


ISSN 1004-132X
CN 42-1294/TH
CN 42-1294/TH
中国机械工程 ›› 2025, Vol. 36 ›› Issue (12): 2862-2869.DOI: 10.3969/j.issn.1004-132X.2025.12.007
戴鑫1,2( ), 刘焕牢1,2(), 王宇林1,2, 李想1,2
), 刘焕牢1,2(), 王宇林1,2, 李想1,2
收稿日期:2025-03-05
出版日期:2025-12-25
发布日期:2025-12-31
通讯作者:
刘焕牢
作者简介:戴鑫,男,1996年生,硕士研究生。研究方向为数控装备技术及其动力学。E-mail:qq564417523@126.com基金资助:
DAI Xin1,2(), LIU Huanlao1,2(), WANG Yulin1,2, LI Xiang1,2
Received:2025-03-05
Online:2025-12-25
Published:2025-12-31
Contact:
LIU Huanlao
摘要:
提出了一种基于加工轨迹的灵敏度分析方法对数控机床加工关键几何误差进行辨识。首先采用多体系统理论和齐次坐标变换,建立AC双转台五轴数控机床空间误差模型,并利用激光干涉仪和球杆仪进行几何误差的测量;进一步建立以机床位置为自变量的空间误差模型,基于加工轨迹中41项几何误差造成的误差矢量和空间误差的关系,提出一种新的灵敏度指标。以S试件加工轨迹为例,辨识出11项关键几何误差。最后,分别对11项关键几何误差和剩余30项几何误差进行了补偿实验,结果表明,补偿11项关键几何误差后加工误差降低了73.63%,补偿剩余30项几何误差后加工误差仅降低11.28%,证明了该灵敏度分析方法的正确性和有效性。
中图分类号:
戴鑫, 刘焕牢, 王宇林, 李想. 一种基于加工轨迹灵敏度指标的数控机床关键几何误差辨识方法[J]. 中国机械工程, 2025, 36(12): 2862-2869.
DAI Xin, LIU Huanlao, WANG Yulin, LI Xiang. A Key Geometric Error Identification Method for CNC Machine Tools Based on Machining Trajectory Sensitivity Indicators[J]. China Mechanical Engineering, 2025, 36(12): 2862-2869.
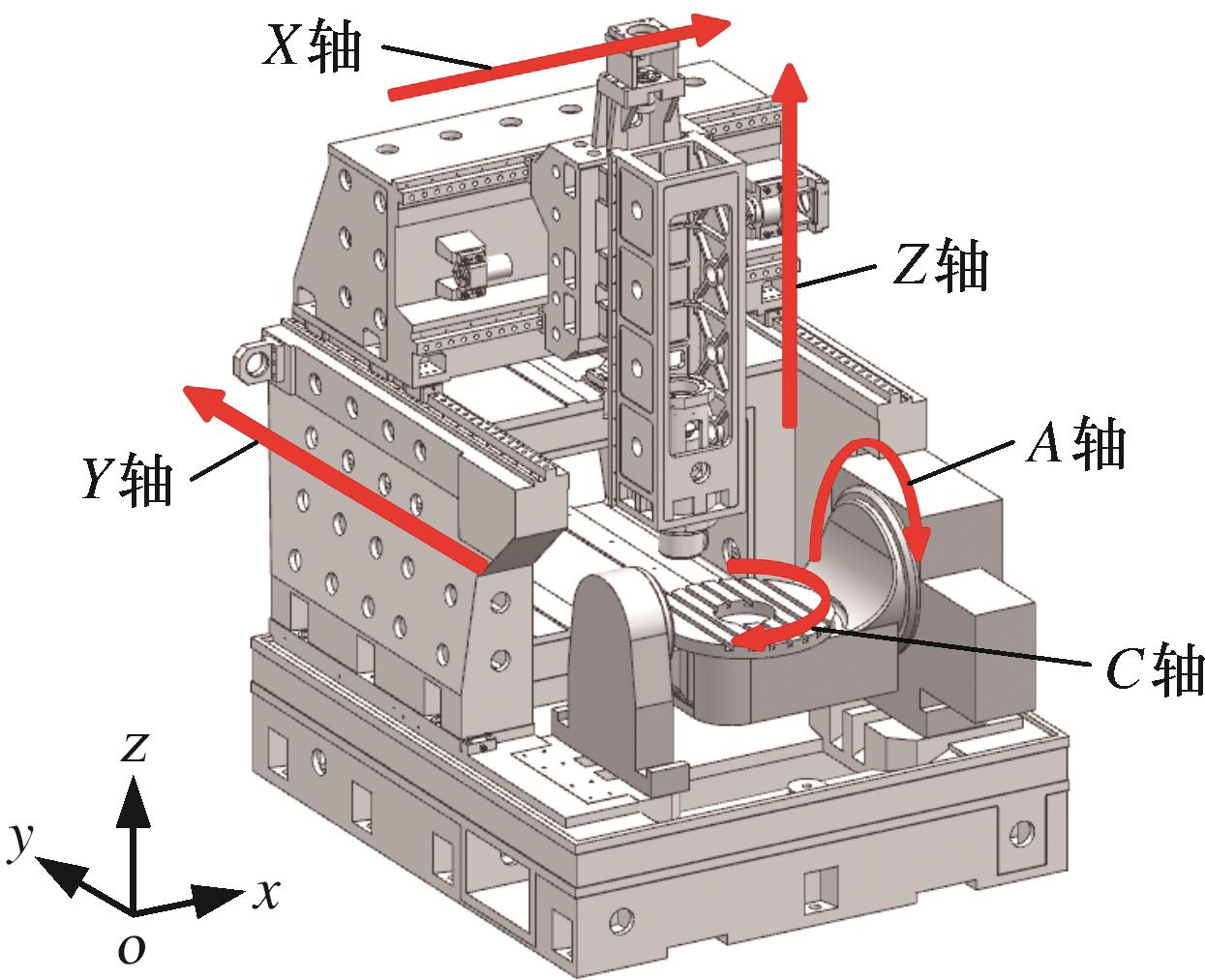
图1 AC双转台五轴数控机床结构示意图
Fig.1 Structure of AC double rotary table 5-axis CNC machine tool
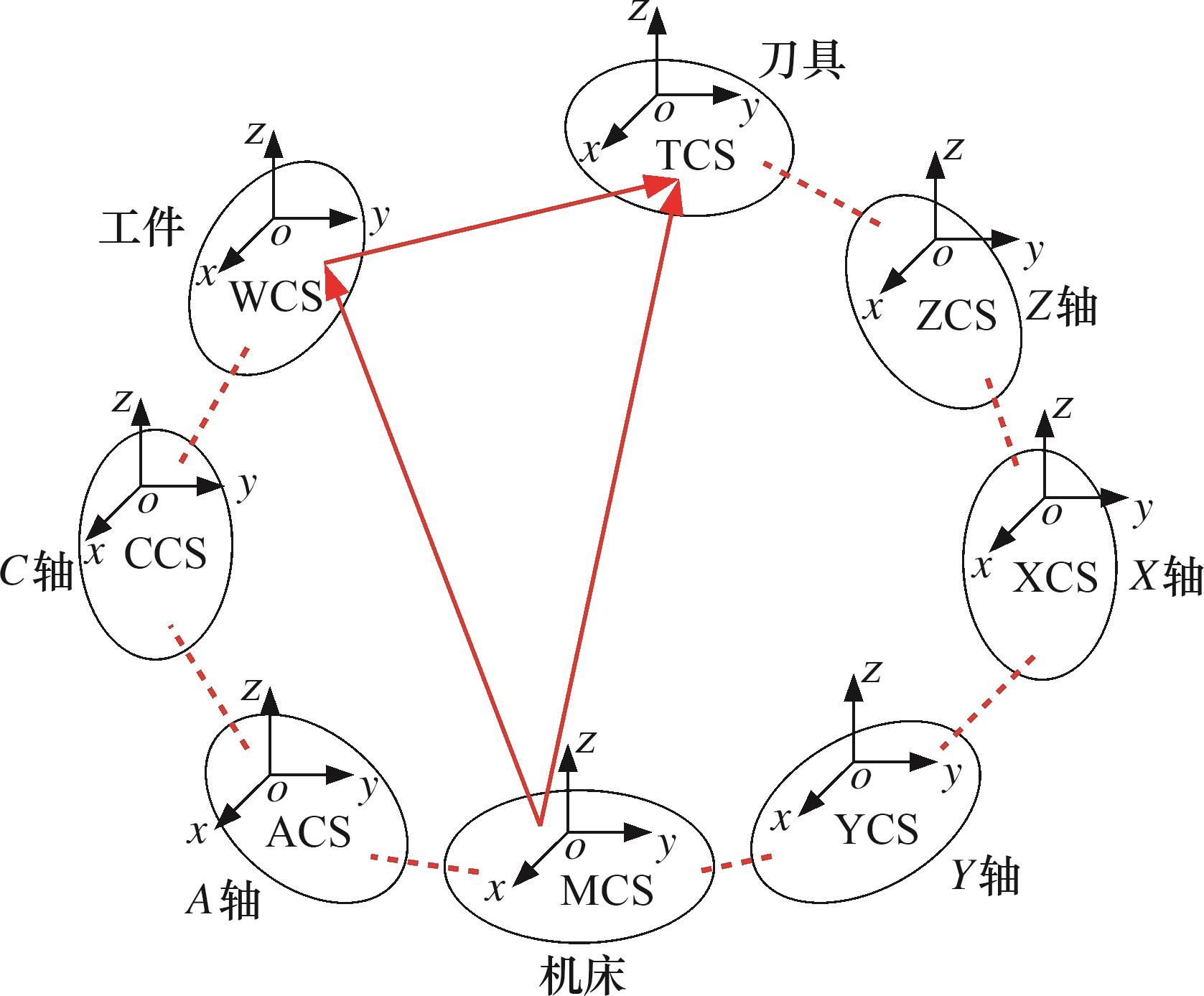
图2 AC双转台五轴数控机床拓扑结构
Fig.2 ACdouble rotary table 5-axis CNC machine topology
| PDGEs | 运动轴 | 线性误差 | 角度误差 | ||
| X轴 | δx (x),δy (x),δz (x) | εx (x),εy (x),εz (x) | |||
| Y轴 | δx (y),δy (y),δz (y) | εx (y),εy (y),εz (y) | |||
| Z轴 | δx (z),δy (z),δz (z) | εx (z),εy (z),εz (z) | |||
| A轴 | δx (a),δy (a),δz (a) | εx (a),εy (a),εz (a) | |||
