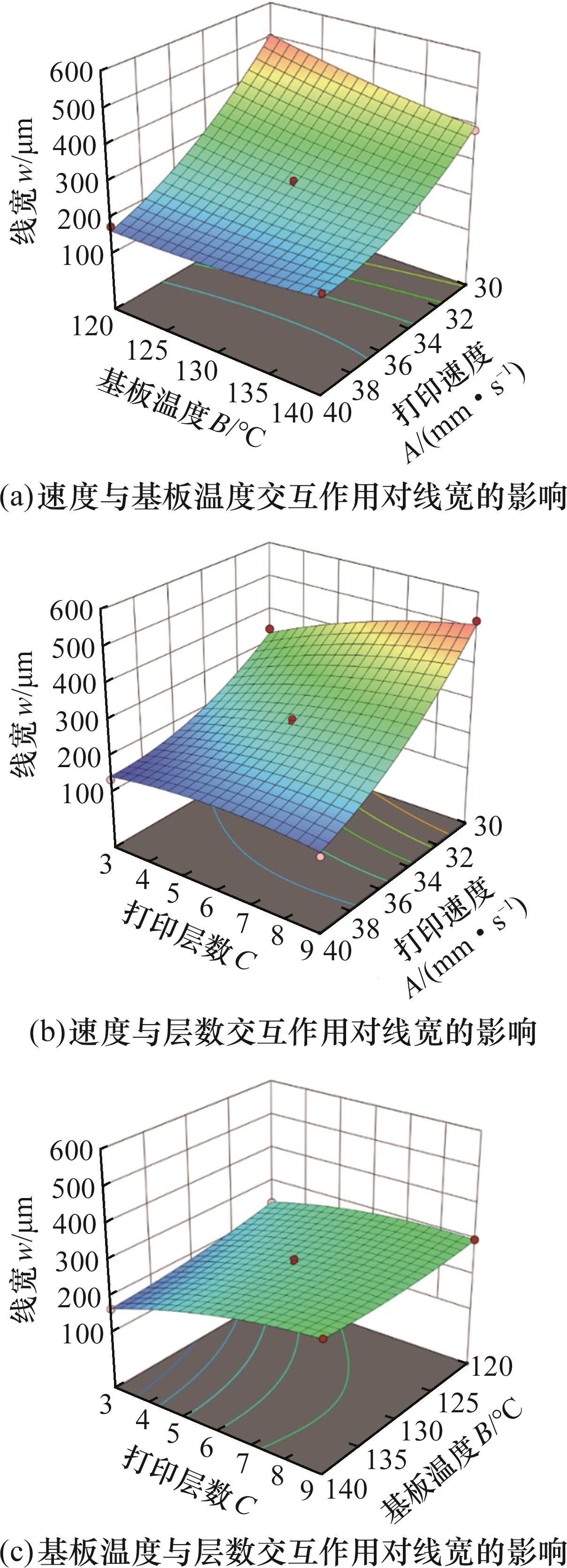
图4 线宽的响应曲面
Fig.4 Response surface of line width
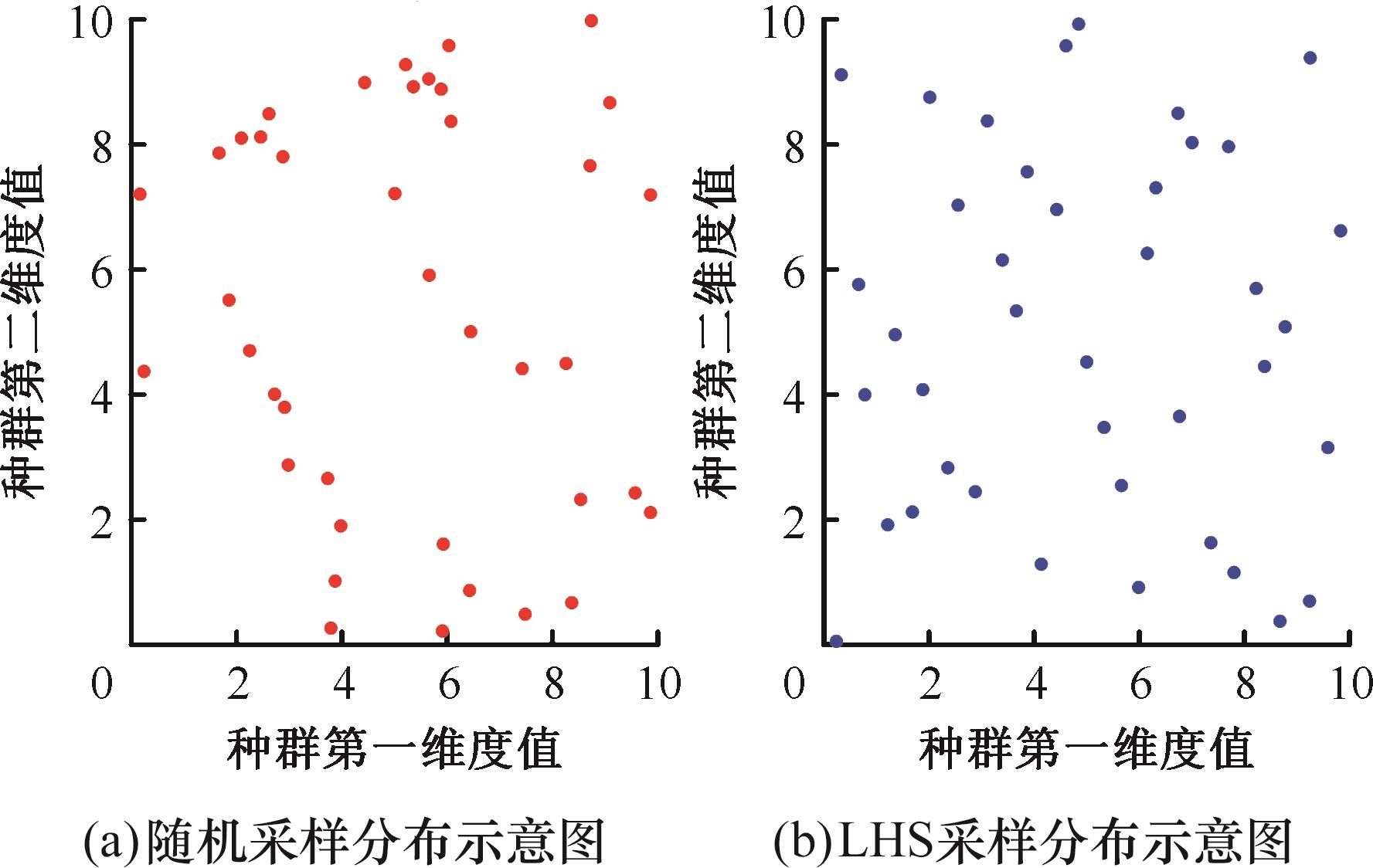
图5 LHS抽样与随机抽样对比
Fig.5 Comparison between LHS sampling and random sampling
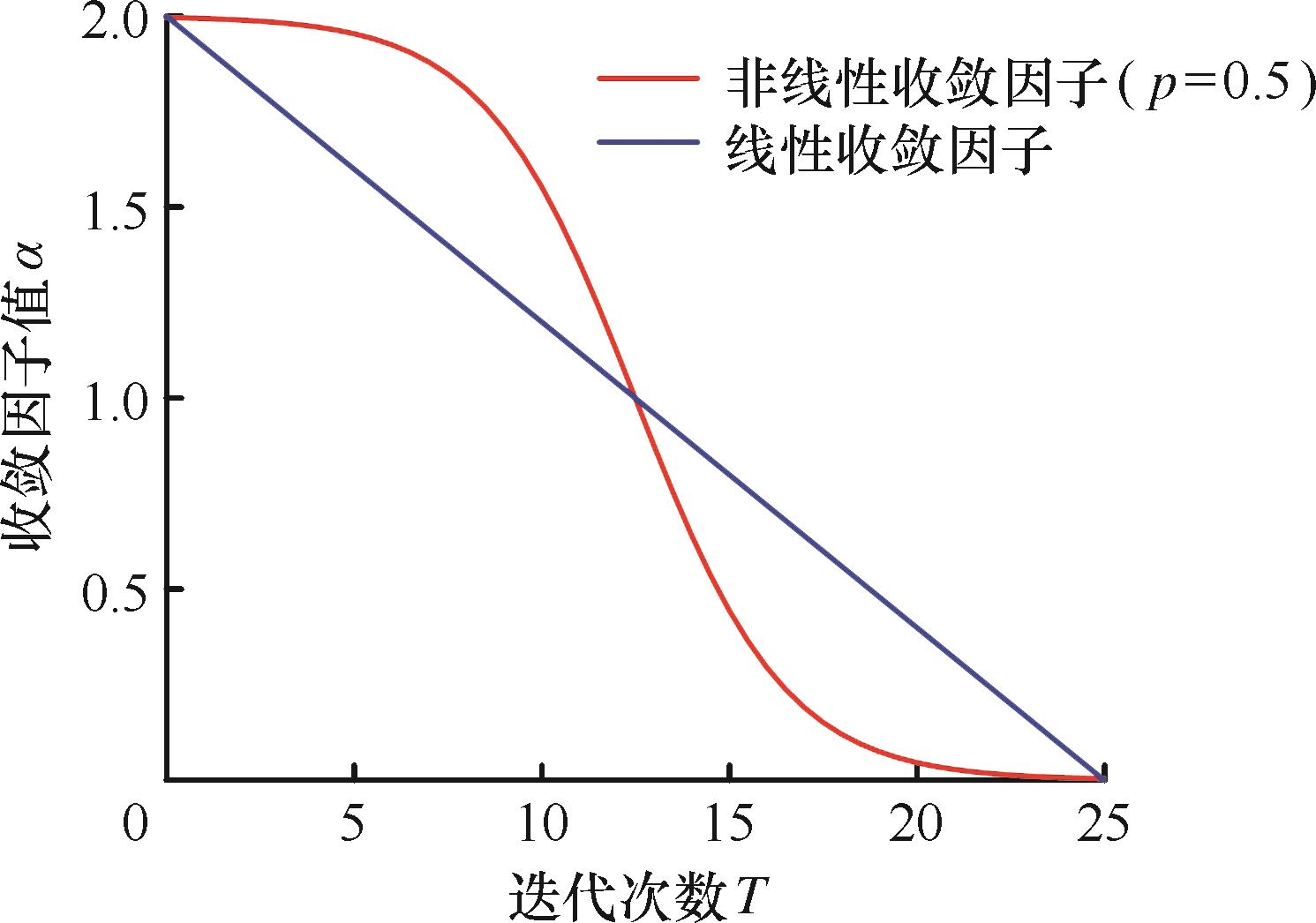
图6 两种收敛因子对比
Fig.6 Comparison of two convergence factors
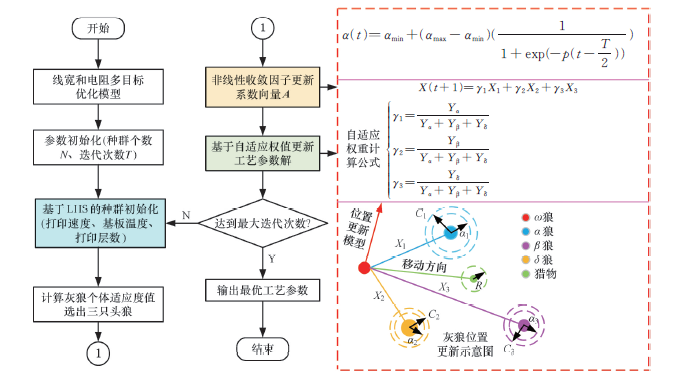
图7 基于IGWO算法的工艺参数优化模型求解流程
Fig.7 Process parameter optimization model solving process based on IGWO algorithm
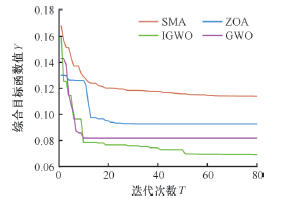
图8 不同算法优化工艺参数的收敛曲线图
Fig.8 Convergence curves of different algorithm optimization process parameters
| 算法 | Ave | Std | t | t-test(IGWO.vs其他) | |||
|---|---|---|---|---|---|---|---|
| P值 | 95%置信区间 | Cohen's d | 稳定性排名 | ||||
| SMA | 0.132 | 0.0148 | 1.102 | <10 | [ | 2 | |
| ZOA | 0.078 | 0.0233 | 0.776 | 3×10 | [ | 4 | |
| IGWO | 0.052 | 0.0145 | 0.587 | 1 | |||
| GWO | 0.062 | 0.0194 | 0.954 | <10 | [ | 3 | |
表6 不同算法独立运行30次的优化结果比较
Tab.6 Comparison of optimization results of 30 independent runs of different algorithms
| 算法 | Ave | Std | t | t-test(IGWO.vs其他) | |||
|---|---|---|---|---|---|---|---|
| P值 | 95%置信区间 | Cohen's d | 稳定性排名 | ||||
| SMA | 0.132 | 0.0148 | 1.102 | <10 | [ | 2 | |
| ZOA | 0.078 | 0.0233 | 0.776 | 3×10 | [ | 4 | |
| IGWO | 0.052 | 0.0145 | 0.587 | 1 | |||
| GWO | 0.062 | 0.0194 | 0.954 | <10 | [ | 3 | |
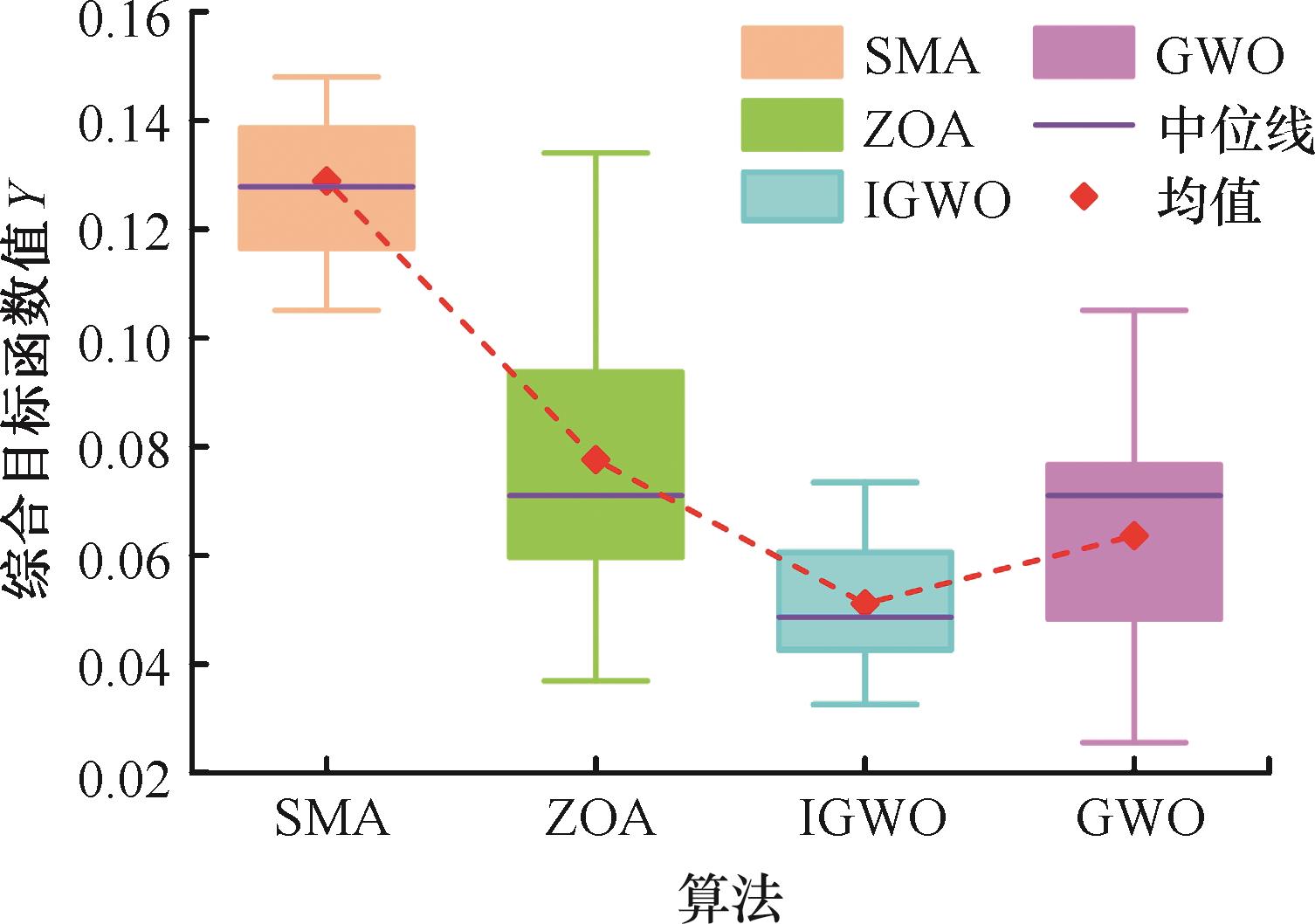
图9 不同算法的稳定性分析
Fig.9 Stability analysis of different algorithms
| 组号 | 打印速度/(mm∙s | 基板 温度/℃ | 打印 层数 | 电阻 | 线宽 | ||||
|---|---|---|---|---|---|---|---|---|---|
| 实验值/Ω | 预测值/Ω | 误差/% | 实验值/µm | 预测值/µm | 误差/% | ||||
| 1 | 25 | 120 | 3 | 27.2 | 26.1 | 4.22 | 701.345 | 678.809 | 3.32 |
