


ISSN 1004-132X
CN 42-1294/TH
CN 42-1294/TH
中国机械工程 ›› 2026, Vol. 37 ›› Issue (4): 821-830.DOI: 10.3969/j.issn.1004-132X.2026.04.006
鲍宏1,2( ), 杨硕1, 姚航1, 李亚鹏1
), 杨硕1, 姚航1, 李亚鹏1
收稿日期:2025-07-03
出版日期:2026-04-25
发布日期:2026-05-11
通讯作者:
鲍宏
作者简介:鲍宏*(通信作者),男,1982年生,博士、副教授。研究方向为低碳设计与制造、高能效制造系统、生命周期设计管理等。发表论文30余篇。E-mail:bhseva7@sina.com。
基金资助:
BAO Hong1,2(), YANG Shuo1, YAO Hang1, LI Yapeng1
Received:2025-07-03
Online:2026-04-25
Published:2026-05-11
Contact:
BAO Hong
摘要:
针对数控铣削过程能效数据采集成本高、传统数控铣削能效模型在小样本数据下预测精度低的问题,提出了一种基于比能值和极限学习机(ELM)-自适应增强算法(AdaBoost)的能效优化模型。通过正交试验设计获取试验数据,构建基于比能值的机理模型,结合ELM与AdaBoost形成ELM-AdaBoost数据模型,最后集成能效预测模型,在保证预测精度的同时有效减少模型对数据量的需求。建立以最小比能值和最低加工成本为目标的能效优化模型,通过非支配排序遗传算法Ⅱ和熵权- TOPSIS进行最优工艺参数求解与优化,加工试验验证了提出方法的可行性。
中图分类号:
鲍宏, 杨硕, 姚航, 李亚鹏. 小样本下基于比能值和ELM-AdaBoost的数控铣削能效优化模型构建方法[J]. 中国机械工程, 2026, 37(4): 821-830.
BAO Hong, YANG Shuo, YAO Hang, LI Yapeng. Optimization Model Construction Method of CNC Milling Energy Efficiency Based on Specific Energy Values and ELM-AdaBoost under Small Samples[J]. China Mechanical Engineering, 2026, 37(4): 821-830.
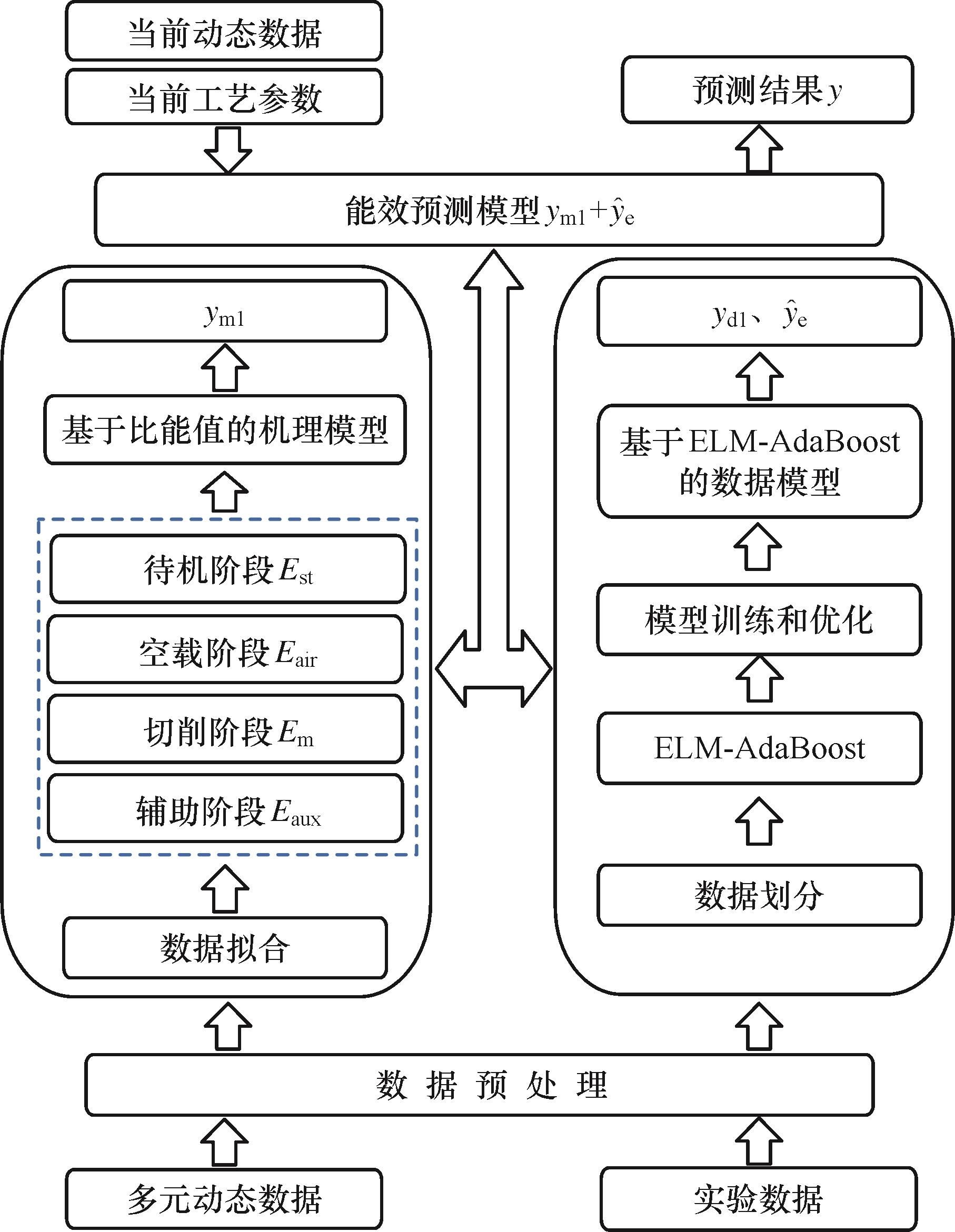
图1 数控铣削能效预测模型
Fig.1 CNC milling energy efficiency prediction model
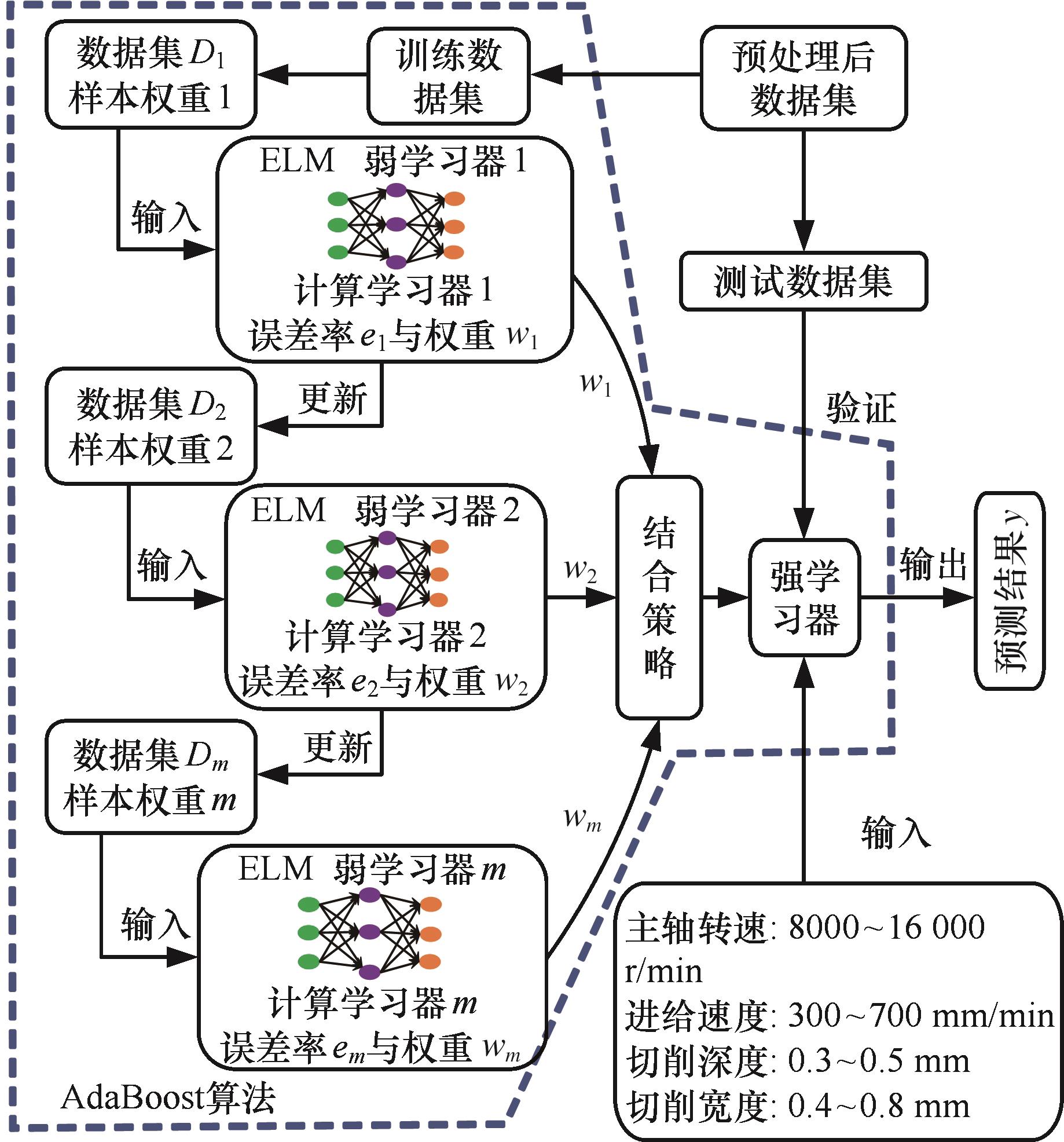
图2 ELM-AdaBoost算法流程
Fig.2 ELM-AdaBoost algorithm workflow

图3 铣削刀具图4 6061铝合金
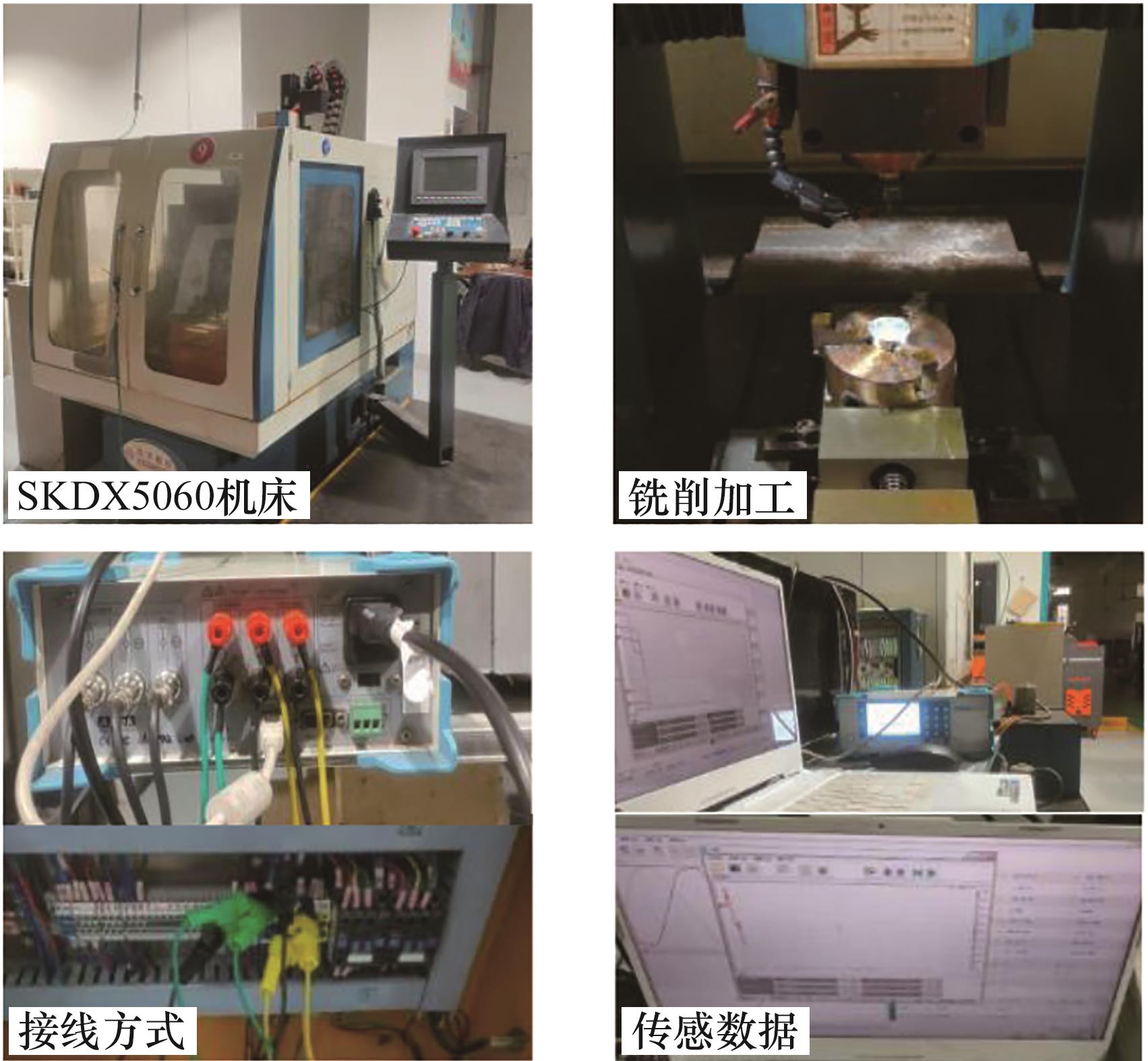
图5 数据记录现场
Fig.5 On-site data recording
因素 水平 | 主轴转速 n/(r·min | 进给速度 | 切削深度 | 切削宽度 |
|---|---|---|---|---|
| 1 | 8000 | 300 | 0.3 | 0.4 |
| 2 | 12000 | 500 | 0.4 | 0.6 |
| 3 | 16000 | 700 | 0.5 | 0.8 |
表1 试验因子及水平
Tab.1 Experimental factors and levels
因素 水平 | 主轴转速 n/(r·min | 进给速度 | 切削深度 | 切削宽度 |
|---|---|---|---|---|
| 1 | 8000 | 300 | 0.3 | 0.4 |
| 2 | 12000 | 500 | 0.4 | 0.6 |
| 3 | 16000 | 700 | 0.5 | 0.8 |
| 序号 | ||||||||
|---|---|---|---|---|---|---|---|---|
正 交 试 验 数 据 | 1 | 8000 | 300 | 0.3 | 0.4 | 30.57 | 121 759.28 | 704.63 |
| 2 | 8000 | 300 | 0.4 | 0.6 | 48.82 | 95 628.21 | 415.05 | |
| 3 | 8000 | 300 | 0.5 | 0.8 | 63.00 | 75 476.30 | 262.07 | |
| 4 | 8000 | 500 | 0.3 | 0.6 | 36.68 | 58 066.80 | 336.03 | |
| 5 | 8000 | 500 | 0.4 | 0.8 | 58.61 | 45 414.65 | 197.11 | |