| C轴 | δx (c),δy (c),δz (c) | εx (c),εy (c),εz (c) | |||
| PIGEs | 运动轴 | 垂直度误差 | 线性误差 | 角度误差 | |
| 平动轴 | Syx,Szx,Szy | ||||
| A轴 | δyoa,δzoa | εboa,εcoa | |||
| C轴 | δxoc,δyoc | εaoc,εboc | |||
表1 AC双转台五轴机床41项几何误差
Tab.1 41 geometric errors of AC dual rotary table 5-axis machine tools
| PDGEs | 运动轴 | 线性误差 | 角度误差 | ||
| X轴 | δx (x),δy (x),δz (x) | εx (x),εy (x),εz (x) | |||
| Y轴 | δx (y),δy (y),δz (y) | εx (y),εy (y),εz (y) | |||
| Z轴 | δx (z),δy (z),δz (z) | εx (z),εy (z),εz (z) | |||
| A轴 | δx (a),δy (a),δz (a) | εx (a),εy (a),εz (a) | |||
| C轴 | δx (c),δy (c),δz (c) | εx (c),εy (c),εz (c) | |||
| PIGEs | 运动轴 | 垂直度误差 | 线性误差 | 角度误差 | |
| 平动轴 | Syx,Szx,Szy | ||||
| A轴 | δyoa,δzoa | εboa,εcoa | |||
| C轴 | δxoc,δyoc | εaoc,εboc | |||
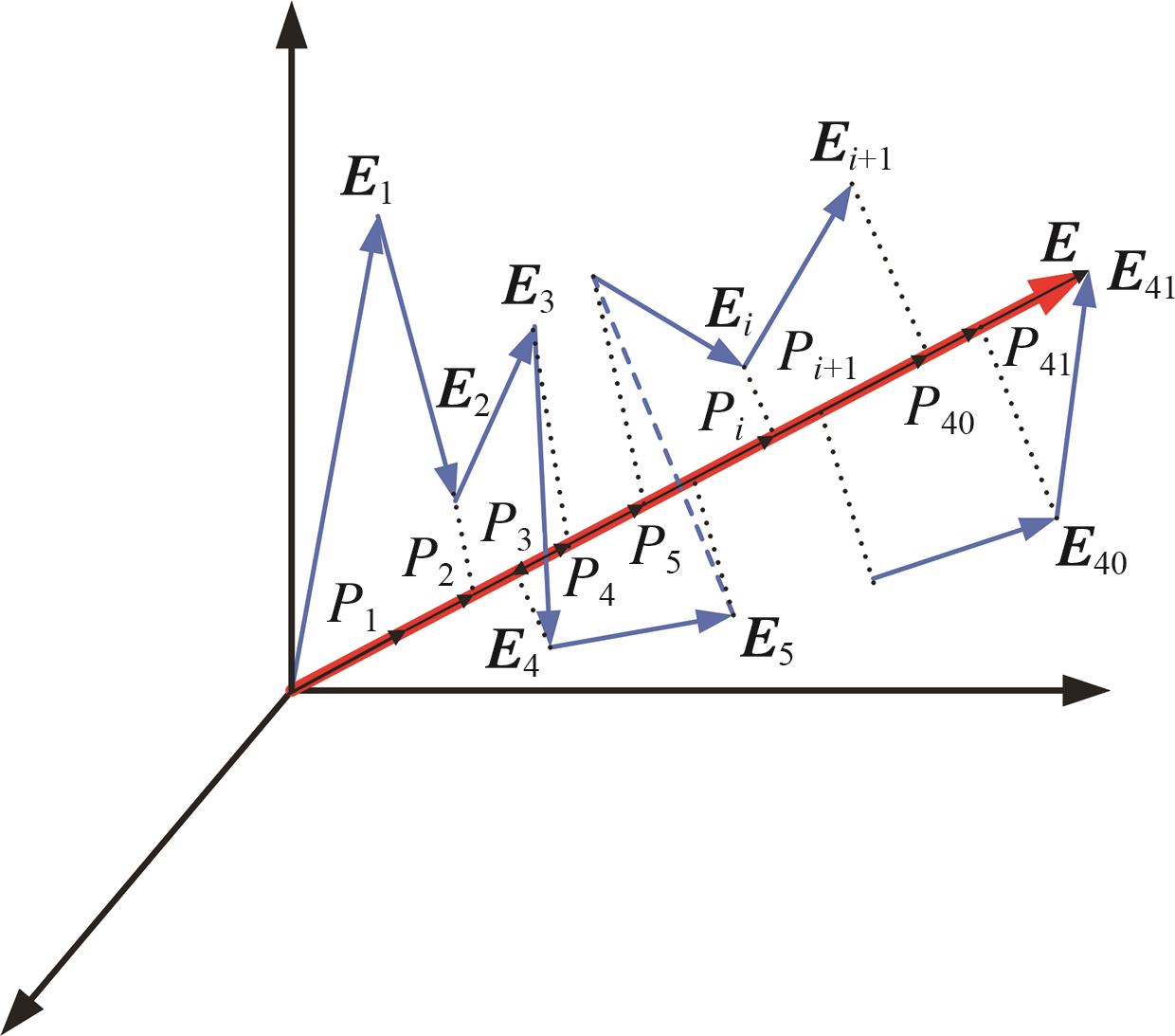
图3 各项几何误差单独作用的误差矢量和空间误差的传递关系
Fig. 3 Error vector and spatial error transfer relationship for each geometric error acting alone
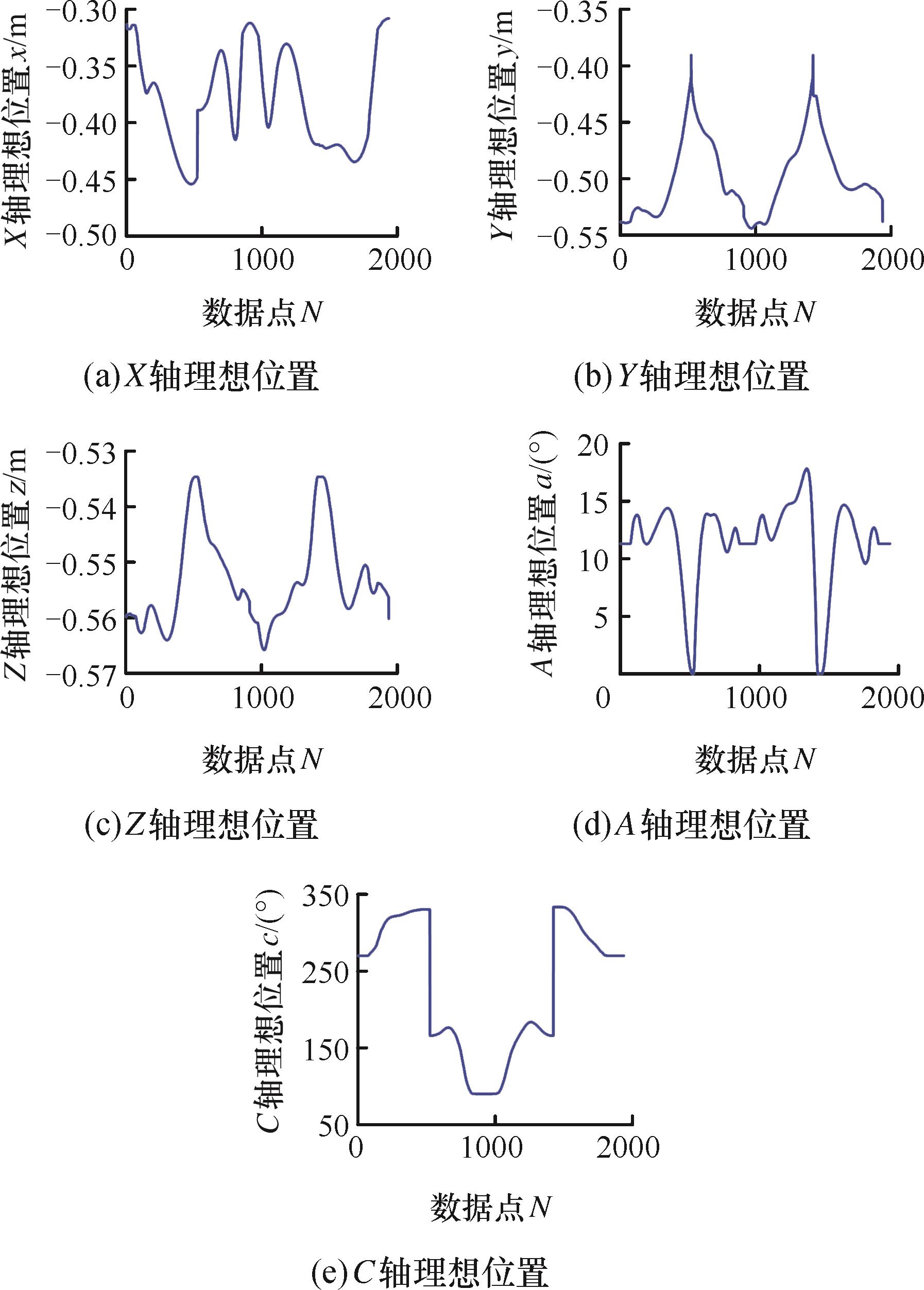
图4 五轴在整个加工过程中的理想位置
Fig.4 Ideal position of 5-axis during the whole machining process
| 编号 | 误差 | 灵敏度系数 | 编号 | 误差 | 灵敏度系数 | 编号 | 误差 | 灵敏度系数 |
|---|---|---|---|---|---|---|---|---|
| 1 | δx (x) | 0.039 590 378 | 15 | δz (z) | 0.052 098 646 | 29 | εy (c) | 0.077 875 787 |
| 2 | δy (x) | 0.023 882 331 | 16 | εx (z) | 0.003 008 807 | 30 | εz (c) | 0.121 208 181 |
| 3 | δz (x) | 0.018 964 896 | 17 | εy (z) | 0.020 056 488 | 31 | Syx | 0.018 919 619 |
| 4 | εx (x) | 0.018 228 158 | 18 | εz (z) | 0 | 32 | Sxz | 0.023 252 217 |
| 5 | εy (x) | 0.018 263 177 | 19 | δx (a) | 0.003 232 143 | 33 | Syz | 0.013 672 586 |
| 6 | εz (x) | 0 | 20 | δy (a) | 0.011 134 348 | 34 | δyoa | 0.014 616 967 |