| 2 | 25 | 125 | 3 | 26.5 | 26.9 | 1.53 | 599.744 | 617.021 | 2.8 |
| 3 | 25 | 130 | 3 | 29.2 | 27.6 | 5.92 | 574.868 | 560.737 | 2.52 |
| 4 | 25 | 135 | 3 | 27.5 | 28.3 | 2.83 | 500.065 | 509.958 | 1.94 |
| 5 | 25 | 140 | 3 | 30.0 | 28.9 | 3.74 | 482.435 | 464.684 | 3.82 |
| 6 | 30 | 120 | 3 | 17.4 | 17.7 | 1.6 | 408.953 | 411.108 | 0.53 |
| 7 | 30 | 125 | 3 | 18.3 | 18.7 | 1.7 | 364.997 | 367.347 | 0.64 |
| 8 | 30 | 135 | 3 | 20.1 | 20.5 | 1.84 | 274.798 | 296.34 | 7.84 |
| 9 | 30 | 140 | 3 | 19.6 | 21.3 | 8.89 | 259.727 | 269.094 | 3.61 |
| 10 | 32.5 | 120 | 3 | 14.1 | 15 | 6.26 | 310.775 | 311.87 | 0.35 |
| 11 | 32.5 | 125 | 3 | 15.7 | 16.1 | 2.97 | 267.397 | 277.123 | 3.64 |
| 12 | 32.5 | 130 | 3 | 16.4 | 17.2 | 4.69 | 246.835 | 247.881 | 0.42 |
| 13 | 32.5 | 135 | 3 | 16.5 | 18.2 | 9.84 | 223.401 | 224.144 | 0.33 |
| 14 | 32.5 | 140 | 3 | 18.6 | 19.1 | 2.94 | 200.045 | 205.911 | 2.93 |
| 15 | 35 | 125 | 3 | 14.2 | 14.6 | 2.79 | 199.217 | 209.974 | 5.4 |
| 16 | 35 | 130 | 3 | 15.2 | 15.8 | 3.95 | 178.204 | 189.746 | 6.48 |
| 17 | 35 | 135 | 3 | 15.7 | 16.9 | 7.59 | 161.073 | 175.023 | 8.66 |
| 18 | 37.5 | 120 | 6 | 5.9 | 6.1 | 3.94 | 204.06 | 215.175 | 5.45 |
| 19 | 37.5 | 125 | 6 | 6.4 | 7 | 8.53 | 202.41 | 206.941 | 2.24 |
| 20 | 37.5 | 130 | 6 | 7.6 | 7.8 | 2.03 | 199.607 | 204.211 | 2.31 |
| 21 | 37.5 | 135 | 6 | 8.1 | 8.5 | 5.45 | 202.95 | 206.986 | 1.99 |
| 22 | 37.5 | 140 | 6 | 9.2 | 9.3 | 1.27 | 213.926 | 215.266 | 1.63 |
| 23 | 40 | 120 | 9 | 7.4 | 7.5 | 1.5 | 168.148 | 170.747 | 1.55 |
| 24 | 40 | 125 | 9 | 7.8 | 8 | 3.25 | 138.583 | 141.123 | 1.83 |
| 25 | 40 | 135 | 9 | 8.7 | 8.9 | 2.84 | 173.258 | 176.166 | 1.68 |
| 26 | 40 | 140 | 9 | 9.1 | 9.3 | 2.46 | 197.315 | 201.944 | 2.35 |
