
图1 中频逆变电流波形图
Fig.1 Current waveform of IF inverter
目前,我国铁路轨道焊接设备仍在沿用20世纪80年代的技术,基本上采用乌克兰和瑞士施拉特两种类型的焊机,这两种设备都是工频焊接电源。
由于钢轨的横截面为非绝对对称型材(轨顶部分面积约为2 784 mm2,轨底部分面积约为2 696 mm2),故当焊接进入连续闪光阶段时,轨底部分较轨顶已明显过熔,当闪光段段完成施以顶锻力时,由于熔化程度的差异,轨顶已顶实,而轨底还无法顶实,轨底在数倍于轨顶散热面积作用下迅速冷凝。由此,常见的焊接质量缺陷往往都集中在轨底及轨腰底的三角区域。
同时,由于移动式交流电源特有的集肤效应现象以及固定式三相次级整流非纯直流特性,焊接稳定性控制较难。
在国外,目前除了俄罗斯等部分国家仍在使用交流焊轨机外,欧美发达国家都已采用中频逆变直流电源的移动焊轨机。欧美等国在2002年左右已全面停止了三相次级整流焊机的生产,以中频逆变直流电源替代,并将中频逆变直流移动式焊轨机改进设计为固定式和移动式两用的焊轨机。
我国在2002年引进了中频焊接技术,2004年开始应用于各行业的焊接加工,如航空、航天、汽车工业、动车车厢等,该技术焊接质量稳定可靠、效果显著。
中频电源包括两大部分:①各种功率的中频变压器;②与功率相匹配的中频控制器。
中频变压器由三部分组成,即初级绕组、次级绕组及整流部分。冷却形式为强迫内冷。