| 7 | δx (y) | 0.002 877 538 | 21 | δz (a) | 0.000 248 661 | 35 | δzoa | 0.010 019 259 |
| 8 | δy (y) | 0.000 194 078 | 22 | εx (a) | 0.017 879 907 | 36 | εboa | 0.030 208 008 |
| 9 | δz (y) | 0.004 629 420 | 23 | εy (a) | 0.008 465 806 | 37 | εcoa | 0.028 674 693 |
| 10 | εx (y) | 0.010 945 264 | 24 | εz (a) | 0.032 686 056 | 38 | δxoc | 0 |
| 11 | εy (y) | 0.002 425 068 | 25 | δx (c) | 0.036 290 615 | 39 | δyoc | 0.018 263 456 |
| 12 | εz (y) | 0.000 783 054 | 26 | δy (c) | 0.103 225 176 | 40 | εaoc | 0.022 979 153 |
| 13 | δx (z) | 0.100 547 982 | 27 | δz (c) | 0.000 117 501 | 41 | εboc | 0.013 238 892 |
| 14 | δy (z) | 0.046 678 411 | 28 | εx (c) | 0.030 617 272 |
表2 41项几何误差编号及其灵敏度系数
Tab.2 41 geometric error codes and their sensitivity coefficients
| 编号 | 误差 | 灵敏度系数 | 编号 | 误差 | 灵敏度系数 | 编号 | 误差 | 灵敏度系数 |
|---|---|---|---|---|---|---|---|---|
| 1 | δx (x) | 0.039 590 378 | 15 | δz (z) | 0.052 098 646 | 29 | εy (c) | 0.077 875 787 |
| 2 | δy (x) | 0.023 882 331 | 16 | εx (z) | 0.003 008 807 | 30 | εz (c) | 0.121 208 181 |
| 3 | δz (x) | 0.018 964 896 | 17 | εy (z) | 0.020 056 488 | 31 | Syx | 0.018 919 619 |
| 4 | εx (x) | 0.018 228 158 | 18 | εz (z) | 0 | 32 | Sxz | 0.023 252 217 |
| 5 | εy (x) | 0.018 263 177 | 19 | δx (a) | 0.003 232 143 | 33 | Syz | 0.013 672 586 |
| 6 | εz (x) | 0 | 20 | δy (a) | 0.011 134 348 | 34 | δyoa | 0.014 616 967 |
| 7 | δx (y) | 0.002 877 538 | 21 | δz (a) | 0.000 248 661 | 35 | δzoa | 0.010 019 259 |
| 8 | δy (y) | 0.000 194 078 | 22 | εx (a) | 0.017 879 907 | 36 | εboa | 0.030 208 008 |