| 27 | 45 | 120 | 9 | 27.2 | 14.6 | 4.22 | 701.345 | 678.809 | 3.32 |
| 28 | 45 | 125 | 9 | 26.5 | 15.3 | 1.53 | 599.744 | 617.021 | 2.8 |
| 29 | 45 | 130 | 9 | 29.2 | 15.9 | 5.92 | 574.868 | 560.737 | 2.52 |
| 30 | 45 | 135 | 9 | 27.5 | 16.6 | 2.83 | 500.065 | 509.958 | 1.94 |
| 31 | 45 | 140 | 9 | 30.0 | 17.2 | 3.74 | 482.435 | 464.684 | 3.82 |
| 32 | 39 | 120 | 8 | 5.8 | 5.9 | 1.45 | 128.804 | 131.858 | 2.37 |
| 电阻平均误差/% | 3.88 | 线宽平均误差/% | 2.91 | ||||||
表 7 电阻与线宽的测量结果
Table.7 Measurement of resistance and linewidth
| 组号 | 打印速度/(mm∙s | 基板 温度/℃ | 打印 层数 | 电阻 | 线宽 | ||||
|---|---|---|---|---|---|---|---|---|---|
| 实验值/Ω | 预测值/Ω | 误差/% | 实验值/µm | 预测值/µm | 误差/% | ||||
| 1 | 25 | 120 | 3 | 27.2 | 26.1 | 4.22 | 701.345 | 678.809 | 3.32 |
| 2 | 25 | 125 | 3 | 26.5 | 26.9 | 1.53 | 599.744 | 617.021 | 2.8 |
| 3 | 25 | 130 | 3 | 29.2 | 27.6 | 5.92 | 574.868 | 560.737 | 2.52 |
| 4 | 25 | 135 | 3 | 27.5 | 28.3 | 2.83 | 500.065 | 509.958 | 1.94 |
| 5 | 25 | 140 | 3 | 30.0 | 28.9 | 3.74 | 482.435 | 464.684 | 3.82 |
| 6 | 30 | 120 | 3 | 17.4 | 17.7 | 1.6 | 408.953 | 411.108 | 0.53 |
| 7 | 30 | 125 | 3 | 18.3 | 18.7 | 1.7 | 364.997 | 367.347 | 0.64 |
| 8 | 30 | 135 | 3 | 20.1 | 20.5 | 1.84 | 274.798 | 296.34 | 7.84 |
| 9 | 30 | 140 | 3 | 19.6 | 21.3 | 8.89 | 259.727 | 269.094 | 3.61 |
| 10 | 32.5 | 120 | 3 | 14.1 | 15 | 6.26 | 310.775 | 311.87 | 0.35 |
| 11 | 32.5 | 125 | 3 | 15.7 | 16.1 | 2.97 | 267.397 | 277.123 | 3.64 |
| 12 | 32.5 | 130 | 3 | 16.4 | 17.2 | 4.69 | 246.835 | 247.881 | 0.42 |
| 13 | 32.5 | 135 | 3 | 16.5 | 18.2 | 9.84 | 223.401 | 224.144 | 0.33 |
| 14 | 32.5 | 140 | 3 | 18.6 | 19.1 | 2.94 | 200.045 | 205.911 | 2.93 |
