


ISSN 1004-132X
CN 42-1294/TH
CN 42-1294/TH
中国机械工程 ›› 2026, Vol. 37 ›› Issue (5): 1132-1140.DOI: 10.3969/j.issn.1004-132X.2026.05.013
• 机械基础工程 • 上一篇
高帅帅1( ), 段现银2, 张宇3,4, 朱锟鹏2,3()
), 段现银2, 张宇3,4, 朱锟鹏2,3()
收稿日期:2024-12-30
出版日期:2026-05-25
发布日期:2026-06-09
通讯作者:
朱锟鹏
作者简介:高帅帅,女,1986年生,博士、讲师。研究方向为精密加工与智能制造。发表论文7篇。E-mail:ssgao@jhun.edu.cn基金资助:
GAO Shuaishuai1(), DUAN Xianyin2, ZHANG Yu3,4, ZHU Kunpeng2,3()
Received:2024-12-30
Online:2026-05-25
Published:2026-06-09
Contact:
ZHU Kunpeng
摘要:
为精确预测微铣削过程中的切削力,提出综合考虑切削刃钝圆半径、后刀面磨损与刀具跳动的微铣削力机理模型,建立了微铣刀后刀面磨损与切削刃钝圆半径之间的精确解析关系,并对刀具跳动下的切削刃余摆线轨迹进行了精确分析,构建了瞬时未变形切屑厚度和切入切出角的解析模型,确定了考虑后刀面磨损的刀具-工件切触区域和切削力系数模型,进而构建了同时涵盖切削刃钝圆半径、后刀面磨损及刀具跳动等关键因素的微铣削力通用模型。通过微铣削实验与切削力结果的统计分析,当考虑后刀面磨损时,3个方向平均力预测误差分别减小了35%、27%和58%,验证了该模型的有效性。进一步通过案例分析探讨了后刀面磨损对切削力系数、平均力误差和均方根误差的影响,证明了在微铣削力建模中考虑后刀面磨损的必要性。
中图分类号:
高帅帅, 段现银, 张宇, 朱锟鹏. 考虑切削刃钝圆半径后刀面磨损的微铣削力预测[J]. 中国机械工程, 2026, 37(5): 1132-1140.
GAO Shuaishuai, DUAN Xianyin, ZHANG Yu, ZHU Kunpeng. Prediction of Micro-milling Forces Considering Flank Wear with Cutting Edge Radius[J]. China Mechanical Engineering, 2026, 37(5): 1132-1140.
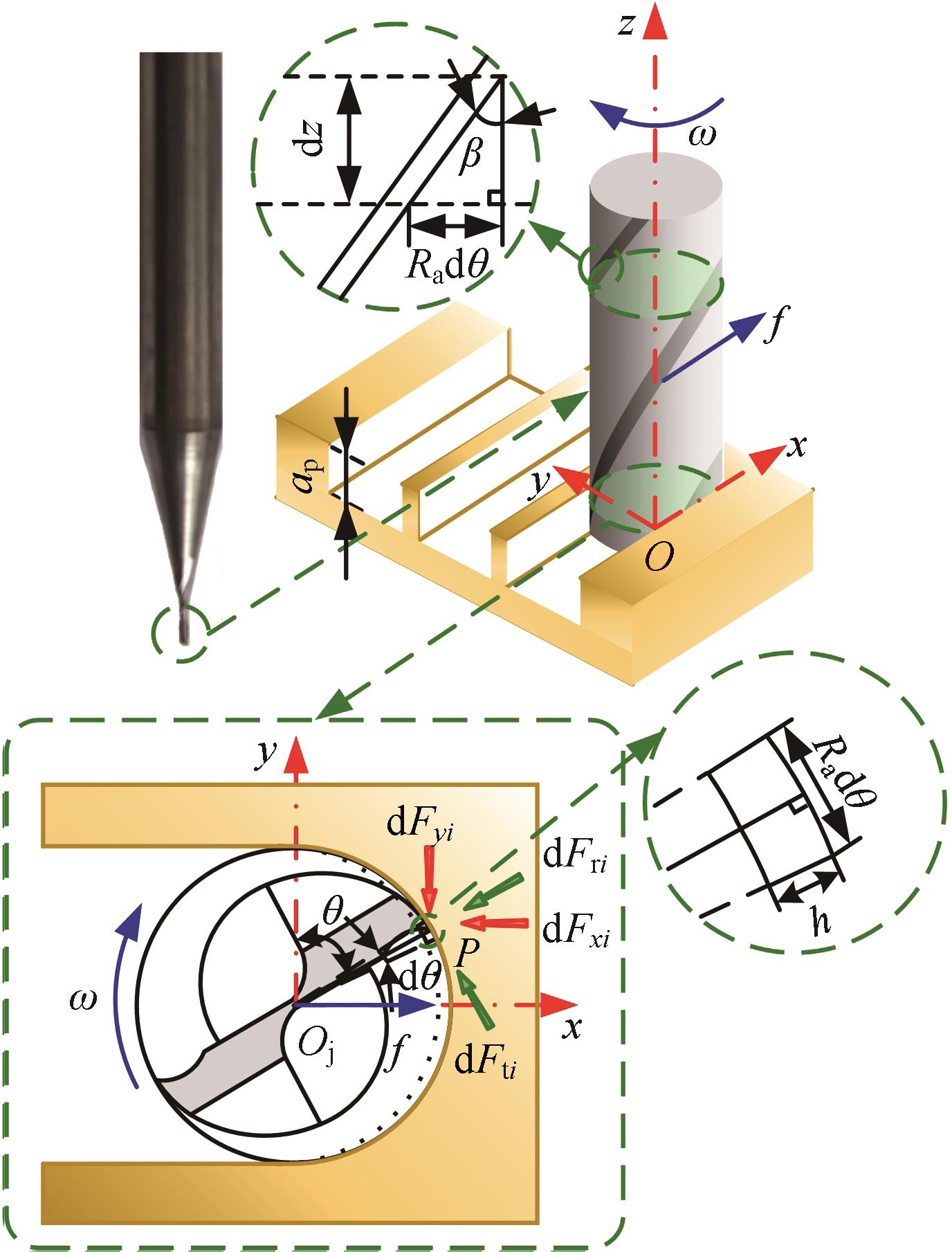
图1 微铣削过程示意图
Fig.1 Schematic diagram of the micro-milling process