| 6 | 8000 | 500 | 0.5 | 0.4 | 61.73 | 83 466.15 | 289.81 | |
| 7 | 8000 | 700 | 0.3 | 0.8 | 49.03 | 32 819.48 | 189.93 | |
| 8 | 8000 | 700 | 0.4 | 0.4 | 56.42 | 66 991.44 | 290.76 | |
| 9 | 8000 | 700 | 0.5 | 0.6 | 72.60 | 46 316.31 | 160.82 | |
| 10 | 12000 | 700 | 0.3 | 0.4 | 52.21 | 68 030.51 | 393.70 | |
| 11 | 12000 | 700 | 0.4 | 0.6 | 74.47 | 47 819.03 | 207.55 | |
| 12 | 12000 | 700 | 0.5 | 0.8 | 96.58 | 40 465.02 | 140.50 | |
| 13 | 12000 | 300 | 0.3 | 0.6 | 45.93 | 98 112.71 | 567.78 | |
| 14 | 12000 | 300 | 0.4 | 0.8 | 66.84 | 77 578.61 | 336.71 | |
| 15 | 12000 | 300 | 0.5 | 0.4 | 68.16 | 147 238.63 | 511.25 | |
| 16 | 12000 | 500 | 0.3 | 0.8 | 55.86 | 47 618.55 | 275.57 | |
| 17 | 12000 | 500 | 0.4 | 0.4 | 65.27 | 85 197.74 | 369.78 | |
| 18 | 12000 | 500 | 0.5 | 0.6 | 74.63 | 65 194.28 | 226.37 | |
| 19 | 16000 | 500 | 0.3 | 0.4 | 57.20 | 96 004.48 | 555.58 | |
| 20 | 16000 | 500 | 0.4 | 0.6 | 80.08 | 69 366.09 | 301.07 | |
| 21 | 16000 | 500 | 0.5 | 0.8 | 103.95 | 51 632.60 | 179.28 | |
| 22 | 16000 | 700 | 0.3 | 0.6 | 70.05 | 50 263.52 | 290.88 | |
| 23 | 16000 | 700 | 0.4 | 0.8 | 92.39 | 43 175.49 | 187.39 | |
| 24 | 16000 | 700 | 0.5 | 0.4 | 94.76 | 76 325.80 | 265.02 | |
| 25 | 16000 | 300 | 0.3 | 0.8 | 59.211 | 82 548.89 | 477.71 | |
| 26 | 16000 | 300 | 0.4 | 0.4 | 66.14 | 162 941.87 | 707.21 | |
| 27 | 16000 | 300 | 0.5 | 0.6 | 86.43 | 99 241.13 | 344.59 | |
验 证 试 验 数 据 | 1 | 13300 | 500 | 0.45 | 0.60 | 76.52 | 67 254.62 | 259.47 |
| 2 | 9600 | 350 | 0.35 | 0.30 | 40.66 | 160 578.43 | 796.52 | |
| 3 | 16500 | 750 | 0.35 | 0.80 | 87.37 | 34 405.06 | 170.66 | |
| 4 | 15200 | 650 | 0.30 | 0.75 | 65.34 | 46 377.79 | 268.39 | |
| 5 | 11500 | 550 | 0.40 | 0.30 | 59.67 | 113 172.48 | 491.2 | |
| 6 | 7500 | 500 | 0.50 | 0.60 | 60.79 | 67 959.36 | 235.97 | |
| 7 | 17800 | 700 | 0.40 | 0.50 | 90.22 | 63 295.49 | 274.72 | |
| 8 | 14000 | 300 | 0.30 | 0.50 | 50.70 | 109 026.43 | 630.94 | |
| 9 | 10000 | 600 | 0.25 | 0.80 | 45.18 | 43 542.72 | 302.38 | |
| 10 | 12600 | 450 | 0.50 | 0.40 | 74.10 | 113 765.76 | 395.02 | |