| 15 | 35 | 125 | 3 | 14.2 | 14.6 | 2.79 | 199.217 | 209.974 | 5.4 |
| 16 | 35 | 130 | 3 | 15.2 | 15.8 | 3.95 | 178.204 | 189.746 | 6.48 |
| 17 | 35 | 135 | 3 | 15.7 | 16.9 | 7.59 | 161.073 | 175.023 | 8.66 |
| 18 | 37.5 | 120 | 6 | 5.9 | 6.1 | 3.94 | 204.06 | 215.175 | 5.45 |
| 19 | 37.5 | 125 | 6 | 6.4 | 7 | 8.53 | 202.41 | 206.941 | 2.24 |
| 20 | 37.5 | 130 | 6 | 7.6 | 7.8 | 2.03 | 199.607 | 204.211 | 2.31 |
| 21 | 37.5 | 135 | 6 | 8.1 | 8.5 | 5.45 | 202.95 | 206.986 | 1.99 |
| 22 | 37.5 | 140 | 6 | 9.2 | 9.3 | 1.27 | 213.926 | 215.266 | 1.63 |
| 23 | 40 | 120 | 9 | 7.4 | 7.5 | 1.5 | 168.148 | 170.747 | 1.55 |
| 24 | 40 | 125 | 9 | 7.8 | 8 | 3.25 | 138.583 | 141.123 | 1.83 |
| 25 | 40 | 135 | 9 | 8.7 | 8.9 | 2.84 | 173.258 | 176.166 | 1.68 |
| 26 | 40 | 140 | 9 | 9.1 | 9.3 | 2.46 | 197.315 | 201.944 | 2.35 |
| 27 | 45 | 120 | 9 | 27.2 | 14.6 | 4.22 | 701.345 | 678.809 | 3.32 |
| 28 | 45 | 125 | 9 | 26.5 | 15.3 | 1.53 | 599.744 | 617.021 | 2.8 |
| 29 | 45 | 130 | 9 | 29.2 | 15.9 | 5.92 | 574.868 | 560.737 | 2.52 |
| 30 | 45 | 135 | 9 | 27.5 | 16.6 | 2.83 | 500.065 | 509.958 | 1.94 |
| 31 | 45 | 140 | 9 | 30.0 | 17.2 | 3.74 | 482.435 | 464.684 | 3.82 |
| 32 | 39 | 120 | 8 | 5.8 | 5.9 | 1.45 | 128.804 | 131.858 | 2.37 |
| 电阻平均误差/% | 3.88 | 线宽平均误差/% | 2.91 | ||||||
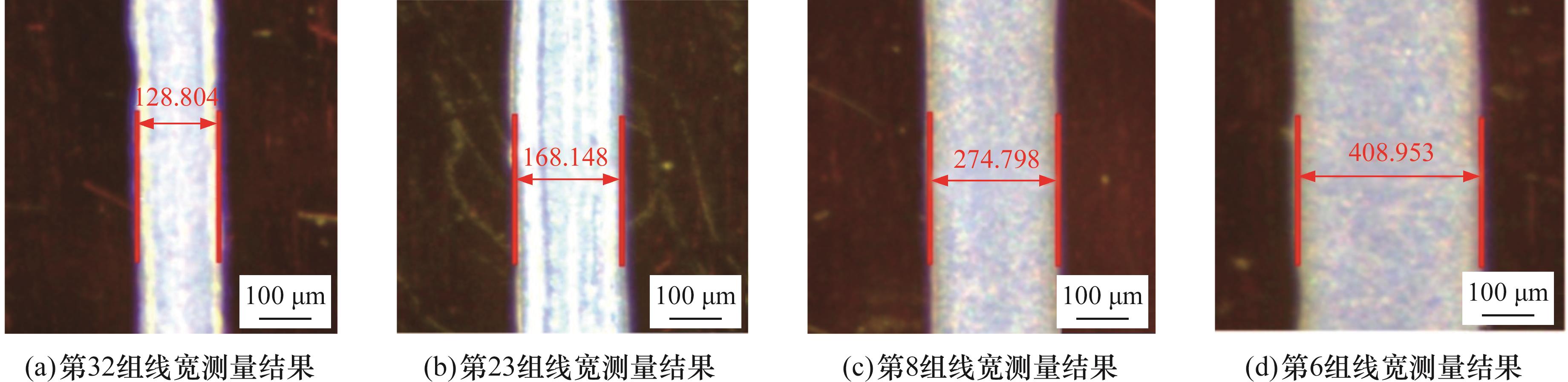
图10 部分实验的线宽测量结果
Fig.10 Some experimental results of line width measurement
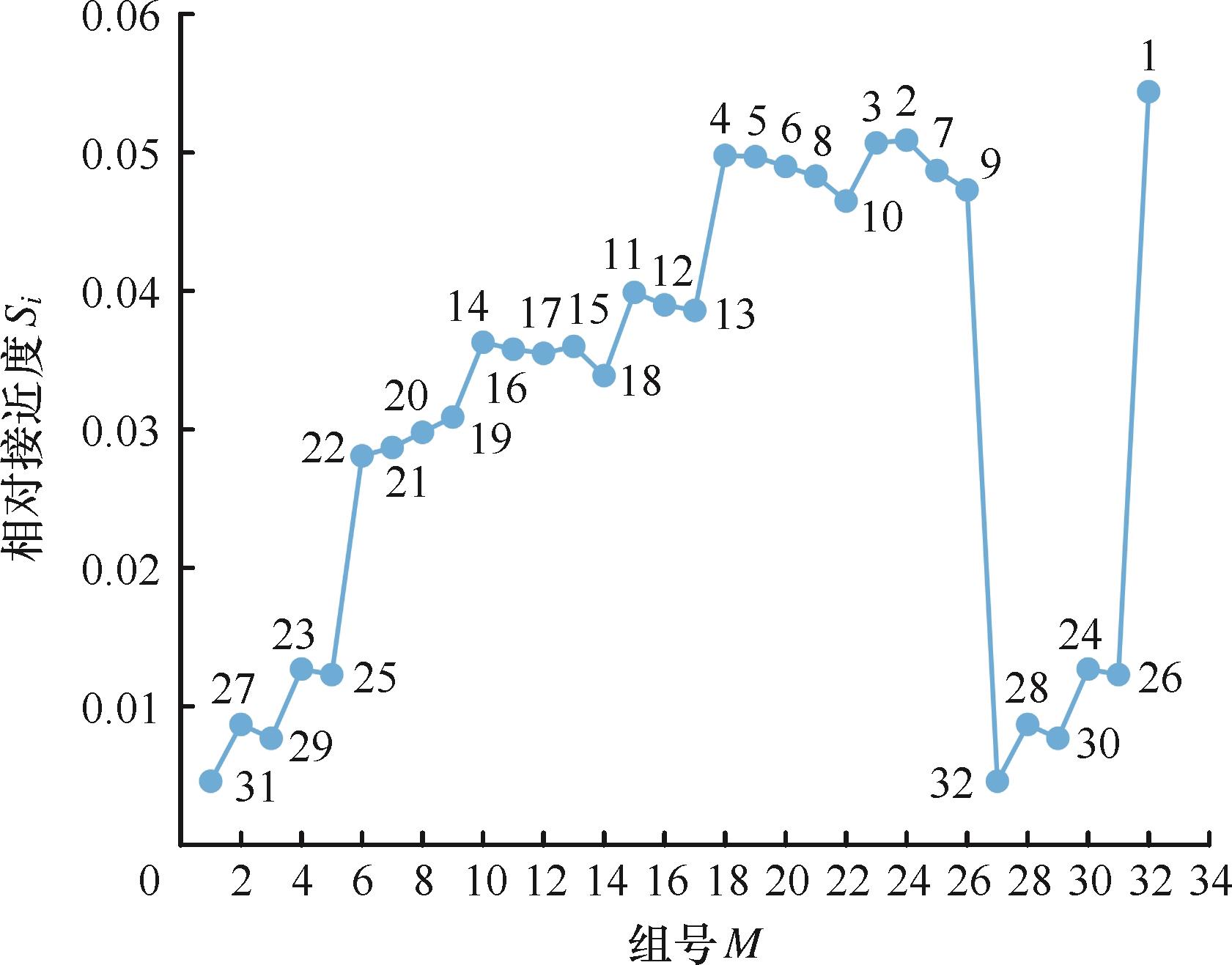
图11 各组实验相对接近度排名
Fig.11 Relative proximity ranking of each group
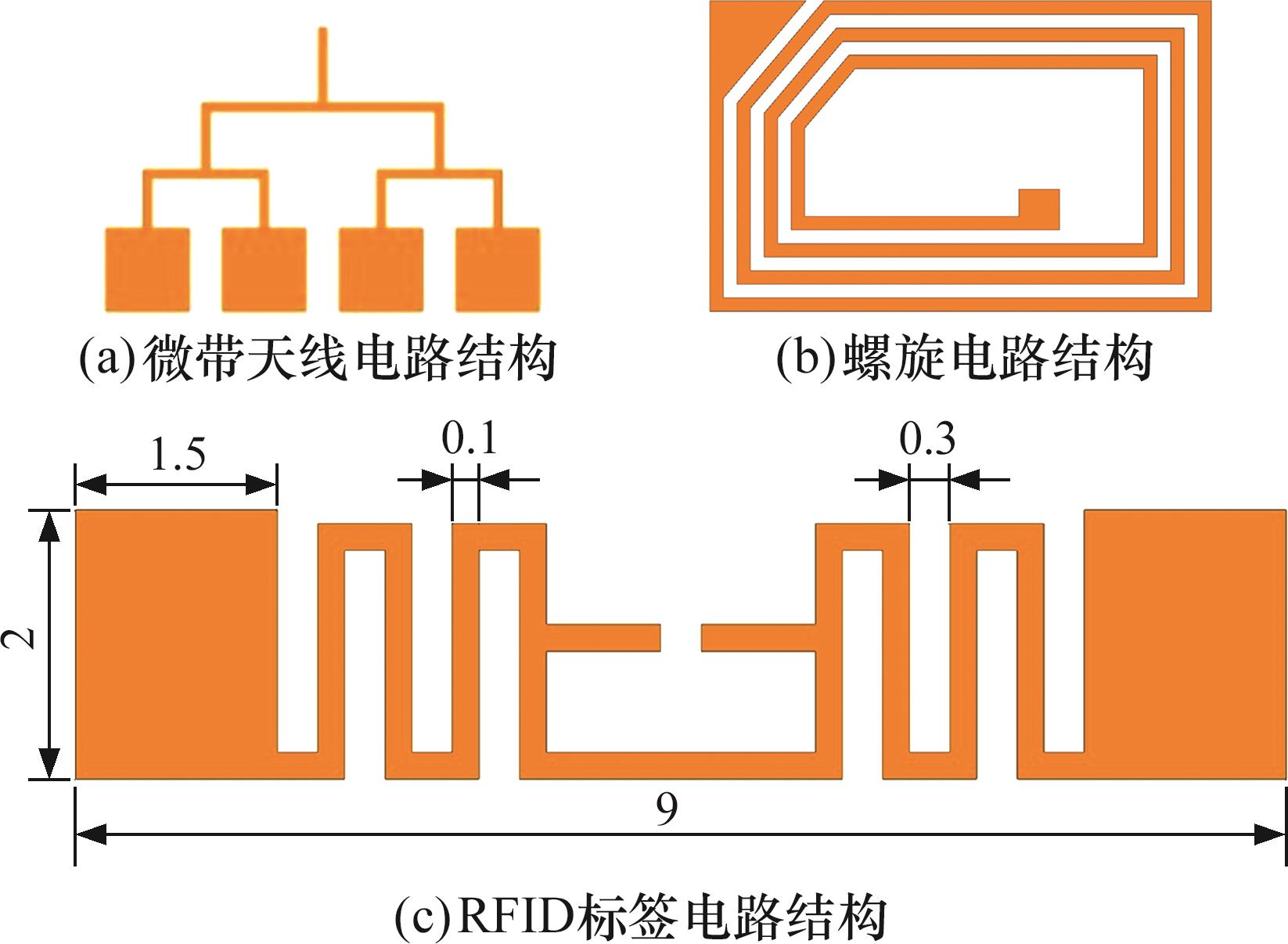
图12 3种电路的结构图案
Fig.12 Three kinds of circuit structure patterns
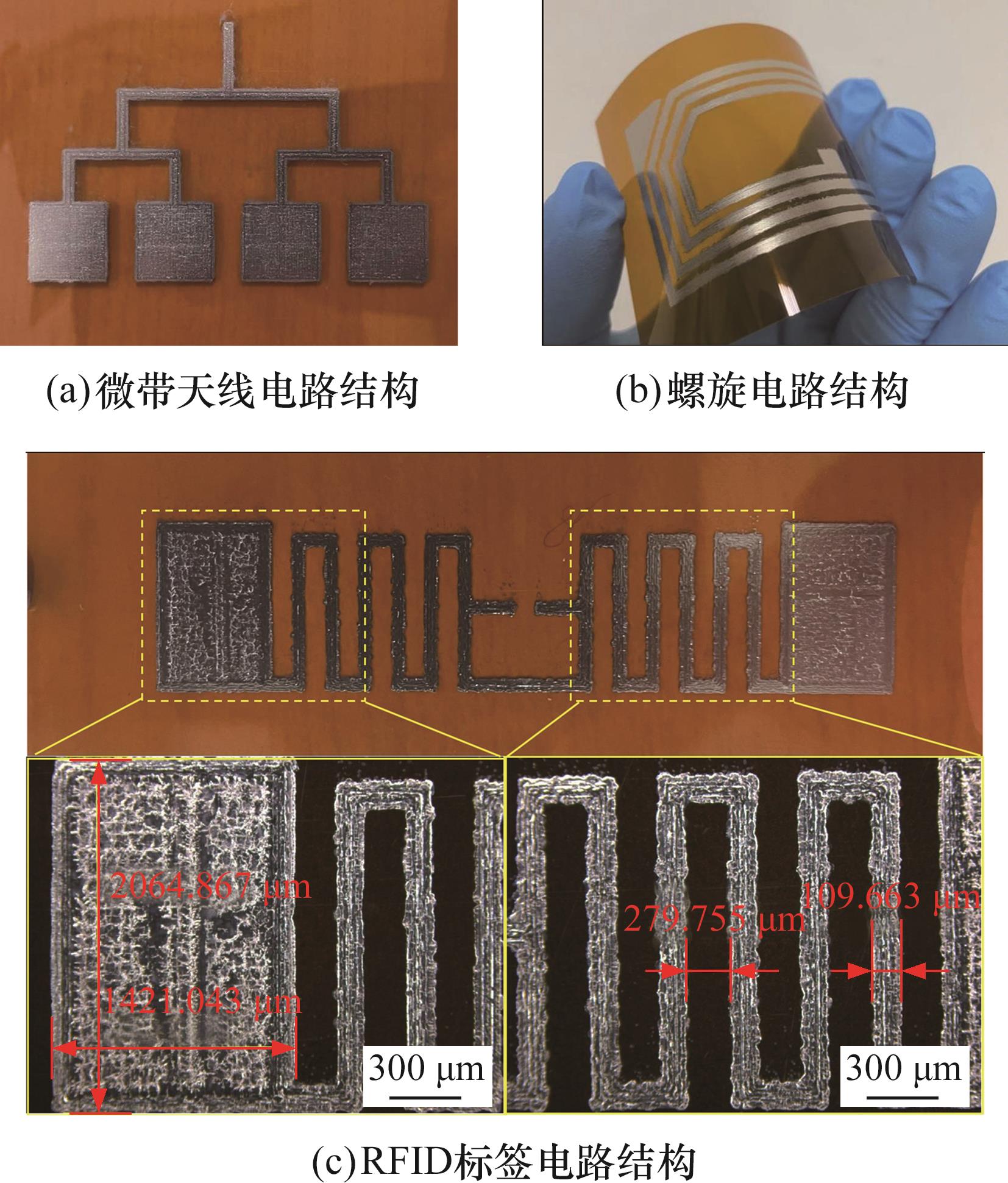
图13 3种电路的打印效果图
Fig.13 Print renderings of 3 kinds of circuits