| 9 | δz (y) | 0.004 629 420 | 23 | εy (a) | 0.008 465 806 | 37 | εcoa | 0.028 674 693 |
| 10 | εx (y) | 0.010 945 264 | 24 | εz (a) | 0.032 686 056 | 38 | δxoc | 0 |
| 11 | εy (y) | 0.002 425 068 | 25 | δx (c) | 0.036 290 615 | 39 | δyoc | 0.018 263 456 |
| 12 | εz (y) | 0.000 783 054 | 26 | δy (c) | 0.103 225 176 | 40 | εaoc | 0.022 979 153 |
| 13 | δx (z) | 0.100 547 982 | 27 | δz (c) | 0.000 117 501 | 41 | εboc | 0.013 238 892 |
| 14 | δy (z) | 0.046 678 411 | 28 | εx (c) | 0.030 617 272 |
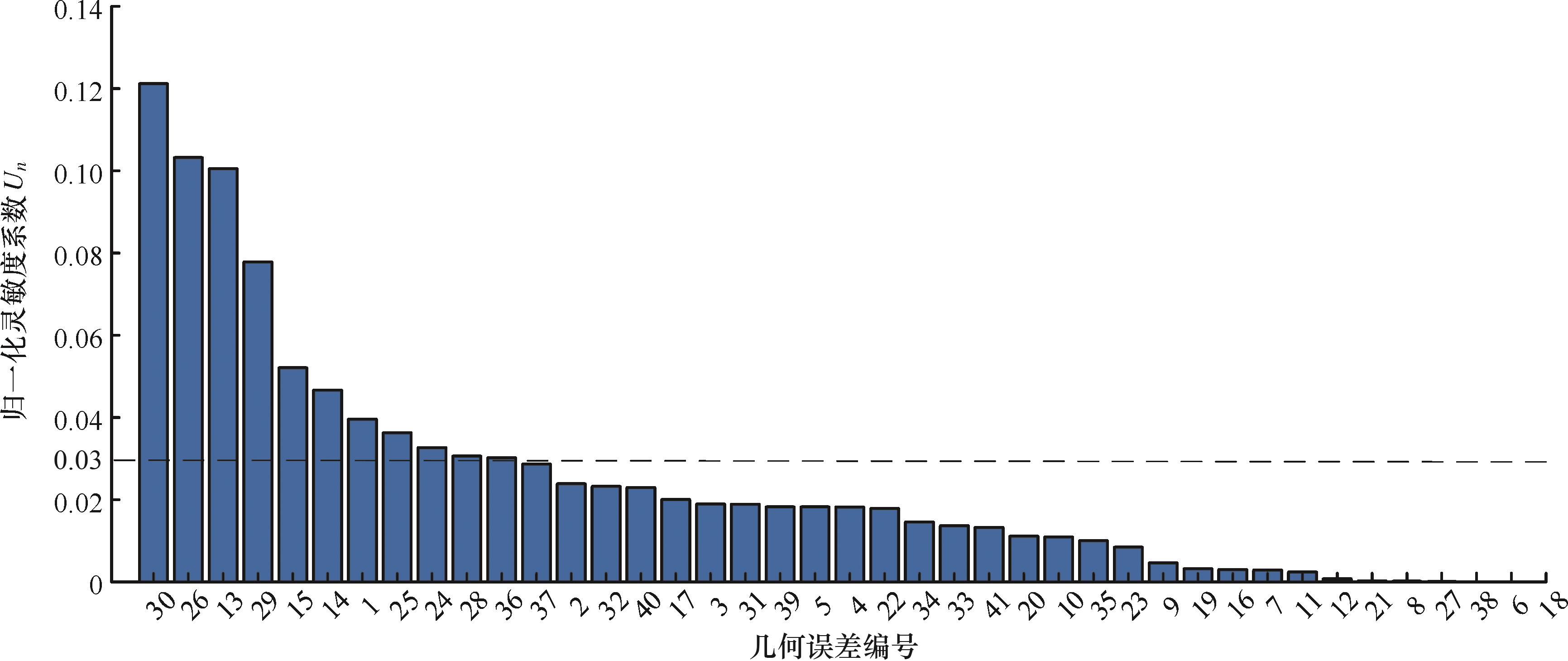
图5 几何误差灵敏度柱状图
Fig.5 Histogram of geometric error sensitivity
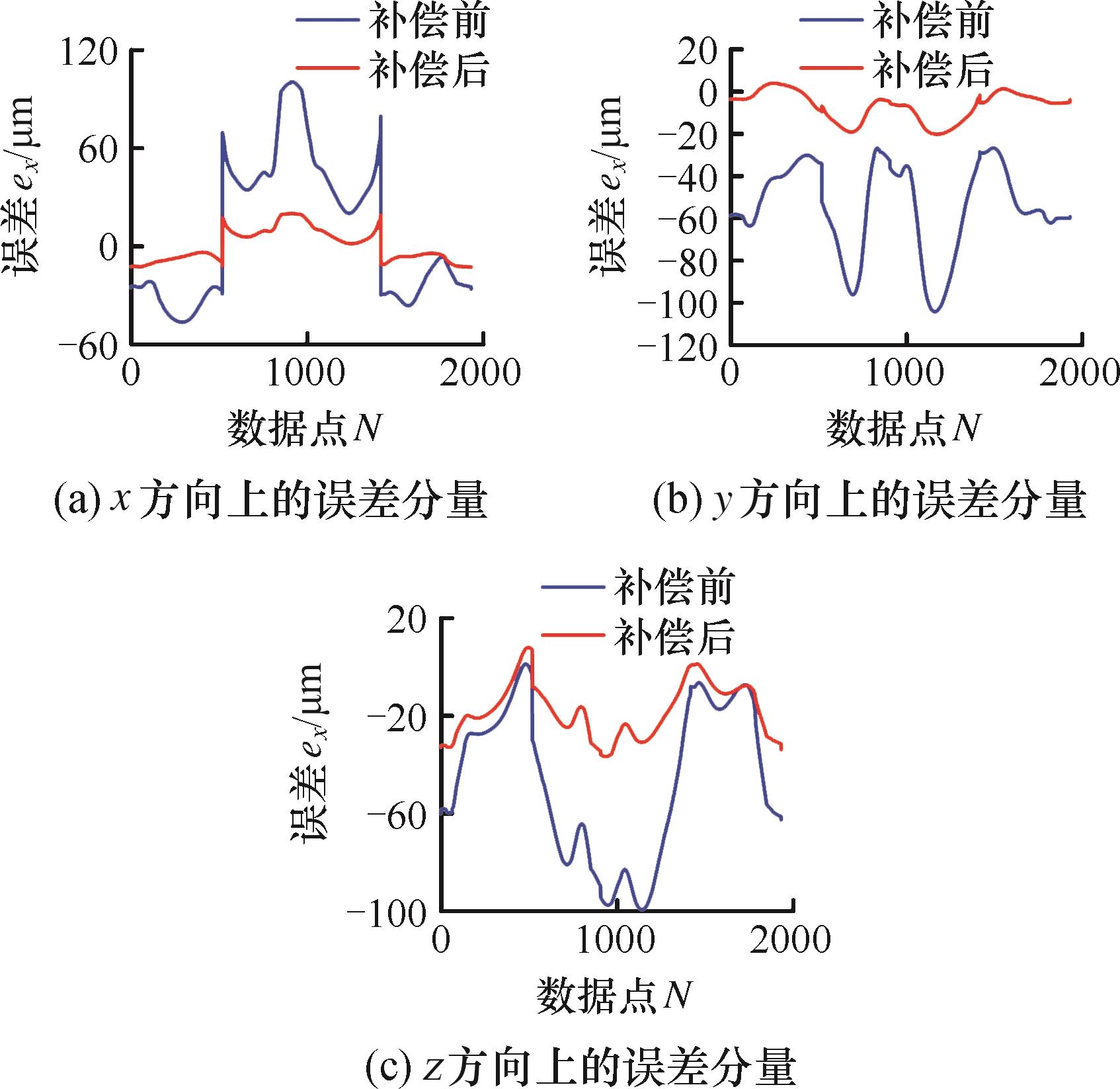
图6 整个加工过程中加工误差在x、y、z方向上的分量
Fig. 6 Component of machining error in x、y、z direction during the whole machining process
| 方案 | 机床精度条件 | |
|---|---|---|
| 11项关键几何误差 | 剩余30项几何误差 | |
| 一 | 不补偿 | 不补偿 |
| 二 | 补偿误差值的90% | 不补偿 |
| 三 | 不补偿 | 补偿误差值的90% |
| 四 | 补偿误差值的90% | 补偿误差值的90% |
表3 4种精度补偿设计方法
Tab.3 4 accuracy compensation design methods
| 方案 | 机床精度条件 | |
|---|---|---|
| 11项关键几何误差 | 剩余30项几何误差 | |
| 一 | 不补偿 | 不补偿 |
| 二 | 补偿误差值的90% | 不补偿 |
| 三 | 不补偿 | 补偿误差值的90% |
| 四 | 补偿误差值的90% | 补偿误差值的90% |
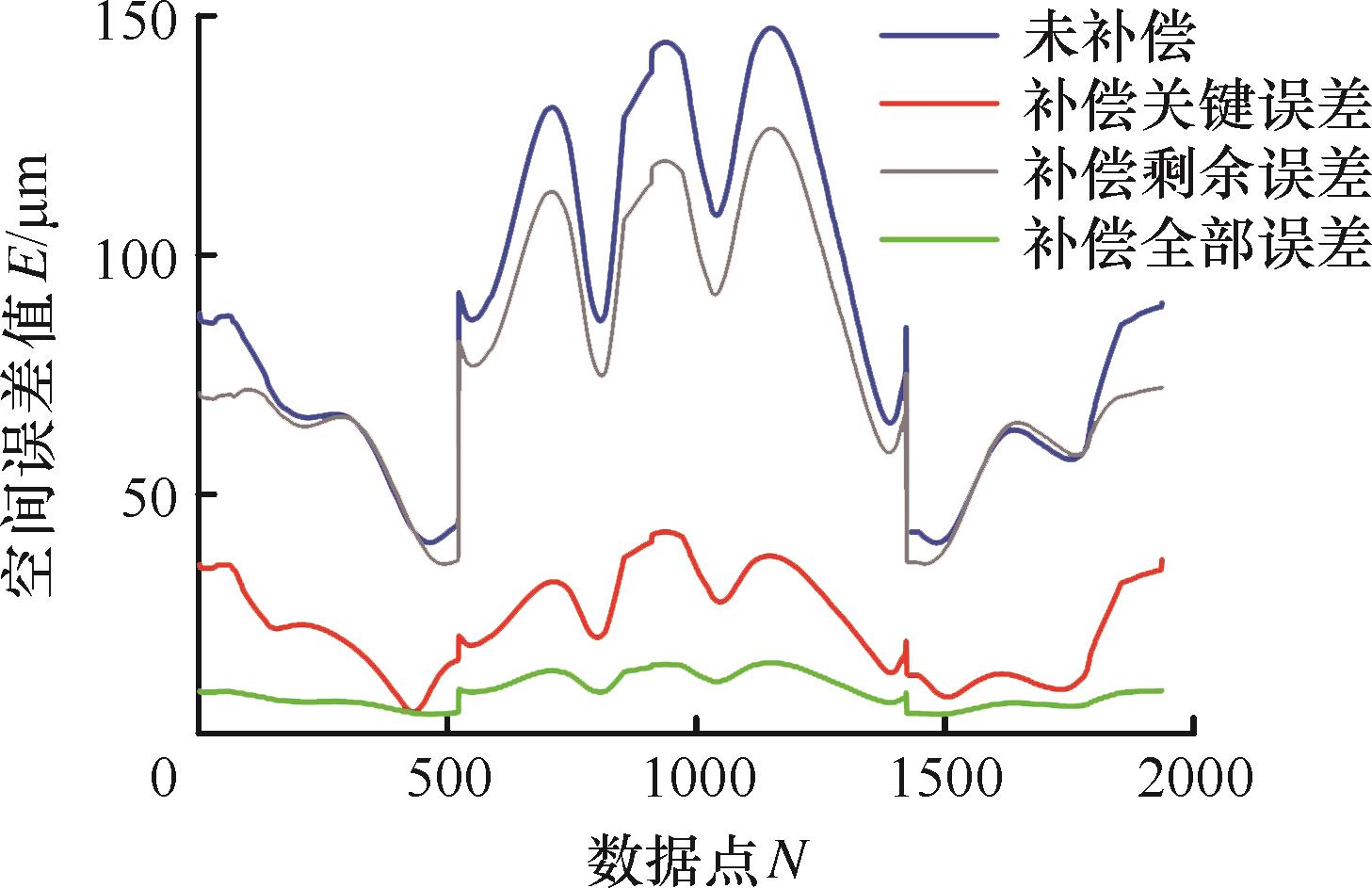
图7 整个加工过程中的加工误差值
Fig.7 Machining error values throughout the machining process
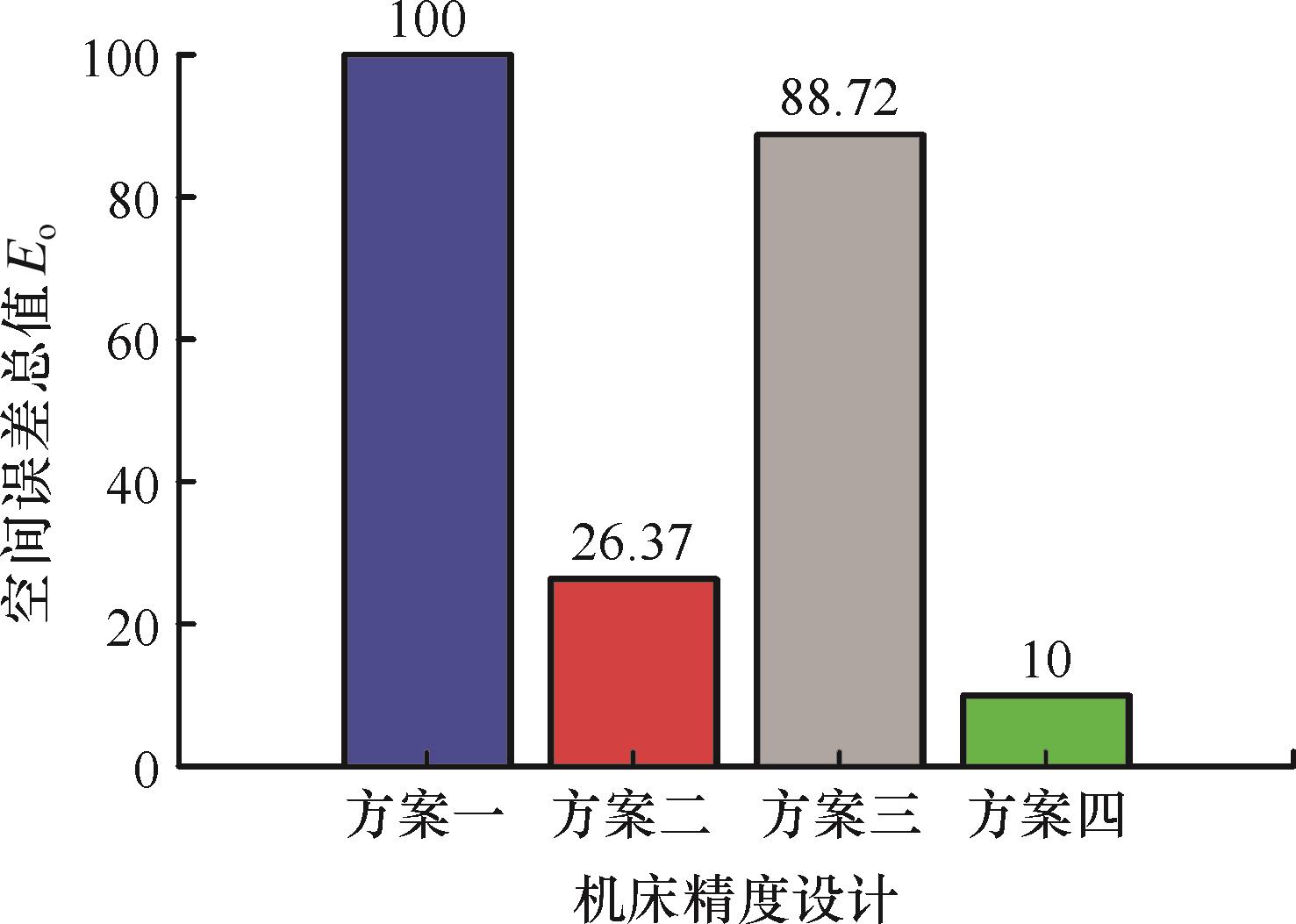
图8 四种补偿方案的加工误差总值
Fig.8 Total value of machining error for three compensation schemes
| [1] | 李杰,谢福贵,刘辛军,等.五轴数控机床空间定位精度 改善方法研究现状[J].机械工程学报,2017,53(7):113-128. |
| LI Jie, XIE Fugui, LIU Xinjun, et al.Analysis on the Research Status of Volumetric Positioning Accuracy Improvement Methods for Five-axis NC Machine Tools[J].Journal of Mechanical Engineering,2017,53(7):113-128. | |