| 11 | 11000 | 700 | 0.30 | 0.80 | 58.86 | 39 410.50 | 228.07 | |
| 12 | 14500 | 350 | 0.50 | 0.50 | 83.24 | 103 219.20 | 358.4 | |
| 13 | 15700 | 650 | 0.35 | 0.70 | 78.18 | 43 637.27 | 225.87 | |
| 14 | 11300 | 550 | 0.35 | 0.70 | 67.62 | 68 419.27 | 242.61 | |
| 15 | 9800 | 400 | 0.40 | 0.35 | 50.75 | 164 858.37 | 757.97 | |
| 16 | 13800 | 550 | 0.50 | 0.60 | 93.26 | 62 083.56 | 209.60 | |
| 17 | 10500 | 650 | 0.30 | 0.75 | 54.35 | 41 581.85 | 265.70 | |
| 18 | 14200 | 350 | 0.35 | 0.55 | 59.78 | 116 059.78 | 668.93 | |
| 19 | 13000 | 500 | 0.50 | 0.45 | 21.23 | 73 658.75 | 275.05 | |
| 20 | 12100 | 600 | 0.45 | 0.35 | 70.90 | 114 362.32 | 523.64 | |
| 21 | 17000 | 700 | 0.40 | 0.80 | 97.28 | 39 557.68 | 182.63 | |
| 22 | 14900 | 400 | 0.40 | 0.60 | 73.34 | 86 143.65 | 334.41 |
表2 正交试验数据和验证数据
Tab.2 Orthogonal experimental data and validation experimental data
| 序号 | ||||||||
|---|---|---|---|---|---|---|---|---|
正 交 试 验 数 据 | 1 | 8000 | 300 | 0.3 | 0.4 | 30.57 | 121 759.28 | 704.63 |
| 2 | 8000 | 300 | 0.4 | 0.6 | 48.82 | 95 628.21 | 415.05 | |
| 3 | 8000 | 300 | 0.5 | 0.8 | 63.00 | 75 476.30 | 262.07 | |
| 4 | 8000 | 500 | 0.3 | 0.6 | 36.68 | 58 066.80 | 336.03 | |
| 5 | 8000 | 500 | 0.4 | 0.8 | 58.61 | 45 414.65 | 197.11 | |
| 6 | 8000 | 500 | 0.5 | 0.4 | 61.73 | 83 466.15 | 289.81 | |
| 7 | 8000 | 700 | 0.3 | 0.8 | 49.03 | 32 819.48 | 189.93 | |
| 8 | 8000 | 700 | 0.4 | 0.4 | 56.42 | 66 991.44 | 290.76 | |
| 9 | 8000 | 700 | 0.5 | 0.6 | 72.60 | 46 316.31 | 160.82 | |
| 10 | 12000 | 700 | 0.3 | 0.4 | 52.21 | 68 030.51 | 393.70 | |
| 11 | 12000 | 700 | 0.4 | 0.6 | 74.47 | 47 819.03 | 207.55 | |
| 12 | 12000 | 700 | 0.5 | 0.8 | 96.58 | 40 465.02 | 140.50 | |
| 13 | 12000 | 300 | 0.3 | 0.6 | 45.93 | 98 112.71 | 567.78 | |
| 14 | 12000 | 300 | 0.4 | 0.8 | 66.84 | 77 578.61 | 336.71 | |
| 15 | 12000 | 300 | 0.5 | 0.4 | 68.16 | 147 238.63 | 511.25 | |
| 16 | 12000 | 500 | 0.3 | 0.8 | 55.86 | 47 618.55 | 275.57 | |
| 17 | 12000 | 500 | 0.4 | 0.4 | 65.27 | 85 197.74 | 369.78 | |
| 18 | 12000 | 500 | 0.5 | 0.6 | 74.63 | 65 194.28 | 226.37 | |
| 19 | 16000 | 500 | 0.3 | 0.4 | 57.20 | 96 004.48 | 555.58 | |