在中频控制器的输入端接入480 V/60 Hz或380 V/50 Hz的三相交流电,经过控制器的N次逆变(亦称“倒相”),在控制器的输出端输出一个650 V/1 000 Hz或500 V/1 000 Hz的中频率交流电,该交流电接入中频变压器的初级输入端。中频变压器的次级端产生一个频率为1 000 Hz的低电压交流电(如9.0 V、10.0 V、13.01 V等),然后对该中频率的交流电以单相全波整流的方式整流,最终在中频变压器输出终端得到一个微微波动的焊接电流,其波形见图1,控制原理见图2。
图1 中频逆变电流波形图
Fig.1 Current waveform of IF inverter
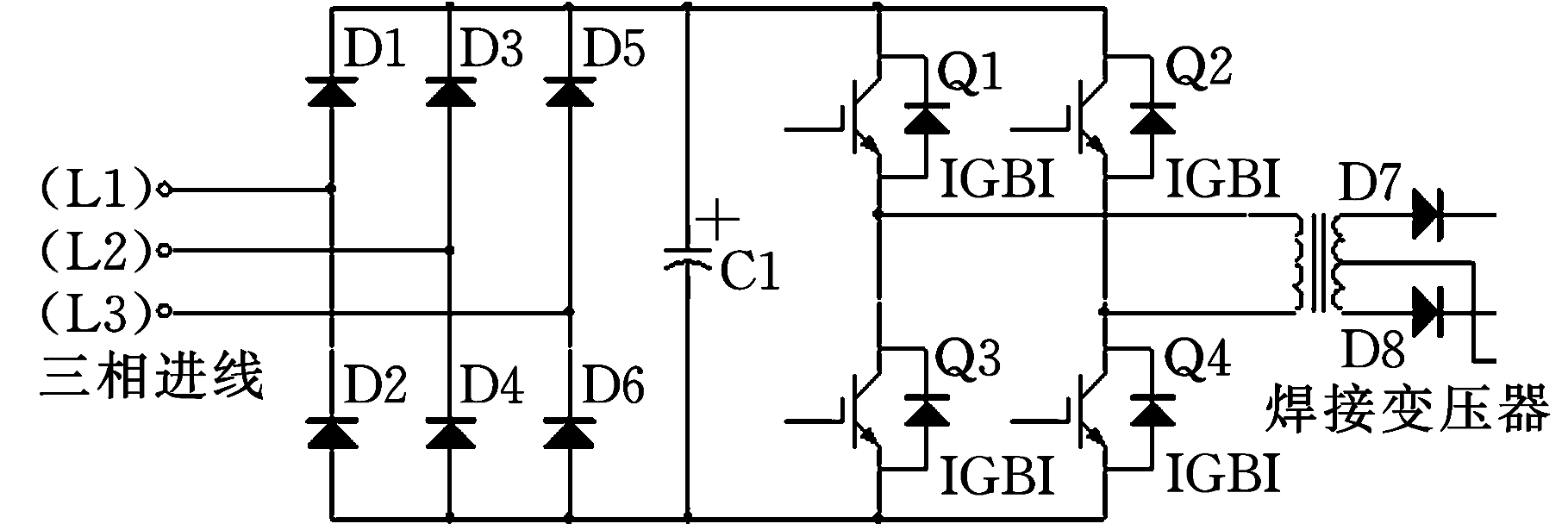
图2 中频控制原理示意图
Fig.2 Schematic diagram of if control principle
中频逆变直流焊接的优点如下[1-4]:
(1)焊接电流控制更精确,响应速度快,焊接质量稳定性好。焊接电流密集均匀,熔透率高,受环境气候影响较小。
(2)无明显集肤效应现象,钢轨横截面上电流密度分布均匀,落锤合格率明显提高。
(3)焊接环境数据实时记录,如环境温度、空气湿度、实时风速、焊接参数等即时记录,并可存档备案。
(4)兼容非同牌号钢轨焊接加工且工艺强度不变。
(5)移动式中频焊轨机可在线以常规方式进行锁定轨焊接,无需移开工程车。