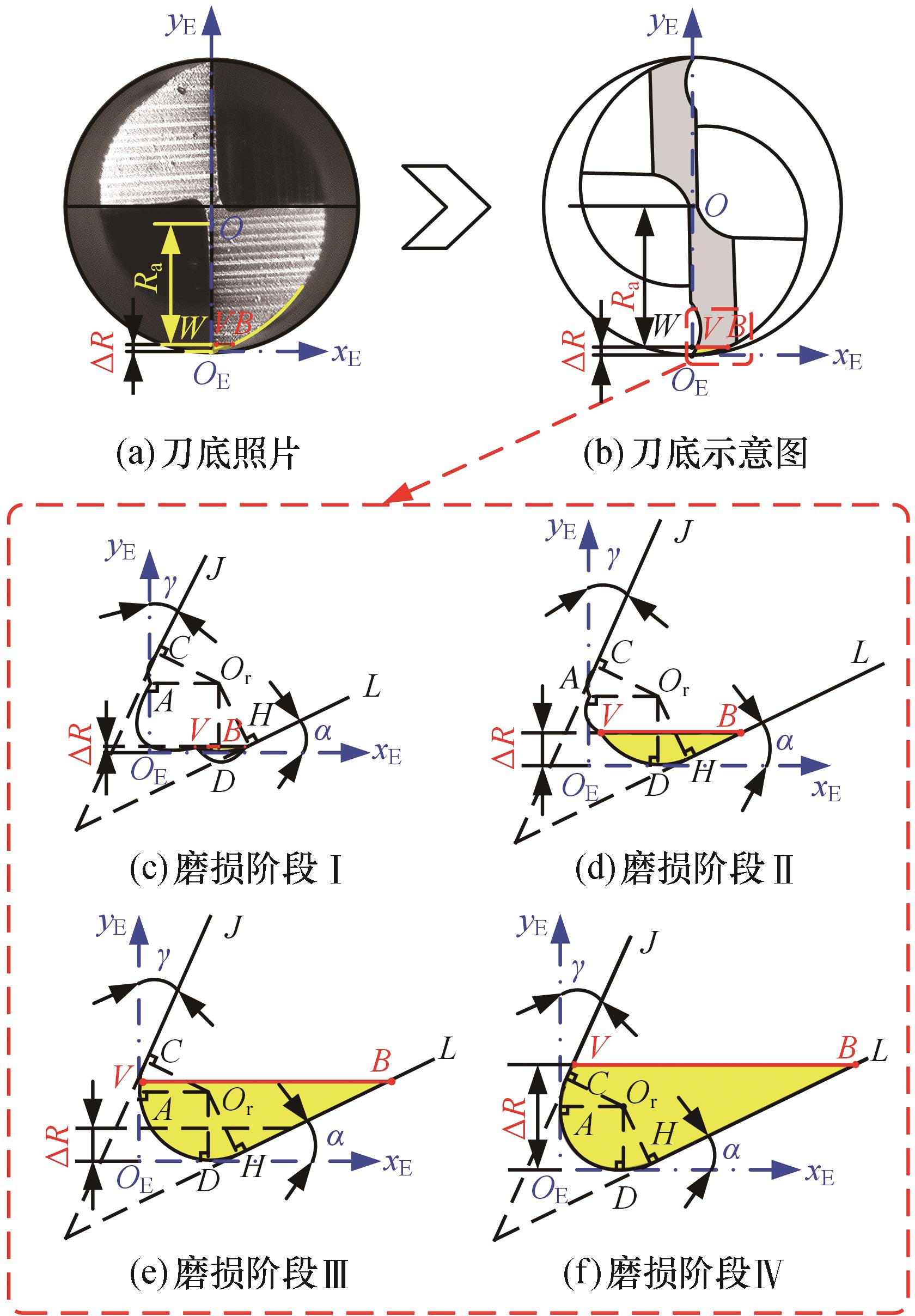
图2 实际刀具半径与切削刃半径和后刀面磨损的关系
Fig.2 Relationship among the actual tool radius, cutting edge radius, and flank wear
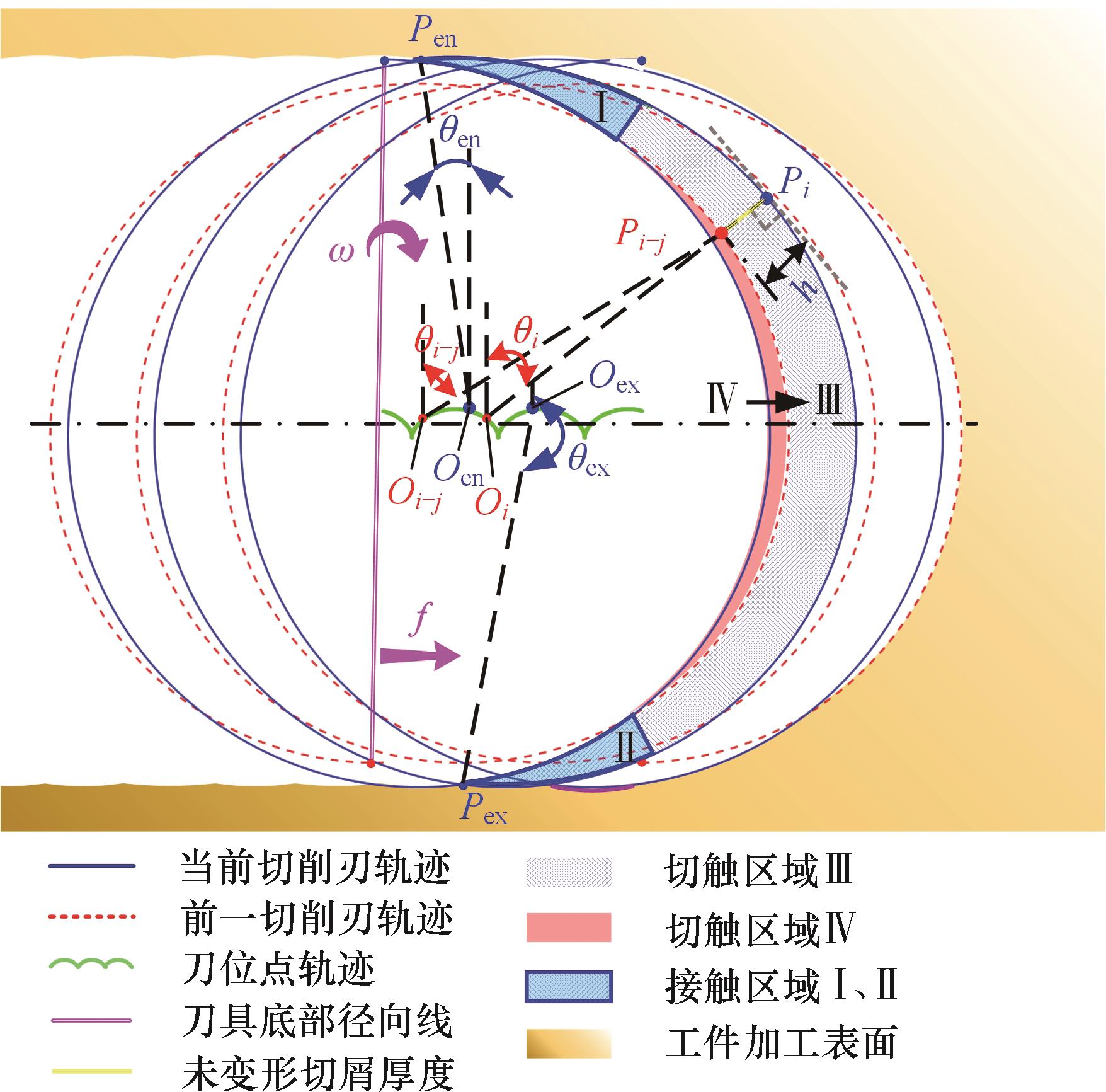
图3 瞬时未变形切屑厚度和切触区域
Fig.3 Instantaneous undeformed chip thickness and cutting contact area
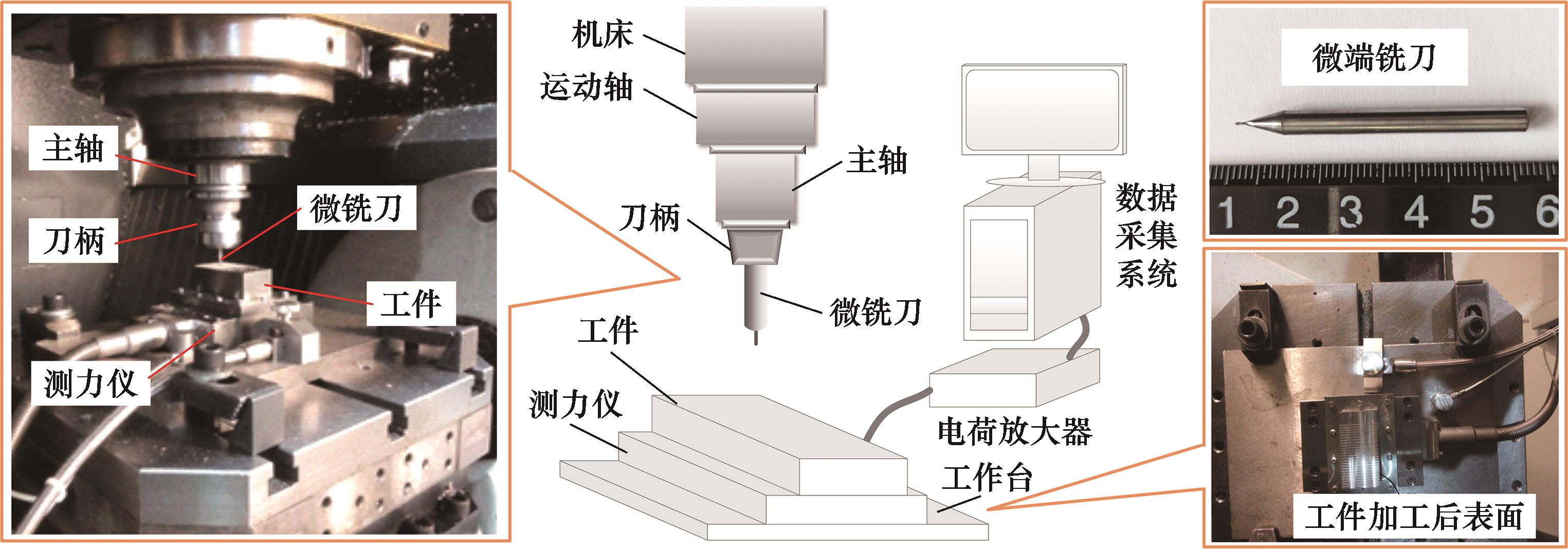
图4 微铣削实验设置
Fig. 4 Micro-milling experimental setup
| 实验编号 | 主轴转速 n/(r·min | 轴向切深 ap/μm | 每齿进给量 fz/μm |
|---|---|---|---|
| 1 | 18 000 | 60 | 2 |
| 2 | 18 000 | 80 | 4 |
| 3 | 18 000 | 100 | 6 |
| 4 | 24 000 | 80 | 6 |
| 5 | 30 000 | 60 | 6 |
| 6 | 24 000 | 60 | 4 |
| 7 | 24 000 | 100 | 2 |
| 8 | 30 000 | 80 | 2 |
| 9 | 30 000 | 100 | 4 |
表1 微铣削实验参数
Tab.1 Micro-milling experimental parameters
| 实验编号 | 主轴转速 n/(r·min | 轴向切深 ap/μm | 每齿进给量 fz/μm |
|---|---|---|---|
| 1 | 18 000 | 60 | 2 |
| 2 | 18 000 | 80 | 4 |
| 3 | 18 000 | 100 | 6 |
| 4 | 24 000 | 80 | 6 |
| 5 | 30 000 | 60 | 6 |
| 6 | 24 000 | 60 | 4 |
| 7 | 24 000 | 100 | 2 |
| 8 | 30 000 | 80 | 2 |
| 9 | 30 000 | 100 | 4 |
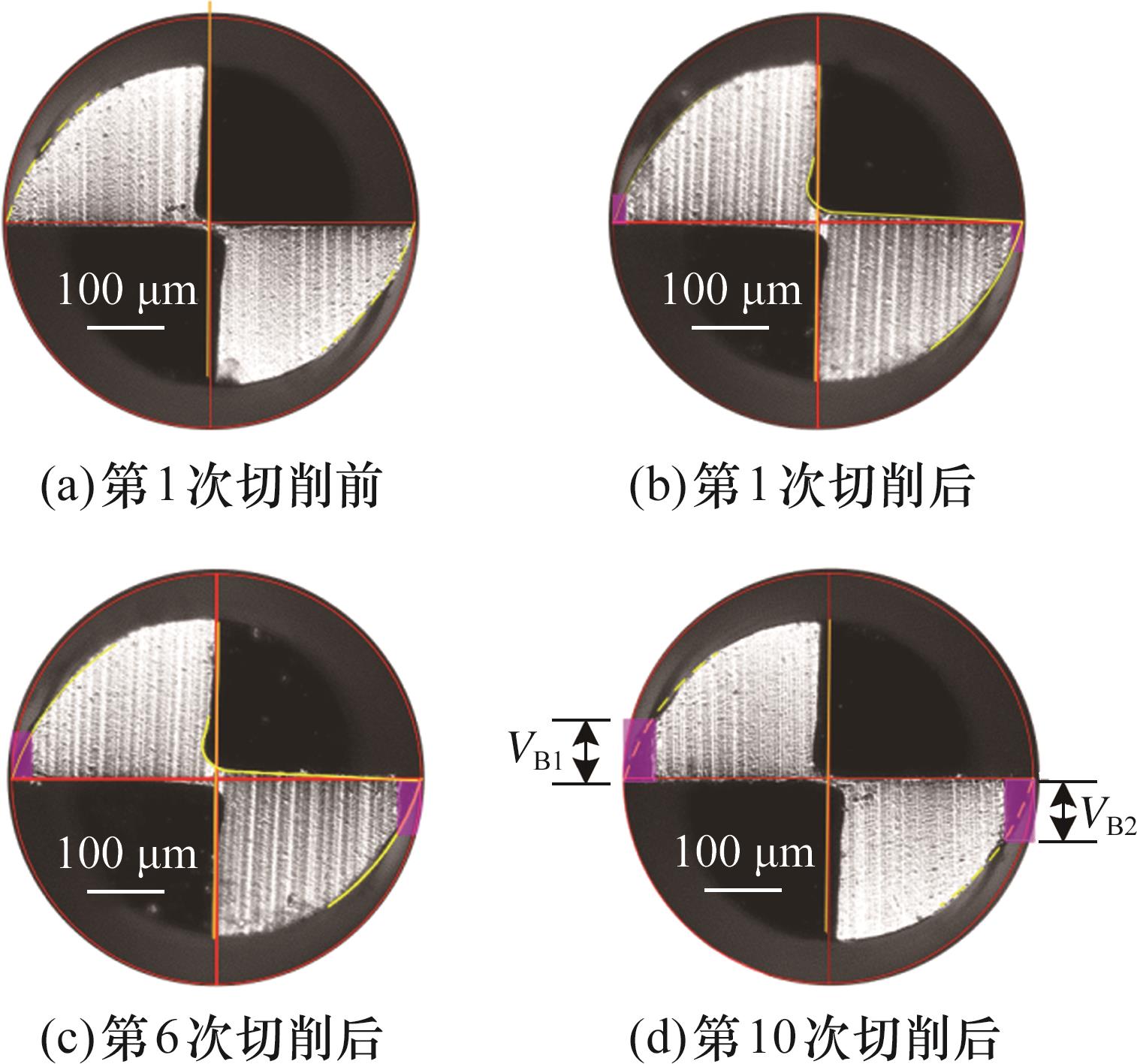
图5 刀具磨损图像
Fig.5 Images of tool wear
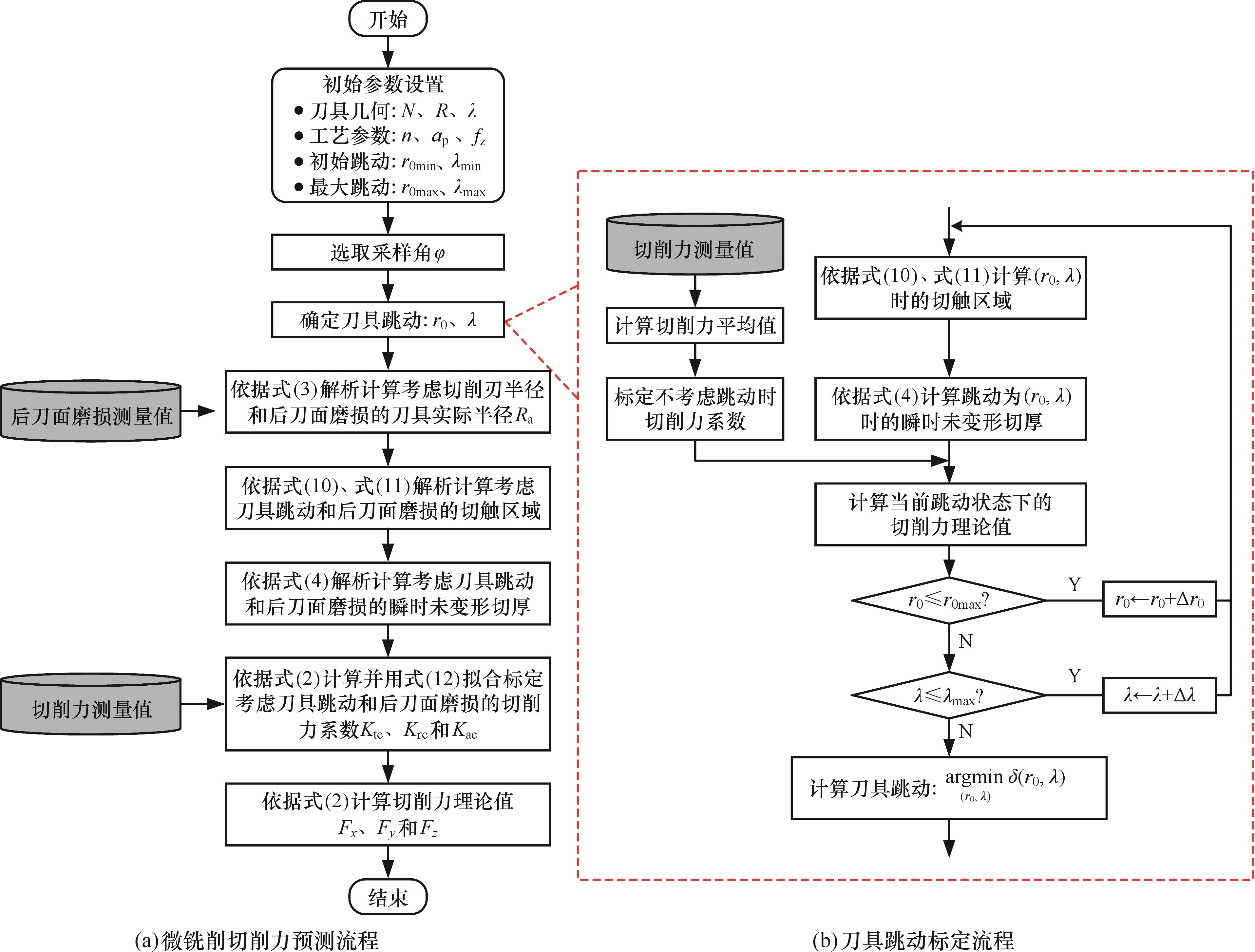
图6 微铣削切削力预测流程
Fig.6 Micro-milling cutting force prediction process