| 20 | 16000 | 500 | 0.4 | 0.6 | 80.08 | 69 366.09 | 301.07 | |
| 21 | 16000 | 500 | 0.5 | 0.8 | 103.95 | 51 632.60 | 179.28 | |
| 22 | 16000 | 700 | 0.3 | 0.6 | 70.05 | 50 263.52 | 290.88 | |
| 23 | 16000 | 700 | 0.4 | 0.8 | 92.39 | 43 175.49 | 187.39 | |
| 24 | 16000 | 700 | 0.5 | 0.4 | 94.76 | 76 325.80 | 265.02 | |
| 25 | 16000 | 300 | 0.3 | 0.8 | 59.211 | 82 548.89 | 477.71 | |
| 26 | 16000 | 300 | 0.4 | 0.4 | 66.14 | 162 941.87 | 707.21 | |
| 27 | 16000 | 300 | 0.5 | 0.6 | 86.43 | 99 241.13 | 344.59 | |
验 证 试 验 数 据 | 1 | 13300 | 500 | 0.45 | 0.60 | 76.52 | 67 254.62 | 259.47 |
| 2 | 9600 | 350 | 0.35 | 0.30 | 40.66 | 160 578.43 | 796.52 | |
| 3 | 16500 | 750 | 0.35 | 0.80 | 87.37 | 34 405.06 | 170.66 | |
| 4 | 15200 | 650 | 0.30 | 0.75 | 65.34 | 46 377.79 | 268.39 | |
| 5 | 11500 | 550 | 0.40 | 0.30 | 59.67 | 113 172.48 | 491.2 | |
| 6 | 7500 | 500 | 0.50 | 0.60 | 60.79 | 67 959.36 | 235.97 | |
| 7 | 17800 | 700 | 0.40 | 0.50 | 90.22 | 63 295.49 | 274.72 | |
| 8 | 14000 | 300 | 0.30 | 0.50 | 50.70 | 109 026.43 | 630.94 | |
| 9 | 10000 | 600 | 0.25 | 0.80 | 45.18 | 43 542.72 | 302.38 | |
| 10 | 12600 | 450 | 0.50 | 0.40 | 74.10 | 113 765.76 | 395.02 | |
| 11 | 11000 | 700 | 0.30 | 0.80 | 58.86 | 39 410.50 | 228.07 | |
| 12 | 14500 | 350 | 0.50 | 0.50 | 83.24 | 103 219.20 | 358.4 | |
| 13 | 15700 | 650 | 0.35 | 0.70 | 78.18 | 43 637.27 | 225.87 | |
| 14 | 11300 | 550 | 0.35 | 0.70 | 67.62 | 68 419.27 | 242.61 | |
| 15 | 9800 | 400 | 0.40 | 0.35 | 50.75 | 164 858.37 | 757.97 | |
| 16 | 13800 | 550 | 0.50 | 0.60 | 93.26 | 62 083.56 | 209.60 | |
| 17 | 10500 | 650 | 0.30 | 0.75 | 54.35 | 41 581.85 | 265.70 | |
| 18 | 14200 | 350 | 0.35 | 0.55 | 59.78 | 116 059.78 | 668.93 | |
| 19 | 13000 | 500 | 0.50 | 0.45 | 21.23 | 73 658.75 | 275.05 | |
| 20 | 12100 | 600 | 0.45 | 0.35 | 70.90 | 114 362.32 | 523.64 | |
| 21 | 17000 | 700 | 0.40 | 0.80 | 97.28 | 39 557.68 | 182.63 | |
| 22 | 14900 | 400 | 0.40 | 0.60 | 73.34 | 86 143.65 | 334.41 |
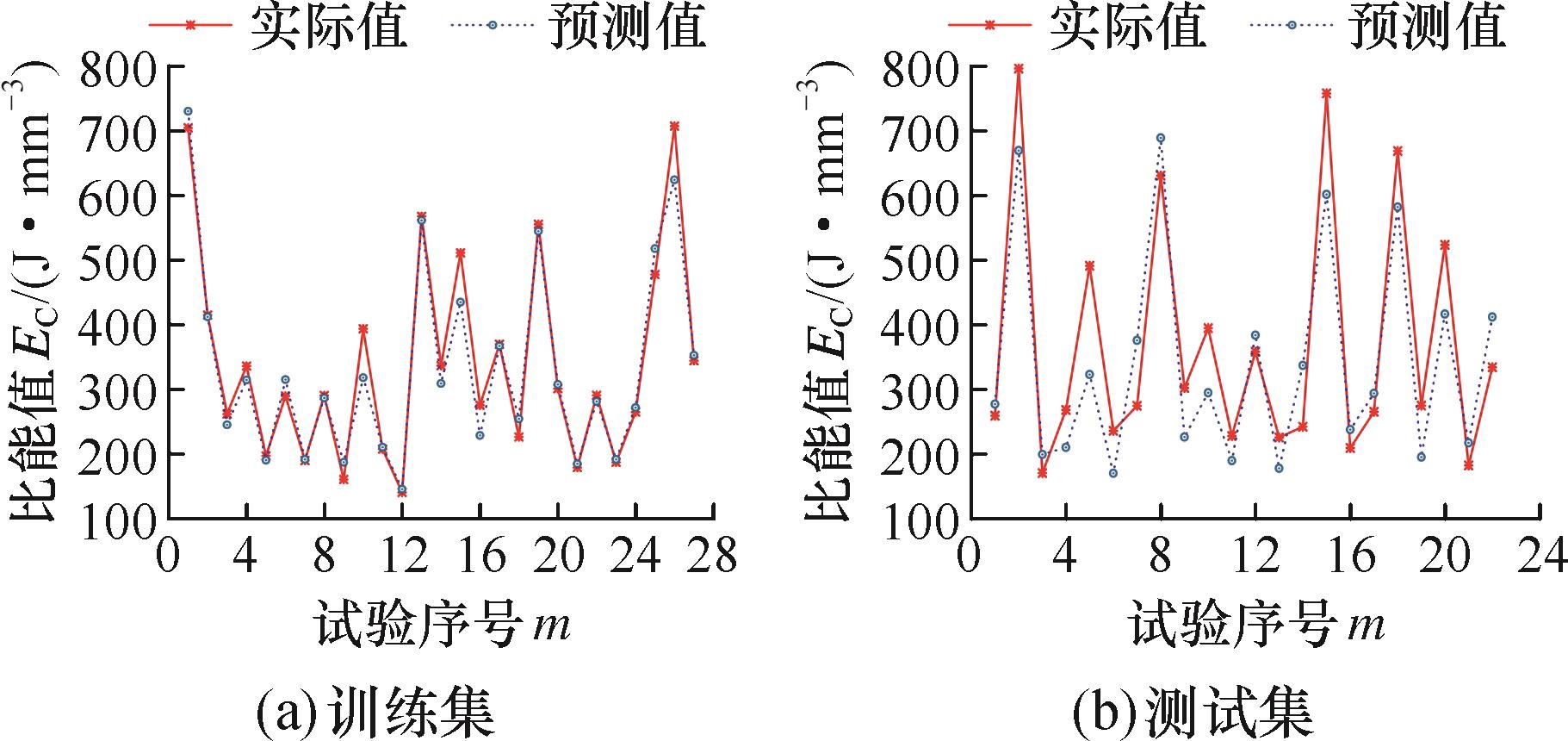
图6 BPNN模型预测值与实际值对比
Fig.6 Comparison of predicted and actual values of the BPNN model