(6)具有“C”系数报警功能,发现有质量凝点的焊头可及时警报。
国内早期铁路钢轨焊接设备主要采用单用焊轨车,如图3所示,以交流电源为主,流经焊接接头处的电流不均匀,容易在焊轨的结合面产生灰斑,导致落锤试验中断轨现象颇多,并且无规律可循。国外中频逆变直流焊轨机多为移动形式,可满足在线上作业需求,如图4所示。

图3 早期交流铁路单用焊轨车
Fig.3 Early single-use welded rail car for AC railway
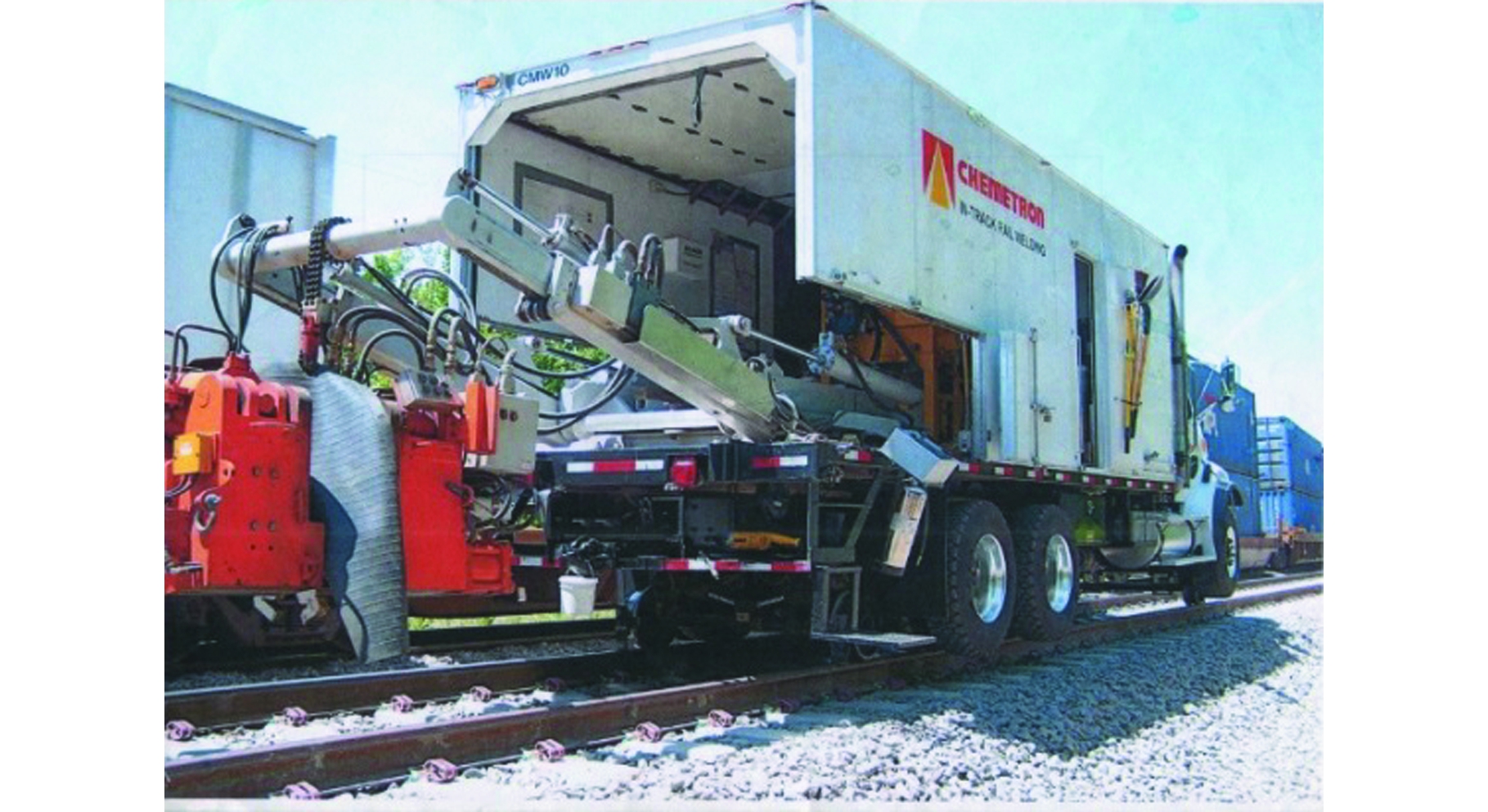
图4 公铁两用焊轨车
Fig.4 Railroad dual-purpose welding rail car
我国高铁建设周期紧凑,线路里程远大于国外,因此高铁钢轨的大量焊接作业是在焊轨基地完成的,即在基地焊接成500 m长钢轨后再运输至现场焊成无缝钢轨。为了满足我国高铁的快速发展需求,不仅需要研发移动式中频直流焊机,同样也急需在固定式中频直流焊接领域取得技术突破。
基于此,课题组立足国内既有的固定式三相次级直流焊轨机,分析了存在的缺陷及漏洞,进行了中频逆变直流焊机的研发。其中,移动式中频验证焊轨机的研发于2015年底完成,工艺强度测试合格率100%;固定式中频验证焊轨机的研发于2017年7月完成,样机模型见图5。经该焊机焊接的高铁钢轨,工艺强度测试合格率100%,多为二锤不断。