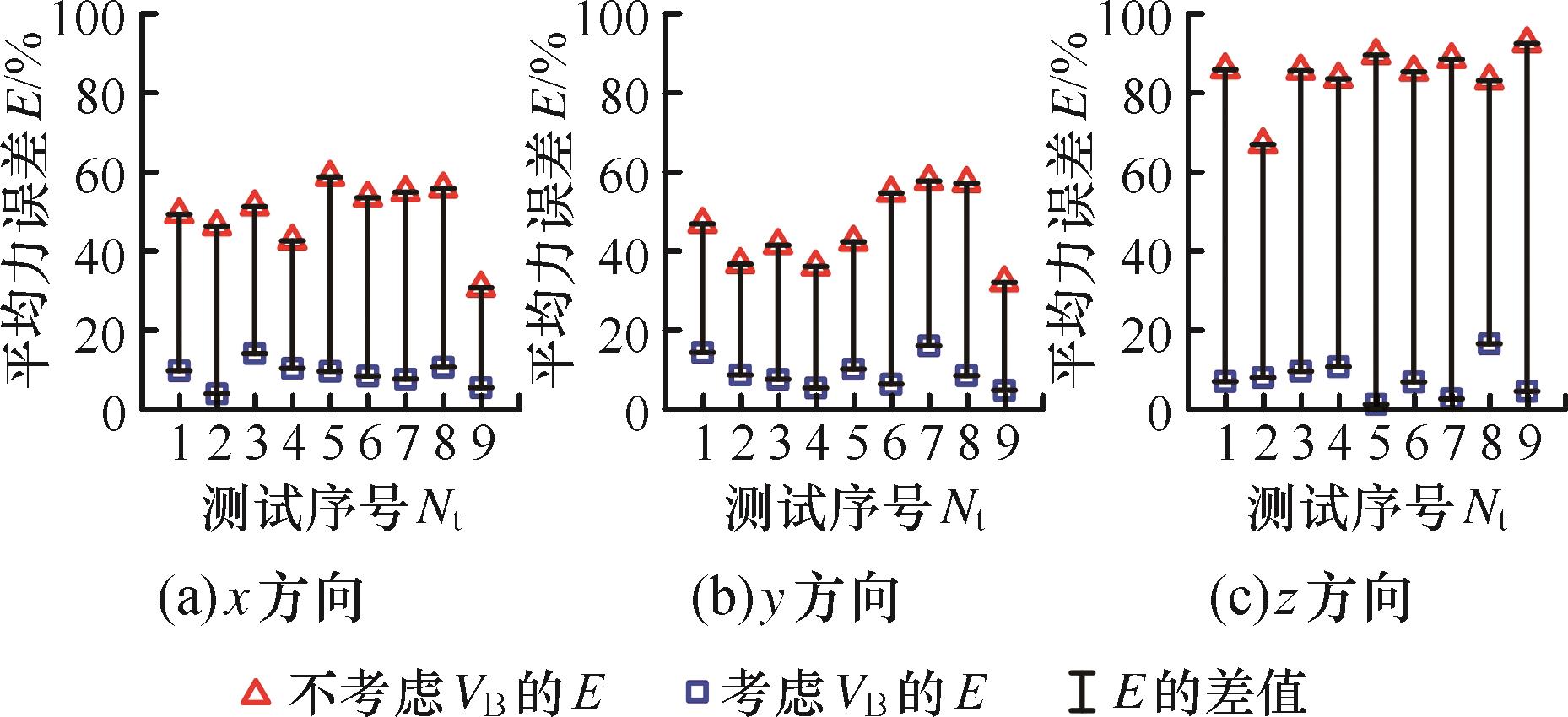
图7 平均力预测值的误差
Fig.7 Error of the predicted average force
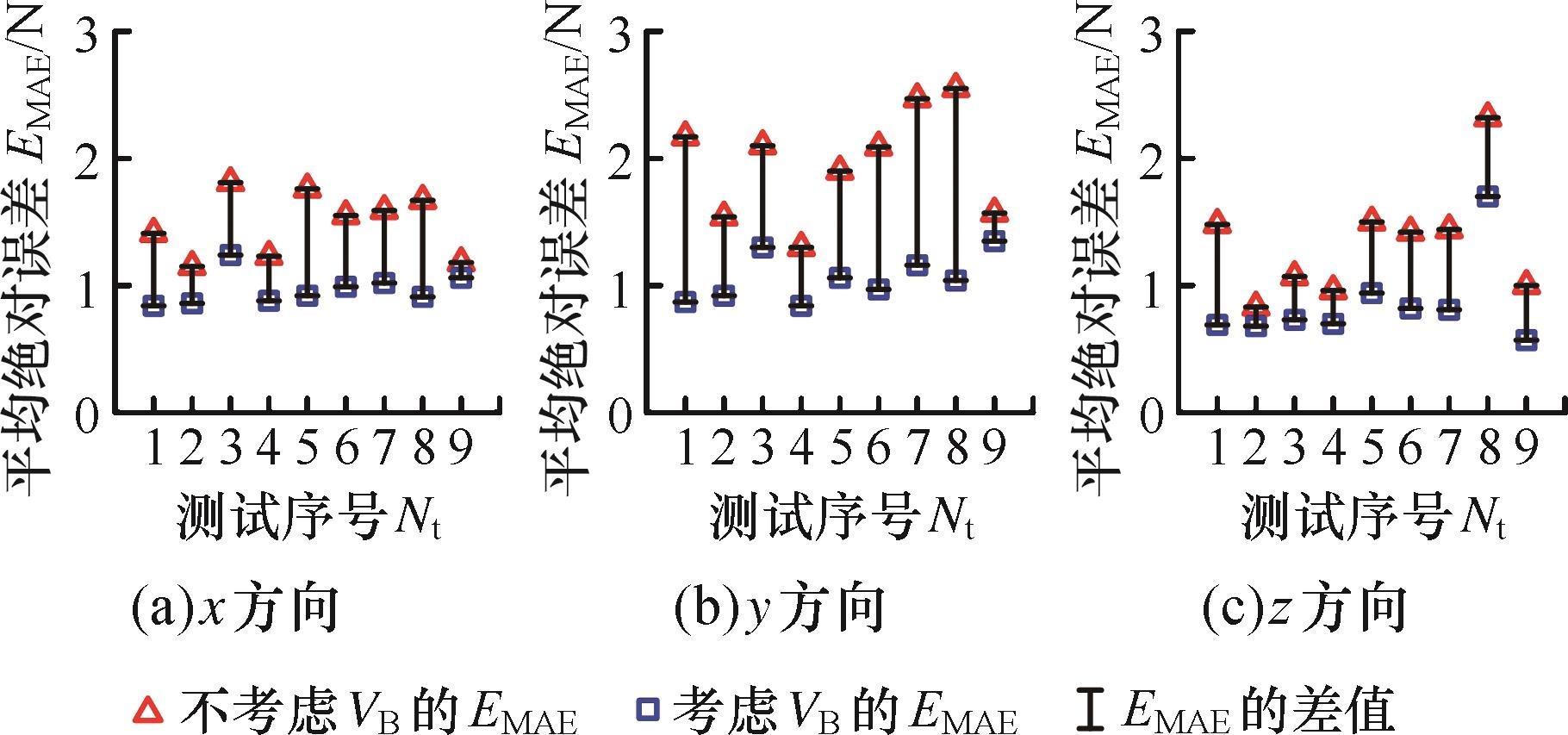
图8 切削力预测值的平均绝对误差
Fig.8 Mean absolute error of the predicted cutting forces
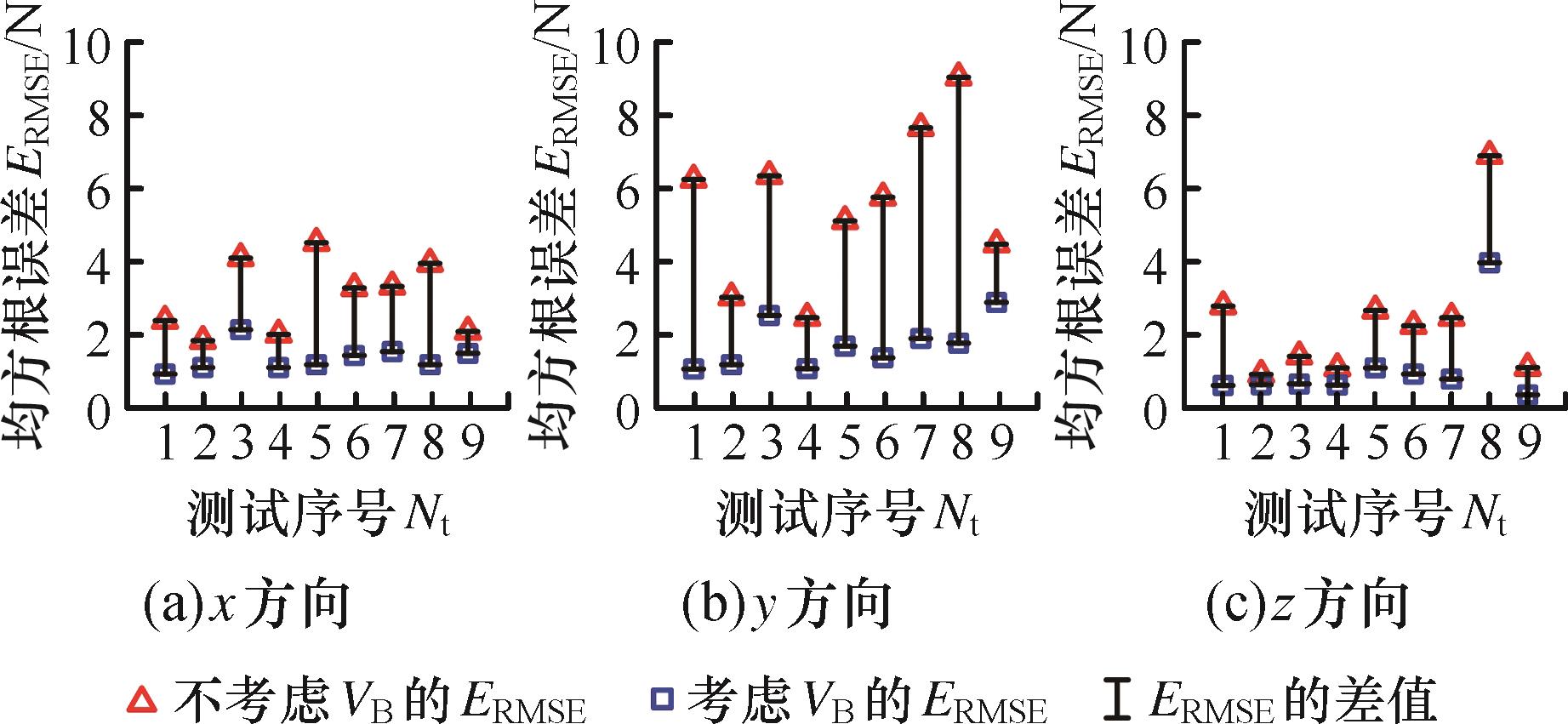
图9 切削力预测值的均方根误差
Fig.9 Root mean square error of the predicted cutting forces
| 实验编号 | R | R |
|---|---|---|
| 1 | 0.79 | 0.77 |
| 2 | 0.83 | 0.80 |
| 3 | 0.77 | 0.74 |
| 4 | 0.82 | 0.84 |
| 5 | 0.84 | 0.82 |
| 6 | 0.76 | 0.81 |
| 7 | 0.72 | 0.76 |
| 8 | 0.85 | 0.80 |
| 9 | 0.84 | 0.75 |
表2 铣削力模型的决定系数
Tab.2 Determination coefficient of milling force model
| 实验编号 | R | R |
|---|---|---|
| 1 | 0.79 | 0.77 |
| 2 | 0.83 | 0.80 |
| 3 | 0.77 | 0.74 |
| 4 | 0.82 | 0.84 |
| 5 | 0.84 | 0.82 |
| 6 | 0.76 | 0.81 |
| 7 | 0.72 | 0.76 |
| 8 | 0.85 | 0.80 |
| 9 | 0.84 | 0.75 |
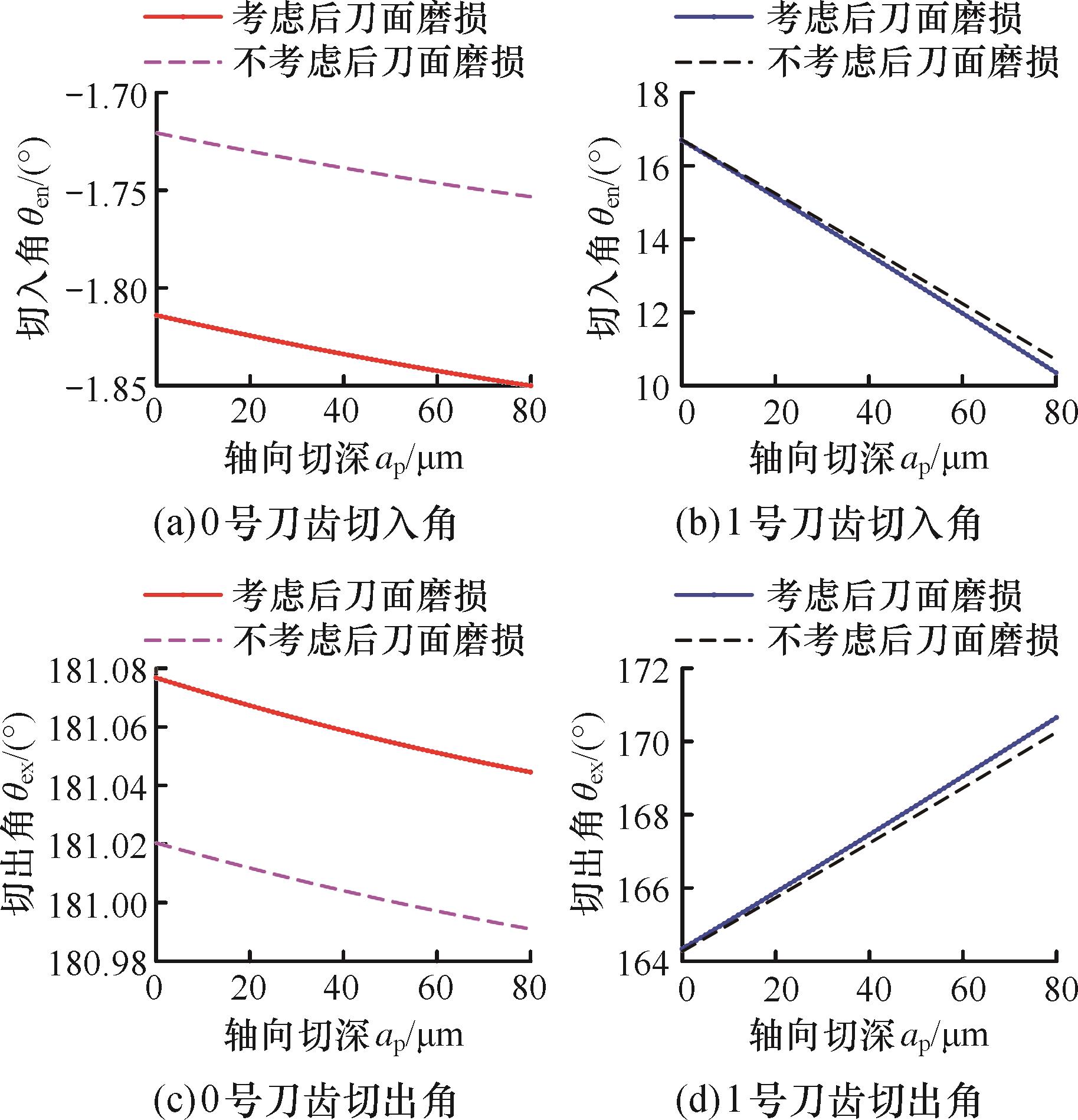
图10 第4组实验的切入角和切出角
Fig.10 Entry/Exit angles of the 4th group experiments
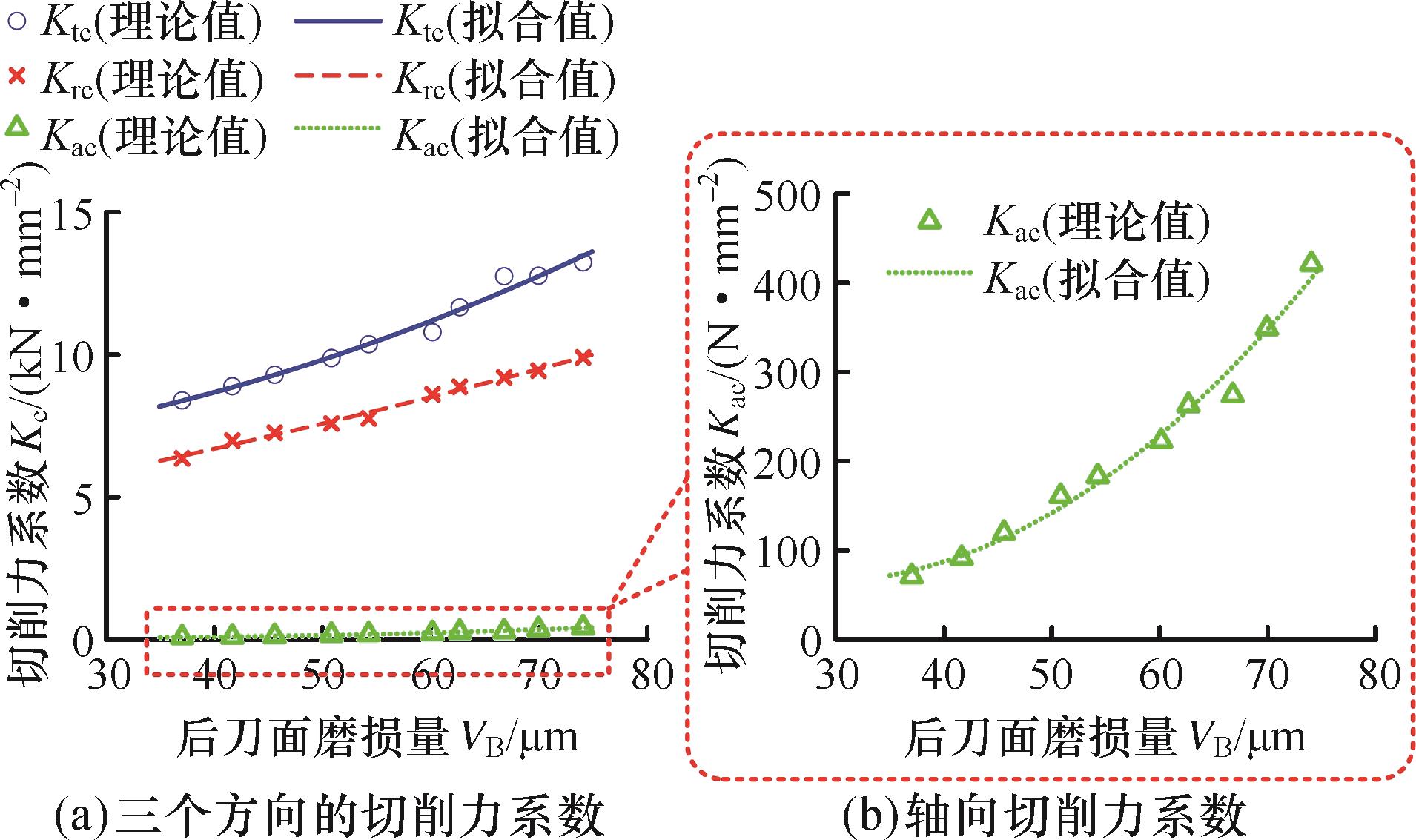
图11 切削力系数的拟合结果
Fig.11 The fitting results of the cutting force coefficients
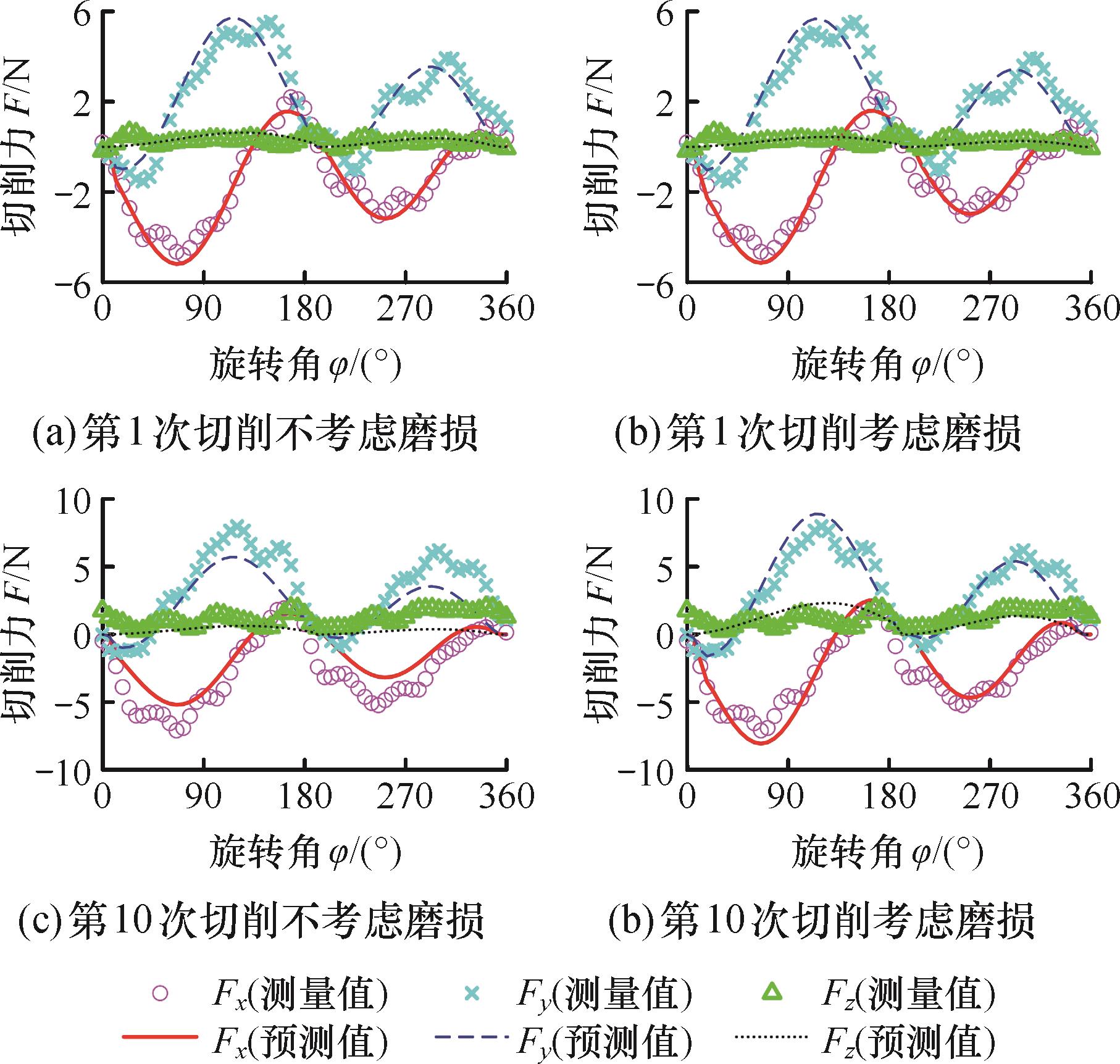
图12 微铣削力测量值和预测值对比
Fig.12 Comparison between measured and predicted micro-milling forces
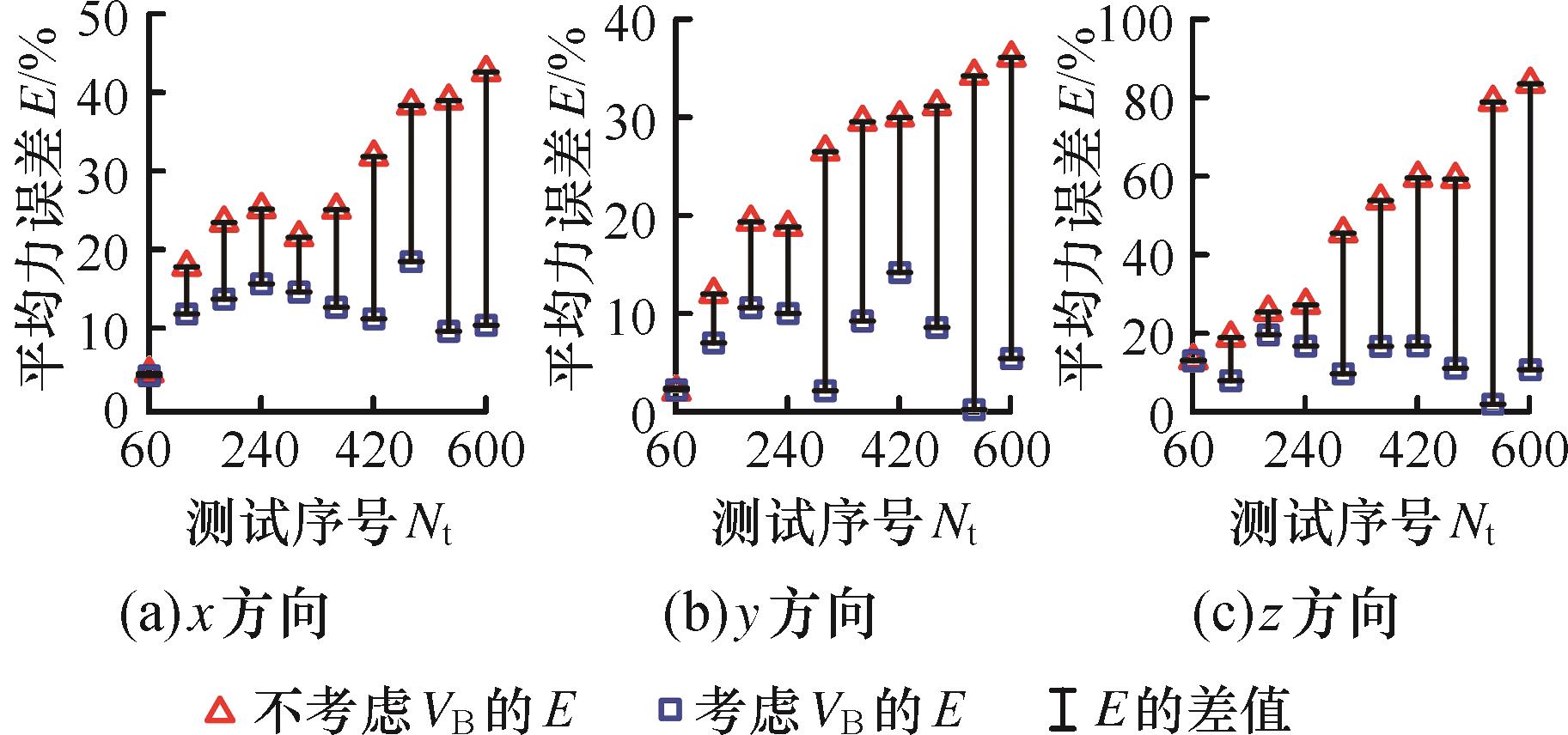