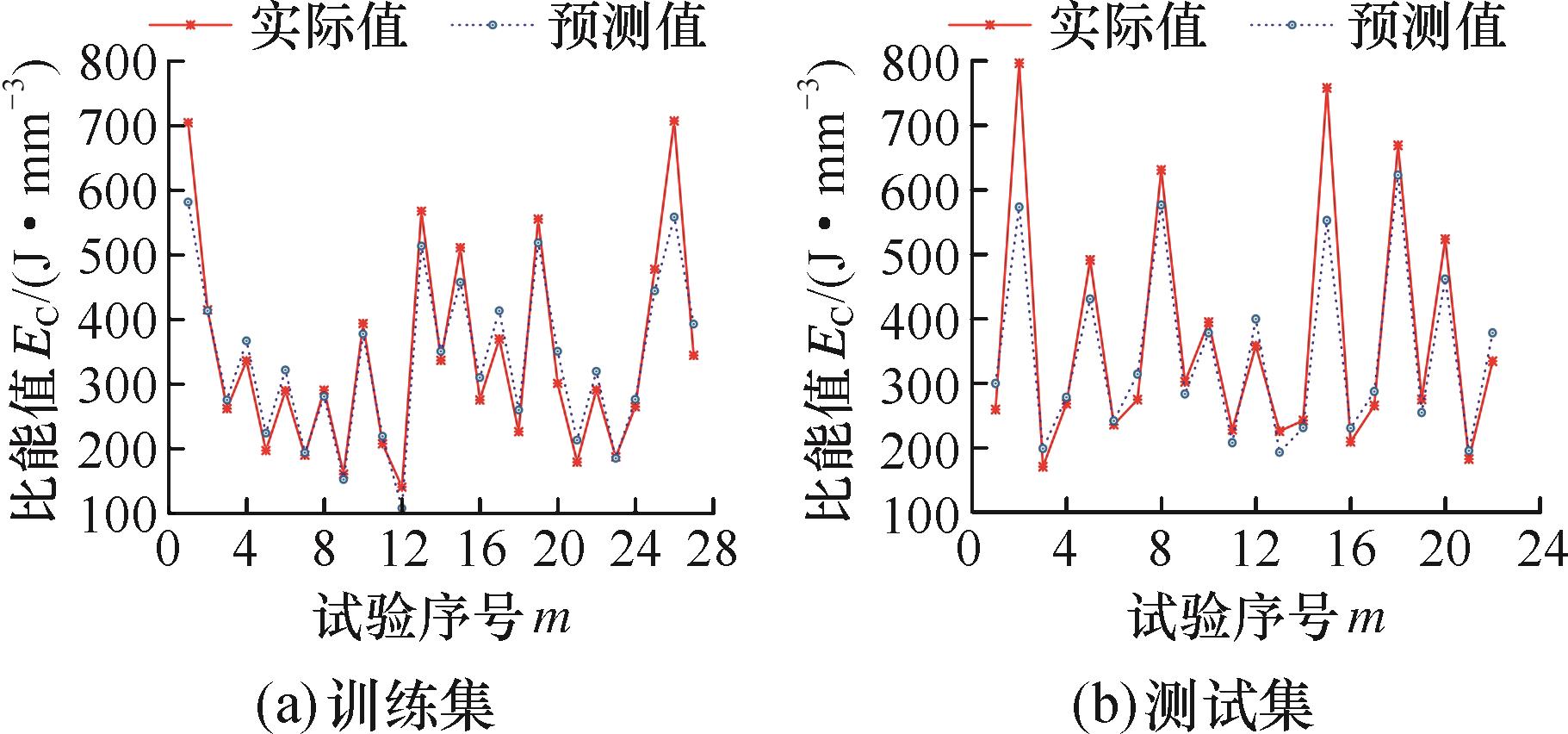
图7 SVR模型预测值与实际值对比
Fig.7 Comparison of predicted and actual values of the SVR model
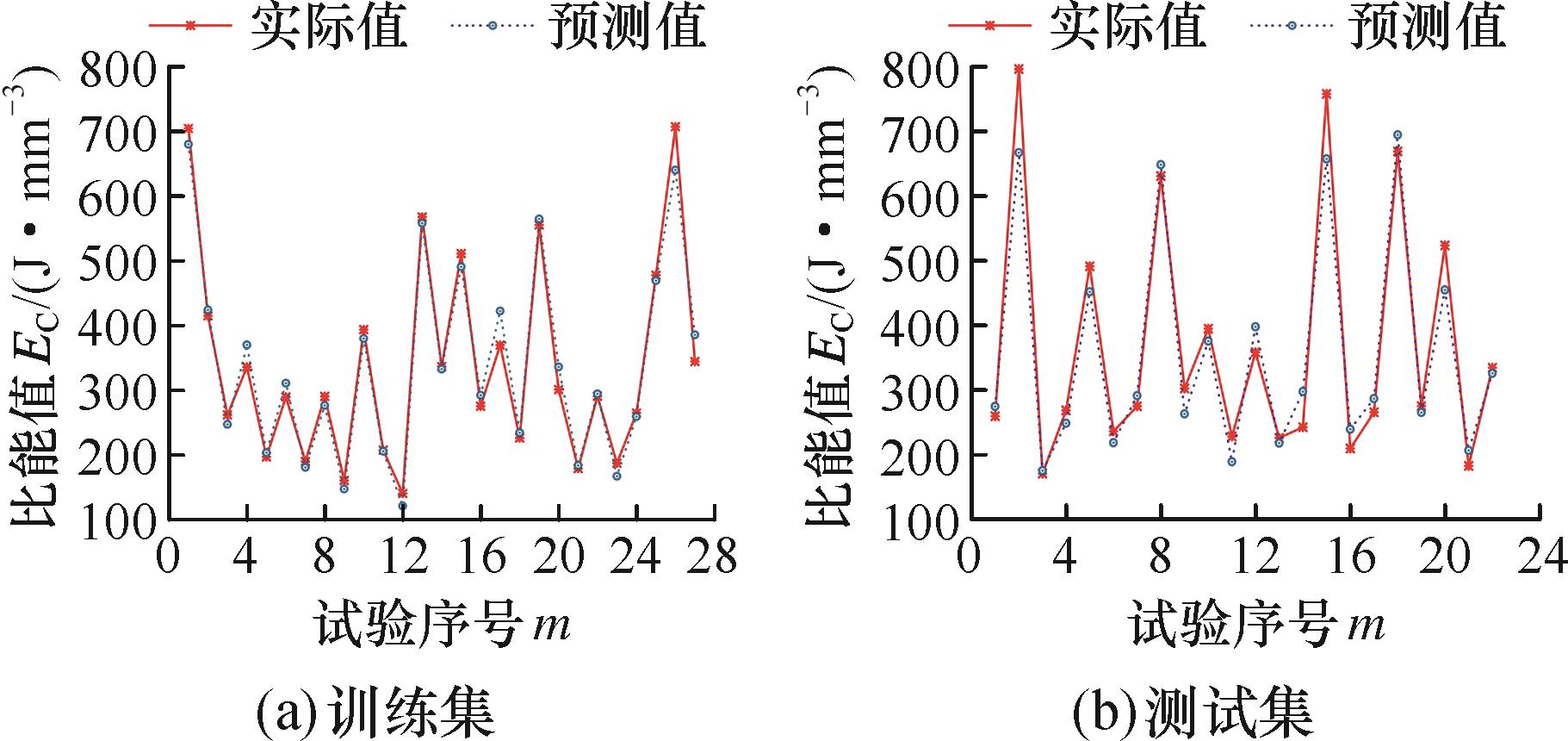
图8 ELM-AdaBoost模型预测值与实际值对比
Fig.8 Comparison of predicted and actual values of the ELM-AdaBoost model
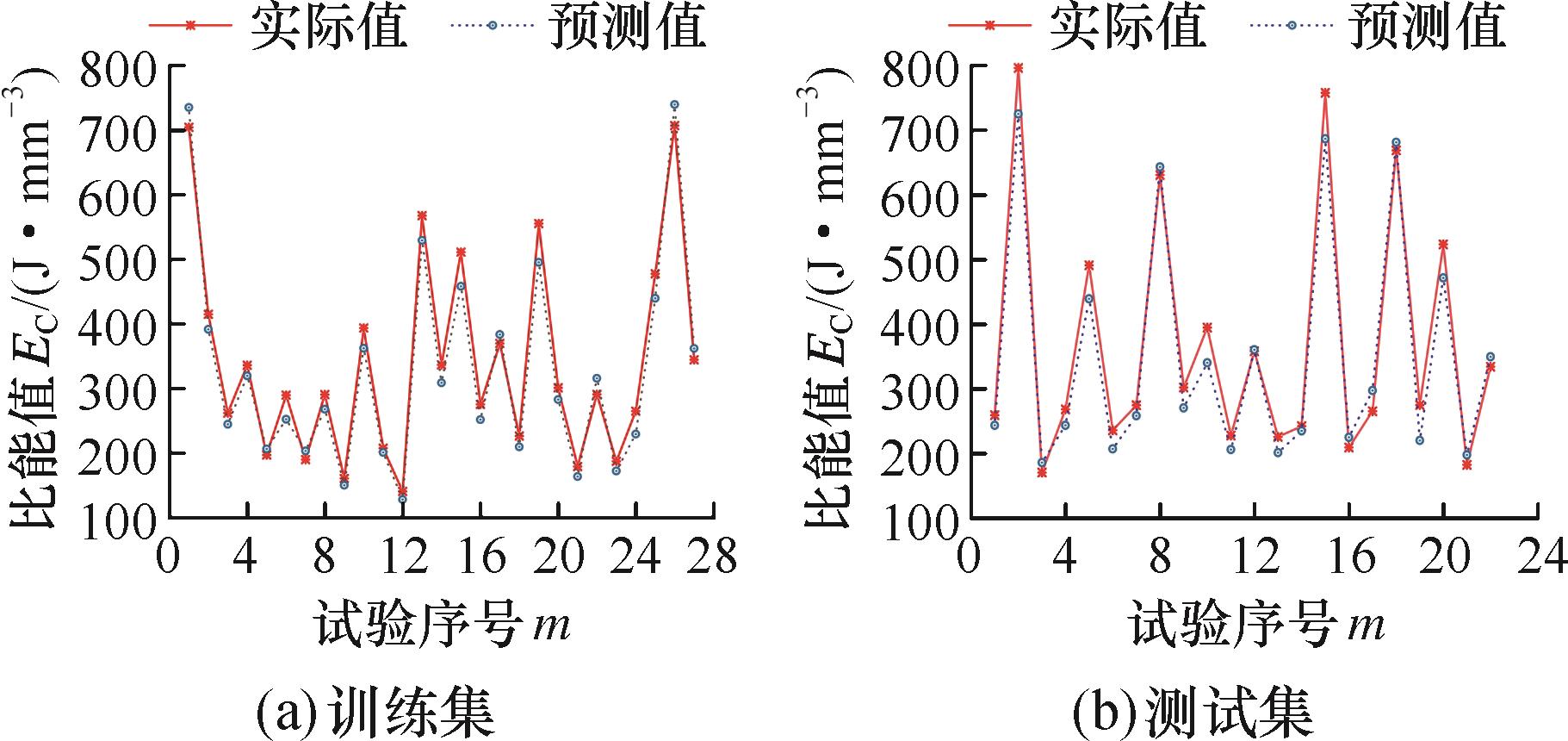
图9 机理模型预测值与实际值对比
Fig.9 Comparison of predicted and actual values of the mechanistic model
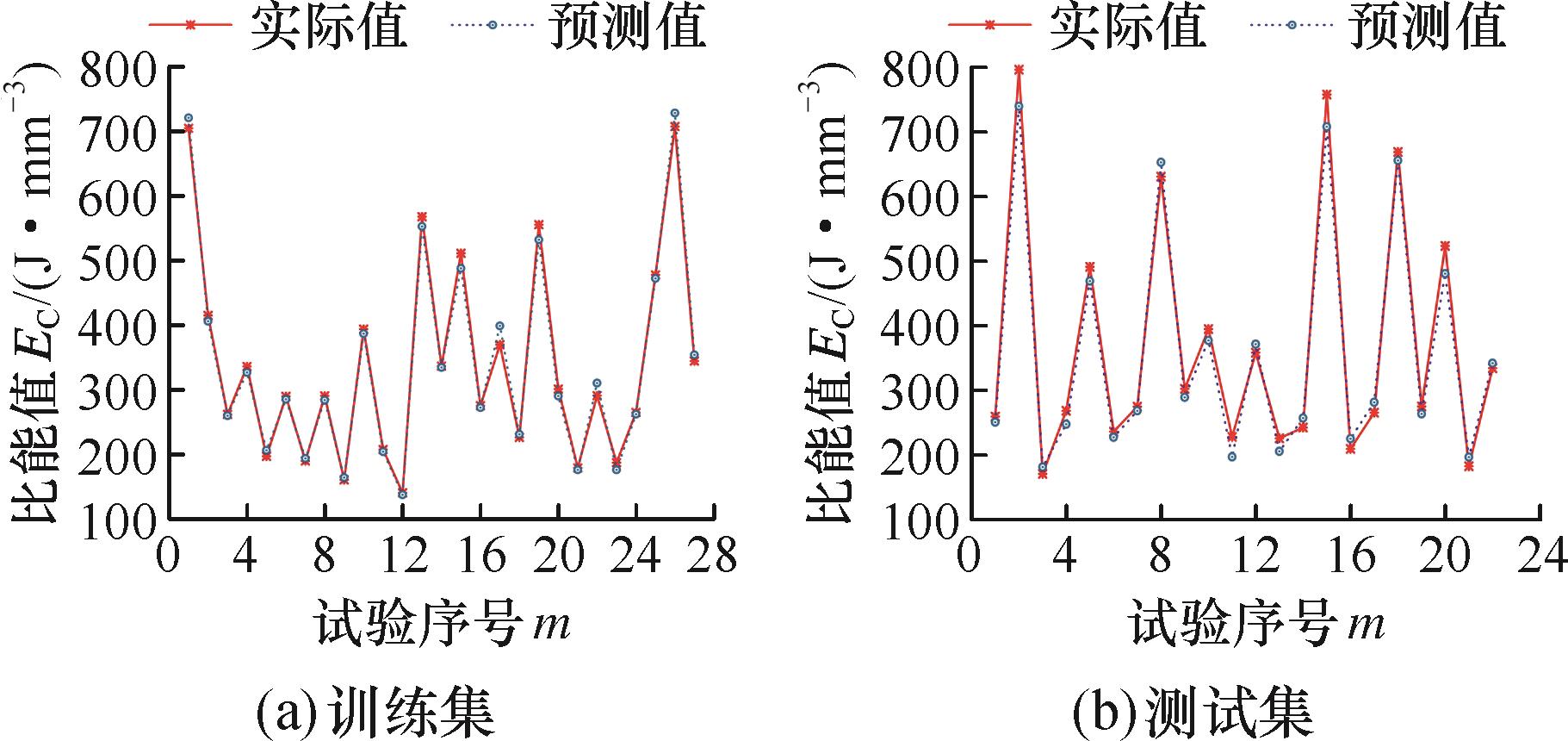
图10 能效预测模型预测值与实际值对比
Fig.10 Comparison of predicted and actual values of the energy efficiency prediction model
| 模型 | RMSE | MAE | MAPE/% | |||
|---|---|---|---|---|---|---|
| 训练集 | 测试集 | 训练集 | 测试集 | 训练集 | 测试集 | |
BPNN 模型 | 31.1865 | 83.7857 | 20.8705 | 72.9970 | 5.9269 | 20.6171 |
SVR 模型 | 47.4462 | 72.6312 | 35.1507 | 47.1031 | 10.0319 | 11.0563 |
| ELM-AdaBoost | 23.7406 | 45.4189 | 17.9121 | 33.9753 | 5.5810 | 9.0953 |
| 机理模型 | 27.4273 | 35.5451 | 24.2307 | 29.3955 | 7.2437 | 8.4397 |
| 能效预测模型 | 11.9173 | 23.8684 | 9.1952 | 19.8178 | 2.7215 | 5.6215 |
表3 各模型预测性能对比
Tab.3 Comparison of prediction performance for each model
| 模型 | RMSE | MAE | MAPE/% | |||
|---|---|---|---|---|---|---|
| 训练集 | 测试集 | 训练集 | 测试集 | 训练集 | 测试集 | |
BPNN 模型 | 31.1865 | 83.7857 | 20.8705 | 72.9970 | 5.9269 | 20.6171 |
SVR 模型 | 47.4462 | 72.6312 | 35.1507 | 47.1031 | 10.0319 | 11.0563 |
| ELM-AdaBoost | 23.7406 | 45.4189 | 17.9121 | 33.9753 | 5.5810 | 9.0953 |
| 机理模型 | 27.4273 | 35.5451 | 24.2307 | 29.3955 | 7.2437 | 8.4397 |
| 能效预测模型 | 11.9173 | 23.8684 | 9.1952 | 19.8178 | 2.7215 | 5.6215 |
| 参数 | |||||
|---|---|---|---|---|---|
| 取值 | 2000 | 24 000 | 100 | 5000 | 2.5 |
| 参数 | |||||
| 取值 | 0.8 | 3 | 3 | 1.6 | 90 |
表4 相关参数取值表
Tab.4 Related parameter values
| 参数 | |||||
|---|---|---|---|---|---|
| 取值 | 2000 | 24 000 | 100 | 5000 | 2.5 |
| 参数 | |||||
| 取值 | 0.8 | 3 | 3 | 1.6 | 90 |
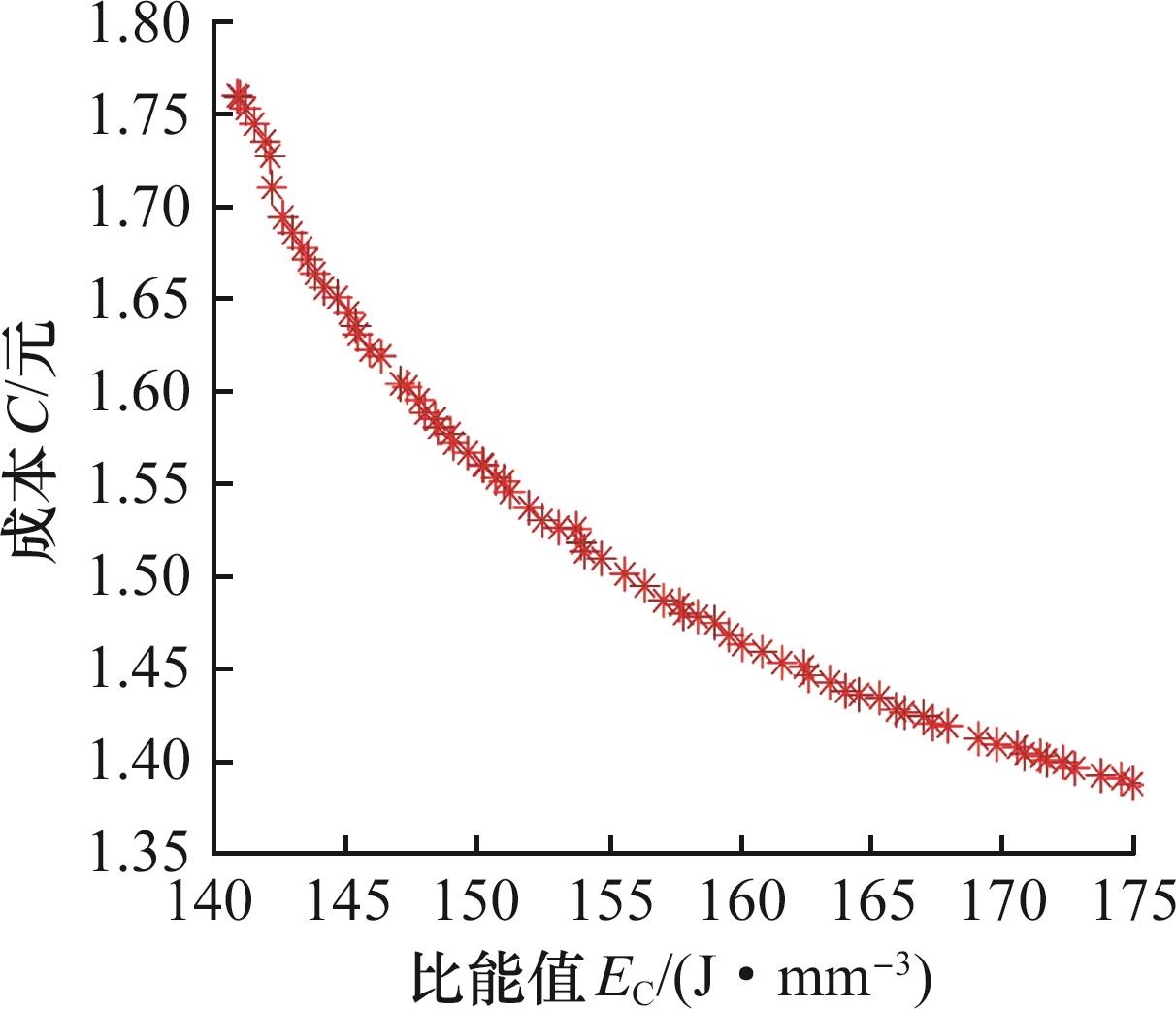
图11 Pareto前沿
Fig.11 Pareto front
n/ | f/ | EC/ (J | C/元 | 排 序 | ||
|---|---|---|---|---|---|---|
| 10 400 | 750 | 0.50 | 0.62 | 142.76 | 1.725 | 99 |
| 10 700 | 730 | 0.45 | 0.60 | 168.65 | 1.416 | 72 |
| 10 500 | 740 | 0.46 | 0.58 | 160.08 | 1.453 | 45 |