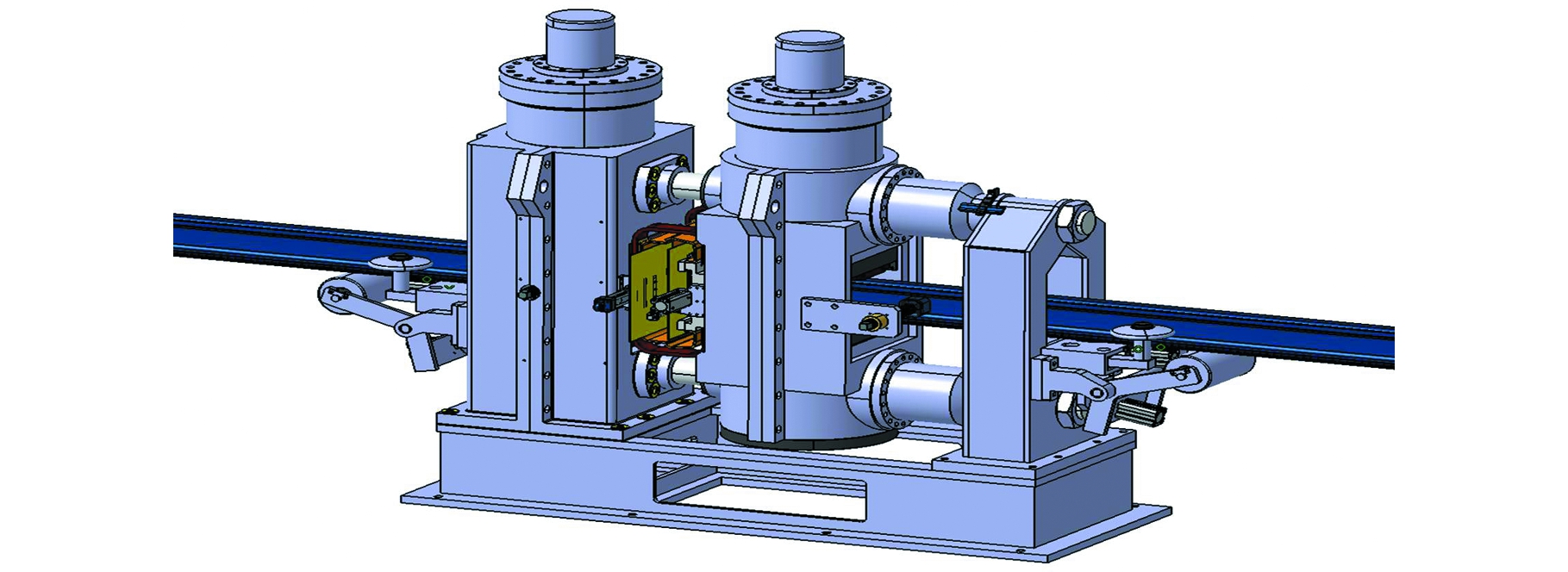
图5 自主研发的固定式中频逆变直流闪光焊轨机
Fig.5 Self-developed fixed MF inverter DC flash welding machine
(1)动架和静架。机架为静架,变压器安装在静架左侧,顶锻装置为动架,与顶锻油缸连接。顶锻过程中,顶锻油缸动作,通过动架与静架之间的滑道推动动架向前移动,将动架夹持钢轨与静架夹持钢轨挤压在一起。动架与静架之间电路通过汇流排连接,动静架钢轨接触瞬间在钢轨端面产生焊接闪光,动静架其他接触部位均进行绝缘。
(2)作用边对中和起拱量调节装置。焊机动静架均设置有作用边对中机构,安装在焊机钳口附近。通过操作面板的操作,将两待焊钢轨夹持后,升降油缸动作,将对中机构放下,与钢轨接触,控制系统控制对中机构拉杆动作,对待焊钢轨轨头侧面施加作用力,将两待焊钢轨的作用边对齐,实现钢轨焊接的作用边对中。
(3)夹持机构。焊机夹持采用轨腰夹紧方式。钢轨走行到位后,钢轨纵向位置检测信号传感器显示灯亮,通过操作面板按钮,控制系统指示夹持油缸动作,夹持机构向中间收紧,将夹持块压在钢轨轨腰表面,实现钢轨的夹持。在设计夹持块时,考虑了顶锻过程中夹持块与钢轨间打滑和夹伤钢轨的问题。