图13 整个微铣削过程中的平均切削力误差
Fig.13 Average cutting force error throughout the micro-milling process
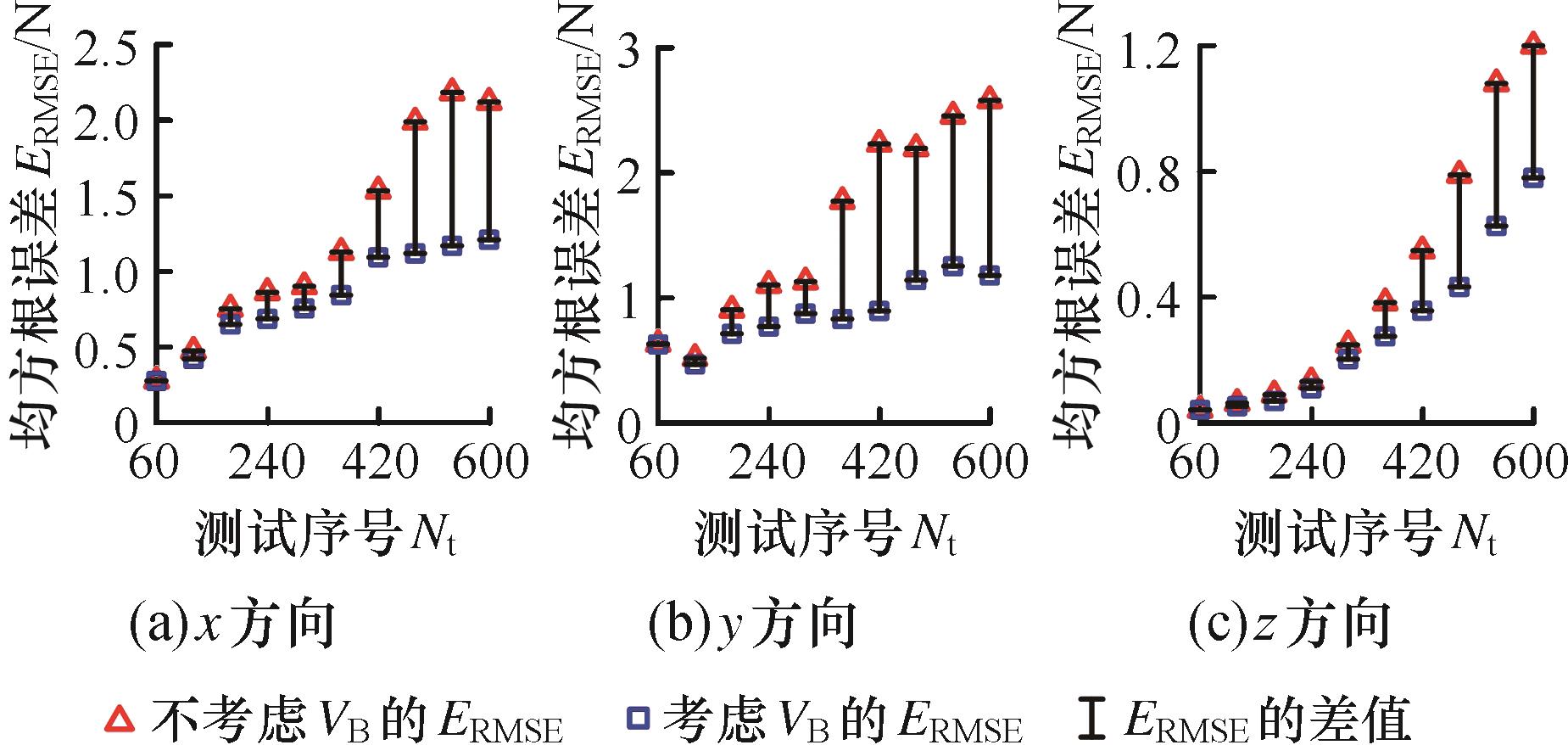
图14 整个微铣削过程中切削力预测值的均方根误差
Fig.14 Root mean square error of the predicted cutting forces throughout the micro-milling process
| [1] | 商鹏,黄思硕,刘晓鹏,等. 二维振动辅助微细铣削切削力建模与试验研究[J]. 中国机械工程,2021,32(6):648-657. |
| SHANG Peng, HUANG Sishuo, LIU Xiaopeng, et al. Modeling and Experimental Study on Cutting Forces of 2D Vibration Assisted Micro-milling[J]. China Mechanical Engineering, 2021,32(6):648-657. | |
| [2] | CAPPELLINI C, ABENI A. An Analytical Micro-milling Force Model Based on the Specific Cutting Pressure-feed Dependence, in Presence of Ploughing and Tool Run-out Effects[J]. Journal of Manufacturing Processes, 2024, 116: 224-245. |
| [3] | SAHA S, DEB S, BANDYOPADHYAY P P. Precise Measurement of Worn-out Tool Diameter Using Cutting Edge Features during Progressive Wear Analysis in Micro-milling[J]. Wear, 2022, 488/489: 204169. |
| [4] | 马廉洁, 杜文豪, 赵镇, 等. 刀具偏心跳动下侧铣硬脆材料的瞬时铣削力模型[J]. 航空学报, 2024, 45(4): 428925. |
| MA Lianjie, DU Wenhao, ZHAO Zhen, et al. Instantaneous Milling Force Model of Side Milling Hard and Brittle Materials in the State of Tool Eccentricity and Runout[J]. Acta Aeronautica et Astronautica Sinica, 2024, 45(4): 428925. | |