| [1] | ABU-KHALAF J, AL-GHUSSAIN L, NADI A, et al. Optimization of Geometry Parameters of Inkjet-printed Silver Nanoparticle Traces on PDMS Substrates Using Response Surface Methodology[J]. Materials, 2019, 12(20): 3329. |
| [2] | HUANG Yongan, WU Hao, ZHU Chen, et al. Programmable Robotized ‘Transfer-and-jet’ Printing for Large, 3D Curved Electronics on Complex Surfaces[J]. International Journal of Extreme Manufacturing, 2021, 3(4): 045101. |
| [3] | YUAN Xiaoting, Zifeng MAI, LI Zhanmiao, et al. A 3D-printing Approach Toward Flexible Piezoelectronics with Function Diversity[J]. Materials Today, 2023, 69: 160-192. |
| [4] | ZHANG Chi, ZHANG Lei, PU Zhihua, et al. Fabricating 1D Stretchable Fiber-shaped Electronics Based on Inkjet Printing Technology for Wearable Applications[J]. Nano Energy, 2023, 113: 108574. |
| [5] | TANG Shiyan, YANG Li, LI Guanjin, et al. 3D Printing of Highly-loaded Slurries via Layered Extrusion Forming: Parameters Optimization and Control[J]. Additive Manufacturing, 2019, 28: 546-553. |
| [6] | CHEN Weiping, CHEN Zhiping, CHEN Ling, et al. Optimization of Printing Parameters to Achieve High-density 316L Stainless Steel Manufactured by Binder Jet 3D Printing[J]. Journal of Materials Engineering and Performance, 2023, 32(8): 3602-3616. |
| [7] | FAIZAAN M, SHENOY BALOOR S, NUNNA S, et al. A Study on the Overall Variance and Void Architecture on MEX-PLA Tensile Properties through Printing Parameter Optimisation[J]. Scientific Reports, 2025, 15: 3103. |
| [8] | 陈玉田, 吴重军, 魏馨怡, 等. 微纳增材制造微圆柱结构的形貌分析与工艺优化研究[J]. 机械工程学报, 2023,59(1): 286-297. |