(4)推凸机构。推凸机构包括推凸刀及其相关安装和动作机构,推凸刀由4个部分组成,分为顶刀、左腰刀、右腰刀、底刀。在焊接过程中,分开/合拢油缸动作,将推凸机构与钢轨分开成一定角度,并保持一定距离;顶锻阶段完成后,推凸刀分开/合拢油缸动作,推凸刀合拢环贴钢轨表面,推凸油缸动作,将推凸机构推出,铲除顶锻过程中在焊接接头部位挤压出的金属。
中频变压器是中频逆变直流焊机的核心部件,该项技术长期被国外掌控。本文团队经过多年创新研发,于2016年完成的产品样机模型如图6所示。该样机性能测试结果不亚于美国ROMAN公司产品的性能,部分指标已超越国外先进水平,如焊机的中频变压器采用的硅钢片厚度为0.15 mm,输出电流更稳,响应速度优于ROMAN公司、BOSCH公司产品的响应速度(中频硅钢片厚度为0.2 mm)。
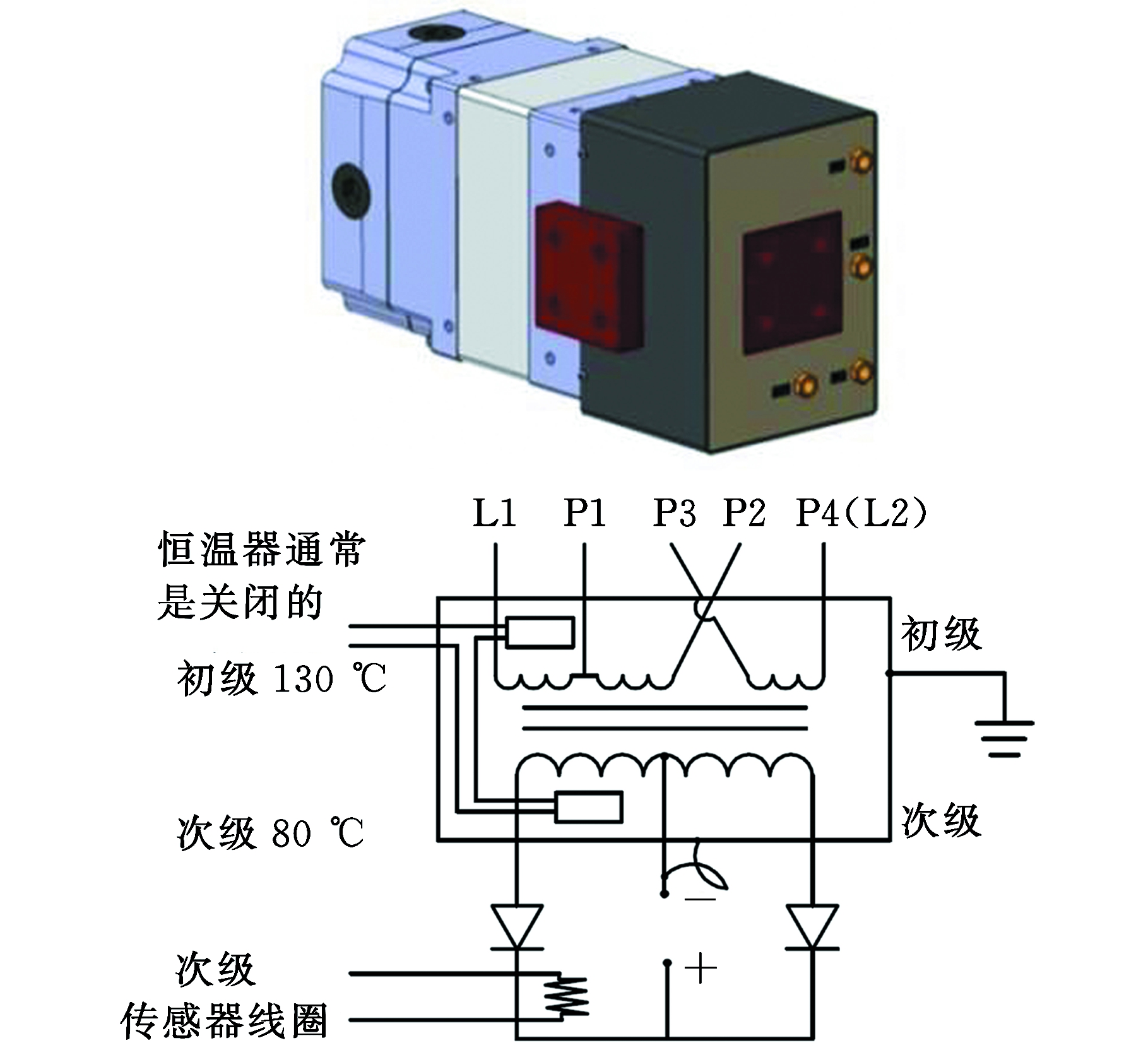
图6 国产化的中频变压器
Fig.6 Domestic intermediate frequency transformer
大功率中频控制器的研发于2017年8月完成,如图7所示,其工作原理如图8所示,研发的产品部分指标优于国外先进产品。
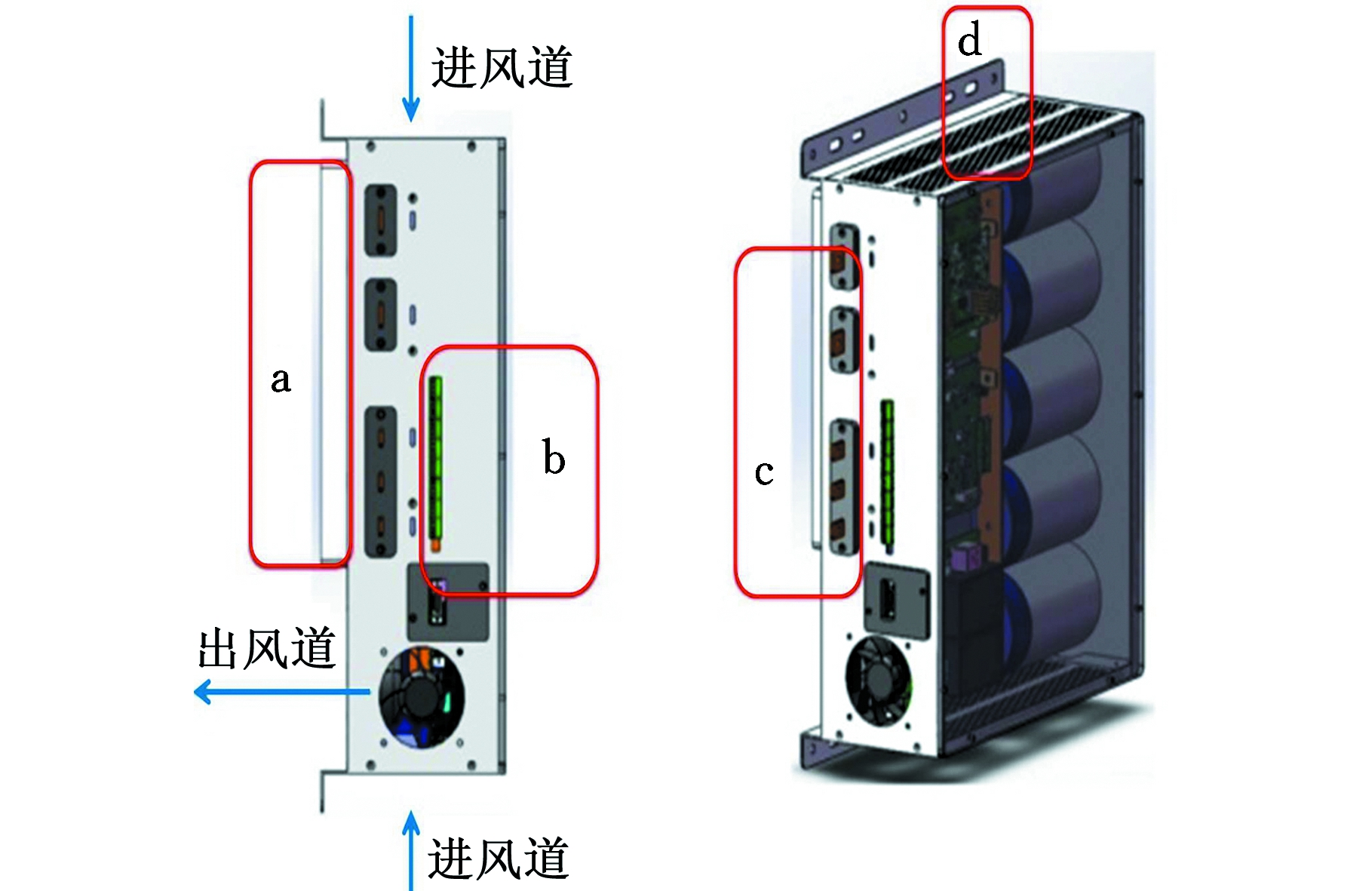
图7 国产化的中频控制器
Fig.7 Domestic IF controller
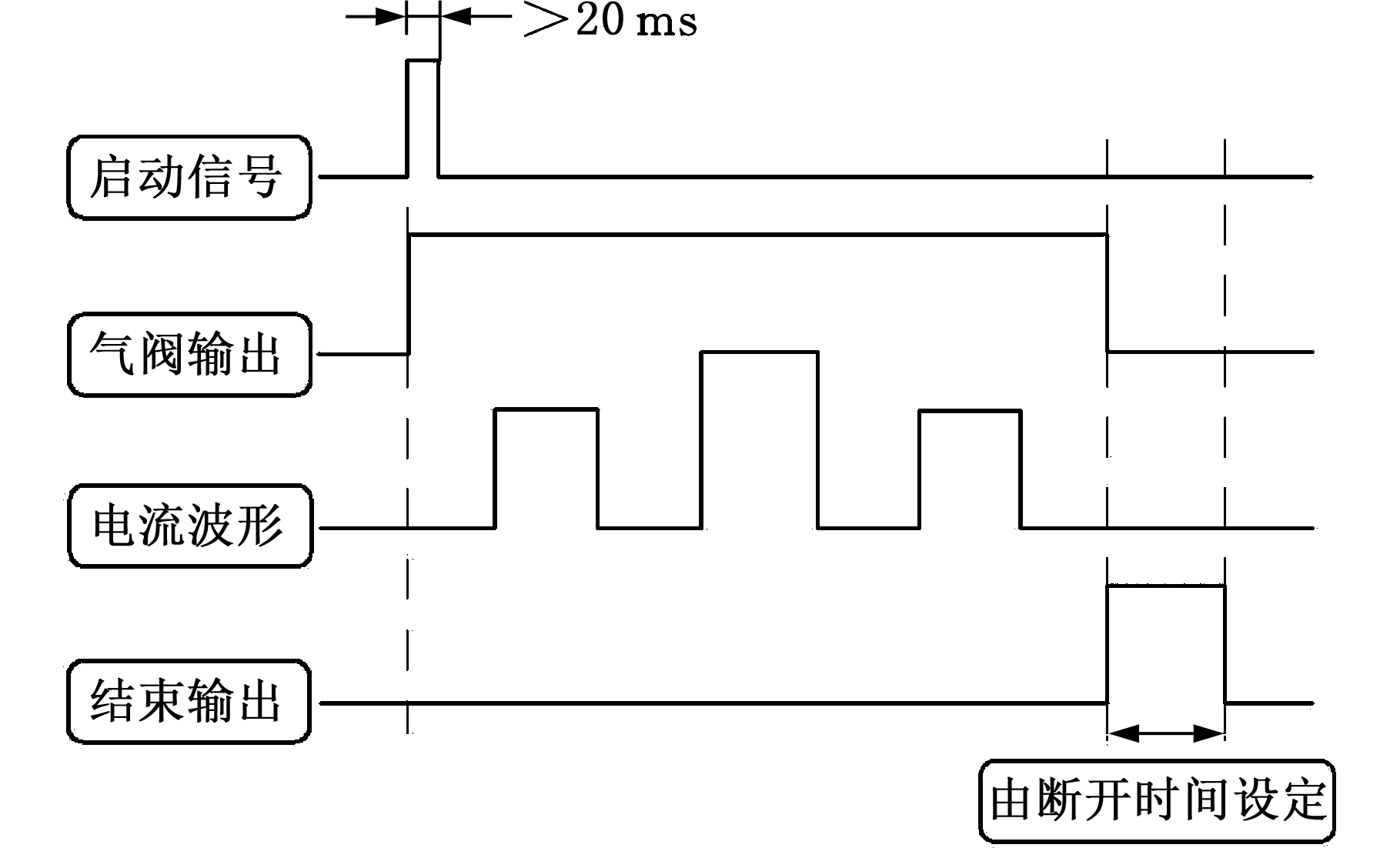
图8 国产化的中频控制器工作过程示意图
Fig.8 Working process diagram of domestic IF controller