| [5] | MA K, LIU Z, WANG B, et al. How Does the Uncut Chip Thickness Affect the Deformation States within the Primary Shear Zone during Metal Cutting?[J]. International Journal of Machine Tools and Manufacture, 2024, 199: 104161. |
| [6] | LIU Z, SHI Z, WAN Y. Definition and Determination of the Minimum Uncut Chip Thickness of Microcutting[J]. The International Journal of Advanced Manufacturing Technology, 2013, 69(5/8): 1219-1232. |
| [7] | ZHANG X, YU T, XU P, et al. In-process Stochastic Tool Wear Identification and Its Application to the Improved Cutting Force Modeling of Micro Milling[J]. Mechanical Systems and Signal Processing, 2022, 164: 108233. |
| [8] | WOJCIECHOWSKI S, MATUSZAK M, POWAŁKA B, et al. Prediction of Cutting Forces during Micro End Milling Considering Chip Thickness Accumulation[J]. International Journal of Machine Tools and Manufacture, 2019, 147: 103466. |
| [9] | ZHANG X W, EHMANN K F, YU T B, et al. Cutting Forces in Micro-end-milling Processes[J]. International Journal of Machine Tools and Manufacture, 2016, 107: 21-40. |
| [10] | WAN M, WEN D Y, ZHANG W H, et al. Prediction of Cutting Forces in Flexible Micro Milling Processes by Considering the Change of Instantaneous Cutting Direction[J]. Journal of Manufacturing Processes, 2023, 90: 180-195. |
| [11] | DING Pengfei, HUANG Xianzhen, LI Shangjie, et al. Real-time Reliability Analysis of Micro-milling Processes Considering the Effects of Tool Wear[J]. Mechanical Systems and Signal Processing, 2023, 200: 110582. |
| [12] | JING X, LYU R, CHEN Y, et al. Modelling and Experimental Analysis of the Effects of Run Out, Minimum Chip Thickness and Elastic Recovery on the Cutting Force in Micro-end-milling[J]. International Journal of Mechanical Sciences, 2020, 176: 105540. |
| [13] | DAMBLY V, RIVIÈRE-LORPHÈVRE É, DUCOBU F, et al. Tri-dexel-based Cutter-workpiece Engagement: Computation and Validation for Virtual Machining Operations[J]. The International Journal of Advanced Manufacturing Technology, 2024, 131(2): 623-635. |
| [14] | ZHANG Yu, LI Si, ZHU Kunpeng. Generic Instantaneous Force Modeling and Comprehensive Real Engagement Identification in Micro-milling[J]. International Journal of Mechanical Sciences, 2020, 176: 105504. |