| [2] | XING K, ACHICHE S, MAYER J.Five-axis Machine Tools Accuracy Condition Monitoring Based on |
| Volumetric Errors and Vector Similarity Measures[J].International Journal of Machine Tools and Manufacture,2019,138:80-93. | |
| [3] | SALTELLI A, ALEKSANKINA K, BECKER W, et al. Why so Many Published Sensitivity Analyses Are False: a Systematic Review of Sensitivity Analysis Practices[J]. Environmental Modelling & Software, 2019, 114: 29-39. |
| [4] | CUKIER R I, FORTUIN C M, SHULER K E, et al. Study of the Sensitivity of Coupled Reaction Systems to Uncertainties in Rate Coefficients. I Theory[J]. The Journal of Chemical Physics, 1973, 59(8): 3873-3878. |
| [5] | MCKAY M D, BECKMAN R J, CONOVER W J. Comparison of Three Methods for Selecting Values of Input Variables in the Analysis of Output from a Computer Code[J]. Technometrics, 1979, 21(2): 239-245. |
| [6] | MORRIS M D. Factorial Sampling Plans for Preliminary Computational Experiments[J]. Technometrics, 1991, 33(2): 161-174. |
| [7] | SOBOL I M. Sensitivity Estimates for Nonlinear Mathematical Models[J]. Mathematical Modelling and Computational Experiments, 1993, 4: 407-414. |
| [8] | 李建福. 灵敏度分析方法及其在机械优化设计中的应用[D]. 烟台: 烟台大学, 2010. |
| LI Jianfu. Sensitivity Analysis Method and Its Application in Mechanical Optimization Design[D]. Yantai: Yantai University, 2010. | |
| [9] | SALTELLI A, TARANTO L A S, CHAN K P S. Aquantitative Model-independent Method for Global Sensitivity Analysis of Model Output[J]. Technometrics, 1999, 41(1): 39-56. |