| CHEN Yutian, WU Chongjun, WEI Xinyi, et al. Morphology Analysis and Process Optimization of Micro-cylinder Structure in Micro-nano Additive Manufacturing[J]. Journal of Mechanical Engineering, 2023,59(1): 286-297. | |
| [9] | 张继坤, 乌日开西·艾依提, 阿依古丽·喀斯木, 等. 3D打印聚醚醚酮复合材料人工骨的成型参数优化[J]. 西安交通大学学报, 2022, 56(8): 22-31. |
| ZHANG Jikun, AIYITI Wurikaixi, KASIMU Ayiguli, et al. Optimization of Printing Parameters of 3D Printed Polyetheretherketone Composite Artificial Bone[J]. Journal of Xi'an Jiaotong University, 2022, 56(8): 22-31. | |
| [10] | CHEN Ruoyu, BRATTEN A, RITTENHOUSE J, et al. Additive Manufacturing of Complexly Shaped SiC with High Density via Extrusion-based Technique—effects of Slurry Thixotropic Behavior and 3D Printing Parameters[J]. Ceramics International, 2022, 48(19): 28444-28454. |
| [11] | EQUBAL A, EQUBAL M I, SOOD A K. PCA-based Desirability Method for Dimensional Improvement of Part Extruded by Fused Deposition Modelling Technology[J]. Progress in Additive Manufacturing, 2019, 4(3): 269-280. |
| [12] | 赵欣, 黄金杰. 基于RSM-RVEA的FDM增材制造工艺参数优化方法[J]. 机械工程学报, 2024, 60(19): 277-297. |
| ZHAO Xin, HUANG Jinjie. Optimization Methodology for Additive Manufacturing Parameter by Fused Deposition Modeling(FDM)Based on RSM-RVEA[J]. Journal of Mechanical Engineering, 2024, 60(19): 277-297. | |
| [13] | JAWAD H H, KORDANI N, BAGHERI A, et al. Optimization of 3D Printing Parameters for Enhanced Mechanical Strength: Effects of Glass Fiber Reinforcement and Fill Ratio Using RSM and ANOVA[J]. Journal of Composites Science, 2025, 9(2): 63. |
| [14] | 翟翠红, 汪建均, 马义中, 等. 考虑熔融沉积成型工艺稳定性的参数优化设计[J]. 机械工程学报, 2023, 59(23): 331-342. |
| ZHAI Cuihong, WANG Jianjun, MA Yizhong, et al. Parameter Optimization Design Considering the Stability of the Fused Deposition Modeling Process[J]. Journal of Mechanical Engineering, 2023, 59(23): 331-342. | |