| [15] | DOU Jianming, JIAO Shengjie, XU Chuangwen, et al. Unsupervised Online Prediction of Tool Wear Values Using Force Model Coefficients in Milling[J]. The International Journal of Advanced Manufacturing Technology, 2020, 109(3): 1153-1166. |
| [16] | MAMMADOV B, MOHAMMADI Y, FARAHANI N D, et al. A Unified FFT-based Mechanistic Force Coefficient Identification Model for Isotropic and Anisotropic Materials[J]. CIRP Journal of Manufacturing Science and Technology, 2024, 49: 216-229. |
| [17] | 朱锟鹏, 李刚. 基于刀具磨损映射关系的微细铣削力理论建模与试验研究[J]. 机械工程学报, 2021, 57(19): 246-259. |
| ZHU Kunpeng, LI Gang. Theoretical Modeling and Experimental Study of Micro Milling Force Based on Tool Wear Mapping[J]. Journal of Mechanical Engineering, 2021, 57(19): 246-259. | |
| [18] | 李刚, 张宇, 李斯, 等. 基于运动学的高速高精密铣削力建模: 综合模型与试验[J]. 航空学报, 2023, 44(8): 427261. |
| LI Gang, ZHANG Yu, LI Si, et al. Modeling of High Speed and High Precision Milling Forces Based on Kinematics: Comprehensive Modeling and Experimental[J]. Acta Aeronautica et Astronautica Sinica, 2023, 44(8): 427261. |
| [1] | 高远, 吴琦炜, 宋阳, 渠达. 基于多源传感信息融合的智能刀柄及系统的设计[J]. 中国机械工程, 2026, 37(1): 184-191. |
| [2] | 齐书韬, 李佳奇, 郑书材, 徐金亭, 孙玉文. 不等前角变螺旋圆弧立铣刀瞬时铣削力建模与系数标定方法[J]. 中国机械工程, 2025, 36(04): 681-687,696. |