| 10 600 | 770 | 0.43 | 0.59 | 173.42 | 1.392 | 93 |
| 10 500 | 760 | 0.48 | 0.56 | 155.37 | 1.504 | 1 |
| 10 600 | 780 | 0.52 | 0.55 | 151.84 | 1.539 | 26 |
表5 部分非支配解集的排序结果
Tab.5 Ranking results of selected non-dominated solution set
n/ | f/ | EC/ (J | C/元 | 排 序 | ||
|---|---|---|---|---|---|---|
| 10 400 | 750 | 0.50 | 0.62 | 142.76 | 1.725 | 99 |
| 10 700 | 730 | 0.45 | 0.60 | 168.65 | 1.416 | 72 |
| 10 500 | 740 | 0.46 | 0.58 | 160.08 | 1.453 | 45 |
| 10 600 | 770 | 0.43 | 0.59 | 173.42 | 1.392 | 93 |
| 10 500 | 760 | 0.48 | 0.56 | 155.37 | 1.504 | 1 |
| 10 600 | 780 | 0.52 | 0.55 | 151.84 | 1.539 | 26 |
铣削 因素 | n/ | f/ | EC/ (J | C/元 | ||
|---|---|---|---|---|---|---|
| 优化前 | 12 000 | 700 | 0.40 | 0.60 | 207.55 | 1.675 |
| 优化后 | 10 500 | 760 | 0.48 | 0.56 | 155.37 | 1.504 |
铣削 试验值 | 10 500 | 760 | 0.48 | 0.56 | 162.81 | 1.539 |
表6 优化前后对比
Tab.6 Comparison before and after optimization
铣削 因素 | n/ | f/ | EC/ (J | C/元 | ||
|---|---|---|---|---|---|---|
| 优化前 | 12 000 | 700 | 0.40 | 0.60 | 207.55 | 1.675 |
| 优化后 | 10 500 | 760 | 0.48 | 0.56 | 155.37 | 1.504 |
铣削 试验值 | 10 500 | 760 | 0.48 | 0.56 | 162.81 | 1.539 |
| [1] | ZHAO G, ZHAO Y, MENG F, et al. Prediction Model of Machine Tool Energy Consumption in Hard-to-process Materials Turning[J]. The International Journal of Advanced Manufacturing Technology, 2020, 106(9): 4499-4508. |
| [2] | SUWA H, SAMUKAWA T. Energy Efficiency in Machining Systems Based on Power-law Model for Specific Energy Consumption[J]. Procedia CIRP, 2022, 107: 931-936. |
| [3] | LAI K, CAO H, LI H, et al. Coupling Evaluation for Material Removal and Thermal Control on Precision Milling Machine Tools[J]. Frontiers of Mechanical Engineering, 2022, 17(1): 12. |
| [4] | XIAO Y, JIANG Z, GU Q, et al. A Novel Approach to CNC Machining Center Processing Parameters Optimization Considering Energy-saving and Low-cost[J]. Journal of Manufacturing Systems, 2021, 59: 535-548. |
| [5] | 李聪波,吴磊,沈欢,等.面向能耗的2.5D型腔数控铣削加工刀具组合优化选择[J].计算机集成制造系统,2017,23(2):293-304. |