| [10] | FU G Q, GONG H W, FU J Z, et al. Geometric Error Contribution Modeling and Sensitivity Evaluating for Each Axis of Five-axis Machine Tools Based on POE Theory and Transforming Differential Changes between Coordinate Frames[J]. International Journal of Machine Tools and Manufacture, 2019, 147: 103455. |
| [11] | ZHANG Z L, CAI L G, CHENG Q, et al. A Geometric Error Budget Method to Improve Machining Accuracy Reliability of Multi-axis Machine Tools[J]. Journal of Intelligent Manufacturing, 2019, 30:495-519. |
| [12] | TAN Z, LIAO Y H, JIANG J, et al. A Method of Sensitivity Analysis and Precision Prediction for Geometric Errors of Five-axis Machine Tools Based on Multi-body System Theory[J]. International Journal of Advanced Manufacturing Technology, 2022, 123:3497-3512. |
| [13] | 王培桐,范晋伟,任行飞,等.一种新的机床位置误差灵 敏度分析方法[J].仪器仪表学报, 2022, 43(12): 129-138. |
| WANG Peitong, FAN Jinwei, REN Xingfei, et al.A Novel Sensitivity Analysis Method for Machine Tool Error[J].Chinese Journal of Scientific Instrument, 2022, 43(12): 129-138. | |
| [14] | ZHANG H A, XIANG S T, WU C, et al. Optimal Proportion Compensation Method of Key Geometric Errors for Five-axis MachineTools Considering Multiple-direction Coupling Effects[J]. Journal of Manufacturing Processes, 2024, 110: 447-461. |
| [15] | DAI Y, LI Y, LI Z L, et al. Temperature Measurement Point Optimization and Experimental Research for Bi-rotary Milling Head of Five-axis CNC Machine Tool[J]. The International Journal of Advanced Manufacturing Technology, 2022, 121: 309-322. |
| [16] | 范晋伟,陈凯,潘日,等.数控精密立式磨床空间误差建 模及溯源分析[J].北京工业大学学报, 2024, 50(8): 905-913. |