| [3] | 田龙, 黄传真, 刘盾, 姚鹏, 刘含莲, 刘雪飞. 激光辅助水射流微铣削单晶β-Ga2O3衬底的实验研究[J]. 中国机械工程, 2023, 34(13): 1559-1567. |
| [4] | 王海艳, 周秩同, 武晔, 付麒麟. 基于斜角切削理论的钛合金螺旋铣孔切削力建模[J]. 中国机械工程, 2023, 34(02): 142-147. |
| [5] | 刘伟吉, 阳飞龙, 祝效华, 罗云旭, 何灵. 异形PDC齿切削破岩提速机理研究[J]. 中国机械工程, 2022, 33(17): 2133-2141. |
| [6] | 吴凤和, 张宁, 李元祥, 张会龙, 郭保苏, . 基于改进高斯随机测量矩阵的切削力信号压缩感知方法[J]. 中国机械工程, 2021, 32(18): 2231-2238. |
| [7] | 庄可佳, 胡诚, , 代星, 浦栋麟, 丁汉. 基于修正滑移线场模型的倒棱刀具切削力预测[J]. 中国机械工程, 2021, 32(08): 890-906. |
| [8] | 商鹏, 黄思硕, 刘晓鹏, 杨壮, 刘腾, 张建军. 二维振动辅助微细铣削切削力建模与试验研究[J]. 中国机械工程, 2021, 32(06): 648-657,665. |
| [9] | 蔡安江;刘立博;刘磊;李文博. 切削参数对剃齿切削力及齿形中凹误差的影响[J]. 中国机械工程, 2020, 31(06): 655-661. |
| [10] | 杜茂华1;王军华2;张建飞1;王神送1. 高速铣合金铸铁实验结果的稳健设计优化分析[J]. 中国机械工程, 2019, 30(05): 554-559. |
| [11] | 王敏. 铁基非晶合金涂层切削工艺参数优化和切削力预测[J]. 中国机械工程, 2017, 28(21): 2627-2631,2638. |
| [12] | 张全彪;王国锋;宋庆月;吴丽蕊;杨星焕. 考虑切削力干扰的多轴联动伺服系统仿真分析[J]. 中国机械工程, 2017, 28(14): 1718-1723. |
| [13] | 宦海祥, 徐九华, 苏宏华, 傅玉灿, 梁星慧, 葛英飞. PCD和硬质合金刀具车削钛基复合材料时刀具磨损特征研究[J]. 中国机械工程, 2016, 27(14): 1877-1883. |
| [14] | 刘璨, 吴敬权, 刘焕牢, 谭光宇. 平底立铣刀在多刃切削时的切削力变化规律研究[J]. 中国机械工程, 2016, 27(10): 1352-1357. |
| [15] | 高奇, 巩亚东, 周云光. 单晶Ni3Al基高温合金微铣削表面粗糙度试验研究[J]. 中国机械工程, 2016, 27(06): 801-804. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||