| [15] | XIA C, PAN Z, POLDEN J, et al. Modelling and Prediction of Surface Roughness in Wire Arc Additive Manufacturing Using Machine Learning[J]. Journal of Intelligent Manufacturing, 2022, 33(5): 1467-1482. |
| [16] | QIAN Yuhang, LUO Xia, WEI Qianlong, et al. Printing Parameters Optimization Assisted by Machine Learning and Sintering Behavior of Binder Jetting 3D Printed 2024Al Alloy[J]. Journal of Materials Research and Technology, 2025, 35: 5796-5808. |
| [17] | SALGOTRA R, SINGH U, SHARMA S. On the Improvement in Grey Wolf Optimization[J]. Neural Computing and Applications, 2020, 32(8): 3709-3748. |
| [18] | 刘义艳, 刘兴, 刘方方, 等. 基于改进ELM-Markov Model的建筑结构稳定性监测算法[J]. 吉林大学学报(工学版), 2024, 54(11): 3351-3357. |
| LIU Yiyan, LIU Xing, LIU Fangfang, et al. Building Structure Stability Monitoring Algorithm Based on Improved ELM-Markov Model[J]. Journal of Jilin University (Engineering and Technology Edition), 2024, 54(11): 3351-3357. | |
| [19] | 任娟娟, 张琦, 邓世杰, 等. 基于随机场理论的无砟轨道荷载效应分析研究[J]. 华中科技大学学报(自然科学版), 2025, 53(2): 47-52. |
| REN Juanjuan, ZHANG Qi, DENG Shijie, et al. Research on Load Effect Analysis of Slab Track Based on Random Field Theory[J]. Journal of Huazhong University of Science and Technology (Nature Science Edition), 2025, 53(2): 47-52. | |
| [20] | KAMAAL M, ANAS M, RASTOGI H, et al. Effect of FDM Process Parameters on Mechanical Properties of 3D-printed Carbon Fibre-PLA Composite[J]. Progress in Additive Manufacturing, 2021, 6(1): 63-69. |
| [21] | 易茜, 柳淳, 李聪波, 等. 基于小样本数据驱动的滚齿工艺参数低碳优化决策方法[J]. 中国机械工程, 2022, 33(13): 1604-1612. |