对于控制系统的设计,在保留原控制方式的前提下,增加了全程焊接次级电流实测及显示功能,功能模块显示界面见图9,其测量点为被焊钢轨。
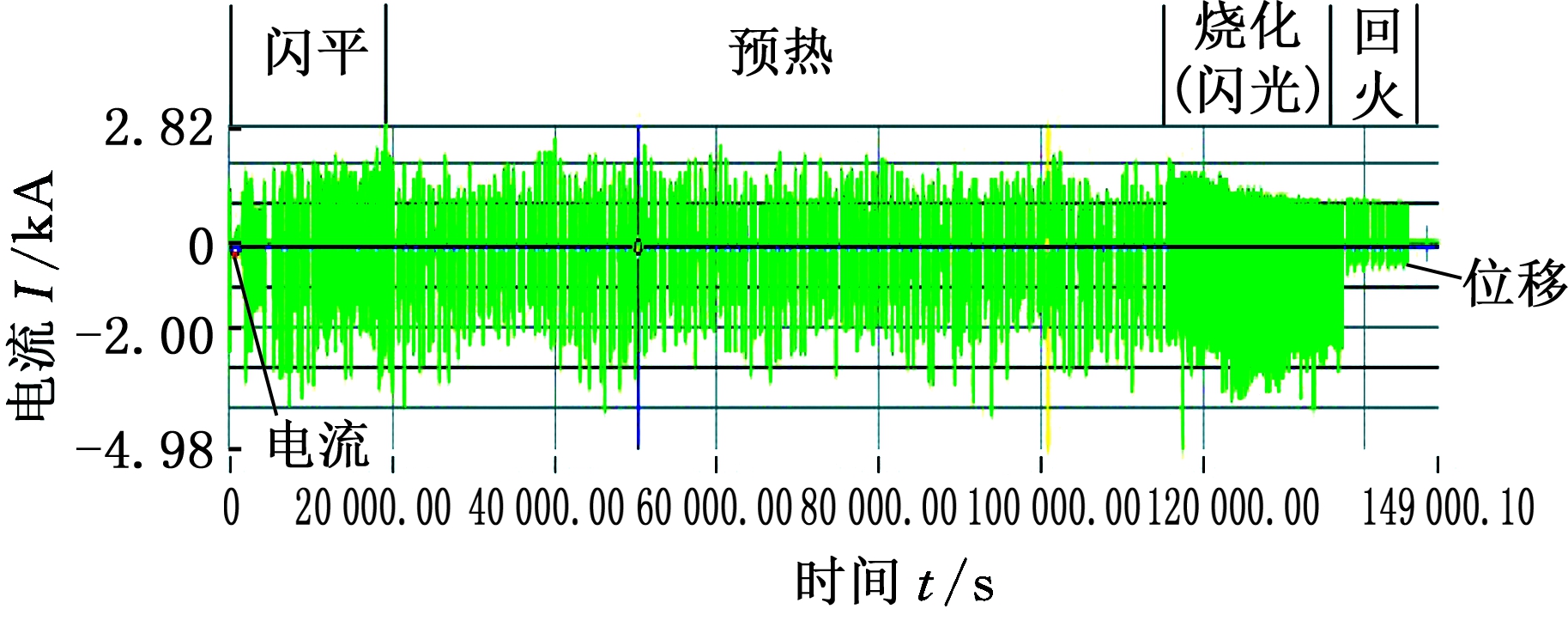
图9 次级电流实测界面(工件实测)
Fig.9 Interface of secondary current measurement
焊接过程中除了电流因素之外,还有许多因素是不可忽略的,如焊接加工时环境温度变化、空气湿度的大小、焊加工过程中的供电网波动和焊接过程中次级电流分流变化等。这些因素都会明显影响焊缝强度。
为了得到更加真实、准确的结果,本文研发的焊机具备焊接环境条件、工艺参数即时记录和存档的功能。
为了检验产品的可靠性,对该设备焊接后的钢轨进行了试验分析,并强制断开钢轨焊缝,测量了相关性能参数,试验样品见图10。

图10 钢轨焊缝强制断开后的断面图片(未作正火处理,5.2m三锤未断)
Fig.10 Cross-section picture of rail weld after forced disconnection(no normalizing treatment, 5.2m triple hammer not broken)
从图10中可以观察出,焊接质量稳定、常积聚缺陷区的灰斑和裂纹基本消除。
对焊接加工的钢轨U71MN进行落锤检测,15对钢轨一次全部合格,合格率达100%。