| FAN Jinwei, CHEN Kai, PAN Ri, et al.Spatial Error Modeling and Traceability Analysis of CNC Precision Vertical Grinder[J]. Journal of Beijing University of Technology, 2024, 50(8): 905-913. | |
| [17] | 卢成伟,钱博增,王慧敏,等.工件分特征下的五轴数控 机床关键几何误差分析与补偿方法[J].中国机械工程,2022,33(14):1646-1653. |
| LU Chengwei, QIAN Bozeng, WANG Huimin, et al.Key Geometric Error Analysis and Compensation Method of Five-axis CNC Machine Tools under Workpiece Feature Decomposition[J]. China Mechanical Engineering,2022,33(14):1646-1653. | |
| [18] | 陶浩浩,陈丰,李同杰,等.一种基于新灵敏度指标的五 轴数控机床关键几何误差辨识方法[J].仪器仪表学报,2022,43(12):120-128. |
| TAO Haohao, CHEN Feng, LI Tongjie, et al.A Key Geometric Error Identification Method for Five-axis NC Machine Tool Based on New Sensitivity Index[J]. Chinese Journal of Scientific Instrument,2022,43(12):120-128. | |
| [19] | 李晴朝.五轴数控机床空间误差检测、补偿与动态误 差控制方法研究[D].成都:电子科技大学, 2021. |
| LI qingzhao. Study on Volumetric Error Measurement, Compensation and Dynamic Error Control of Five-axis CNC Machine Tools[D]. Chengdu: University of Electronic Science and Technology of China, 2021. | |
| [20] | 刘焕牢,周恒宇,张文斌,等.一种基于改进九线法的数 控机床几何误差辨识方法及装置:CN202311651145. 3 [P]. 2024-01-05. |
| LIU Huanlao, ZHOU Hengyu, ZHANG Wenbin, et al. A Method and Device for Recognizing Geometric Errors of CNC Machine Tools Based on Improved Nine-line Method:CN202311651145.3 [P]. 2024-01-05. | |
| [21] | 张文斌,刘焕牢,王宇林,等.双转台五轴数控机床旋转 轴位置无关几何误差辨识[J].中国机械工程,2024,35(6):1023-1033. |
| ZHANG Wenbin, LIU Huanlao, WANG Yulin, et al. Identification of Position-independent Geometric Errors in Rotary Axes of Five-axis Machine Tools with Double Rotary Tables[J]. China Mechanical Engineering, 2024, 35(6): 1023-1033. |