| YI Qian, LIU Chun, LI Congbo, et al. A Low Carbon Optimization Decision Method for Gear Hobbing Process Parameters Driven by Small Sample Data[J]. China Mechanical Engineering, 2022, 33(13): 1604-1612. |
| [1] | 刘思奇, 魏沛堂, 胡瑞, 杜雪松, 罗莉, 朱才朝, 周鹏亮. 行星滚柱丝杠螺纹加工误差统计分析与国内外对比研究[J]. 中国机械工程, 2025, 36(08): 1713-1727. |
| [2] | 曾寿金, 吴启锐, 韦铁平, 叶建华, 徐一丹. 选区激光熔化医用316L多孔结构的多目标工艺优化[J]. 中国机械工程, 2022, 33(06): 718-728. |
| [3] | 时强胜, 张小俭, 陈巍, 杨泽源, 严思杰, . 基于灰色关联度分析响应面法的橡胶软模端面抛磨表面粗糙度预测[J]. 中国机械工程, 2021, 32(24): 2967-2974. |
| [4] | 李娟莉, 刘朝阳, 李博, 麻豪洲, 赵保林, . 刮板输送机仿生条纹型中部槽耐磨性试验研究[J]. 中国机械工程, 2021, 32(21): 2542-2551,2561. |
| [5] | 杨旭, 周德俭, 庄功伟, 宋微, 刘潇龙, 佘雨来. 基于改进响应面法的电缆碳纤维增强复合材料集成构件电缆埋置位置优化[J]. 中国机械工程, 2021, 32(16): 2008-2015. |
| [6] | 张大志, 管明升, 张清东, 王爱国, 周新亮. [成形过程仿真优化与集成计算材料工程]限动芯棒连轧管机轧制过程轧件变形行为及规律仿真[J]. 中国机械工程, 2020, 31(22): 2691-2698. |
| [7] | 王林1;潘骏1;贺青川1;丁炜2;顾利威2. 后倾式离心风机叶轮机器人焊接工艺优化[J]. 中国机械工程, 2020, 31(19): 2379-2387. |
| [8] | 楚王伟, 赵美佳. [刀具及切削工艺]基于元活动的工艺优化决策评估方法[J]. 中国机械工程, 2020, 31(13): 1576-1584. |
| [9] | 李博1,2;夏蕊1;王学文1;杨兆建1;席庆祥2. 基于响应面法的多因素交互作用下中部槽磨损试验研究[J]. 中国机械工程, 2019, 30(22): 2764-2771. |
| [10] | 柯庆镝1;田常俊1;李杰1;李柏青2;翟正树2;詹伟1. 基于表面质量需求的机械零件再制造毛坯预处理工艺优化方法[J]. 中国机械工程, 2018, 29(23): 2859-2866. |
| [11] | 姚梓萌, 李言, 杨明顺, 张敬冲, 张成兴. 基于响应面法的单点增量成形过程变形能优化[J]. 中国机械工程, 2017, 28(07): 862-866. |
| [12] | 李发宗, 童水光, 袁铭鸿. 热流固耦合下增压器涡壳多目标优化[J]. 中国机械工程, 2016, 27(06): 754-760,766. |
| [13] | 汪中厚, 袁可可, 李刚. 基于响应面法的滑动结合面动态特性参数优化识别[J]. 中国机械工程, 2016, 27(05): 622-626. |
| [14] | 余治民, 刘子建, 董思科, 李斯明, 艾彦迪. 基于蒙特卡洛模拟与响应面方法的公差建模[J]. 中国机械工程, 2015, 26(4): 427-434. |
| [15] | 姜丽萍, 陈文亮, 王珉, 刘玉琳, 侯玉昭. 单向压紧制孔工艺的自适应响应面优化方法[J]. 中国机械工程, 2015, 26(23): 3156-3161. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||