| LI Congbo, WU Lei, SHEN Huan, et al. Optimization of Tool Combination Selection in 2.5D Pocket NC Milling for Energy Consumption Reduction [J]. Computer Integrated Manufacturing Systems, 2017, 23(2): 293-304. | |
| [6] | ZHU L, WANG Y, ZHANG X, et al. Thermal Equilibrium Modeling of Cutting Zone Cooled by Supercritical CO2: a Case Study on Ti-6Al-4V Validated with Experimental Data[J]. Journal of Manufacturing Processes, 2023, 98: 54-66. |
| [7] | 周金华,任军学,蔡菊.基于RBF神经网络的航空叶片铣削残余应力预测[J].计算机集成制造系统,2018,24(2):361-370. |
| ZHOU Jinhua, REN Junxue, CAI Ju. Prediction of Residual Stress for Machining Aviation Engine Blade Based on RBF Neural Network [J]. Computer Integrated Manufacturing Systems, 2018, 24(2): 361-370. | |
| [8] | 谢阳,戴逸群,张超勇,等. 融合集成模型与深度学习的机床能耗识别与预测方法[J]. 中国机械工程,2023,34(24):2963-2974. |
| XIE Yang, DAI Yiqun, ZHANG Chaoyong, et al. A Method for Identifying and Predicting Energy Consumption of Machine Tools by Combining Integrated Models and Deep Learning[J]. China Mechanical Engineering, 2023, 34(24): 2963-2974. | |
| [9] | 鲍宏, 杨靖, 柯庆镝, 等. 基于支持向量回归的熔丝制造3D打印能效优化模型[J]. 中国机械工程, 2022, 33(18): 2215-2226. |
| BAO Hong, YANG Jing, KE Qingdi, et al. An Energy Efficiency Optimization Model of Fused Filament Fabrication 3D Printing Based on Support Vector Regression[J]. China Mechanical Engineering, 2022, 33(18): 2215-2226. | |
| [10] | WANG Q, CHEN X, CHEN M, et al. A Rapid Modelling Method for Machine Tool Power Consumption Using Transfer Learning[J]. The International Journal of Advanced Manufacturing Technology, 2024, 131(3): 1551-1566. |
| [11] | SU Y, LI C, ZHAO G, et al. Prediction Models for Specific Energy Consumption of Machine Tools and Surface Roughness Based on Cutting Parameters and Tool Wear[J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2021, 235(6/7): 1225-1234. |
| [12] | AWAN M R, GONZÁLEZ ROJAS H A, HAMEED S, et al. Machine Learning-based Prediction of Specific Energy Consumption for Cut-off Grinding[J]. Sensors, 2022, 22(19): 7152. |
| [13] | BAO H, GUO S, ZHANG L, et al. Research on Process Parameter Collaborative Optimization of Non-metal Laser Cutting Based on Carbon Emission Modeling and Intuitionistic Fuzzy Sets[J]. Concurrent Engineering, 2020, 28(2): 142-157. |