试验表明,本文研发的中频逆变直流焊机具有以下特点:
(1)5.2 m的一锤合格率为100%,多为二锤不断。
(2)在冷却系统出水温度高于摄氏零度的前提下,可正常进行焊接加工工作。
(3)轨顶侧对齐后,轨底错位量允许值小于等于1.5 mm。
(4)轨顶面对齐后,轨底落差值允许小于等于0.6 mm。
(5)焊接后的钢轨焊缝无下沉现象。
本文研发的中频逆变直流焊轨机中的中频变压器和中频逆变控制器均已完全国产化,性能持平国外先进产品,部分指标优于国外同类产品,焊轨机具备以下特点:
(1)焊接电流密集,受工作环境气候的影响较小。
(2)无明显的集肤效应,钢轨横截面上电流密度分布均匀,落锤合格率显著提高。
(3)焊接过程可控,精度高。
(4)工作效率高,每件接头焊接时间不大于170 s。
[1] 王东, 冯晓云. 中频逆变直流电阻焊优势探讨[J]. 电焊机, 2006, 36 (1): 41-43.
WANG Dong, FENG Xiaoyun. Discussion on Advantages of MF Inverter DC Resistance Welding[J]. Electric Welding Machine, 2006, 36 (1): 41-43.
[2] 胡风革, 吴旭升, 聂子玲, 等. 矩阵式中频电源预测控制策略研究[J]. 电源学报, 2018, 16 (1): 46-51.
HU Fengge, WU Xusheng, NIE Ziling, et al. Research of Predictive Control Strategy for Matrix-converter-based Medium-frequency Power Supply[J]. Journal of Power Supply, 2018, 16 (1): 46-51.
[3] 张连新, 李尚政, 舒行军, 等. 基于PLC的中频逆变电阻点焊机研制[J]. 电焊机, 2009, 39 (10): 74-77.
ZHANG Lianxin, LI Shangzheng, SHU Xingjun, et al. Research on PLC Based Medium Frequency Inverter Resistance Spot Welding Machine[J]. Electric Welding Machine, 2009, 39 (10): 74-77.
[4] 刘世权. 中频逆变电阻焊接的优势[J]. 现代制造, 2008(43):43-43.
LIU Shiquan. Advantages of Intermediate Frequency Inverter Resistance Welding [J]. Modern Manufacturing, 2008 (43): 43-43.
开放科学(资源服务)标识码(OSID):