| [1] | 刘思奇, 魏沛堂, 胡瑞, 杜雪松, 罗莉, 朱才朝, 周鹏亮. 行星滚柱丝杠螺纹加工误差统计分析与国内外对比研究[J]. 中国机械工程, 2025, 36(08): 1713-1727. |
| [2] | 郭飞燕1, 张辉2, 宋长杰1, 张硕1. 机理与数据融合驱动的复杂航空复材部件关键装配误差元素辨识方法[J]. 中国机械工程, 2025, 36(07): 1530-1543. |
| [3] | 张文斌, 刘焕牢, 王宇林, 周恒宇. 双转台五轴数控机床旋转轴位置无关几何误差辨识[J]. 中国机械工程, 2024, 35(06): 1023-1033. |
| [4] | 陈俊翔, 孔祥东, 许克龙, 艾超, . 高压螺纹插装式溢流阀综合性能优化[J]. 中国机械工程, 2023, 34(24): 2909-2919,2926. |
| [5] | 陈浩, 巩明德, 赵丁选, 张伟, 张悦, 郝春友, . 电液主动悬架灵敏度分析与自适应跟踪控制[J]. 中国机械工程, 2023, 34(04): 481-489. |
| [6] | 吴翰林, 魏沛堂, 蔡磊, 胡瑞, 刘怀举, 杜雪松, 朱才朝, 刘浪. 基于加工误差敏感度与模糊层次分析法的行星滚柱丝杠公差匹配优化方法[J]. 中国机械工程, 2022, 33(22): 2693-2703. |
| [7] | 卢成伟, 钱博增, 王慧敏, 项四通. 工件分特征下的五轴数控机床关键几何误差分析与补偿方法[J]. 中国机械工程, 2022, 33(14): 1646-1653. |
| [8] | 付国强, 饶勇建, 谢云鹏, 高宏力, 邓小雷. [误差建模及精度保证方法]几何误差贡献值影响下五轴数控机床运动轴误差灵敏度分析方法[J]. 中国机械工程, 2020, 31(13): 1518-1528. |
| [9] | 黄智, 刘永超, 邓涛, 周涛, 祝云. [误差建模及精度保证方法]一种五轴数控机床热误差建模方法[J]. 中国机械工程, 2020, 31(13): 1529-1538. |
| [10] | 胡腾, 郭曦鹏, 米良, 殷国富. [误差建模及精度保证方法]卧式加工中心关键几何误差元素甄别方法[J]. 中国机械工程, 2020, 31(13): 1539-1547. |
| [11] | 陈龙;朱颖;徐力;张高朋. 基于权重灵敏度分析的结构形状等几何优化方法[J]. 中国机械工程, 2020, 31(11): 1306-1314. |
| [12] | 李曦;袁军堂;汪振华;章波. 基于Rayleigh-Ritz法的钛合金薄壁件非均匀余量加工变形控制研究[J]. 中国机械工程, 2020, 31(11): 1378-1385. |
| [13] | 吕凤鹏;李朝阳;黄健;陈兵奎. RV减速器转臂轴承的优化设计[J]. 中国机械工程, 2020, 31(09): 1043-1048. |
| [14] | 许焕卫;李沐峰;王鑫;胡聪;张遂川. 基于灵敏度分析的区间不确定性稳健设计[J]. 中国机械工程, 2019, 30(13): 1545-1551. |
| [15] | 王新刚;张恒;王宝艳;皇甫一樊. 考虑磨损误差的端齿盘分度精度的动态可靠性及灵敏度研究[J]. 中国机械工程, 2018, 29(01): 2-7. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||