| [14] | ZHAO X, LI C, TANG Y, et al. Reinforcement Learning-based Cutting Parameter Dynamic Decision Method Considering Tool Wear for a Turning Machining Process[J]. International Journal of Precision Engineering and Manufacturing—Green Technology, 2024, 11(4): 1053-1070. |
| [15] | PANGESTU P, PUJIYANTO E, ROSYIDI C N. Multi-objective Cutting Parameter Optimization Model of Multi-pass Turning in CNC Machines for Sustainable Manufacturing[J]. Heliyon, 2021, 7(2): e06043. |
| [16] | PAWANR S, KANT GARG G, ROUTROY S. Multi-objective Optimization of Machining Parameters to Minimize Surface Roughness and Power Consumption Using TOPSIS[J]. Procedia CIRP, 2019, 86: 116-120. |
| [17] | NI Q, ZHUANG S, SHENG H, et al. An Ensemble Prediction Intervals Approach for Short-term PV Power Forecasting[J]. Solar Energy, 2017, 155: 1072-1083. |
| [18] | WANG X, YANG Z, WONG P K, et al. Novel Paralleled Extreme Learning Machine Networks for Fault Diagnosis of Wind Turbine Drivetrain[J]. Memetic Computing, 2019, 11(2): 127-142. |
| [19] | 李鹏宇. 面向能效的数控铣削加工工艺参数优化模型及方法研究[D]. 重庆:重庆大学,2014. |
| LI Pengyu. Research on Energy Efficiency OrientedCNC Milling Process ParametersOptimization Model and Method [D]. Chongqing:Chongqing University, 2014. | |
| [20] | HE H, GARCIA E A. Learning from Imbalanced Data[J]. IEEE Transactions on Knowledge and Data Engineering, 2009, 21(9): 1263-1284. |
| [21] | 艾兴, 肖诗纲. 切削用量简明手册[M]. 3版. 北京: 机械工业出版社, 1994. |
| AI Xing, XIAO Shigang. A Concise Manual of Cutting Parameters[M]. 3rd ed. Beijing: China Machine Press, 1994. |
| [1] | 韩飞燕, 赵一鹏, 李洪阳, 张浩, 王彻, 彭先龙, 张传伟. 基于刀具许用载荷的复杂型腔多刀具优化铣削方法[J]. 中国机械工程, 2025, 36(05): 986-994. |
| [2] | 李聪波, 龙云, 崔佳斌, 赵希坤, 赵德. 基于多源异构数据的数控铣削表面粗糙度预测方法[J]. 中国机械工程, 2022, 33(03): 318-328. |
| [3] | 阮大文, 茅健, 刘钢, 马丽. [误差建模及精度保证方法]双五轴数控铣削机床旋转轴误差辨识方法[J]. 中国机械工程, 2020, 31(13): 1548-1554. |
| [4] | 朱绍维, 李卫东, 汤立民, 杜丽. ARTIS刀具监控系统在航空结构件铣削加工中的应用[J]. 中国机械工程, 2016, 27(15): 2040-2043. |
| [5] | 孙建立;王续跃;高航;杨连文. 弯管内表面数控铣削加工方法研究[J]. 中国机械工程, 2013, 24(21): 2872-2875,2920. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||